ÖNSÖZ
Jet Revizyon’un varlõk nedeni Türk Hava Kuvvetleri harekat imkan ve kabiliyetlerinin en yüksek
seviyede ve en süratli bir biçimde desteklenebilmesi için hava taşõtlarõna ait motorlarõn revizyonlarõ,
onarõlmasõ, geliştirilme ve yapõsal parça onarõmlarõnõ kapsayan entegre üretim faaliyetlerini
gerçekleştirmektir.
Türkiye’de turbojet güç gruplarõ üzerinde 1967 yõlõnda başlatõlan çabalarõn sonucu Türk Silahlõ
Kuvvetleri envanterindeki uçaklara ait güç platformlarõna yönelik yurtiçi fabrika seviyesi bakõm
faaliyetlerinde yõllõk üretim kapasitesi 300 adet motorun üzerine çõkan bu teknolojik mükemmeliyet
merkezinde faaliyetlerinin sürdürülmesinde ana rehberimiz olarak özümsenen ve benimsenen temel
esaslarõ ve yaklaşõmlarõ içeren yönetim öncelikleri; emniyet, kalite, üretim, maliyet, çevre şeklinde
belirlenmiştir.
Jet Revizyon’da başkalarõnõn hayal bile edemediği yaratõcõ girişimle güvenilir başarõyõ yakalamak
inancõ “Gelenek”, sahip olunan ileri teknoloji ile müşteri ihtiyacõnõ tam olarak karşõlamak ve milli ekonomiye
en fazla katkõyõ sağlamak eğilimi “Gelecek” olarak simgeleştirilmiş ve böylelikle Jet Revizyon devinimi
“Gelenekten Geleceğe” ifadesi ile logolaştõrõlmõştõr.
Jet Revizyon ambleminde, temiz ve sadeliği çağrõştõran “beyaz” renk ile Jet Revizyon geçmişindeki
güvenilir başarõ ve sonsuzluğu çağrõştõran “mavi” renk ile de havacõlõk geleceğine yönelik yaratõcõ girişim
simgeleştirilmiştir
Sahip olduğu deneyimli personel, örnek düzeyde tesis, ileri teknoloji ürünü tezgah, cihaz ve
teçhizatõ bünyesinde barõndõran Jet Revizyon; sorumluluklarõnõ büyük bir azim ve gayret içerisinde yerine
getirerek, geleceğin şekillendirilmesine yönelik değişim ihtiyaçlarõnõn doğru olarak tespitinde ve gerekli
değişimlerin uygulanmasõnda ulaştõğõ örnek seviye ve etkili bir grup olma özelliğini sürdürme azmindedir.
Sahip olduğumuz çalõşma azminin sürekliliğini sağlayabilmek aynõ zamanda yarõnlarõmõzõn oluşumunda da
çaba gösterebilmekle olanaklõdõr. Bu amaç ile mevcut durumda ve gelecekte yetişmiş işgücü ve entellektüel
sermayemizi oluşturan subay, mühendis, işçi, stajdaki üniveriste ve iş başõ eğitimindeki teknik lise
öğrencilerinin eğitilerek geliştirilmesinde referans olarak kullanõlacak “Jet Revizyon Entelektüel Sermaye
Geliştirme Serisi”;
1. “Uçak Motor Sistem Mühendisliği”,
2. “Uçak Motor Teknoloji Süreçleri” ,
3. “Akademik Yayõnlar ve Tebliğler”,
4. “İnsan Kaynağõna Yönelik Usuller”,
ana gruplarõnda hazõrlanmõştõr.
Jet Revizyon Müdürlüğü Eğitim Serisinin her bir ana grubunda olduğu gibi “İnsan Kaynağõna
Yönelik Usuller” doküman grubu altõnda hazõrlanan “Liseli Stajõ Usulleri” dokümanõ da titiz bir ihtiyaç
analizi çalõşmasõ sonucu şekillendirilmiş, Jet Revizyon faaliyetlerinde karşõlaşõlacak zorluk ve risklere
hazõrlõklõ olunmasõ ve onlarõn birer fõrsat haline dönüştürülebilmesi umut edilerek hazõrlanmõş ve
geliştirilmesi yönünde değerli katkõlarõnõza her zaman ihtiyaç duyulan bir çalõşmadõr.
Bu çalõşmada görev alan tüm arkadaşlarõma teşekkür ederim.
Can EREL
Hv.Uçak Y.Müh.Yb.
Müdür
İÇİNDEKİLER
BÖLÜM 1 – AÇIKLAMALAR
A.
B.
C.
D.
TANIMLAR
İŞ DİSİPLİNİ ve TEMEL KÜLTÜR ÖĞELERİ
GÜVENLİK KURALLARI
JET REVİZYON İŞBAŞI EĞİTİMİ ORGANİZASYONU ve
GÖREVLİLERİ
Tablolar
• Tablo 1.1
Jet Revizyon İşbaşõ Eğitimi Organizasyonu ve Görevlileri
Şekiller
• Şekil 1.1
Jet Revizyon İşbaşõ Eğitimi Organizasyon Şemasõ
BÖLÜM 2- TANITIM
A.
B.
C.
D.
E.
F.
JET REVİZYON TARİHÇESİ
JET REVİZYONUN HAVA KUVVETLERİNDEKİ YERİ
JET REVİZYON VAZİFESİ
JET REVİZYON ORGANİZASYONU ve DEMOGRAFİSİ
JET REVİZYON KALİTE SİSTEMİ
JET REVİZYON İŞ YAPMA USULLERİ
1. TANIMLAR
G. JET REVİZYON TEKNOLOJİK YERLEŞİMİ
H. JET REVİZYON TEKNOLOJİLERİ
Tablolar
• Tablo 2.1
• Tablo 2.2
• Tablo 2.3
Personelin Çalõştõğõ Birimlere Göre Dağõlõmõ
Jet Revizyon Etüt Faaliyetleri İş Akõşõ
Jet Revizyon Üretim Faaliyetleri İş Akõşõ
Şekiller
• Şekil 2.1
• Şekil 2.2
• Şekil 2.3
• Şekil 2.4
Jet Revizyonun Hava Kuvvetlerindeki Yeri
Jet Revizyon Organizasyon Şemasõ
Motor Revizyonu Üretim Süreci
Jet Revizyon Teknolojik Yerleşimi
1
Sürüm 1.1 (28.05.2004)
BÖLÜM 3 – USULLER
A. JET REVİZYON GENEL İŞBAŞI EĞİTİMİ PROGRAMI
B. DEĞERLENDİRME
1. ANKET UYGULAMA
2. KAPANIŞ TOPLANTISI
Tablolar
• Tablo 3.1 Jet Revizyon Genel İşbaşõ eğitimi Programõ
BÖLÜM 4 – EKLER
EK – A
EK – B
EK – C
EK – D
UÇAK MOTORLARI TEMEL TEORİ VE UYGULAMALARI
JET REVİZYON İŞBAŞI EĞİTİMİ DEĞERLENDİRME
ANKETİ
JET REVİZYON MÜDÜRLÜĞÜ İŞBAŞI EĞİTİMİ
DEĞERLENDİRME ANKETİ SORU ve AÇIKLAMALARI
JET REVİZYON KISALTMALARI VE KARŞILIKLARI
2
Sürüm 1.1 (28.05.2004)
BÖLÜM 1
AÇIKLAMALAR
A. TANIMLAR
1. Jet Revizyon İşbaşõ Eğitimi
Jet Revizyon Müdürlüğünde teknik ve meslek liselerinin öğrenim programõ
kapsamõnda ve öğrenim yõlõ içinde belirlenen standartlarda teorik ve uygulamalõ
olarak yapõlan faaliyetlerdir.
2. Jet Revizyon Stajyeri
Jet Revizyon Müdürlüğünde işbaşõ eğitimi faaliyetlerine etkin olarak katõlan
teknik lise ve meslek liselerinde öğrenim görmekte olan öğrencilerdir.
3. Jet Revizyon İşbaşõ Eğitimi Koordinatörü
Jet Revizyon Müdürlüğünde işbaşõ eğitimi gören öğrenci öğrencilere ait idari
hususlarõ ve günlük yoklamalarõnõ kõsõm şefleri kanalõyla takip eden Başusta dõr.
4. Jet Revizyon İşbaşõ Eğitimi Danõşmanõ
Jet Revizyon Müdürlüğünde işbaşõ eğitimi gören öğrencinin branşõyla ilgili teorik
bilgi veren, atelye programõnõ belirleyen, yönlendiren ve günlük yoklamasõnõ
yaparak İşbaşõ Eğitimi Koordinatörü’ne bilgi veren kõsõm şefidir.
5. Jet Revizyon Atelye İşbaşõ Eğitimi Görevlisi
Jet Revizyon Müdürlüğüne bağlõ atelyelerde uygulamaya yönelik çalõşmalarda
işbaşõ eğitimi gören öğrenciyi yönlendiren ve görev veren Postabaşõ’dõr.
B. İŞ DİSİPLİNİ ve TEMEL KÜLTÜR ÖĞELERİ
İşbaşõ eğitimi gören öğrenci, müdürlüğe ilk geldiği anda işbaşõ eğitimi
koordinatörüyle görüşür. Jet Revizyon işbaşõ eğitimi usulleri konusunda işbaşõ
eğitimi koordinatörü tarafõndan eğitim gören öğrenciye bilgi verilir.
İşbaşõ eğitimi gören öğrenci, eğitim gördüğü süre boyunca her gün sabah 08:15'de
ve akşam 16:15’de yoklama ve o gün yapõlanlar/yapõlacaklar konusunda işbaşõ eğitimi
danõşmanõyla görüşür.
Pln.Prog.Bşk.lõğõ Eğitim Şubesi ve Ders İşbaşõ Eğitim Öğretmenleri tarafõndan
hazõrlanan taslak program, işbaşõ eğitimi koordinatörü ve danõşmanõ tarafõndan
gözden geçirilir, eğer ihtiyaç duyulursa değişiklik teklif edilir.
3
Sürüm 1.1 (28.05.2004)
İşbaşõ eğitimi gören öğrenciden, atelyede bulunduğu sürece atelyenin işbaşõ eğitimi
görevlisi sorumludur.
İşbaşõ eğitimi gören öğrenci, karşõlaştõğõ teknik sorunlarõ işbaşõ eğitimi danõşmanõ
veya işbaşõ eğitimi görevlisine, idari sorunlarõnõ ise işbaşõ eğitimi koordinatörüne
danõşarak çözer.
İşyeri içerisinde yaka kartõ sürekli olarak yakada takõlõ olacaktõr.
Öğle yemekleri için ücreti ödenmek şartõ ile işçi yemekhanesi ve sosyal tesislerdeki
imkanlardan yararlanõlabilir.
İşbaşõ eğitimi gören öğrenci, Jet Revizyon Müdürlüğünde bulunduğu sürece genel
görünüşüne, kõlõk kõyafetine dikkat etmeli, traşõna özen göstermeli, aşõrõ makyaj
yapmamalõ, ayakkabõ haricinde terlik ve sandalet giymemelidir.
İşbaşõ eğitimi gören öğrenci, bulunmasõ gereken kõsõmdan başka yere gitmemeli ve
bulunduğu birimde mecbur kalmadõkça telefonlara bakmamalõdõr.
İşbaşõ eğitimi gören öğrenci, ihtiyaç duyulan belge ve dokümanlarõn kullanõmõ için
izin almalõdõr.
İşbaşõ eğitimi gören öğrencilerin, işyerine cep telefonu, fotoğraf makinesi, radyoteyp vb. cihazlarõ sokmamalarõ, işyerinden herhangi bir eşya çõkarmamalarõ gerekir.
İşbaşõ eğitimi gören öğrenci, işyerinde gördüğü ve edindiği teknik, askeri ve idari
sõrlarõ gizli tutmakla yükümlüdür. (Konularla ilgili olarak dõşarõda konuşamaz;
yabancõlara, gazetelere ve televizyonlara bilgi veremezler.)
İşbaşõ eğitimi gören öğrenci, işyeri disiplinine ve iş emniyeti talimatlarõna uymalõdõr.
Acil sağlõk hizmeti gerektiren durumlarda Atölye Staj görevlisi bilgilendirerek
Eğitim Şube Müdürlüğü ile koordine kurulmasõ sağlanmalõdõr
4
Sürüm 1.1 (28.05.2004)
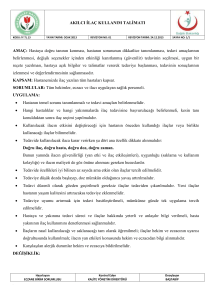
C. GÜVENLİK KURALLARI
Jet Revizyon Müdürlüğünde staj yapan her stajyer aşağõdaki emniyet kurallarõna
uymakla yükümlüdür.
1. Staj danõşmanõnõn oryantasyon esnasõnda verdiği güvenlik ve çevre sağlõğõ
bilgilerine uyun.
2. Motor revizyonu ile ilgili;
a. Çevre sağlõğõ ve güvenlik kurallarõna uyun
b. Takõm ve Fixture’larõ kullandõktan sonra yerlerine koyun
c. İş planlarõnda belirtilenlerin aksine bir şey yapmayõn
d. Motor sehpa korkuluklarõnõn üstüne çõkmayõn
e. Motor üzerinde, yerde veya sehpada takõm bõrakmayõn
f. Asõlõ yük taşõrken sesli uyarõ yapõn
g. Motor parçalarõnõ sökerken veya takarken zorlamayõn
h. Vinç operatörüne talimatlarõ sadece bir kişinin verecektir
i. Her günün son 15 dakikasõnda;
(1)
Takõmlarõ uygun kutularõna koyun
(2)
Takõm arabalarõnõ belirlenen yere götürün
(3)
Fixture’larõ belirlenen alanlara belirlenen düzende koyun
(4)
Motor veya modülün etrafõnõ temizleyin
3. Güvenlik ve çevre sağlõğõ ile ilgili aklõnõza takõlan her soruyu staj danõşmanõna
surun
4. Kimyasal ürünleri kullanõrken ürüne özgü emniyet kurallarõna uyun
5. Revizyon ekipmanlarõnõ, makinelarõ veya daha önce kullanmadõğõnõz malzemeyi
kullanõrken kullanma talimatlarõna uyun
6. Özel alanlarda çalõşõrken veya geçerken o alana ait güvenlik kurallarõna uyun
7. Çalõştõğõnõz alanlarõn acil çõkõşlarõnõ öğrenin
8. Güvenli olmayan durumlarõ derhal staj danõşmanõnõza bildirin
9. Yangõn durumunda 4444 numaralõ telefonu arayõn
10. Delme, taşlama, emniyetleme, havalõ takõm kullanma, kimyasal sõvõ, ve kuru buz
kullanõmõ esnasõnda koruyucu melbusat kullanõn
11. Ağõr malzeme ve takõmlarla çalõşõrken koruyucu ayakkabõ giyin
12. Atölye içerisinde yeme içme ve sigara yasaktõr
13. Tüm yaralanma ve hastalõklarda ilk yardõmdan önce staj görevlisi ile staj
danõşmanõna haber verin
14. Koruma kabinleri ve güvenlik kilitlerini etkisiz hale getirmeyin
15. Motorize malzeme taşõma arabalarõnõ kullanmayõn
16. Herhangi zararlõ malzeme sõzõntõsõnda miktarõ ne olursa olsun staj
danõşmanõna haber verin
17. Sigara ancak müsaade edilen sigara içme mahallerinde içilebilir
5
Sürüm 1.1 (28.05.2004)
D. JET REVİZYON İŞBAŞI EĞİTİMİ GÖREVLİLERİ ve ORGANİZASYONU
Jet Revizyon Müdürlüğü işbaşõ eğitimi görevlileri Tablo 1.1 ‘de ve organizasyon
yapõsõ Şekil 1.1 ‘de verilmiştir.
GÖREVİ
JR İşbaşõ
Eğitimi
Koordinatörü
İşbaşõ Eğitimi
Danõşmanõ
İşbaşõ Eğitimi
Görevlisi
İşbaşõ Eğitimi
Danõşmanõ
İşbaşõ Eğitimi
Görevlisi
İşbaşõ Eğitimi
Danõşmanõ
İşbaşõ Eğitimi
Görevlisi)
İşbaşõ Eğitimi
Danõşmanõ
İşbaşõ Eğitimi
Görevlisi
İşbaşõ Eğitimi
Danõşmanõ
İşbaşõ Eğitimi
Görevlisi
İşbaşõ Eğitimi
Danõşmanõ
İşbaşõ eğitimi
Görevlisi
İşbaşõ Eğitimi
Danõşmanõ
İşbaşõ Eğitimi
Görevlisi
ÜNVANI
ADI-SOYADI
TEL. NO
Başusta
Osman DEMİR
Dahili:4332
Cep:0 542 833 45 77
F110 Kõsõm Şefi
Tamer YÜKSEL
F110 Postabaşõsõ
Bahtõn BAHTİYAR
J79 Kõsõm Şefi
Naci AYAN
J79 Postabaşõsõ
Erol KILIÇ
Dahili:4338
J85 Kõsõm Şefi
Necdet ÖZKURT
Dahili:4337
Cep:0 532 711 04 92
J85 Postabaşõsõ
Orhan ÇELEBİ
Dahili:4337
Veysel D. KART
Dahili:4341
Cep:0 532 765 25 02
Nurettin
ERDOĞAN
Dahili:4341
Kimyasal Temizleme
Atelyesi Kõsõm Şefi
Kimyasal Temizleme
Atelyesi Postabaşõsõ
NDI Atelyesi Kõsõm Şefi
Turhan ENGÜR
NDI Atelyesi Postabaşõsõ
Gürsel ÇAKIR
Boya-Kumlama Atelyesi
Kõsõm Şefi
Boya-Kumlama Atelyesi
Postabaşõsõ
Nasuh BACAKSIZ
Mehmet A. DAĞ
Balans Atelyesi Kõsõm Şefi
Mustafa ÖZKAN
Balans Atelyesi
Postabaşõsõ
Ahmet KAPLANER
Dahili:4574
Cep:0 535 852 89 24
Dahili:4574
Cep:0 533 453 30 98
Dahili:4338
Cep:0 532 764 29 37
Dahili:4228
Cep:0 542 540 41 32
Dahili:4228
Cep:0 535 445 72 08
Dahili:4362
Cep:0 533 424 97 48
Dahili:4362
Cep:0 532 568 10 97
Dahili:4345
Cep:0 532 602 08 34
Dahili:4345
Tablo 1.1
6
Sürüm 1.1 (28.05.2004)
JET REVİZYON İŞBAŞI EĞİTİMİ ORGANİZASYON ŞEMASI
JR İŞBAŞI EĞİTİMİ
KOORDİNATÖRÜ
JR İŞBAŞI EĞİTİMİ
DANIŞMANI
JR ATELYE İŞBAŞI
EĞİTİMİ GÖREVLİSİ
JR İŞBAŞI EĞİTİMİ
GÖREN ÖĞRENCİ
Şekil 1.1
7
Sürüm 1.1 (28.05.2004)
BÖLÜM 2
TANITIM
A. JET REVİZYON TARİHÇESİ
Eskişehir Tayyare Tamirhanesi adõ ile 1926 yõlõnda kurulan 1nci Hava İkmal Bakõm
Merkezinde uçaklara ait motorlar konusunda çalõşan bir motorhane de yer almõştõr.
Bu motorhane bünyesinde "Merln" motorlarõ deneme yeri (bremze) 1939 yõlõ içinde
inşa edilmiş ve 1940-1951 yõllarõ arasõnda; Masguito, Spit-Fire, Magistek, Harward,
Simolik, Brequet, Moran, Fleet, Gotha145, Focke-Wulf58, Morten, Yultee, Falcan,
Baltimore, Uğur, Heinkel, Hanriot, Spat, Avronarson, Oxford ve topçu uçaklarõna ait
Hispanenu, Suzia, Soonp, Loren, Salmson, Kinner160 Hp, Argus 240 Hp, CycloneWright, Cyclone
850 Hp, Wright-hirlwind, Gipsy-MKE, Daimler-Benz 600,
Renault,Bengali-Hispane 500 Hp , Rolls Royce Cheeta 340 Hp, GIPSY Major 130
Whirlind gibi pistonlu motorlarõn tamir ve revizyonu yapõlmõştõr.
Türk Hava Kuvvetleri envanterine jet uçaklarõ 1950’li yõllardan itibaren girmeye
başlamõş ve 1951 yõlõnda ilk jet filosu oluşturulmuştur. Bu dönemde jet motorlarõnõn
onarõm, bakõm ve revizyon işlemlerinin yapõlacağõ bir atelye olmadõğõ için 1952-1967
yõllarõ arasõnda F-84, RF-84F, T-33, F-86, F-100, F-102, F-5 ve F-104 jet
uçaklarõna ait jet motorlarõn bakõm, onarõm ve revizyon işlemleri yurt dõşõnda,
Kazablanka-Fas, Fransa, Hollanda ve ABD’de yerleşik tesislerde yaptõrõlmõştõr.
Jet motorlarõnõn onarõm, revizyon ve bakõm işlemlerinin yapõlabilmesi için 10 Ekim
1965 tarihinde 6750 m² alana sahip Jet Motor Revizyon Atelyesinin temeli
atõlmõştõr. Yapõmõ tamamlanan Jet Motor Atelyesi 01 Haziran 1967 tarihinde
Cumhurbaşkanõ Cevdet SUNAY tarafõndan hizmete açõlmõştõr. Bu açõlõş törenine
Cumhurbaşkanõ yanõnda TBMM Başkanõ Ferruh BOZBEYLİ, Genelkurmay Başkanõ
Orgeneral Cemal TURAL, Devlet Bakanõ Hüsamettin ATABEYLİ, Kara Kuvvetleri
Komutanõ Orgeneral Refik YILMAZ ve Hava Kuvvetleri Komutanõ Orgeneral İrfan
TANSEL’inde katõldõğõ bir törenle Cumhurbaşkanõ Cevdet SUNAY tarafõndan
açõlmõştõr. Açõlõşa davetli erkana projeden sorumlu Yüzbaşõ Fazõl AYDINMAKİNA
refakat etmiştir.
Açõlõşõn yapõldõğõ 01 Haziran 1967 tarihinden itibaren “Jet Revizyon” olarak anõlan
tesislerin faaliyete geçmesi ile beraber o güne kadar revizyon için yurtdõşõna
gönderilen, F-84 uçaklarõna ait J65 ve T-33 Uçaklarõna ait J33 motorlarõnõn bakõm,
onarõm ve revizyon işlemleri Jet Revizyon’da yapõlmaya başlanmõştõr. Envanterdeki
F-100 uçaklarõna ait J57 ve F-104 uçaklarõna J79-11 motorlarõnõn bakõm yapabilme
kabiliyetini kazanma çalõşmalarõna ise 1970 yõlõndan itibaren hõz verilmiş ve 1973
yõlõndan itibaren hedeflenen bakõm işlemleri Jet Revizyon’da yapõlmaya başlanmõştõr.
8
Sürüm 1.1 (28.05.2004)
Her geçen gün daha kapsamlõ teknolojileri ve daha büyük üretim miktarõnõ
hedefleyen Jet Revizyonda;
• Kõbrõs olayõ sonrasõnda, 1970’li yõllarõn yarõsõnda yaşanan ambargonun da derin
izleri ile 1980 yõllarõna kadar yaşanan “Teknoloji Evrimi” sürecinde ülke içinde
bakõm ağõrlõklõ teknolojilerin oluşturulmasõ,
• Üretim darboğazlarõn giderilmesine yönelik olarak organizasyon ve donanõm
yapõsõnõn geliştirilmesini amaçlayan REModernization and Organization
(REMO) projelerinin hayata geçirildiği 1980-1990 arasõ yõllarõnõ kapsayan
“Üretim Evrimi” sürecinde ülkedeki savunma havacõlõğõ güç platformu bakõm
ihtiyaçlarõnõ tam olarak karşõlayabilecek kabiliyetin oluşturulmasõ,
• Müşteri ihtiyacõnõn karşõlanmasõ ve ürün niteliğine yönelik güvenilirliğin
sağlanmasõ amaçlõ yönetsel standart oluşturma ve uygulamalarõnõn yapõldõğõ
1990-2000 arasõ yõllarõ kapsayan “Kalite Evrimi” sürecinde ve global eğilimler
de dikkate alõnarak şekillendirilmesi, gelişmeleri sistematik ve kurumsal
olarak yaşanmõştõr. Jet Revizyon 21nci yüzyõla hazõrlanõrken her bir yeni yõl
büyük bir girişimin ve gelişmenin habercisi olagelmiştir.
Belirtilen evrimler süresince Jet Revizyon üretim yanõ sõra sürekli ve etkileşimli
gelişimi hedefleyerek diğer sahalardaki faaliyetlere de katkõ sağlamõştõr. Böylelikle
Jet Revizyon Türk uçak motorlarõ sahasõnda hem gelişim örneği olmuş ve hem de
Türk havacõlõk sanayinin top yekun gelişimine katkõ sağlamõştõr. Bu konuda;
• Mevcut personel, teknik bilgi ve teknoloji desteği ile TUSAŞ Motor Sanayii
A.Ş. kuruluşuna başlangõçtan itibaren doğrudan katkõ sağlanmasõ ve daha
sonraki dönemde uçak motorlarõ sahasõnda müştereken gerçekleştirilen özgün
uygulamalarõn bizzat planlayõcõsõ ve organizatörü olunmasõ,
• Sahip olunan kabiliyet kullanõlarak yurtdõşõ havacõlõk pazarõna hizmet satõşõ
modelinin tasarlanõp hayata geçirilerek elde edilen kazanç ile bugün 1nci Hava
İkmal Bakõm Merkezi eksik işgücü ihtiyacõnõn büyük oranda kendi kendine
karşõlanabilmesi,
• Geçmiş tecrübesi ve yaratõcõ katkõlarõ ile Türk kamu sektörü ve Silahlõ
Kuvvetleri’nde ilk defa alõnan ISO-9001, ISO-14001, AQAP-120 ve General
Electric AE kalite sistemi uygunluk sertifikalarõ ile JAR-145 Bakõm yetki
belgesinin hedeflenmesi ve elde edilmesi,
• Tyne-Mk22 motorlarõnda 70’li yõllardan itibaren kullanõlan detay iş planlarõ
yaklaşõmõ geliştirilerek bilgisayar destekli yönetim bilgi sistemi (FYGS)
temelinin oluşturulmasõ, pilot uygulamalarõn gerçekleştirilmesi ve daha sonra
tüm Hava İkmal Bakõm Merkezlerine yaygõnlaştõrõlmasõ, ilk akla gelen
örneklerdendir.
9
Sürüm 1.1 (28.05.2004)
Jet Revizyon’da bugün;
•
•
•
•
•
•
F-16 Blok-30/40 uçaklarõnda kullanõlan F110-GE-100 ve F110-GE-100B, F-16
Blok-50 uçaklarõnda kullanõlan F110-GE-129 ve E-3A AWACS uçaklarõnda
kullanõlan TF33-PW-100A motorlarõndan oluşan “Turbofan Güç Platformlarõ”,
T-37 uçaklarõnda kullanõlan
J69-T25A, F-4 ve F-4 2020 uçaklarõnda
kullanõlan J79-GE-17C, J79-GE-17Y, J79-GE-17YY, NF-5 ve NF-5 2000
uçaklarõnda kullanõlan J85-CAN-15, T-38 uçaklarõnda kullanõlan J85-GE-5H,
F-5 ve F-5 2000 uçaklarõnda kullanõlan J85-GE-13 motorlarõndan oluşan
“Turbojet Güç Platformlarõ”,
C-160 uçaklarõ uçaklarõnda kullanõlan TYNE-MK22, C-130 uçaklarõnda
kullanõlan
T56-A-15LFE ve CN-235 uçaklarõnda kullanõlan
CT7-9C
motorlarõndan oluşan “Turboprop Güç Platformlarõ”,
AH-1W helikopterlerinde kullanõlan T700-GE-401B, SH-60 helikopterlerinde
kullanõlan T700-GE-401C, S-70A helikopterlerinde kullanõlan T700-GE-701A
ve T700-GE-701C motorlarõndan oluşan “Turboşaft Güç Platformlarõ”,
F-4, F-4 2020, F-5 ve F-5 2000 uçaklarõnda kullanõlan GTC85-70A, GTCP85180 ve GTCP85-184, C-130 uçaklarõnda kullanõlan GTC85-71 ve C-160
uçaklarõnda kullanõlan GTCP85-160A motorlarõndan oluşan “Gaz Türbin
Kompresörleri”,
F-16 uçaklarõnda kullanõlan JFS motorlarõndan oluşan “Uçak Çalõştõrõcõlarõ”,
olarak adlandõrõlan toplam 6 grup ve 11 ana tipte 24 değişik motorun fabrika seviyesi
bakõmõ, tadilatõ, motor yapõsal parçalarõnõn ileri teknoloji onarõmõ ve revizyonu
yapõlabilmektedir. Yõllõk üretim kapasitesi 300 adet motorun ve 60000 adet yapõsal
parçanõn üzerine çõkan Jet Revizyon’da gerçekleştirilen önemli teknoloji transferi
ve geliştirme projeleri sonucunda, bazõlarõ ABD dõşõnda sadece Türkiye’de bulunan,
motor yapõsal parça onarõm teknolojilerine de sahip olunmuştur.
Kuruluşundan bu güne kadar geçen sürede kazanõlan kabiliyetler ve bu kabiliyetlerin
ülke ekonomisine katkõlarõ nedeniyle 1nci Hava İkmal Bakõm Merkezi Jet Revizyon
Müdürlüğü Türkiye’nin önemli teknolojik ve ekonomik kuruluşlarõndan birisi olarak
yeni yüzyõl içinde de gelişimini sürdürmeye devam etmektedir, edecektir!..
10
Sürüm 1.1 (28.05.2004)
B. JET REVİZYONUN HAVA KUVVETLERİNDEKİ YERİ
Jet Revizyon Müdürlüğünün Hava Kuvvetlerindeki yeri Şekil 1.2’de şematik olarak
gösterilmiştir.
Şekil 2.1
C. JET REVİZYON VAZİFESİ
Hava Kuvvetleri harekat kabiliyetini idame ettirmek ve geliştirmek maksadõyla,
Teknolojik Onarõm Merkezi olan 1nci HİBM.K.lõğõnda; Turbofan, Turbojet,
Turboprop, Turboşaft, Gaz Türbin Kompresör motorlarõ ve bu motorlara ait tamirlik
parçalarõn fabrika seviyesi bakõm, onarõm, tadilat, yenileme ve kontrollerini
belirlenen planlamaya uygun gerçekleştirmektir.
D. JET REVİZYON ORGANİZASYONU ve DEMOGRAFİSİ
Jet Revizyon Müdürlüğü organizasyon şemasõ Şekil 2.2 de verilmiş olup müdüre bağlõ
İdari kõsõm / Başustalõk, Üretim Programlama ve Kontrol Grup Amirliği, Mühendislik
Grup Amirliği ve Kalite Kontrol Grup Amirliğinden oluşan kurmay birimler ile Montaj
Atelyeleri Grup Amirliği, Onarõm Atelyeleri Grup Amirliği ve Onarõm Destek
Atelyeleri Grup Amirliğinden oluşan icra birimlerinden oluşacak şekilde
teşkilatlanmõştõr. Bu yapõda Müdürlük üst kademe, grup amirlikleri ve kõsõm
şeflikleri orta kademe, postabaşõlõklarõ ise alt kademe yöneticilikleri
oluşturmaktadõr.
11
Sürüm 1.1 (28.05.2004)
JET REVİZYON ORGANİZASYON ŞEMASI
Şekil 2.2
Jet Revizyonda görev yapan personelin birimlere göre dağõlõmõ Tablo 2.1’de
listelenmiştir.
PERSONELİN ÇALIŞTIĞI BİRİMLERE GÖRE DAĞILIMI
BİRİMLER
MÜDÜRLÜK+İDARİ KISIM
MÜH.GRP.A.LİĞİ
ÜPK.GRP.A.
KLT.KONT.GRP.A.
ONARIM ATL.GRP.A.
ONARIM DES.ATL.GRP.A.
MONTAJ ATL.GRP.A.
TOPLAM
PERSONELSAYISI
6
27
38
15
127
46
141
400
% ORANI
1,5
7
9,5
4
31,5
11,5
35
100
Tablo 2.1
12
Sürüm 1.1 (28.05.2004)
E. JET REVİZYON KALİTE SİSTEMİ
Jet Revizyon Müdürlüğünde aşağõda verilen kalite ve çevre yönetim sistemleri
uygulanmaktadõr.
1. TS-EN-ISO 9001-2000 Kalite Yönetim Sistemi
Tüm dünya üzerinde geçerli, uluslararasõ kalite yönetim standardõdõr. 1nci HİBM
K.lõğõ tasarõm konusunu da kapsayan TS-EN-ISO 9001-2000 Kalite Yeterlilik
Belgesi’ne sahiptir. Silahlõ Kuvvetler bünyesinde endüstriyel alanda bu belgeyi ilk
alan kuruluş 1nci HİBM K.lõğõ’dõr. 1996 yõlõnda bu belge alõnmõş olup her 3 yõlda
bir yenilenmektedir.
2. AQAP-110 NATO Kalite Güvence Sistemi
NATO tarafõndan uygulanan, tasarõm konularõnõ da kapsayan kalite güvence
sistemidir. 1nci HİBM K.lõğõ 1993 yõlõndan bu yana AQAP kalite belgesine
sahiptir.
3. GE (General Electric) Kalite Uygunluk Belgesi
1nci HİBM K.lõğõ Jet Revizyon Müdürlüğü bünyesinde yapõlan işlemlerin motor
üreticisi General Electric firmasõ kalite sistemine uygunluğu denetlenerek, 1996
yõlõnda GE Kalite Uygunluk Sertifikasõ alõnmõştõr.
4. TS-EN-ISO 14001 Çevre Yönetim Sistemi
Tüm dünyada atõklarõn çevre etkilerini minimum seviyeye indirecek şekilde
bertaraf edilmesini amaçlayan ISO 14001 Çevre Yönetim Sistemi Uygunluk
Belgesi 1nci HİBM K.lõğõ tarafõndan 1999 yõlõnda alõnmõş olup her 3 yõlda bir
yenilenmektedir. Silahlõ Kuvvetler bünyesinde endüstriyel alanda bu belgeyi ilk
alan kuruluş 1nci HİBM K.lõğõ’dõr.
5. JAR-145 Sivil Havacõlõk Yetki Belgesi
Avrupa ülkeleri tarafõndan geliştirilmiş, sivil havacõlõk sektöründe iş yapabilmek
için gerekli yetki belgesidir. Silahlõ Kuvvetler bünyesinde bu belgeyi ilk alan
kuruluş 1nci HİBM K.lõğõ dõr. 2002 yõlõnda bu belge alõnmõş olup her yõl gözden
geçirme tetkikleri yapõlacaktõr.
13
Sürüm 1.1 (28.05.2004)
F. JET REVİZYON İŞ YAPMA USULLERİ
Jet Revizyon Müdürlüğünde etüt faaliyetleri iş akõşõ Tablo 2.2’ de ve üretim
faaliyetleri iş akõşõ Tablo 2.3 ‘de , işin atelyede akõşõ Şekil 2.3’de verilmiştir.
Tamir/revizyonu yurtdõşõnda gerçekleştirilen, faal depo miktarõ yetersiz, yurtdõşõ
tamir/revizyon maliyeti yüksek olan tamirlik malzemelerden Jet Revizyon
Müdürlüğü imkanlarõyla üretimi yapõlabileceği değerlendirilenler için, Hava Lojistik
Komutanlõğõ’nca etüt numarasõ açõlarak çalõşmalar başlatõlõr.
JET REVİZYON ETÜT FAALİYETLERİ İŞ AKIŞI
İŞLEM İŞİN TANIMI
ADIMI
SORUMLU BİRİM
1
Etüt için gerekli takõm, tezgah, teçhizat, sarf
malzeme, ihtiyaçlarõnõn belirlenmesi.
2
Etüt numarasõnõn açõlmasõ.
3
4
5
6
7
Etüt ihtiyacõ olan parça/ünite/motor için iş
standartlarõ hazõrlanmasõ.
Kabiliyet kazanõlacak parça/ünite/motor İkmal Grup
Komutanlõğõ’ndan Jet Revizyon Müdürlüğü’ne
çekilmesi.
Kabiliyet kazanõlacak parça/ünite/motor Jet
Revizyon Müdürlüğü’ne geldiğinde etüt iş kontrol
dokümanõ çõkarõlmasõ.
İş adõmlarõ başarõ ile tamamlandõğõnda etüt iş
emrinin olumlu, tamamlanamadõğõnda olumsuz
kapatõlmasõ.
Üzerinde çalõşõlan parça/ünite/motorun İkmal Grup
Komutanlõğõ’na iade edilmesi.
Hava Lojistik
Komutanlõğõ / Teknik
Yönetim Başkanlõğõ
Hava Lojistik
Komutanlõğõ
Mühendislik Grup
Amirliği
ÜPK Grup Amirliği
ÜPK Grup Amirliği
Mühendislik Grup
Amirliği ve İlgili Atelye
ÜPK Grup Amirliği
Tablo 2.2
14
Sürüm 1.1 (28.05.2004)
1. TANIMLAR
1. İş Standartlarõ
İş Planõ (İP), Kaynak Kullanõm Planõ (KKP), Malzeme Kullanõm Planõ (MKP), Kalite
Temin Planõ (KTP), Değişiklik Sayfalarõndan oluşur.
2. İş Planõ (İP)
Bir işin nasõl, hangi atelyede yapõlacağõnõ gösteren doküman olup iş planõnda
operasyon numarasõ, operasyon adõ, production numarasõ, ilgili teknik doküman,
değişiklik numarasõ ve onay haneleri vardõr.
3. Kaynak Kullanõm Planõ (KKP)
Hazõrlanan İş Planõnõn hangi kaynaklar kullanõlarak ne kadar zamanda yapõlacağõnõ
gösteren bir dokümandõr.
4. Malzeme Kullanõm Planõ (MKP)
Yapõlacak iş sõrasõnda kullanõlacak olan sarf ve tamirlik malzeme bilgilerinin yer
aldõğõ dokümandõr.
5. Kalite Temin Planõ (KTP)
Yapõlacak işin kalite gereksinimlerinin belirtildiği dokümandõr.
6. Değişiklik Sayfasõ
Hazõrlanan İş Planõna gelen değişikliklerin (ilgili teknik
değişiklikler ile Mühendislik
emirlere gelen
7. İş Kontrol Dokümanõ (İKD)
Parça/ünite/motorun hangi iş istasyonlarõna gidip burada ne tür işlemler
yapõlacağõnõ özet olarak açõklayan ve parça beraberinde dolaşan belgedir.
15
Sürüm 1.1 (28.05.2004)
JET REVİZYON ÜRETİM FAALİYETLERİ İŞ AKIŞI
İŞLEM İŞİN TANIMI
ADIMI
Faal çekilen parça/ünite/motor ve bunlara ait sarf
ve tamirlik malzemelerin, İDS’de tanõmlõ tamir yeri
1
ve imal yeri bilgilerine göre hangi kaynaklarõn nasõl
kullanõlacağõnõn değerlendirilmesi.
Uçak, motor ve yer destek sistemlerinin (ana
cihazlar) yõllõk plan miktarlarõnõn, ana cihazlarõn alt
2
asamble ve parçalarõnõn; dönemlik program
miktarlarõnõn belirlenmesi.
Ana cihazlarõn ve ana cihazlar haricindeki tamirlik
3
asamble, parçalarõn çekme işlemlerinin yapõlmasõ.
Çekme işleminden sonra Jet Revizyon Müdürlüğü’ne
gelen parça/ünite/motorlar için iş emri numarasõ
4
(control suffix) ve öncelik verilerek atelyede işin
başlatõlmasõ.
İşin atelyede akõşõ. (Jet Revizyon Müdürlüğüne ait
5
iş akõşõ Şekil 2.3’de verilmiştir)
İşe ait tüm operasyonlar tamamlandõğõnda işin
6
tamamen kapatõlmasõ (turn-in)
İşlemi tamamlanan parça/ünite/motor için faal iade
7
belgesi çõkarõlarak İkmal Grup Komutanlõğõ faal
deposuna iade edilmesi.
Her ayõn sonunda Jet Revizyon Müdürlüğünde
gerçekleştirilen RN ve KRN sayõlarõ programa göre
8
değerlendirilmesi eksik kalanlarõn gerekçelerinin
Plan Program Başkanlõğõna bildirilmesi.
Ana cihazlar haricindeki tamirlik asamble ve
parçalarõn üretim miktarlarõ ise üç aylõk dönem
9
sonunda program rakamlarõ ile kõyaslanmasõ; eksik
kalanlarõn gerekçelerinin kalem bazõnda Plan
Program Başkanlõğõ’na bildirilmesi.
SORUMLU BİRİM
Hava Lojistik
Komutanlõğõ
Hava Lojistik
Komutanlõğõ,
Plan Program Başkanlõğõ
ÜPK Grup Amirliği
ÜPK Grup Amirliği
Tüm Birimler
ÜPK Grup Amirliği
ÜPK Grup Amirliği
ÜPK Grup Amirliği
ÜPK Grup Amirliği
Tablo 2.3
16
Sürüm 1.1 (28.05.2004)
JET REVİZYON ÜRETİM SÜRECİ
Şekil 2.3
H. JET REVİZYON TEKNOLOJİK YERLEŞİMİ
Jet Revizyonda mevcut teknolojilerin yerleşimi Şekil 2.4’de şemalaştõrõlmõştõr.
17
Sürüm 1.1 (28.05.2004)
JET REVİZYON TEKNOLOJİK YERLEŞİMİ
Şekil 2.4
18
I. JET REVİZYON TEKNOLOJİLERİ
Jet Revizyon Müdürlüğünde motor söküm/montaj/bremze ile bu motorlara ait
yapõsal parçalarõn keşif, tahribatsõz muayene ve onarõmlarõ ile ilişkili teknolojik
süreçler uygulanmaktadõr. Jet Revizyonda mevcut teknolojilere ilişkin tanõm,
açõklama ve uygulama özellikleri takip eden paragraflarda özetlenmiştir.
MOTOR SÖKÜM/MONTAJ (# 1, #2, #3, #4, #5, #26 İŞ MERKEZLERİ)
Söküm, uçak motorlarõnõn teknik emirlerde verilen özel takõm/avadanlõklar
kullanõlarak aksesuarlarõnõn, modüllerinin ve bu modüllerin en küçük parçasõna
kadar sökülmesi ve sökülen parçalarõn faal veya gayri faal olduğunun tespitidir.
Montaj, revizyon ve bakõm/onarõm yapõlmõş uçak motoru parçalarõnõn teknik
emirlerde verilen özel takõm/avadanlõklar kullanõlarak teknik emirlere göre
montajõnõn yapõlmasõ ve bremzeye hazõr hale getirilmesidir.
Jet Revizyon Müdürlüğünde F110, J79, J85, Tyne Mk-22, T56, CT7, T700, GTC
ve JFS motorlarõnõn depo seviyesi söküm ve montaj işlemleri yapõlmaktadõr.
MOTOR BREMZE/TEST (# 28, # 29, # 30, # 31, # 32 İŞ MERKEZLERİ)
Bremze, uçak motorunun test sehpasõna sabitlenmesi, yakõt verilerek
çalõştõrõlmasõ ve fonksiyonel / performans testlerinin yapõlmasõdõr.
Bremzede, motorun çalõşmasõ esnasõnda motor üzerinden alõnan basõnç, sõcaklõk,
akõş, titreşim ve thrust (itki) değerlerinin motor tipine göre mevcut teknik
emirlerle karşõlaştõrõlarak yapõlan performans / fonksiyonel testi sonucunda
motorun faaliyeti kontrol edilir. Faal olan motorlar stokajlanarak (koruma altõna
alõnarak) birliğine sevk edilir.
Uçak motorunun test sehpasõna bağlanarak çalõştõrõlmasõ ve motor üzerinden
alõnan değerlerin teknik emirlerde verilen limitler dahilinde olmasõnõn kontrolü
esasõna dayanõr.
Jet Revizyon Müdürlüğüne bağlõ 5 adet bremzede Hv.K.K.lõğõ envanterinde
bulunan J79, J85 motorlarõnõn bütün modelleri, J69, Tyne Mk-22, T56, CT7,
T700 motorlarõnõn bütün modelleri, GTC motorlarõnõn bütün modelleri ve JFS
motorlarõnõn depo seviyesi performans ve fonksiyonel test işlemleri
yapõlmaktadõr.
BALANS (# 25 İŞ MERKEZİ)
Balans, dönen bir gövdenin kütle dağõlõmõnõ değiştirerek, gövdenin kendi ekseni
etrafõnda
titreşim oluşturmayacak şekilde dönmesini sağlayan, dolayõsõyla
19
Sürüm 1.0 (04.06.2004)
gövdeyi destekleyen
denilmektedir.
yataklardaki
titreşim
oluşumunu
engelleyen
prosese
İki çeşit balanssõzlõk mevcuttur:
• Statik veya kuvvet balanssõzlõğõ
• Moment veya çift kuvvet balanssõzlõğõ
Kuvvet balanssõzlõğõ, gövdenin
olmamasõndan kaynaklanmaktadõr.
ağõrlõk
merkezinin
dönme
eksenine
dik
Moment balanssõzlõğõ, dönen bir gövdenin karşõlõklõ uçlarõnda ve kenarlarõnda iki
eşit ağõrlõk ile temsil edilir.
Kuvvet balanssõzlõğõ, moment balanssõzlõğõ ve bunlarõn bileşimleri gövde
döndürülmek sureti ile balans tezgahõnda ölçülebilmektedir. Balans tezgahlarõnõn
görevi balanssõzlõğõ gidermek için gövde üzerine ilave edilecek yada alõnacak
ağõrlõğõn miktar ve açõsal yerini belirlemektir. Balanssõzlõğõn giderilmesi ağõrlõk
ilavesi yada taşlamak veya delmek suretiyle gövdenin ilgili kõsmõndan malzeme
çõkarõlmasõyla yapõlõr.
Minimum 8 mm çapõnda ve 50 mm uzunluğundaki parçalar 5000 dev/dk’da 0.1 gr
dahilinde, maksimum 1600 mm çapõnda 2160 mm uzunluğunda ve 500 gr
ağõrlõğõndaki parçalar 2100 dev/dk’da 0.5 gr dahilinde balanslanmaktadõr.
Tüm motor tiplerine ait dönel parçalarõn statik balanslarõ ile asamblelerin dinamik
(final) balanslarõ ilgili balans prosedürlerine göre yapõlmaktadõr.
LAZER DELME VE KESME (# 17 İŞ MERKEZİ)
Lazer delme ve kesme, yüksek derecede odaklanmõş, tek renkli düzgün õşõnõn iş
parçasõna yönlendirilmesi sonucu, çarpma noktasõndaki malzemenin eritilerek yada
buharlaştõrõlarak uzaklaştõrõlma işlemi olarak adlandõrõlmaktadõr.
Genel olarak, yüksek derecede odaklanmõş õşõnla metal yüzeyleri eritilerek delme
yada kesme işlemleri gerçekleştirilmektedir. Lazerle işlenmiş yüzeylerde; en
dõşta eriyip yeniden katõlaşan ve mikro çatlaklar içeren bir bölge, bu bölgenin
altõnda da erime esnasõnda õsõdan etkilenmiş dolayõsõyla tane yapõsõ farklõlaşmõş
bölge olmak üzere iki ayrõ yüzey oluşmaktadõr.
Lazerle kesme işlemlerinde; maksimum 1/4 inch kalõnlõğa, delme işlemlerinde ise
5/8 inch delme boyu uzunluğuna kadar işlemler rahatlõkla yapõlabilmektedir.
20
Sürüm 1.0 (04.06.2004)
J79 motor yanma odasõ soğutma deliklerinin açõlmasõ, F110-GE-100 motoru LPT
1 nci kademe nozzle support’larõn soğutma deliklerinin açõlmasõ, F110-GE-100
motoru mixing duct’õn bağlantõ deliklerinin açõlmasõ işlemlerinde lazer tezgahõ
kullanõlmaktadõr.
CNC (COMPUTER NUMERICAL CONTROL) TORNALAMA (#10 İŞ MERKEZİ)
CNC tornalama, talaşlõ imalat proseslerinden olan tornalama işleminin bilgisayar
kontrollü olarak yapõlmasõdõr.
Üzerinde işlem yapõlacak parçalar için, öncesinde parçanõn konumunu, kesici takõm
ve takõm konumu ile kesme hõzõnõ içeren bir bilgisayar programõ hazõrlanarak bu
programa göre parçanõn ilgili yüzey yada çaplarõnõn işlenmesi esasõna dayanõr.
İşlem yapõlacak parçanõn malzemesine göre, tornalama prosesinde kullanõlacak
takõm, takõm açõsõ, ilerleme hõzõ ve tezgah devri seçimleri yapõlõr. CNC tornalama
prosesi yüksek hassasiyet ve yüzey kalitesi gerektiren parçalarõn işlenmesinde
kullanõlõr.
1/16 inch çap, 1 inch ilerleme hõzõ ile 20 mm boya kadar ve 1/2 inch çap, 2.5 inch
ilerleme hõzõ ile 1000 mm boya kadar tornalama yapõlabilir.
Tezgah tablasõna göre uygun boyutlarda olmalarõ kaydõyla, motorlarõn
tornalanmasõ gereken tüm silindirik parçalarõnda kullanõlabilmektedir.
TAŞLAMA (# 9 İŞ MERKEZİ)
Taşlama, bir malzemede yüzey düzgünlüğü sağlamak amacõyla, aşõndõrõcõ bir taş
kullanarak malzeme yüzeyinin istenilen kalitede işlenmesidir.
Taşlamanõn esasõ kendisinden daha sert ve aşõndõrõcõ taneler ihtiva eden bir taş
kullanarak daha yumuşak olan ana malzeme üzerinde hassas ve kaliteli bir yüzey
elde etmektir. Silindirik ve yüzey taşlama tezgahlarõ olmak üzere genel olarak iki
tip taşlama tezgahõ vardõr. Silindirik taşlama tezgahlarõnda iç çap ve dõş çap
taşlama tezgahlarõ olmak üzere iki grupta toplanabilir.
Jet Revizyon Müdürlüğü'nde iç ve dõş silindirik taşlama, yüzey taşlama ve
puntasõz taşlama işlemleri mevcuttur. Puntasõz taşlama silindirik şekilli ve kõsa
konik yüzeyler için kullanõlmaktadõr.
Taşlama işleminin özel bir şekli olan JIG grinding, eksen konumlamasõ ile iç ve dõş
çap, küresel, kanal, konik ve açõlõ taşlama işlemleri için kullanõlõr. Zõmpara taşlarõ
ve yardõmcõ cihazlar (döner tabla, yüzdeli açõ tablasõ, punta) ile 0.0002 inch
hassasiyetinde iç çap, dõş çap, küresel, kanal ve konik taşlama yapõlabilir. 100 mm
yüksekliğinde 3 mm’den 300 mm’ye kadar çaplarda taşlama yapõlabilir.
21
Sürüm 1.0 (04.06.2004)
Hassas yüzeylere sahip tüm motor parçalarõ için parçanõn boyutlarõna ve işin
durumuna göre değişik taşlama tezgahlarõnda parçalara işlem yapõlmaktadõr.
ELECTRO CHEMICAL GRINDING (ECG) (# 9 İŞ MERKEZİ)
ECG, sõvõ ve elektrik akõmõ vasõtasõyla parçanõn işlenecek olan yüzeyini,
aşõndõrarak istenen ölçüye ve geometriye getirme işlemidir.
Bu proseste taşlama elmanõ ile parça arasõnda sürtünme yoktur. Sistemde parça
katot, taşlama işlemini yapan eleman anot görevi görür ve proses, elektron
seviyesinde parça yer değiştirmesiyle gerçekleşir. İşlenen yüzey son derece
temiz ve pürüzsüz olur. Bu işlem sonunda ayrõca taşlamaya gerek yoktur.
Her proses için çalõşma parametreleri farklõdõr. Bu parametreler, parça işlenmeye
başlamadan önce mutlaka kalite kontrol mühendisince ve metalurji laboratuarõ
onayõ alõnarak onaylanmaktadõr. Burada dikkat edilmesi gereken husus, parçanõn
işlenen yüzeyinde oluşabilecek taneler arasõ korozyon mutlaka kontrol altõna
alõnmalõ 0.0005 inch’ i geçmemelidir. Bu limit aşõldõğõ takdirde, parça zaman
içerisinde hõzla korozyona uğrar. Bu sebeple asõl malzeme ile aynõ özelliklere
sahip bir test kuponu üzerinde işlem parametreleri denenip metalurji laboratuarõ
tarafõndan incelenen IGA (Inter Granular Attack), limitler dahilinde ise
parametreler ve proses onaylandõktan sonra esas parça üzerinde işlem yapõlõr.
Özellikle sürtünme ve sürtünmeden dolayõ oluşan sõcaklõğõn istenmediği
operasyonlarda ve özellikle honeycomb taşlama işlemlerinde kullanõlõr.
ELECTRO DISCHARGE MACHINING (EDM) (# 8 İŞ MERKEZİ)
EDM, elektrik iletmeyen bir sõvõ içerisinde, elektrod ve iş parçasõ arasõnda,
kumanda edilen elektrik akõmõ, impulslarõ meydana getirerek metalden parçacõklar
koparmak suretiyle istenilen şeklin elde edilmesini sağlayan bir prosestir.
Elektrodun hareketi otomatik olarak servo sistem tarafõndan yönetilir. EDM
işleminde elektrod iş parçasõ ile temas etmez. Elektrod ve iş parçasõ arasõnda bir
aralõk vardõr. Aralõk parçanõn özelliğine göre değişir. genellikle 0.02-0.2 mm
arasõnda olur.
EDM, geometriye tam uygunluk ve hassaslõk için gerekli bir elektrikli tesviye
metodudur. Elektrikli tesviye metodu sadece imalat parçalarõnõn hazõrlanmasõnda
değil aynõ zamanda üretimde gittikçe artan bir faaliyet sahasõ bulmaktadõr. EDM
metodu, bilinen aletlerle yapõlmalarõ mümkün olmayan veya çok zor olan sert
maddelerin, karõşõk şekilli parçalarõn yapõlmalarõnõ veya çok ufak deliklerin yüksek
hassasiyetle delinmesini sağlar.
22
Sürüm 1.0 (04.06.2004)
Erozyon işleminde çalõşõlan metalin sertliği önemli değildir. İş parçasõ elektrik
ürettiği sürece çalõşmak mümkündür. Yüksek karõşõmlõ metaller veya çok yüksek
sõcaklõkta imal edilmiş çelikler de kolaylõkla erozyon işlemine tabi tutulabilirler.
Yalnõz burada dikkat edilecek husus, parçanõn erozyona uğrayan kenarlarõnda
oluşan recast tabakasõ kalõnlõğõnõn 0.005 inch ölçüsünü geçmemesi gerekir. Ayrõca
bu bölgede çatlak oluşmasõna müsaade edilmez. Recast tabakasõ limit harici ise
proses onaylanmaz ve işlem yeniden bulunan parametreye göre yapõlõr. Aksi halde
parça hõzla korozyona uğrayarak parçada çatlaklar ve hasar meydana gelir.
EDM prosesinden, F110-GE-100 motoru LPT( Low Pressure Turbine) nozzle vane
değiştirme işlemi, F110-GE-100 motoru yanma odasõ inner liner soğutma delikleri
açõlmasõ işleminde faydalanõlmaktadõr.
LAPPING (# 18 İŞ MERKEZİ)
Lapping, düzlemsel parçalarda taşlama sonrasõ yüzey pürüzlülüğünü daha da
düşürmek ve daha yüksek düzgünlük sağlamanõn amaçlandõğõ bir parlatma
prosesidir.
Dilimlenmiş döner döküm tabaka ile karşõlõklõ çalõşan yönlendirici çemberler
arasõna ince öğütülmüş alüminyum oksit tozlarõ, elmas tozu, mücevherat tozu veya
zõmpara özel sõvõsõ ile birlikte verilerek film tabakasõ haline getirilir ve üzerine
yerleştirilen düzlemsel parça yüzeyi bu film tabakasõ üzerinde dönerken yüzeyi
aşõndõrarak işlem yapar.
Yönlendirme çember çaplarõ 240 ve 300 mm olan iki adet tezgah mevcut olup iki
õşõk bandõ hassasiyette yüzey kalitesi elde etmek mümkündür.
Bu işlem uçak motoru ve aksesuarlarõna ait düz yüzeylerin, özellikle sõzdõrmazlõk
istenen sahalarõn, lapping yapõlmasõnda kullanõlõr. Genellikle, dar tolerans bandõ
gerektiren yatak ve oturma yüzeyleri için kullanõlõr.
PUNTA KAYNAĞI (# 7 İŞ MERKEZİ)
Punta kaynağõ, metalik iş parçalarõndan geçen elektrik akõmõna karşõ, iş parçasõnõn
gösterdiği dirençten sağlanan õsõ ve aynõ zamanda basõncõn uygulanmasõyla
meydana gelen prosestir.
Proseste elektrik gücünü alçak gerilim ve yüksek akõm şiddetine çeviren bir
kaynak transformatörü kullanõlõr. Gerekli basõnç veya elektrod kuvveti ise
pnömatik bir donanõmla gerçekleştirilir. Akõm, zaman ve basõnç gibi proses
parametreleri bilgisayar kontrollüdür.
23
Sürüm 1.0 (04.06.2004)
Kalõnlõklarõ 0.008-0.236 inch arasõnda olan alüminyum, magnezyum, demir, nikel,
kobalt ve titanyum alaşõmlarõnõn kaynağõ yapõlabilmektedir. Değişik tipte tutucu
ve
elektrodlar
yardõmõyla
parçanõn
istenen
yerine
punta
kaynağõ
yapõlabilmektedir.
Punta kaynağõnõn motor parçalarõndaki kullanõm amaçlarõndan birisi de dairesel
levha şeklindeki iki parçanõn kaynağõ öncesinde, kaynak sõrasõnda parçalarõn
birbirine göre konumlarõnõ korumak amacõyla yapõlmasõdõr.
Punta kaynağõ, yukarõda belirtilen kalõnlõk sõnõrlarõ içerisinde her türlü parçaya
yapõlabilmektedir.
TIG (TUNGSTEN INERT GAS) – MIG (METAL INERT GAS) KAYNAĞI (# 6
İŞ MERKEZİ)
TIG, kaynak yapõlacak bölgede argon veya helyum gibi atõl gazlarõn parça üzerinde
koruyucu bir tabaka oluşturmasõ esasõna dayanan bir prosestir.
TIG kaynak yönteminde kaynak arkõ, erimeyen tungsten elektrod ile iş parçasõ
arasõnda oluşmaktadõr. Ark, elektrod ve erimiş banyo havanõn tesirinden argon
veya helyum atmosferi ile korunmaktadõr.
MIG kaynak yönteminin TIG kaynak yönteminden farkõ, arkõn kaynak yerine
tutulan ilave metal ile iş parçasõ arasõnda oluşmasõdõr. Her iki yöntemde de
koruyucu gaz soygazdõr. Bu gazlarõn kaynak bölgesi üzerinde yarattõğõ tabaka o
bölgeye uygulanan kaynağõn atmosferde bulunan elementlerce kirlenmesini ve
oksidasyon, nitrür teşekkülü gibi istenmeyen halleri önlemektedir.
Kullanõlan tezgah kapasitesine göre 10 mm kalõnlõğa kadar iş parçasõ kaynatõlabilir.
Kaynağõ elverişli olan tüm metalik malzemeler bu kaynak yöntemleri ile
kaynatõlabilir.
DABBER TIG (TUNGSTEN INERT GAS) KAYNAĞI (# 6 İŞ MERKEZİ)
Dabber TIG kaynağõ, otomatik gaz korumalõ tungsten ark prosesinin modifiye
edilmiş biçimidir. TIG kaynağõna göre az õsõ yayarak dar kesitli kaynak ile yüzeyin
doldurulmasõnda kullanõlmaktadõr.
Kaynak teli, soygaz ortamõndaki kaynak bölgesine küçük darbelerle beslenir ve bu
sõrada kaynak yapõlacak parça belirli hõzda döner.
Daha çok kesintisiz kaynak gerektiren dairesel parça kaynaklarõnda kullanõlõr.
24
Sürüm 1.0 (04.06.2004)
F110-GE-100 motoru; HPT(High Pressure Turbine) nozzle outer support'da,
LPT(Low Pressure Turbine) 1 nci kademe nozzle’da kullanõlmasõ örnek olarak
gösterilebilir.
ELEKTRON IŞIN KAYNAĞI (EBW) (# 6 İŞ MERKEZİ)
Elektron õşõn kaynağõ, dolgu maddesi kullanmaksõzõn veya kullanõmõ ile 90 000
mil/sn’den daha yüksek hõzdaki elektronlarõn elektron tabancasõndan fõrlatõlõp bir
manyetik alan vasõtasõyla kaynak yapõlacak parçalarõn ek yerine yoğunlaştõrõlmasõ
ve bu õşõnlarõn üzerine düştüğü yeri ergitmesi yolu ile yapõlan bir kaynak türüdür.
İşlemin tanõmõnda belirtildiği gibi elektron tabancasõndan fõrlatõlan yüksek
hõzdaki elektronlar kaynak edilecek parça tarafõndan durdurulduğu zaman sahip
olduklarõ enerji õsõ enerjisine dönüşür ve parçayõ küçük nokta halinde eriterek
ergime kaynak formu oluştururlar. Hava ya da gaz elektronlarõn õşõn formunu
bozduğu için bu işlem yüksek vakum altõnda yapõlõr.
Elektron õşõn kaynağõ, gaz tungsten ark kaynağõnõn yerine kullanõlamaz. İkinci bir
EB kaynağõna müsaade edilmez. Tezgah kullanõm eğitimi almamõş personel
tarafõndan kullanõlamaz.
J79 motoruna ait dumansõz iç yanma odasõ, dõş yanma odasõ, takometre dişli şaftõ,
J85 spline şaft ile birlikte T700, Tyne 22, TF33 motorunun çok sayõdaki
parçasõnda EB kaynağõ kullanõlmaktadõr.
BRAZE (# 21 İŞ MERKEZİ)
Braze, ana malzemeden daha düşük ergime sõcaklõğõna sahip bir dolgu malzemesi
kullanõmõ ve 8000F’õn üzerinde uygun bir sõcaklõğa õsõtma ile yapõşmanõn elde
edildiği bir işlemdir.
Bir çeşit kaynak işlemidir. Braze işlemi toz ve bant şeklinde uygulanõr. Toz braze
malzemesi yapõştõrõcõ bir malzeme ile karõştõrõlarak pasta haline getirilir. Bir
şõrõnga vasõtasõyla çatlak sahalara uygulanõr. Daha sonra fõrõnlanõr. Bant braze’de
braze malzemesi bir bant üzerine yapõştõrõlmõştõr. Bant kõsmõndan ayrõlan braze
malzemesi parça üzerine yapõştõrõlõr. Braze işlemi sõrasõnda ana metal ergimez; bu
da braze’i kaynak işleminden ayõran en büyük farktõr.
Braze işleminde en önemli sõnõrlama boyuttur. Çok büyük parçalar braze
yapõlabilmesine rağmen kaynak ile çok daha ekonomik olarak birleştirilebilir.
F110-GE-100 LPT Stg 1 Nozzle, LPT Rotating Air Seal, HPT Inner Nozzle
Support, Turbine Frame, J79 honeycomb seal’ler, J79 yanma odasõ, J69 inlet
25
Sürüm 1.0 (04.06.2004)
nozzle Jet Revizyon Müdürlüğünde braze’in uygulama alanõ bulduğu parçalardan
birkaçõdõr.
ADH (ACTIVATED DIFUSION HEALING) (# 21 İŞ MERKEZİ)
ADH, GE (General Electric) firmasõ tarafõndan geliştirilmiş bir çeşit braze
işlemidir. ADH; süper alaşõm toz parçacõklarõ, braze alaşõmõ ve yapõştõrõcõ
karõşõmõnõn bir parça üzerine bir şõrõnga ile uygulanmasõ ve ardõndan vakum
fõrõnõnda difüzyon edilmesi yoluyla küçük çatlaklarõn tamiri yöntemidir.
ADH öncesinde parça FIC (Flouride Ion Cycle) yöntemi ile temizlenir. Bu
temizleme yöntemi argon, hidrojen, hidrojen florür gazlarõ ile fõrõnda yapõlan bir
temizlik işlemidir. Tanõmõnda da belirtildiği gibi süper alaşõm tozlarõ bir çeşit
yapõştõrõcõ ile karõştõrõlõp pasta halinde getirilir. Daha sonra bir şõrõnga vasõtasõyla
çatlak sahalara uygulanõp vakum fõrõnõnda yüksek sõcaklõk altõnda ADH
malzemesinin ana metale difüzyon olmasõ sağlanõr. ADH sonrasõ, parça ile birlikte
ADH uygulanan ve fõrõnlanan test parçasõ metallurji laboratuvarõnda nüfuziyet
kontrolüne tabi tutulur.
GE firmasõ tarafõndan geliştirilmiş özel bir proses olduğundan dolayõ sadece
GE’nin proses geliştirdiği parçalarda uygulanmaktadõr.
F110-GE-100 motorunun LPT Stg 1 Nozzle’u, LPT Stg 2 Nozzle Segment’i ADH
uygulanan parçalardõr.
KİMYASAL TEMİZLEME (# 14 İŞ MERKEZİ)
Kimyasal temizleme, uçak motor parçalarõnõn keşif işlemi öncesinde ve onarõmõ
sõrasõnda parçalar üzerindeki yağlõ, yarõ katõ, katõ kirlerin temizleme işlemlerinin
malzemeye zarar vermeden kimyasal solüsyonlarla uygulandõğõ prosestir.
Temizlenmesi istenilen kirlenmenin tipi, parçanõn bileşimi, yüzey bitirme işlemi ve
sonraki kaplama işlemine bağlõ olarak; alkali, asit ve solvent esaslõ mayiler
kullanõlarak kimyasal temizleme işlemleri gerçekleştirilmektedir.
Jet motorlarõna uygulanan temizleme proseslerini sõcak bölüm ve soğuk bölüm
temizleme prosesleri olarak ikiye ayõrmak mümkündür;
Sõcak bölüm temizleme prosesleri : Sõcak bölüm parçalarõ, yüksek sõcaklõklarda
çalõşan õsõya dayanõklõ bileşiklerdir. Bu parçalarda, õsõdan oluşan birikimler, metal
oksitleri, yanmõş karbon vb. kirlenmeler mevcuttur. Yanma odasõ, flaplar, türbin
rotor disk ve paleleri, art yanma (augmenter) parçalarõ sõcak bölüm parçalarõna
örnek olarak verilebilir. Sõcak bölüm parçalarõnõn temizlenmesinde her bir adõmõn,
26
Sürüm 1.0 (04.06.2004)
süre, sõcaklõk ve banyo konsantrasyon değerlerinin teknik emirlerle belirlenmiş
olduğu alkali ve asit kombinasyonlarõ uygulanmaktadõr.
Soğuk bölüm temizleme prosesleri : Sõcak bölümdekinden daha fazla yapõ
malzemesi kullanõlmõştõr. Soğuk bölümde genellikle alüminyum, titanyum, çelik ve
magnezyum esaslõ parçalar bulunmaktadõr. Yağ, gres ve karbondan özel
kaplamalara kadar değişen kirlenmeler mevcuttur. Kompresör rotor disk ve
paleleri, ana çerçeve (main frame), aksesuar parçalarõ, fan paleleri soğuk bölüm
parçalarõna örnek olarak verilebilir. Özellikle titanyum ve alüminyum esaslõ
parçalar için özel temizleme yöntemleri kullanõlõrken diğer soğuk bölüm
parçalarõna kirlenmeye bağlõ olarak alkali, asit ve solvent esaslõ mayiler
uygulanmaktadõr.
Motor parçalarõna doğru temizleme prosesinin uygulanmasõ sonraki işlem adõmlarõ
olan çatlak kontrol ve tamirin başarõsõnda etkilidir. Seçilen temizleme
solüsyonunun parça üzerinde olumsuz etkisi olmamalõdõr. Yani temizleme solüsyonu
yüzey korozyonu, taneler arasõ atak ve boyutsal kayõplara yol açmamalõdõr. Yanlõş
uygulanan temizleme işlemi çatlak ve hatalarõn belirlenmesini engelleyecek ve
sonraki işlem adõmlarõnda başarõsõzlõğa yol açacaktõr.
Fabrika seviyesi bakõm yapõlan tüm uçak motor parçalarõna kimyasal temizleme
işlemleri uygulanmaktadõr.
KİMYASAL SOYMA (# 14 İŞ MERKEZİ)
Kimyasal soyma, tamir veya yeniden kaplama işlemi için gerekli olan göz kontrolü
ve tahribatsõz kontrol yöntemleriyle çatlak ve diğer hatalarõn belirlenebilmesi
için boya, metal sprey ve aluminid kaplamalarõn malzemeye zarar vermeden
kimyasal solüsyonlarla söküldüğü prosestir.
Kaplama sökümünde kullanõlan soyma prosesleri; asitle soyma, asit karõşõmõyla
soyma, özel asitte soyma, mekanik soyma, yüksek basõnçlõ su ile soyma ve bunlarõn
kombinasyonu şeklindedir.
Motor parçalarõna doğru soyma prosesinin uygulanmasõ sonraki işlem adõmlarõ olan
çatlak kontrol ve tamirin başarõsõnda etkilidir. Seçilen solüsyonunun parça
üzerinde olumsuz etkisi olmamalõdõr. Yani temizleme solüsyonu yüzey korozyonu,
taneler arasõ atak ve boyutsal kayõplara yol açmamalõdõr. Yanlõş uygulanan soyma
işlemi çatlak ve hatalarõn belirlenmesini engelleyecek ve sonraki işlem adõmlarõnda
başarõsõzlõğa yol açacaktõr.
27
Sürüm 1.0 (04.06.2004)
Kimyasal soyma işlemi, F110-GE-100 ve CT7 motor parçalarõndaki metal sprey ve
difüzyon kaplamalarõn sökümünün yanõ sõra motor parçalarõndaki boya ve katõ film
yağlayõcõlarõn sökümü içinde kullanõlmaktadõr. F110-GE-100 motoru iç ve dõş yanma
odasõ, fan paleleri, outer flap, divergent flap/seal kimyasal soyma işlemlerinin
uygulandõğõ parçalardan bazõlarõdõr.
MEKANİK TEMİZLEME (# 13 İŞ MERKEZİ)
Mekanik temizleme, parça yüzeyinde oluşan oksit tabakasõ veya boya/kaplama
kalõntõsõ gibi katõ kirlerin çeşitli aşõndõrõcõ maddeler (zõmpara, alüminyum oksit,
cam tozu, silikon tozu vb.) yardõmõyla elle veya bir makine yardõmõyla
temizlenmesi esasõna dayanan prosestir.
Zõmparalar, metalik yünler, tel fõrçalar ve kazõyõcõlar korozyonun mekanik
yöntemlerle giderilmesinde kullanõlan teçhizatlardõr. Bunlar ana malzemesi kriter
alõnarak galvanik korozyona neden olmayacak şekilde uygun metal yüzeyler
üzerinde kullanõlmalõdõr. Uçak motor revizyonunda kullanõlan diğer mekanik
korozyon giderme yöntemleri şunlardõr :
•
Kumlama : Belirli bir kabin içerisinde bulunan aşõndõrõcõ taneciklerin
basõnçlõ hava vasõtasõyla püskürtülmesi suretiyle malzeme üzerinde
gösterdiği etkiyle korozyon ve artõklarõnõn yok edilmesinde kullanõlan
mekanik bir temizleme yöntemidir. Ayrõca malzemeyi kaplama ve boyaya
hazõrlar.
Kumlama işlemi; yüzeydeki kirlenmeleri temizlemek, kaplama için yüzeyin
pürüzlendirilmesi, yüzey düzensizliklerinin giderilmesi, belirlenmiş yüzey
düzgünlüğünün sağlanmasõ ve kaplama sökülmesi amaçlarõ için kullanõlõr.
Aşõndõrõcõ olarak farklõ ölçülerde alüminyum oksit, silikondioksit, cam tozu,
meyve çekirdekleri, plastik medya kullanõlabilir. Uygulanan hava basõncõ,
nozul açõsõ ve mesafesi, medyanõn tipi ve ölçüsü kumlama işleminin
parametreleridir.
•
Vibratörlü temizleme : Aşõndõrõcõ medya, su ve deterjan karõşõmõ
kullanõlarak cihazõn titreşim etkisiyle pale ve vanelerin mekanik olarak
temizlenmesinde kullanõlan temizleme yöntemidir.
•
Ultrasonik temizleme : Yüksek frekanstaki ses dalgalarõnõn, deterjan
içeren tanktaki solüsyonu hareket ettirmesiyle motor parçalarõnõn
yüzeylerinin mekanik olarak temizlendiği yöntemdir.
28
Sürüm 1.0 (04.06.2004)
Mekanik metotlar etkilidir ancak çalõşma saati ve ana metal kaybõnõn artmasõ,
küçük çatlaklarõn kapanmasõyla kontrol etkinliğinin azalmasõ gibi dezavantajlarõ
vardõr. Islak veya kuru kumlama kullanõldõğõ zaman ölçüsel kayõp, yüzey kalitesi
veya malzemenin içine uzanan çatlaklarõn örtülmüş olup olmadõğõ işlem uygulanan
parça üzerinde kontrol edilmelidir.
Gerek uçak motor parçalarõna uygulanan temizleme gerekse kaplama söküm
işlemlerinde, mekanik temizleme yöntemleri yaygõn olarak kullanõlmaktadõr. F110GE-100 motoru iç ve dõş yanma odasõ, outer flap, divergent flap/seal, J79 motoru
kompresör rotor diskleri, kompresör rotor paleleri ve kompresör stator vaneleri
kumlama prosesinin uygulandõğõ parçalardan bazõlarõdõr. F110-GE-100 motoru HPT
(High Pressure Turbine) paleleri ultrasonik temizleme, J79 ve J85 motorlarõ
türbin rotor paleleri de vibratörlü temizleme işlemlerinin uygulandõğõ uçak motor
parçalarõna örnek teşkil etmektedir.
METAL SPRAY (# 16 İŞ MERKEZİ)
Metal spray, malzemenin aşõnan veya hasarlanan yüzeylerinin onarõlmasõ,
restorasyonu
ile
parçanõn
yüzey
karakteristiklerine
ve
boyutlarõna
ulaştõrõlabilmesi amacõyla kullanõlan kaplama işlemidir.
Bu işlemler metal kaplama, alev sprey, plazma-ark sprey ve elektrik ark spreydir.
Kaplamalar toz, tel veya çubuk şeklindeki malzemeden püskürtülebilir. Tel veya
çubuk şeklindeki malzeme arkadan alevin içine doğru beslenir ve burada erir.
Daha sonra, ergimiş malzemeyi çalõşma parçasõ yada altlõğõn üstüne iten gaz yada
yüksek hõzdaki basõnçlõ hava akõmõ ile ergimiş malzeme zerreciklere ayrõştõrõlõr.
Toz formunda ise malzeme, basõnçlõ hava yada gaz akõmõ içerisine toz besleyici
yada besleme hunisi ile gönderilir. Basõnçlõ hava yada gaz akõmõ malzemeyi havada
tutar ve malzemeyi, ergimiş yada yarõ ergimiş hale õsõtõldõğõ alevin içine gönderir.
Malzeme çalõşma parçasõnõn üstüne püskürtülür ve burada çarpma ile bağ oluşur.
Esas amacõ yüzey dolgusu yapmaktõr. 0.020 inch‘e kadar yüzeyler doldurulabilir.
İşlem öncesi malzemenin kaplama yapõlmayacak kõsmõ uygun şekilde maskelenir.
Dolgu metali küçük tanecikler halinde ve erimiş bir şekilde püskürtülerek, ana
parçanõn üzerine yapõşmasõ sağlanõr. Malzemeye kaplama işlemi yapõlmadan önce,
malzeme ile eşdeğer özelliklere sahip olan test kuponu üzerinde deneme
kaplamasõ yapõlõr ve elde edilen sonuçlar uygun bulunursa esas malzemenin
kaplama işlemi gerçekleştirilir.
Kaplama malzemesi olarak metal oksitleri, sermetler (seramik+metal), metalik
bileşikler, bazõ karbürler, organik plastikler ve camlar kullanõlabilir. Üstüne
29
Sürüm 1.0 (04.06.2004)
kaplama yapõlabilecek ana malzemeler (altlõklar) ise; metaller, oksitler ve
seramiklerdir.
Metal spray işlemi uygulanan motor parçalarõna örnek olarak; F110-GE-100
divergent flaplar, J79 primary flaplar, J79 compressor hava sealleri, CT7
compressor rotor, F110-GE-100 iç yanma odasõ ve J69 yanma odasõ verilebilir.
CODEP/CODAL KAPLAMA (# 20 İŞ MERKEZİ)
Codep kaplama, motorun serviste bulunduğu süre boyunca HPT (High Pressure
Turbine) ve LPT (Low Pressure Turbine) pale ve vane'lerinde meydana gelen
oksidasyonu minimize etmek amacõ ile geliştirilen özel bir prosestir.
Kaplamadaki alüminyum oksitlenerek yoğun bir oksit tabakasõ oluşturur ve bu
tabaka ana metalin oksitlenmesini engeller ve aynõ zamanda yüksek sõcaklõk
korozyonu ve erozyona karşõ da ilave koruma sağlar. Codep difüzyon kaplamasõ
sayesinde nikel veya kobalt parçalar üzerine, onlarõ yüksek õsõ oksidasyonundan
koruyacak yüksek miktarda alüminyum içeren bir kaplama yapõlabilir. Bunun için
parçalar alüminyum içeren bir tozun içine yerleştirilir ve yüksek õsõda kor haline
getirilir. Sonuçtaki kaplamalar genellikle orta dereceli alüminyum aktivitelerde
görülen kaplama özelliklerini gösterirler. Codep kaplamanõn uygulama aşamalarõ;
• Paket sementasyonla kaplanacak parçalar kutu içine gömülür .
• Parçalarõn yüzeyinde aluminide kaplama elde edebilmek için Codep toz
karõşõmõ aktifleştirilir ve argon yada hidrojen bulunan atmosferde õsõtõlõr.
Sõcak kõsõm üniteleri olan turbine paleleri ve turbine nozzle vane'leri üzerine
genellikle kalõnlõğõ 20-120 mikron arasõnda olacak şekilde kaplama yapõlabilir.
Codep kaplama gerektiren motor parçalarõndan bazõlarõ; HPT rotor paleleri, LPT
1nci kademe rotor paleleri, LPT 2 nci kademe nozzle, LPT 2 nci kademe rotor
paleleri, J79 2 nci kademe turbine nozzle’dõr.
VAKUM ALTINDA ISIL İŞLEM (# 22 İŞ MERKEZİ)
Vakum altõnda õsõl işlem, malzemeye istenilen sertlik, mukavemet, tokluk
değerlerini vermek amacõyla ve istenilen mikro yapõyõ elde edebilmek için belirli
sürelerde õsõtma ve soğutma işlemlerinin vakum ortamõnda yapõlmasõdõr.
Malzemelere, teknik emirlerde verilen õsõtma hõzõ, õsõtma derecesi, bekleme
süresi gibi bilgilerle hazõrlanan özel proses planlarõna uygun olarak; solüsyon,
yaşlandõrma, gerilim giderme, vakum temizleme ve fõrõn braze işlemleri yapõlarak
istenilen özellikler elde edilir. Yapõlan bu işlemlerde atmosfer kontrollü vakum
fõrõnlarõ kullanõlõr.
30
Sürüm 1.0 (04.06.2004)
Özellikle titanyum ve süper alaşõm malzemelerden imal edilmiş olan ve 1500 mm
çapõndaki 1500 mm yüksekliğindeki motor parçalarõna uygulanabilmektedir.
Vakum altõnda õsõl işlem uygulanan motor parçalarõna örnek olarak; J79 turbine
casing, J79 turbine frame, F110-GE-100 LPT (Low Pressure Turbine) nozzle,
F110-GE-100 flame holder, F110-GE-100 flap, F110-GE-100 yanma odalarõ, J69
yanma odalarõ verilebilir.
BOYA PROSESLERİ (# 23 İŞ MERKEZİ)
Boya prosesleri, temizleme ve tamir işlemleri gören uçak motor parçalarõnõn uzun
ömürlü olmasõnõ sağlamak amacõyla yüksek sõcaklõk, korozyon ve erozyona dayanõklõ
özel boyalar ile boyanmasõ işlemidir.
Uçak motor revizyonunda kullanõlan boyalarõ organik ve inorganik olarak iki sõnõfa
ayõrmak mümkündür. Organik boyalar genellikle düşük sõcaklõk gösteren motor
parçalarõnõn erozyon ve korozyondan korunmasõ için kullanõlõr. İnorganik boyalar
ise yüksek sõcaklõk gösteren motor parçalarõnda aynõ amaca yönelik
kullanõlmaktadõr. Kullanõlacak boyalar ve işlem parametreleri ilgili motora ait
teknik emirle belirlenmiştir.
Ayrõca gerek korozyonu önlemek gerekse hareket halindeki parçalarda aşõnmayõ,
sabit parçalarda yapõşmayõ önlemek için kuru film yağlayõcõlar kullanõlmaktadõr.
Katõ film yağlayõcõlar geleneksel yağlayõcõlarõn uygulama yada alõkonmasõnõn zor
olduğu veya diğer yağlayõcõlarõn toz, aşõnma ürünleri yada nemle kirlenebileceği
yerlerde kullanõlõr. Genellikle anodize (alüminyum ve magnezyum esaslõ
malzemeler) ve fosfat (çelik esaslõ malzemeler) gibi filmlerle önceden kaplanmõş
yüzeylere, epoksi primerler gibi organik kaplamalarõn üzerine başarõyla uygulanõr.
Fõrõnlanan, havada kuruyan farklõ kalõnlõklarda tatbik edilen katõ film yağlayõcõlar
motor parçalarõnda yaygõn olarak kullanõlmaktadõr. Kaplama fõrõnlandõğõnda
uçaklarda kullanõlan solventlerde, yağlarda, yakõtlarda ve akõşkanlarda çözünmez.
Bu prosesler; uçak motor parçalarõnõn sõcak kõsõm hariç tüm bölgelerine
uygulanabilir.
BOROSCOPE (# 1 İŞ MERKEZİ)
Boroscope, küçük çaplõ giriş delikleri yardõmõyla gaz türbin motorlarõnõn iç
kõsõmlarõnõ problar vasõtasõyla görsel olarak muayene etmek için dizayn edilmiş,
hassas, optik esaslõ bir cihazdõr.
Boroscope, õşõk kaynağõ, fiber õşõk iletim kablosu ve problardan
oluşmaktadõr. Boroscope kontrolü esnasõnda õşõk kaynağõyla motorun iç kõsõmlarõnõ
aydõnlatmaya yarayacak yüksek yoğunlukta õşõk sağlanõr ve fiber õşõk iletim
31
Sürüm 1.0 (04.06.2004)
kablosu ile proba taşõnõr. Problarõn ucundaki lensler yardõmõyla kontrol edilmek
istenen nokta aydõnlatõlõr, yansõyan õşõnlar toplanarak görme adaptörüne iletilir ve
motorun belirlenen kõsõmlarõ muayene edilir.
Boroscope’la muayene işlemi Jet Revizyon Müdürlüğü'nde F110-GE-100, Tyne Mk22, CT7 ve T700 motorlarõnõn kontrol edilmesinde kullanõlmaktadõr.
VIDEO BOROSCOPE (# 1 İŞ MERKEZİ)
Video boroscope, yukarõda bahsedilen baroscope işlemi ile aynõ olup tek farkõ
video ekranõnõn kullanõlmasõdõr.
Boroscope kontrolü esnasõnda õşõk kaynağõyla motorun iç kõsõmlarõnõ aydõnlatmaya
yarayacak yüksek yoğunlukta õşõk sağlanõr ve fiber õşõk iletim kablosu ile proba
taşõnõr. Problarõn ucundaki lensler yardõmõyla kontrol edilmek istenen nokta
aydõnlatõlõr, yansõyan õşõnlar toplanarak görme adaptörüne iletilir. Görüntünün
videoya aktarõlmasõ için kamera adaptörü videoyla irtibatlandõrõlõr ve
istenildiğinde görüntülenen bölgenin rapor çõktõlarõ alõnõr.
Boroscope’la muayene Jet Revizyon Müdürlüğü'nde F110-GE-100, Tyne Mk-22
CT7 ve T700 motorlarõnõn kontrol edilmesinde kullanõlmaktadõr.
FPI (FLOURESCENT PENETRANT INSPECTION) (# 12 İŞ MERKEZİ)
Flourescent penetrant kontrolü, gözeneksiz, metal ve metal olmayan parçalardaki
yüzeye açõk süreksizliklerin (ergimiş metalin birleşme eksikliği, korozyon,
çatlaklar vb.) tespit edilmesi amacõyla kullanõlan bir tahribatsõz muayene
yöntemidir.
Penetrant, mevcut bir süreksizliğe nüfuz edebilen viskoziteye sahip ve daha
sonra developerin temasõyla tekrar yüzeye çõkabilen kontrol sõvõsõdõr. FPl kontrolü
uygulanmadan önce, penetrantõn muhtemel süreksizliklere nüfuz edeceği tüm
yüzeyler kirden, yağdan, gresden, boya ve kaplamalardan, pas ve kaynak
artõklarõndan temizlenmelidir. Temizlenen yüzeylere penetrant uygulanmasõ
spreyle, daldõrarak, fõrça ile veya otomatik olarak gerçekleştirilebilir. Daha sonra
fazla penetrant durulanarak, parçaya developer uygulanõr. Belli bir developer
bekleme zamanõndan sonra parça kontrol edilerek belirlenen süreksizlikler, teknik
emirde verilen kriterlere göre değerlendirilir. Limitler içindeki süreksizlikler
kabul edilerek, limit harici süreksizliklerin tipinin yorumu ve boyunun ölçme işlemi
yapõlõr.
Geometrik şekillerinden dolayõ kontrol yüzeylerinin yardõmcõ aletlerle bile
görülmesi ve kontrol edilmesi mümkün olmayan bazõ parçalara FPI kontrolü
başarõlõ bir şekilde uygulanamaz. FPI kontrolü, honeycomb (bal peteği) yüzeylere,
32
Sürüm 1.0 (04.06.2004)
herhangi bir ölçüdeki 0,100 inch’ten daha küçük açõklõk ve deliklere sahip
parçalarõn iç yüzeylerine, pale veya sabit kanatçõklarõn iç boşluk veya pasajlarõna,
boru veya tüp şeklindeki parçalarõn delik çapõnõn 1 katõndan daha fazla
derinliklerindeki iç yüzeylerine uygulanamaz.
FPI kontrolü, bakõm-onarõm işlemleri gören bütün motorlarda uygulanan bir
tahribatsõz muayene yöntemidir.
ELECTROSTATIC FPI (FLOURESCENT PENETRANT INSPECTION) (# 12
İŞ MERKEZİ)
Electrostatic flourescent penetrant inspection, malzemeler üzerindeki yüzey
süreksizliklerinin (çatlak, gözeneklilik vb.) tespit edilmesi amacõyla kullanõlan bir
tahribatsõz muayene yöntemidir.
Electrostatic FPI uygulanmadan önce, parça üzerinde penetrantõn muhtemel
süreksizliklere nüfuz edeceği tüm yüzeyler kirden, yağdan, gresden, boya ve
kaplamalardan, pas ve kaynak artõklarõndan temizlenmelidir. İncelenecek yüzey
üzerine penetrant, electrostatic spray tabancasõndan püskürtülerek uygulanõr. Bu
arada penetrant parçacõklarõ tabancadan geçerken pozitif elektrik yüküyle
yüklenir. Topraklanmõş olan parça, pozitif yüklenmiş penetrant parçacõklarõnõ
kendisine doğru çektiğinden, parçanõn tümüyle ve kolay bir şekilde penetrantla
kaplanmasõ sağlanõr. Belli bir penetrant nüfuziyet süresinden sonra, parça
üzerindeki penetrant suyla yõkanõr ve kurutulur. Daha sonra parçaya developer
uygulanõr, belirli bir bekleme süresinden sonra parça kontrol edilerek, tespit
edilen süreksizlikler teknik emirlere uygun olarak değerlendirilir ve limit dahili
veya harici olarak belirlenip işaretlenir.
Electrostatic FPI, büyük hacimli ve kompleks geometriye sahip parçalarõn
kontrolü için kullanõlõr. Böylelikle, daldõrarak, spreyle veya fõrçayla penetrant
uygulanmasõ zor olan parçalara, kolaylõkla ve büyük oranda penetrant tasarrufuyla
işlem uygulanõr.
Electrostatic FPI, Jet Revizyon Müdürlüğü'nde bakõm-onarõm işlemleri gören
bütün motorlarda uygulanan bir tahribatsõz muayene yöntemidir.
MAGNETIC PARTICULE INSPECTION ( MPI ) (# 11 İŞ MERKEZİ)
MPI, manyetik özellik gösteren malzemelerdeki yüzey ve yüzey altõ
süreksizliklerinin belirlenmesinde kullanõlan bir tahribatsõz muayene yöntemidir.
MPI, temel olarak manyetik kuvvet çizgileri oluşturan bir manyetik alana
parçalarõn tutulmasõnõ içerir. Manyetik parçacõk kontrolü uygulanacak yüzeyler
öncelikle kir, pas, boya ve yağdan arõndõrõlmalõdõr. Bir hava boşluğu gibi olan
süreksizlik etrafõnda güçlü manyetik çatlaklarõn oluşturulmasõ için manyetik alanõn
33
Sürüm 1.0 (04.06.2004)
doğrultusu ve yoğunluğu belirlenir. Daha sonra bir iletken içerisinden elektrik
akõmõ geçirilerek, kontrolü istenen parça üzerinde manyetik alan oluşturulur.
Süreksizlikler, kuvvet çizgilerinin bozulmasõna ve yeni manyetik kutuplarõn
oluşmasõna neden olur. Parçalar üzerinde bulunan süreksizliklerin oluşturduğu
hasarlõ alanlarda demir tozlarõ birikerek belirti olarak ortaya çõkar. Bu işlemden
sonra parça üzerindeki mõknatõslõk alõnõr ve tespit edilen süreksizlikler parça
üzerinde, teknik emirde tanõmlandõğõ şekilde işaretlenir.
MPI, ferromanyetik malzemelerdeki yüzey ve yüzey altõ süreksizliklerini
belirlemek için kullanõlõr, ancak bu işlem ferromanyetik olmayan metallere ve
östenitik paslanmaz çelik gibi alaşõmlara uygulanamaz.
MPI, bakõm onarõm işlemleri gören bütün motorlardaki belirli parçalara uygulanan
bir tahribatsõz muayene yöntemidir.
EDDY CURRENT ( EC ) KONTROLU (# 19 İŞ MERKEZİ)
EC, eddy akõmõ adõ verilen alternatif akõm tarafõndan oluşturulan elektrik akõmõnõn
temas ettirildiği kontrol edilecek parça üzerinde yarattõğõ ikincil alternatif
akõmõn parça üzerindeki çatlak gibi süreksizlikler tarafõndan kesilmesi neticesi,
oluşan bozulmuş eddy akõmlarõnõn bir hissedici (probe) tarafõndan hissedilip
kontrol ünitesi tarafõndan değerlendirilip raporlanmasõ yolu ile çalõşan bir
tahribatsõz kontrol yöntemidir.
İletken bir malzemede eddy akõmlarõnõn oluşabilmesi için zamanla değişen bir
manyetik alana ihtiyaç vardõr. Bu değişken manyetik alan alternatif akõm taşõyan
bir bobinle sağlanõr. Bobindeki manyetik akõm değiştikçe onunla birlikte
manyetik alan da değişecektir. İletken malzemenin yüzeyindeki manyetik alanõn
gücü test bobinin boyutuna ve şekline, bobinden geçen akõma ve bobinin yüzeyden
mesafesine bağlõdõr. Eddy akõmlarõnõn akõş yönündeki değişimle test bobinin
oluşturduğu birincil manyetik alana zõt yönde ikincil bir manyetik alan yaratõlõr.
İkincil manyetik alanõn birincil manyetik alana zõt yönde olmasõ toplam manyetik
alanõ etkiler ve test bobininden geçen akõmõ değiştirir. Akõmdaki değişimler;
cihaz tarafõndan algõlanõr ve gösterilir.
Eddy akõmlarõnõ etkileyen faktörler; malzemeye ve test koşullarõna bağlõ olarak
değişmektedir. Malzemeye bağlõ faktörler; elektrik iletkenliği, manyetik
permeabilite (malzemenin mõknatõslanabilme özelliği), geometri, malzemenin
homojenliğidir. Test koşullarõna bağlõ faktörler ise test frekansõ, test bobininden
geçen akõm, ortam sõcaklõğõdõr.
F110-GE-100/129 motorlarõnõn tüm disk’leri, şaftlarõ gibi dönen parçalarõ
otomatik eddy current cihazõnda kontrollere tabi tutulur. Ayrõca yarõ otomatik
34
Sürüm 1.0 (04.06.2004)
eddy current cihazinda J79 motorlarinin türbin disk ’lerine de bu kontrol islemi uygulanir.
ULTRASONIK KONTROL (# 19 IS MERKEZI )
Ultrasonik kontrol, metal olan veya olmayan ses enerjisini iletebilen tüm malzemelerdeki
yüzey ve yüzey alti süreksizliklerinin tespiti islemlerinde kullanilan tahribatsiz muayene
yöntemidir.
Yukaridaki tanima uygun bir malzemeden arada bir macun veya yag tabakasi olmak
kaydiyla bir transducer’a yüksek voltajli elektrik uygulandiginda bu transducer içerisinde
ultrasonik enerji akimi olusur ve malzeme içinde yayilir. Bu dalga pulse’lari malzeme
içinde saçilarak zayiflar. Bu saçilan enerji parça üzerinde bulunan ikinci bir transducer
tarafindan tespit edilir.Geçirilen ve yansiyan pulse’lar arasindaki zaman ve ara liklar
süreksizligin yüzeyden mesafesini verir ve dönen pulse’in ölçüsü hatanin büyüklügünün
ölçüsüdür.
Tüm metal olan veya olmayan, ancak ses enerjisini iletebilen malzemelerdeki
süreksizliklerin, korozyonun, nemin, kalinliginin kontrolü islemlerinde kullanilmaktadir.
F110-GE-100 motoru fan pale ve diskleri ile F110-GE-100 motorunun yüksek basinç
kompresör 4-9 spool’una uygulanir.
SHOT PEEN (#24 IS MERKEZI)
Shot Peen isleminin gayesi metal malzemeden yapilmis parçalarin yorulma, korozyonlu
yorulma,gerilmeli korozyon gibi hasar türlerine karsi direncini arttirmaktir.Bununla
beraber ince metal parçalarin istenilen formda sekillendirilmesi,yüzey sertlestirme,
istenilen yüzey kalitesini elde etmek ve parçalarin içindeki gözeneklerin ve yüzey
gerilmelerinin giderilmesi gibi maksatlar için de uygulanmasi söz konusudur.Dövme
islemleri sonucu dövülmüs parçalarin yüzeyleri de temizlenmis olmaktadir.Detayli
açiklamalar Uçak Motor Teknoloji Süreçleri adli dokümanda Bölüm 23 ’de verilmistir.
BÖLÜM 3
USULLER
A. JET REVİZYON GENEL İŞBAŞI EĞİTİMİ PROGRAMI
Jet Revizyon Müdürlüğünde yapõlan işbaşõ eğitimine ilişkin genel program Tablo
3.1 ‘de verilmiştir.
(İLK GÜN)
08:15-09:30
: AÇILIŞ TOPLANTISI VE BİLGİLENDİRME
09:30-10:00
: JET REVİZYON MÜDÜRÜNÜN KONUŞMASI
10:00-11:00
: İŞBAŞI EĞİTİMİ GÖREN ÖĞRENCİLERİN
DANIŞMANLARI İLE BİREBİR GÖRÜŞMELERİ
: JET REVİZYON MÜDÜRLÜĞÜNÜN GEZİLMESİ VE
TANITILMASI (KURMAY BİRİMLER DAHİL)
11:00-12:15
13:30-15:30
15:30-16:15
: İŞBAŞI EĞİTİMİ GÖREN ÖĞRENCİNİN PROGRAMA GÖRE
ÇALIŞACAĞI ATELYENİN TANITIMI
: İŞBAŞI EĞİTİMİ DANIŞMANI İLE GÖRÜŞÜLMESİ VE
GÜNÜN DEĞERLENDİRİLMESİ
(RUTİN GÜNLER)
08:15-08:30
: İŞBAŞI EĞİTİMİ DANIŞMANI İLE GÖRÜŞÜLMESİ VE O
GÜN YAPILACAKLARIN DEĞERLENDİRİLMESİ.
08:30-12:15
: İŞBAŞI EĞİTİMİ GÖREN ÖĞRENCİNİN PROGRAMA
GÖRE ÇALIŞACAĞI ATELYE
13:30-15:30
: İŞBAŞI EĞİTİMİ GÖREN ÖĞRENCİNİN PROGRAMA
GÖRE ÇALIŞACAĞI ATELYE
16:00-16:15
: İŞBAŞI EĞİTİMİ DANIŞMANI İLE GÖRÜŞÜLMESİ VE O
GÜNÜN DEĞERLENDİRİLMESİ.
(SON GÜN)
08:15-08:30
13:30-15:15
: İŞBAŞI EĞİTİMİ DANIŞMANI İLE GÖRÜŞÜLMESİ VE O
GÜN YAPILACAKLARIN DEĞERLENDİRİLMESİ.
: İŞBAŞI EĞİTİMİ GÖREN ÖĞRENCİNİN PROGRAMA
GÖRE ÇALIŞACAĞI ATELYE
: ANKETİN DOLDURULMASI
15:15-16:15
: KAPANIŞ TOPLANTISI VE VEDA
08:30-12:15
Tablo 3.1
36
Sürüm 1.0 (04.06.2004)
B. DEĞERLENDİRME
1. ANKET UYGULAMA
Jet Revizyon Müdürlüğü tarafõndan elektronik ortamda hazõrlanan “Jet
Revizyon Müdürlüğü İşbaşõ Eğitimi Değerlendirme Anketi” işbaşõ eğitimi
dönemi sonunda her öğrenci tarafõndan doldurulacak ve her dönem sonunda
(yõlda iki defa) Mühendislik Grup Amirliği tarafõndan değerlendirilecektir.
Anket sonuçlarõ yõl sonu faaliyet kitapçõğõnda yayõnlanacaktõr.
2. KAPANIŞ TOPLANTISI
İşbaşõ Eğitimi Koordinatörü başkanlõğõnda İşbaşõ Eğitimi Danõşmanõ ve
eğitim gören öğrenci bir araya gelerek gerçekleştirilen eğitimin
değerlendirmesi ve veda konuşmasõ yapõlõr.
37
Sürüm 1.0 (04.06.2004)
EK – A
JET MOTORLARI TEMEL TEORİ VE UYGULAMALARI
1.JET MOTORLARININ TARİHÇESİ:
Jet prensibinin ilk uygulamasõ M.Ö. 250 yõlõnda Yunanlõ bir matematikçi
olan Heron tarafõndan gerçekleştirilmiştir. Heron basõnçlõ su buharõyla çalõşan ve
jet prensibini kullanan Aeolipile adõnõ verdiği motoru (Şekil 1) tasarlayarak ağõr
tapõnak kapõlarõnõn insan eli değmeden açõlmasõnõ sağlamõştõr. Bir hava aracõnda jet
prensibini ilk kez Çinlilerin 13. yy’da düşmanlarõnõ korkutmak için yaptõklarõ basit
roketlerde karabarutun genleşmesini kullanarak uyguladõklarõ pek çok tarihçi
tarafõndan kabul edilmektedir. Genleşen gazlarõn tüpün bir tarafõndan çõkarken
tüpü aksi istikamete itmesinden yararlanan Çinliler bugünkü jet motorlarõnõn ilk
örneklerini vermişlerdir.
Şekil 1.
1687 yõlõnda İngiliz fizikçi Sir Isaac Newton’un ortaya koyduğu hareket
kanunlarõnõn havacõlõk uygulamalarõnda kullanõlmasõ 19 yy. sonlarõna rastlamaktadõr.
1876 yõlõnda Almanya’da Dr. Otto tarafõndan yapõlan içten yanmalõ dört zamanlõ
motoru Daimler geliştirmiş ve 8 HP gücündeki bu motoru “Deutschland” adlõ
Zeplin’in
güç sistemi olarak kullanmõştõr. ABD’de Wright kardeşler kendi
geliştirdikleri motorla 1903 yõlõnda ilk uçuşu gerçekleştirmişlerdir.
1908 yõlõnda Fransõz mühendis Lorin havanõn pistonlu motor yardõmõyla
sõkõştõrõlõp yakõtla karõştõrõlarak yakõlacağõ ve tepki gücünü oluşturmak için bir
lüleye (nozzle) sevkedileceği bir sistemde jet prensibinin uygulanmasõnõ teklif
etmiş ancak teklif İngiliz Whittle ve Alman Van Ohain’in bir uçağõn güç
sisteminde jet tepkisinin kullanõlmasõnõ tasarlamalarõna kadar askõda kalmõştõr.
Whittle santrifüj kompresörlü turbojet motoruna 1930 yõlõnda Power Jets
W.1 adõyla patent almõş fakat bürokratik engellemelerin etkisiyle bu motorla uçan
ilk uçak İngiliz Gloster G.40 ancak 1941 yõlõnda ilk defa uçurulabilmiştir.
38
Sürüm 1.0 (04.06.2004)
Von Ohain ise He.S3B adõnõ taşõyan motoruna 1935 yõlõnda patent almõş, bu
motorla ilk jet uçağõ olan Heinkel He 178 uçağõnõ 1939 yõlõnda uçurmuştur.
Whittle ve Ohain’in motorlarõ 2. Dünya Savaşõ sõrasõnda büyük ölçüde
kullanõlmõştõr. 2. Dünya Savaşõ jet motorlarõnõn havacõlõkta kullanõlmasõ açõsõndan
bir dönüm noktasõ olmuştur. Savaş sõrasõnda ABD ve SSCB’ye göç eden Alman
bilim adamlarõ ve mühendisler var olan altyapõyõ da kullanarak benzer uygulamalarõ
bu ülkelerde de yaygõnlaştõrmõşlardõr. Savaş sonrasõ oluşan siyasi bloklar
arasõndaki mücadelesi jet motorlarõ sahasõnda büyük ar-ge yatõrõmlarõnõn
yapõlmasõna sebep olmuş, elde edilen sonuçlar ticari havacõlõğõn gelişmesinde de
büyük rol oynamõştõr.
2. JET MOTORLARININ ÇALIŞMA PRENSİBİ:
Jet motorunun amacõ ihtiyaç olan tepkinin (thrust) oluşturulmasõdõr. Bu
tepkinin oluşturulmasõnõ açõklayan çalõşma prensibi turbojet tipi motor için (Şekil
1.2) basit olarak açõklanacaktõr.
Bir turbojette tepki, belirli büyüklükte bir hava kütlesine görece büyük bir
hõz kazandõrõlarak elde edilir. Yani turbojet, nozzle’da yüksek hõzlõ gaz çõkõşõ elde
etmek amacõyla tasarlanmõş bir makinadõr.
Turbojetin çalõşma prensibinin en basit halde anlatõlabilmesi için bu
makinayõ içinde değişik elemanlarõ bulunan iki ucu açõk boru şeklinde düşünmek
gerekir. Bu borunun bir ucu havanõn girdiği alõk (inlet), diğer ucu ise tepkiyi
oluşturacak giren havanõn hõzõna kõyasla daha hõzlõ havanõn çõktõğõ lüle (nozzle)
olarak adlandõrõlõr. Tepki giren ve çõkan havanõn hõz farkõna bağlõdõr.
Turbojette bulunan ana elemanlar sõrasõyla kompresör, yanma odasõ, türbin
ve egsoz nozuldur. Inlet’ten giren hava kompresör boyunca sõkõştõrõlõr ve sõcaklõğõ
arttõrõlõr. Kompresörde bu işlemin yapõlabilmesi için dõşarõdan güç sağlanmasõ
gereklidir. İstenilen oranda sõkõştõrõlan hava uygun bir yönlendirme yapõlarak
yanma odasõna sevk edilir. Sõkõştõrõlmõş ve sõcaklõğõ arttõrõlmõş hava yanma odasõna
girdiğinde yakõt memeleri (fuel nozzle) tarafõndan pulverize edilerek püskürtülen
yakõt ile karõştõrõlõr. Bu yakõt/hava karõşõmõ yanma odasõ içine yerleştirilmiş
bujiler (igniter) kullanõlarak tutuşturulur. Yanarak genleşen, basõncõ düşmeye
başlayan gazlar uygun bir yönlendirme ile türbine gönderilir.
Türbin yanmõş gazlarõn iş yapmaya başladõğõ ilk elemandõr. Hõzõ artan
yanmõş gazlar türbin rotorlarõnõ döndürerek (iş yaparak) bu bölümü terk ederler.
Teorik olarak yanmõş gazlarõn türbinde yapacaklarõ iş miktarõ kompresörü
çevirmek için yapõlmasõ gerekli işe eşittir. Çünkü türbinin temel amacõ kompresörü
çevirmektir. Bu amaçla türbin bir şaft ile kompresöre bağlanmõştõr ve bu iki
eleman tek bir ünite gibi çalõşmaktadõr.
Türbini terk eden gazlar exhaust duct içinden geçerek nozzle tarafõndan
atmosfere ulaşõr. Turbojeti nozzle’da terk eden yanmõş gazlarõn sahip olduğu
39
Sürüm 1.0 (04.06.2004)
basõnç (dolayõsõyla hõz) ile turbojete giren havanõn basõnç (dolayõsõyla hõz)
arasõndaki fark istenen tepkiyi (thrust) oluşturur. Turbojet özelinde çok basit
haliyle açõklanan bu prensip genel olarak tüm jet motorlarõ için geçerlidir.
3. JET MOTORU TİPLERİ:
a) TURBOJET MOTORLAR:
Tepkinin motor içinde ilave hiçbir eleman (fan,pervane gibi) kullanõlmadan
elde edildiği jet motorlarõdõr. Bu motorlar jet (staight jet) olarak da
adlandõrõlõrlar (Şekil 2).
Turbojetler santrifüj akõşlõ ve eksenel akõşlõ kompresöre sahip olmalarõ
bakõmõndan iki türlüdür. Kompresörlerin sayõsõ da turbojetlerin çeşitlerini
belirlemede kullanõlõr. Birbirinden bağõmsõz kompresör sayõsõ türbin sayõsõnõ da
belirler. Turbojetin girişine en yakõn kompresör düşük basõnç (LP, low pressure)
kompresörü , sonraki ise yüksek basõnç (HP, high pressure) kompresörü olarak
adlandõrõlõr. LP kompresörü LP türbin, HP kompresörü ise HP türbin tahrik
etmektedir. Bu durumda turbojet içinde birbirinden mekanik olarak bağõmsõz,
ancak aerodinamik olarak birbirine bağlõ iki dönel eleman vardõr. HP elemanõ şaftõ
içinden LP elemanõ şaftõ geçer. İki kompresörlü motorlar two-spool/twin-spool,
bir kompresörlü motorlar single spool motorlar olarak adlandõrõlõrlar.
Şekil 2
Turbojet motorlar uçuş yüksekliği ve hõzõ arttõkça verimi artan
motorlardõr. Bu nedenle optimum yüksekliğe çõkabilecek menzile sahip yüksek
uçuş/yüksek hõzlõ uçaklar için turbujetler uygundur. Ancak düşük hava hõzlarõnda
yüksek tepki veremezler. Bu durumda turbojtlerin inletlerinde ram basõncõ (ram
40
Sürüm 1.0 (04.06.2004)
air pressure) oluşturulmasõ bir çözüm olabilir. Turbojet motorlara sahip uçaklar
kalkõşlarõnda daha uzun bir piste ihtiyaç duyarlar.
Turbojeti oluşturan ana elemanlar önceki bölümde basit çalõşma prensipleri
açõklanan inlet, kompresör, yanma odasõ, türbin ve exhaust duct’tõr.
b) TURBOPROP/TURBOSHAFT MOTORLAR:
Turbojetin gaz üretici (gas generator) olarak adlandõrõlan temel bölümünü
terk ederek exhaust duct içinde ilerleyen yanmõş gazlarõn bir pervaneyi tahrik
eden ilave bir türbini çevirmek için kullanõldõğõ motorlar turboprop (propjet)
olarak adlandõrõlõr (Şekil 3). Türbin şaftõ pervaneye devir düşürücü bir dişli grubu
üzerinden bağlõdõr.
Şekil 3
Turboprop motorlar da yapõsõnõ oluşturan elemanlarõn yerleşim şekline
ve/veya amaca göre çeşitlere ayrõlõrlar. Tipik bir turbopropda pervane için ayrõ
bir türbin mevcuttur (Şekil 4). Bazõ hallerde pervanenin ayrõ bir türbini olmadõğõ,
direkt olarak kompresör şaftõna bağlandõğõ görülebilir. Bazõ turboproplarda dişli
grubu ve pervane motorun arkasõnda bulunur.
Turboprop motorlarda serbest türbin şaftõ uçak pervanesi haricinde
(helikopter rotoru, gaz kompresörü, gemi pervanesi gibi) bir elemanõ tahrik
ediyorsa bu motor turboşaft olarak adlandõrõlacaktõr.
41
Sürüm 1.0 (04.06.2004)
Şekil 4
Uçaklarda kullanõlan turboproplar turbojetlerden çok daha karmaşõk ve
ağõr olmasõna rağmen, eşdeğer boyut ve güçleri karşõlaştõrõldõğõnda düşük hava
hõzlarõ için daha yüksek tepki verdiği görülecektir. Ancak bu avantaj hõz arttõkça
azalacaktõr. Normal seyahat hõzlarõnda , hõz arttõğõnda turbopropun tepkisel
verimliliği (propulsive efficiency) azalõrken, turbojetin tepkisel verimliliği
artmaktadõr.
Turbopropu oluşturan ana elemanlar turbojet ile benzerdir. Pervane,
pervaneyi çeviren türbin ve aradaki dişli grubu aradaki farklõlõğõ oluşturur.
c) TURBOFAN MOTORLAR:
Turbofan motorlar, hava akõş oranlarõ haricinde, pratik olarak turbopropa
benzer. Ana motor haricindeki ikincil (secondary) hava miktarõnõn, motor içinden
geçen birincil (primary) hava miktarõna oranõ turbopropa göre daha düşüktür. Bu
oran turbofanlarda bypass oranõ (BPR, Bypass Ratio) olarak adlandõrõlõr.
Turbopropta bulunan pervane ve pervane dişli kutusu yerini eksenel akõşlõ
kompresördekine benzer ancak nispeten daha büyük ölçekli döner bladeleri ve
sabit vaneleri olan eksenel akõşlõ fana bõrakmõştõr (Şekil 5). Genellikle fanõn
çevresi fan duct ile kaplõdõr.
42
Sürüm 1.0 (04.06.2004)
Şekil 5
Fan pervanede olduğu gibi, üzerinden geçen havayõ ivmelendirir. İvmelenen
hava kütlesi doğrusal olarak ters yönde bir tepki oluşturur. Fan nedeniyle ortaya
çõkan bu tepki BPR’ye bağlõ olan toplam tepkinin büyük bir bölümünü oluşturabilir.
Fandan geçen bu hava, fanõ terkettikten sonra yanmaya gönderilmez, fanõn
ucundaki bir nozzledan veya fan duct motor boyunca uzatõlarak bu hava ana
motor exhaust nozulu çevresinden atmosfere gönderilebilir. Bu tiplere ilave
olarak bir diğer turbofanda ise fandan gelen hava ve ana motorda türbini
terkeden exhaust gazlarõ karõştõrõlõr ve tek bir nozuldan bu karõşõm çõkabilir.
Turbofan, turbojetin yüksek hõz ve yüksek kabiliyeti ile turbopropun
çalõşma verimi ve yüksek tepki kabiliyetini birleştirebilen özelliklere sahiptir.
Ayrõca turboprop motorlara göre daha hafif (pervane ve dişli kutusu) ve daha az
karmaşõktõr.
Turboprop ve turbofan arasõnda bir prensip farkõ da fandan geçen hava
miktarõnõn motor inlet ductõ tasarõmõ ile kontrol edilmesidir. Bu yaklaşõm, fan
blade üzerindeki hava hõzõnõn, turbopropta olduğu gibi uçak hõzõndan büyük oranda
etkilenmesini engellemektedir. Bu durum turbopropta 400 knot üzerindeki
hõzlarda hava hõzõnõn tepkisel verimlilik üzerinde yarattõğõ sõnõrlama sonucu
verimin düşme etkisini azaltarak uçak hõzõnõn bir sõnõr şartõ olmasõnõ büyük oranda
engellemektedir.
Eşit tepkiye sahip bir turbojet ile kõyaslanan turbofanda exhaust gazlarõ
gürültü seviyesinin daha düşük olduğu görülmektedir. Bu durum fan için ilave
edilen türbin kademelerinde gürültü yaratan yanmõş gaz hõzõnõn daha da düşmesi
nedeniyle oluşur. Son yõllarda artan çevre koruma baskõlarõ sonucu gürültünün
belli sõnõrlar altõna düşürülmesi gerekliliği ve daha düşük yakõt sarfiyatõ gibi
43
Sürüm 1.0 (04.06.2004)
etkenler turbofan motorlarõ özellikle ticari sahada vazgeçilmez hale
getirmektedir.
Turbofanõ oluşturan ana elemanlar da turbojet ile aynõdõr. Burada fan LP
kompresör gibi kabul edilmektedir.
Turbofanõn propfan ve Advanced Ducted Propulsor (ADP) olarak
adlandõrõlan çeşitleri de mevcuttur ve yakõt sarfiyatõ üzerindeki çok olumlu
etkileri nedeniyle geleceğin ticari motorlarõ olmaya aday görülmektedir.
d) ARD YAKMALI MOTORLAR
Bahsedilen motor tiplerinden turbojet ve turbofan motorlarõn özellikle
askeri uygulamalarõnda kalkõş, tõrmanma veya özel önleme görevlerinde belirli bir
zaman aralõğõnda ani ve çok daha yüksek tepki ihtiyacõnõ karşõlamak için ard yakma
yaklaşõmõ kullanõlmaktadõr (Şekil 6). Bu tanõmlama “Afterburning” veya
“Augmenting” olarak adlandõrõlmaktadõr.
Şekil 6
Ticari motor uygulamalarõnda görülmeyen ard yanmalõ motorlarda elde
edilen tepki “WET THRUST”, aynõ motorun ard yanmasõz çeşidinden alõnan tepki
“DRY THRUST” olarak bilinmektedir.
Bu
tipte
motorun
türbini
ile
exhaust
nozul
arasõnda
Afterburner/Augmenter duct olarak adlandõrõlan bir boru ilave edilir. Bu boru
içine yakõt püskürtme elemanlarõ (fuel spray bar) ve oluşan alevi belli bir
uzunlukta tutup uzamasõnõ engelleyecek alev tutucu (flame holder) mevcuttur.
44
Sürüm 1.0 (04.06.2004)
Şekil 7
Ard yanmada temel varsayõm, motorun kompresöre giren oksijenin yaklaşõk
%25 ini yanmada kullanmasõ, geri kalan %75 oksijenin soğutma görevini yapan
hava içinde bulunmasõ, ikiye ayrõlan bu havanõn türbinden sonra bir araya gelmesi,
bu noktadan sonra soğutma ihtiyacõ kalmamasõna rağmen ilave enerji elde
edebilecek bir yanma reaksiyonu için yeterli miktarda oksijenin mevcut olmasõdõr.
İlave tepkiyi yaratabilmek için türbini terkeden eksoz gazõ ve soğutma
havasõ karõşõmõ üzerine yeniden yakõt püskürtülerek elde edilen karõşõm
tutuşturulur ve exhaust nozuldan atmosfere giden gazlarõn hõzõ arttõrõlõr. Bu
çalõşma sonucu motordan %50 daha fazla tepki elde edilebilir.
Turbofan motorlarda ard yakma havasõ içine fandan gelen hava
karõşabildiği gibi, motor dõşõndan fan exhaust olarak giden havanõn özel olarak ard
yakõlmasõ da mümkündür. Bu uygulama “duct heater” olarak adlandõrõlõr.
45
Sürüm 1.0 (04.06.2004)
Şekil 8
Ardyakma, tepkiyi yaklaşõk %50 oranõnda arttõrmasõna rağmen yakõt
sarfiyatõnõ iki kattan daha fazla arttõrabilmektedir. Ancak, başlangõçta da
belirtildiği gibi bu kayõba bazõ özel durumlar için katlanõlmaktadõr (Şekil 7, 8).
e) DİĞER REAKSİYON MOTORLARI
En çok karşõlaşõldõğõ gibi detaylõ açõklanan turbojet, turboprop ve turbofan
motorlar haricinde havacõlõkta değişik uygulamalar için kullanõlan ve jet prensipi
kullanan farklõ motorlar da mevcuttur.
RAMJET:
Jet motorlarõnõn en basiti olan ramjet içinde hareketli hiçbir eleman
mevcutdeğildir ve sadece ram etkisini kullanarak çalõşmaktadõr. Bu etki alevin
tutulmasõ ve yanmõş gazlarõn tek yöne ilerleyebilmesi için gereklidir.
46
Sürüm 1.0 (04.06.2004)
Motor girişinde ram etkisiyle artan basõnç motorun çalõşmasõnõn ilk
şartõdõr. Motor inlet, kompresör görevi yapar ve sõkõşan hava üzerine yakõt
püskürtülerek karõşõm tutuşturulur ve yanmõş gazlar nozul boyunca hõzlandõrõlarak
atmosfere bõrakõlõr (Şekil 9)
Şekil 9
Ramjetin çalõşmasõnõ sağlayacak ram basõncõnõn oluşturulmasõ haline kadar
motorun çalõştõrõlabilmesi mümkün değildir. Bu nedenle diğer tip motorlara sahip
hava araçlarõ üzerinde takviye güç elemanõ olarak kullanõlõr.
PULSEJET:
Pulse jet, inleti yaylõ klapelerle kapalõ olan bir ramjettir. Ramjetin çalõşma
şartõ olan ram basõncõ oluştuğunda klape açõlõr, hava motora girer, yakõt
püskürtülür ve karõşõm tutuşturulur, yanma basõncõ ram basõncõna eşitlendiğinde
klapeler kapanõr ve yanmõş gazlar nozul yönüne hareket ederek tepkiyi oluşturur.
Yanma odasõnda basõnç düştüğünde klapeler açõlõr ve aynõ çevrim tekrarlanõr
(Şekil 10).
Şekil 10
47
Sürüm 1.0 (04.06.2004)
ROKET:
Kendi yakõtõnõ yakõcõsõnõn içinde taşõyan ve jet prensibini kullanan motorlar
roket olarak adlandõrõlõr. Oksijene ihtiyaç duymadõğõ için atmosfer harici
uygulamalarda tercih edilir.
Şekil 11
Katõ ve sõvõ yakõtlõ olarak farklõ türleri vardõr. İki tip motorda da yakõt,
yakõcõ karõşõmõnõn karõşõp yandõğõ bir yanma odasõ ve yanmõş gazlarõn hõzla
atmosfere atõldõğõ jet nozul bulunmaktadõr.
HYBRID RAM-ROCKET:
Jet, ramjet ve roket avantajlarõnõ görevin şartlarõna göre kullanan her üç
özelliği de bünyesinde bulunduran bir motordur. Özellikle uzay dolmuşlarõnda
kullanõlmasõ tasarlanmaktadõr.
48
Sürüm 1.0 (04.06.2004)
EK - B
JET REVİZYON MÜDÜRLÜĞÜ
İŞBAŞI EĞİTİMİ DEĞERLENDİRME ANKETİ
49
Sürüm 1.0 (04.06.2004)
EK – C
JET REVİZYON MÜDÜRLÜĞÜ
İŞBAŞI EĞİTİMİ DEĞERLENDİRME ANKETİ
SORULARI ve AÇIKLAMALARI
1.
2.
3.
4.
Staj programõna yönelik olarak
i. Yapõlan işbaşõ eğitim programõnõn öğrenim kurumunun
amaçlarõna
uygunluk seviyesi
Açõklama: Kurumun işbaşõ eğitimi için hazõrladõğõ programõn okulun işbaşõ
eğitimine ilişkin beklentilerini ne ölçüde karşõladõğõnõn değerlendirmesi.
ii. Uygulanan programõn kurumu tanõmama katkõsõ
Açõklama: İşbaşõ eğitimi sõrasõnda yapõlan ve yaptõrõlan işler süresince Jet
Rev. Md.lüğü hakkõnda yeterince bilgiye ulaşõlõp ulaşõlmadõğõnõn
değerlendirilmesi.
iii. Uygulanan programõn teknolojik pratiğimi geliştirmeme katkõsõ
Açõklama : Jet Rev. Md.lüğünde yapõlan uygulamalarla okulda verilen
bilgilerin pratiğe ne ölçüde dönüştürüldüğünün değerlendirilmesi.
Stajyer gözü ile Jet Revizyon Değerlendirmesi
i. İşçilerin çalõşma etkinliği
Açõklama: İşçilerin çalõşma verimliliğinin değerlendirilmesi.
ii. Üst kademe idarecilerin çalõşma etkinliği
Açõklama: Üst kademe idarecilerin çalõşma verimliliğinin değerlendirilmesi.
iii. Orta kademe idarecilerin çalõşma etkinliği
Açõklama: Orta kademe idarecilerin çalõşma verimliliğinin değerlendirilmesi.
iv. Alt kademe idarecilerin çalõşma etkinliği
Açõklama: Alt kademe idarecilerin çalõşma verimliliğinin değerlendirilmesi.
Kişisel Katkõ
i. Kuruma sağladõğõnõz kişisel katkõ seviyesi
Açõklama: Eğitim programõ sürecinde yapõlan yaptõrõlan işler ile kuruma ne
derece katkõ sağlandõğõnõn değerlendirilmesi.
İş Kimliğini Kazanma
i. Uygulanan programõn mesleğimi tanõmama katkõsõ
Açõklama: Verilen eğitim programõnõn çalõşma hayatõna ne ölçüde
hazõrladõğõnõn değerlendirilmesi.
ii. Performansõmõ arttõrõcõ yollar göstermesi
Açõklama: Hazõrlanan eğitim programõ ile daha verimli olmak için nasõl
çalõşõlmasõ gerektiği disiplininin verilip verilmediğinin değerlendirilmesi.
50
Sürüm 1.0 (04.06.2004)
EK - D
JET REVİZYON KISALTMALARI VE KARŞILIKLARI
KISALTMA
A/B
A/I
A8
ABFC
ADG
ADH
AESA
AFC
AFT0
AFTC
AGB
AGE
AGL
AI
AIO
AIS
ALT-TACH
AMS
ANSI
AOA
APLA
APU
ASTM
BA
BSI
CADC
CBORE
CBP
CDP
CIC
CID
CIP
AÇIKLAMA
: Afterburner (Art Yanma)
: Anti-İcing (Buz-Önleme)
: Area Of Variable Exhaust Nozzle Opening (Değişken Eksoz Nozul Açõklõğõ
Alanõ)
: Afterburner Control (Art Yanma Kontrol)
: Accessory Drive Gearbox (Aksesuar Tahrik Dişli Kutusu)
: Activated Diffusion Healing (Aktifleştirilmiş Difüzyon İyileştirmesi)
: Advanced Electronically Scanned Array (Çok Fonksiyonlu Radar)
: Afterburner Fuel Control (Art Yanma Yakõt Kontrol)
: Air Force Technical Order (Hava Kuvvetleri Teknik Emri)
: Augmenter Fan Temperature Control (Art Yanma Fan Sõcaklõk Kontrolü)
: Accessory Gear Box (Aksesuar Dişli Kutusu)
: Aerospace Ground Equipment (Uzay Yer Teçhizatõ)
: Above Ground Level (Yer Seviyesinin Üzeri)
: Anti-Ice (Buza Mani)
: All In One (Hepsi Bir Arada)
: Aİr Impingement Starter (Hava Çarpmalõ Çalõştõrõcõ)
: Alternator Tachometer (Değişken Akõmlõ Hõz Ölçer)
: Aerospace Material Specifications (Havacõlõk Malzemeleri Şartnameleri)
: (American National Standarts Institute) (Amerikan Ulusal Standartlarõ
Enstitüsü Standartlarõ )
: Angle Of Attack (Hücum Açõsõ)
: Aircraft Power Lever Angle (Uçak Gaz Kolu Açõsõ)
: Auxillary Power Unit (Yardõmcõ Güç Ünitesi)
: American Society Of Testing Materials (Amerikan Test Malzemeleri Birliği)
: Boeing Aerospace (Boeing Havacõlõk)
: Borescope Inspection Borescope (Delik Gözlem Aygõtõ) İle Kontrol
: Central Air Data Computer (Merkezi Hava Bilgi Bilgisayarõ)
: Counterbore (Havşa)
: Compressor Bleed Pressure (Kompresör Kanatma Basõncõ)
: Compressor Discharge Pressure (Kompresör Çõkõş Basõncõ)
: Cruise İntermediate Cruise (Gezinme-Ara-Gezinme)
: Change In Design (Dizayn Değişikliği)
: Compressor Inlet Pressure (Kompresör Giriş Basõncõ)
51
Sürüm 1.0 (04.06.2004)
KISALTMA
CIT
CREEP
CSFDR
CTOL
AÇIKLAMA
: Compressor Inlet Temperature (Kompresör Giriş Sõcaklõğõ)
: Sürünme
: Crash Survivable Data Recorder (Kazaya Dayanõklõ Bilgi Kaydedici)
: Conventional Take-Off And Landing Aircraft (Geleneksel Kalkõş Ve İniş
Yapan Uçak )
CV
: Carrier Based Variant (Taşõma Esaslõ Değişken)
ÇP
: Çevre Prosedürü
ÇT
: Çevre Talimatlarõ
DAMAHA
: Dahili Madde Hasarõ
DEC
: Digital Electronic Control (Dijital Elektronik Kontrol)
DECU
: Digital Engine Control Unit ( Dijital Motor Kontrol Ünitesi)
DİK
: Düzeltici İşlem Kurulu
EB-WELDING : Electro Beam Welding (Elektron Işõn Kaynağõ)
EC
: Eddy Current (Eddy Akõmõ)
ECG
: Electro Chemical Grinding (Elektro Kimyasal Taşlama)
ECP
: Engineering Change Proposal (Mühendislik Değişiklik Teklifi)
ECU
: Engine Control Unit (Motor Kontrol Ünitesi)
EDM
: Electric Discharge Machining (Erozyon Tezgahõ)
EFH
: Engine Flight Hour (Motor Uçuş Saati)
EGT
: Exhaust Gas Temperature (Eksoz Gaz Sõcaklõğõ)
EMS
: Engine Monitoring System (Motor İzleme Sistemi)
EMSC
: Engine Monitoring System Computer (Motor İzleme Sistemi Bilgisayarõ)
EMSP
: Engine Monitoring System Processor (Motor İzleme Sistemi İşlemcisi)
ENSIP
: Engine Structural Integrity Program (Motor Yapõsal Bütünlük Programõ)
EOT
: Engine Operating Time (Motor Çalõşma Zamanõ)
EOTS
: Electro-Optical Targeting System (Eelektro-Optik Hedefleme Sistemi)
EPLA
: Engine Power Lever Angle (Motor Gaz Kolu Açõsõ)
F135
: JSF Engine Developed By Pratt And Whitney, Based On F119 Core
(Pratt And Whitney Tarafõndan Geliştirilen JSF Motoru)
F136
: JSF Engine Developed By The GE And Rolls Royce (FET) Fighter Engine
Team (GE And Rolls Royce Tarafõndan Geliştirilen JSF Motoru)
FATIGUE
: Yorulma
FED-STD
: Federal Standards (Amerikan Standardõ)
FETT
: First Engine To Test (Test Yapõlan İlk Motor)
FI
: Flight Idle (Uçuş Rölantisi)
FIC
: Fluoride Ion Cleaning (Flor İyonu İle Temizleme)
FJCA
: Future Joint Combat Aircraft (Gelecek Müşterek Savaş Uçağõ)
FOD
: Foreign Object Damage (Yabancõ Madde Hasarõ)
52
Sürüm 1.0 (04.06.2004)
KISALTMA
FPI
FTC
FYÇU
FYGS
GD ATP
GG
GTC
HCF
HGI
HMU
HPC
HPT
I
ICP
ID
IFE
IFSD
IGV
İKD
ILS
IPO
IRST
JAST
JFS
JPO
JSF
KÇT
KKP
L/E
LCF
LGI
LMA
LMMFC
LPT
MCD
MDT
AÇIKLAMA
: Fluoresant Penetrant Control (Floresant Penetrant Kontrolü)
: Full Thermal Cycle ( Tam Isõl Çevrim)
: Fabrika Yönetimi Çalõşma Usulleri
: Fabrika Yönetimi Geliştirme Sistemi
: General Dynamics Armament And Technical Products
(General Dynamics Teçhizat Ve Teknik Ürünleri)
: Gas Generator (Gaz Jeneratörü)
: Gas Turbine Compresor (Gaz Türbin Kompresör)
: High Cycle Fatigue (Yüksek Çevrimli Yorulma)
: High Ground Idle (Yüksek Yer Rölantisi)
: Hidromechanical Unit (Hidromekanik Ünite)
: High Pressure Compressor (Yüksek Basõnç Kompresörü)
: High Pressure Turbine (Yüksek Basõnç Türbini)
: Idle (Rölanti)
: Industrial Cooperation Participant - (Endüstriyel İş Birliği Katõlõmcõsõ)
: Inside Diameter (İç Çap)
: In-Flight Emergency (Uçuş Esnasõndaki Acil Durum)
: In-Flight Shutdown (Uçuş Esnasõnda Motorun Susmasõ)
: Inlet Guide Vane (Giriş Yönlendirme Kanatçõğõ)
: İş Kontrol Dokümanõ
: Integrated Logistics Support (Birleşik Lojistik Desteği)
: Integrated Product Ownership (Birleşik Ürün Mülkiyeti)
: Infrared Search And Track (Kõzõlötesi Araştõrma Ve İzleme)
: Joint Advanced Strike Technology (Birleşik Gelişmiş Vuruş Teknolojisi)
: Jet Fuel Starter (Jet Yakõt Çalõştõrõcõsõ)
: Joint Strike Fighter Program Office(Birleşik Savaş Uçağõ Programõ Bürosu)
: Joint Strike Fighter (Birleşik Savaş Uçağõ)
: Kalite Çalõşma Talimatlarõ
: Kaynak Kullanõm Planõ
: Leading Edge (Hücum Kenarõ)
: Low Cycle Fatigue (Düşük Çevrimli Yorulma)
: Low Ground Idle (Düşük Yer Rölantisi)
: Lockheed Martin Aeronautics (Lockheed Martin Havacõlõk)
: Lockheed Martin Missile & Fire Control (Lockheed Martin Roket Ve Yangõn
Kontrol)
: Low Pressure Turbine (Düşük Basõnç Türbini)
: Master Chip Detector (Ana Talaş Tespit Edicisi)
: Mühendislik Değişlik Teklifi
53
Sürüm 1.0 (04.06.2004)
KISALTMA
MEC
MFC
MFD
MFL
MFR
MIK
MIL
MIG
MIL-HDBK
MIL-PRF
MIL-STD
MN
MPI
MS
MSDS
NDI
NGES
NGESS
NPI
NRIFSD
NSN
OAT
OBOGS
OD
OSG
P/N
PCT
PFL
PGB
PİF
PLA
PO
PR
PRI
AÇIKLAMA
: Main Engine Control (Ana Motor Kontrol)
: Maõn Fuel Control (Ana Yakõt Kontrol)
: Multi Function Display (Çok Fonksiyonlu Gösterge)
: Maintenance Fault List (Bakõm Hata Listesi)
: Manifacturer (Üretici Firma)
: Malzeme İnceleme Kurulu
: Military (Tam Gaz/Motor Devri) veya Askeri (Yayõn/Malzeme)
: Metal Inert Gas (Metal Inert Gaz)
: Military Handbooks (Askeri El Kitaplarõ)
: Performance Specifications (Performans Özellikleri)
: Military Standards (Askeri Standartlar)
: Mach Number (Mach Sayõsõ)
: Magnetic Particle Inspection (Manyetik Parçacõk Kontrolü)
: Military Standard (Askeri Standart)
: Material Safety Data Sheet (Malzeme Emniyet Bilgi Dokümanõ)
: Non Destructive Inspection (Tahribatsõz Kontrol)
: Northrop Grumman Electronic Systems (Northrop Grumman Elektronik
Sistemleri)
: Northrop Grumman Electronic Sensors And Systems
(Northrop Grumman Elektronik Hissedici Ve Sistemleri)
: Nozzle Position Indicator (Nozul Pozisyon Göstergesi)
: Non Recoverable In-Flight Engine Shutdown (Uçuşta Telafi Edilemez Motor
Durmasõ)
: National Stok Number (Ulusal Stok Numarasõ)
: Outside Air Temperature (Dõş Hava Sõcaklõğõ)
: Onboard Oxygen-Generating System (Gövde Oksijen Üretme Sistemi)
: Outside Diameter (Dõş Çap)
: Overspeed Governor (Aşõrõ Hõz Yöneticisi)
: Part Number (Parça Numarasõ)
: Percent (Yüzde)
: Pilot Fault List (Pilot Hata Listesi)
: Propeller Gear Box (Pervane Dişli Kutusu)
: Paket İşlem Formatõ
: Power Lever Angle (Gaz Kolu Açõsõ)
: Purchase Order (Sipariş Emri)
: Prelimanry Review (Ön İnceleme)
: Primary Control Mode (Birincil Kontrol Modu)
54
Sürüm 1.0 (04.06.2004)
KISALTMA
PT
PTO
QEC
RPM
SCP
SÇU
SDD
SEC
SEM
SFC
SPEC
SSDP
STOVL
T.C.T.O
T.O.
T/E
T/O
TAA
TACH
TEMP
TGT
TIG
TIR
UK RAF
UK RN
UNC
UNEF
USAF
USMC
USN
VEN
VSV
YAMAHA
AÇIKLAMA
: Power Turbine (Güç Türbini)
: Power Take-Off (Güç Kalkõş)
: Quõck Engine Change (Hõzlõ Motor Sökümü)
: Revolutions Per Minute (Dakikadaki Devir Sayõsõ)
: Security Cooperation Participant (Emniyetli Çalõşma Katõlõmcõsõ)
: Standart Çalõşma Usulleri
: System Development And Demonstration (Sistem Geliştirme Ve Sergileme)
: Secondary Engine Control (İkincil Motor Kontrolü)
: Scanning Electron Microscope (Taramalõ Elektron Mikroskobu)
: Specõfõc Fuel Consumptõon (Özgül Yakõt Tüketimi)
: Specificatõon (Şartname)
: System Development And Demonstration Phase (Sistem Geliştirme Ve
Sergileme Fazõ)
: Short Take Off And Vertical Landing Aircraft (Kõsa Mesafeli Kalkõş Ve
Dikey İniş Uçağõ)
: Time Compliance Technical Order (Zamana Bağlõ Teknik Emir)
: Technical Order (Teknik Emir)
: Trailing Edge (Firar Kenarõ)
: Take Off (Kalkõş)
: Technical Assistance Agreement (Teknik Destek Anlaşmasõ)
: Tachometer (Hõz Ölçer)
: Temprature (Sõcaklõk)
: Turbine Gas Temperature (Türbin Gaz Sõcaklõğõ)
: Tungsten Inert Gas (Tungsten Inert Gaz)
: Total Indicator Readõng (Toplam Komparatör Saati Okumasõ)
: United Kingdom Royal Air Force (Birleşik Krallõk Kraliyet Hava Kuvvetleri)
: United Kingdom Royal Navy (Birleşik Krallõk Kraliyet Deniz Kuvvetleri)
: Unõfõed Coarse Thread (Birleşmiş Kalõn Diş)
: Unõfõed Extra Fine Thread (Birleşmiş Ekstra İnce Diş)
: United States Air Force (Birleşik Devletler Hava Kuvvetleri
: United States Marine Corps (Birleşik Devletler Deniz Şirketi)
: United States Navy (Birleşik Devletler Deniz Kuvvetleri)
: Variable Exhaust Nozzle (Değişken Eksoz Nozul)
: Variable Stator Vane (Değişken Sabit Kanatçõk)
: Yabancõ Madde Hasarõ
55
Sürüm 1.0 (04.06.2004)
GELİŞTİRME ÖNERİ SAYFASI
(Kitapçõğõ teslim etmeden önce doldurunuz.)
56
Sürüm 1.0 (04.06.2004)