Metallere Plastik Şekil Verme
Ekstrüzyon (Extrusion)
Ekstrüzyon
Tanım: silindirik bir metal blokun (takoz), bir kovan (alıcı) içine yerleştirilerek
ıstampa vasıtasıyla uygulanan basma kuvveti etkisiyle, matris deliğinden
geçirilmesine ekstrüzyon denir.
Genel anoloji dış macunun sıkılmasına
benzetilmektedir.
Ekstrüzyon ile çubuk, boru,
şerit gibi uzun ürünler elde edilir.
Alıcıya beslenen malzeme
(takoz) döküm veya hadde
ürünü olabilir.
Çoğu metal ekstrüzyonda
yüksek kuvvet gereksiniminden
dolayı sıcak ekstrüde edilir
Ekstrüzyon
Çoğu metal ekstrüzyonda yüksek kuvvet gereksiniminden dolayı sıcak ekstrüde edilir.
İngot dökümden gelen boşluk gibi hataların çatlak oluşturma potansiyeli vardır. Kütük/alıcı
arasındaki yüksek basma gerilmeleri malzemenin çatlak oluşumunu düşürmede etkindir.
Bu yüksek-sıcaklık malzemeleri, Ni-Tabanlı alaşımlar, paslanmaz çelik gibi şekillendirilmesi
zor olan metallerin şekillendirilmesine yardımcı olur.
Dövmeye benzer şekilde sıcak ekstrüzyonda daha düşük ıstampa kuvvetleri ve daha ince
taneli yapı mümkündür.
Daha iyi son yüzey ve daha yüksek mukavemet soğuk ekstrüzyonla sağlanır.
Ekstrüzyon prosesinin sınıflandırılması
Yönüne Göre
Direk Ekstrüzyon
Endirek Ekstrüzyon
Uygulama
Sıcaklığına Göre
Soğuk Ekstrüzyon
Sıcak Ekstrüzyon
Ekipmana Göre
Yatay Ekstrüzyon
Dikey Ekstrüzyon
Ekstrüzyon
Ekstrüzyon yöntemleri temel olarak 2’ye ayrılır:
1) Direk Ekstrüzyon
2) Endirek Ekstrüzyon
Ürün
Istampayı
korumak
amacıyla takozıstampa
arasına levha
konur.
Istampa
Istampa
Ürün
Istampa
Direk Ekstrüzyonda;
matris deliğinden geçen ürün ile
ıstampanın hareket yönü aynıdır.
İşlem sonunda bir miktar takoz
malzemesi alıcı içinde kalır.
Alıcı içinde kalan takoz miktarı
%18-20 dir.
Endirek Ekstrüzyonda;
Istampanın için deliktir ve matris
görevi görür.
matris deliğinden geçen ürün ile
ıstampanın hareket yönü terstir.
Alıcı içinde kalan takoz miktarı
%5-6 dır.
Ekstrüzyon
Ürün
Istampa
Istampa
Ürün
Endirek Ekstrüzyonda;
Uygulanan kuvvet direk
ekstrüzyona göre %25-30 daha
düşüktür. Direk ekstrüzyonda takoz
alıcıya göre hareket ettiği için ikisi
arasında bir sürtünme vardır.
Endirekt ekstrüzyonda ise
takoz/alıcı arayüzeyinde malzeme
hareketi yoktur dolayısıyla
sürtünme yoktur.
Istampa
Alıcı/ıstampa arasındaki sürtünmenin yok
edildiği diğer yöntem ise Hidrostatik
Ekstrüzyondur. Istampanın basıncı alıcı içine
doldurulmuş akışkan ile aktarılır. Dolayısıyla
bu akışkan alıcı/ıstampa arasında sürtünmeyi
ortadan kaldırır.
Akışkan
Ekstrüzyon
Ekstrüzyon;
Sıcak ya da soğuk olarak uygulanabilen bir yöntemdir. Sıcak
ekstrüzyonda takoz alıcı içine konmadan önce istenen
sıcaklığa kadar ısıtılır. Düşük ekstrüzyon hızlarında alıcıların
da ısıtılması gerekir.
Sürekli bir proses değildir (takozun hacmi ile sınırlıdır)
Büyük takozlarla çok uzun ürünler elde edilebilir.
Eşeksenli takozlar kullanarak ekstrüzyon ile metal kaplama
yapılabilir(bakır üstüne gümüş). Bu işlemin yapılabilmesi için
her iki metalin birbirine yakın olması gerekir.
Ekstrüzyon elektrik
koblolarına kurşun
giydirme içinde kullanılır.
Ekstrüzyon Basıncı
Ekstrüzyon Oranı ve α açısı
ekstrüzyon işleminin
geometrik değişkenleridir.
ya da
Ekstrüzyon Oranı;
Şekil faktörü; çevre
uzunluğunun kesite
oranı.
Ekstrüzyon
işleminin
güçlüğünü
tanımlamada
kullanılır.
Şekil faktörü
maksimum
Takoz uzunluğu
Ürün uzunluğu
Ekstrüzyon
ürününün şeklini
tanımlayan bir
parametre de
ürün kesitini
çevreleyen
dairenin çapıdır.
Ekstrüzyon Basıncı
Ekstrüzyon basıncını etkileyen faktörler;
Takozla alıcı/matris arasındaki sürtünme
Ekstrüzyon oranı
Ekstrüzyon hızı
Ekstrüzyon sıcaklığı
Matris geometrisi
Takoz uzunluğu
Takım sıcaklığı
Alaşımın kimyasal kompozisyonu
Kalıp köşelerinde bir miktar malzeme
hareketsiz kalır, bu hareket kalan bölgeye “ölü
bölge” denir. Ölü bölgenin matrisle yaptığı açı
45 ° alınabilir.
Ekstrüzyon Basıncı
Yandaki grafikten de görüleceği gibi ekstrüzyon hızı
arttıkça ekstrüzyon basıncı yükselir ve bu etki özellikle
yüksek sıcaklıklarda daha belirgin olmaktadır.
Hız artıkça birim zamanda yapılan iş artacağından
yüksek hızlarda malzeme sıcaklığı yükselir ve ergime
başlayabilir. Ayrıca sıcak kırılganlığa bağlı olarak
malzemenin yüzeyinde yüzey çatlakları oluşabilir.
Hız ya da sıcaklık düşürülerek çözülebilir.
Ekstrüzyon Basıncı
Sürtünmenin ya da herhangi bir kaybın olmadığı
ideal birim hacim şekil değişimi yalnız ekstrüzyon
oranına bağlı olup matris giriş açısından bağımsızdır.
Matris giriş açısı azaldıkça takozla matris arasındaki
temas yüzeyi büyüdüğü için sürtünme işi de artar.
Uniform olmayan şekil değişiminden doğan iç şekil
değiştirme işi matris giriş açısı ile birlikte artar.
Artan matris giriş açısı ile uniform olmayan şekil değişimi
Soğuk Ekstrüzyon
Soğuk ekstrüzyon oda sıcaklığında ya da biraz daha yüksek sıcaklıkta yapılan
bir prosestir.
Örnekler;
kurşun, kalay, aluminyum
alaşımları,
bakır,
titanyum,
molibden,
vanadyum, çelik ekstrüde edilebilir. Soğuk
ekstrüde edilmiş parça örnekleri el ile
bükülebilir
tüpler,
aluminyum
kutular,
silindirler, dişliler.
Avantajları;
Oksidasyon oluşmuyor.
Eğer yeniden kristallenme sıcaklığının
üstünde bir sıcaklık oluşmuyorsa şiddetli
soğuk deformasyondan dolayı yüksek
mekanik özellikler.
Özel lubrikant kullanımıyla daha yüksek
yüzey kalitesi
Soğuk Ekstrüzyon
Soğuk deformasyon
ile mukavemet
artışı, sıcak
deformasyon ile
elde edilen ince
taneli yapıdaki
mukavet artışından
daha büyüktür.
Sıcak Ekstrüzyon
Sıcak ekstrüzyon yaklaşık olarak metalin ergime noktasının %50-75 kadarında
oldukça yüksek sıcaklıkta yapılmaktadır. Kullanılan basınçlar ise 35-700 Mpa
aralığında değişebilmektedir.
Ekstrüzyon prosesinde çoğunlukla kullanılan proses sıcak direk ekstrüzyondur.
Ekstrüzyonun kesit yüzeyinin şekli matrisin şekli tarafından verilmektedir.
Yüksek sıcaklık ve yüksek basınçlardan dolayı takım tezgahının diğer parçaları
gibi bu etkilerin matris ömrü üzerine yıkıcı etkileri vardır dolayısıyla iyi bir
yağlama işlemi gereklidir.
Düşük sıcaklıklarda yağ ve grafit kullanılırken, yüksek sıcaklıklarada cam tozları
kullanılmaktadır.
Sıcak Ekstrüzyon
Takozun alıcıya tamamen doldurulması için ıstampa tarafından sıkıştırılması basıncı hızla
artırıyor. Basınç mak. değeri alınca malzeme akmaya başlıyor.
Direk ekstrüzyonda takozun boyu azaldıkça sürtünme kuvvetinin azalmasıyla basınç düşüyor.
Endirek ekstrüzyonda malzemenin matriste akmasını sağlayacak değere ulaştıktan sonra sabit
kalıyor.
Takoz boyu küçüldükçe direk ekstrüzyon basıncı endirek ekstrüzyon basıncına yaklaşıyor.
Takozdaki arta kalan kısım matrise sokulmaya çalışıldığı için tekrar basınç artıyor.
Endirek ekstrüzyonda içi boş ıstampa kullanıldığı için ekstrüzyonun boyutu ve ekstrüzyon
basıncı sınırlıdır.
Ekstrüzyon için gerekli kuvvetleri etkileyen temel değişkenledir;
1) Ekstrüzyon tipi(direk/endirek)
2) Ekstrüzyon oranı
3) Proses sıcaklığı
4) Deformasyon
5) Alıcı duvarı ve matrisdeki sürtünme şartları
Sıcak Ekstrüzyon
Sıcaklığın sıcak ekstrüzyon üzerine etkileri;
Ekstrüzyon sıcaklığını arttırmak akma gerilmesi ve deformasyon direncini düşürür
Uygun plastisite özelliği sağlayan mimimum sıcaklık kullanılır.
En yüksek proses sıcaklığı sıcak kırılganlık yada ergime noktası altında olmalı
Ekstrüzyon takımı ve takozun oksidasyonu
Takım ve matrisin yumaşaması
Uygun lubrikant sağlamak zordur
Metal işlemede iş parçasının sıcaklığının bağlı olduğu etkiler;
Malzeme ve takımların başlangıç sıcaklığı
Plastik deformasyondan kaynaklanan ısı oluşumu
Matris/malzeme (en yüksek) ve alıcı/malzeme arayüzeyindeki sürtünme
kaynaklı ısı oluşumu
Deformasyon ile oluşan ısının iletimi
Not: Ekstrüzyondaki çalışma sıcaklığı dövme ve haddelemedekinden yüksektir çünkü iç çatlak
oluşumunu mimimize eden daha yüksek basma gerilmeleri hasar riskini düşürür.
Sıcak Ekstrüzyon
Ekstrüzyon oranı, sıcaklık ve basınç arasındaki ilşkiler;
Herhangi bir veri ekstrüzyon basıncı için, ekstrüzyon sıcaklığının artışıyla
ekstrüzyon oranı (R) artıyor.
Herhangi bir veri ekstrüzyon sıcaklığı için, daha büyük ekstrüzyon oranı (R) daha
yüksek ekstrüzyon basıncıyla elde edilebilir.
Ekstrüzyon Sıcaklığı
Ekstrüzyon Basıncı
Ekstrüzyon Oranı (R)
Ekstrüzyon hızı ve ısının dağılımı arasındaki ilşkiler;
Ekstrüzyon Hızı
Isının Dağılımı
Ekstrüzyonda deformasyon,yağlama ve hatalar
a) İyi yağlanmış kütük ve düşük
alıcı sürtünmesi; yaklaşık
homojen deformasyon.
b) Alıcı
duvarında
yüksek
sürtünme;
küçük
deformasyon sebepli alıcı
köşelerinde hareketsiz bölge
oluşumu. Merkezde temel
olarak sadece boyuna uzama
ve kütük duvarları boyunca
kapsamlı kayma ve ağsı yapı
oluşumu.
c)
Alıcı/kütük arayüzeyinde çok yüksek sürtünme; soğuk alıcı duvarından
dolayı metal akışı merkeze doğru yoğunlaşıyor ve iç kayma düzlemleri
gelişiyor. Aşırı sürtünmede metal kayma bölgesi içerde bölünüyor. Alıcıda
ince bir metal yüzeyi oluşuyor.
d) İndirek ekstrüzyonda iyi yağlanmış kütük ve düşük alıcı sürtünmesi
Boru Ekstrüzyonu
Direk Boru Ekstrüzyonu;
Dikişsiz boruların ekstrüzyon ile üretiminde kullanılan takozlar direk ekstrüzyonda dolu
veya delikli takozlardan, endirek ekstrüzyonda ise yalnız delikli takozlardan üretilir.
Klavuz takoz deliğini, ıstampa
takoza temas etmeden boydan boya
geçer. Istampanın itilmesiyle takoz
kılavuz ile matris arasından geçerek
boru kesitini oluşturur.
Boru Ekstrüzyonu
Direk Boru Ekstrüzyonu;
Dikişsiz boruların direk ekstrüzyon ile deliksiz takozlardan üretimi.
Takozlar döküm ile ortası delik
elde edilebilir. Ancak
ekstrüzyondan önce ısıtma
işleminde delik yüzeyinde
oksitlenmeler olabilir. Bu oksitler
hem kılavuzun aşınmasına hem
de boruda kusurların oluşmasına
neden olabiliyor.
Direk ekstrüzyonda en uygun
yöntem dolu takoz kullanılması
ve ekstrüzyon sırasında
delinmesidir.
Boru Ekstrüzyonu
Endirek Boru Ekstrüzyonu;
İçi boş takozdan endirek
ekstrüzyon ile boru üretimi
Ekseni etrafında birbirine göre
ters dönen makaraların
uyguladığı dikey kuvvet
malzemenin boyuna uzamasına
neden olarak kesitin inceltilmesi
sağlanır.
Matrisler
Matris tasarımı ekstrüzyon
prosesinin veriminin kalbidir.
Yüksek gerilmelere, termal
şoklara,oksidasyona
dayanım
Matrisin giriş kenarları yuvarlatılmalıdır. Yuvarlatma
nisbeten zor şekillendirilen metallerin ekstrüzyonunda
yüzey çatlaklarının oluşumunu engeller.
(Al ve alaşımlarının ekstrüzyonu düz yüzeyli matrislerde
yapılır.
Yatak uzunluğu büyük çaplı ve ekstrüzyonu kolay
malzemeler için uzun alınabilir. Ancak Al ve alaşımlarının
matris yüzeyine yapışma eğilimleri nedeniyle kısa alınır.
Matrislerin tasarımı: Kesitler
simetrik olmalı, keskin
köşeler ve ani kesit
değişimleri bulunmamalı.
Konik ve Kademeli Ekstrüzyon
Küçük
kesitten
büyük
kesite
geçiş
Talaşlı imalat yöntemiyle ya
da herhangi bir birleştirme
yöntemiyle üretilebilir ancak
ekstrüzyon ile daha iyi
mekanik özellikler elde edilir.
Malzeme Akışı
Ekstrüzyonda malzeme akışı matris şekline,
yağlamaya, ekstrüzyon tipine, ekstrüzyon oranına ve
takoz malzemesine bağlıdır.
Daha yüksek
sürtünme(matris/takoz
teması, temas nedenli yüksek
soğuma hızı, soğuma nedenli
akam noktası yükselmesi)
Iç kısım dış kısma kıyasla
daha kolay hareket eder.
Düşey çizgilerde
distorsiyon
Köşelerde malzeme hareketsizdir ve giriş
açısının 90̊ olmasına yol açar.
Ekstrüzyon Pressleri
Düşey Preslerde ıstampa ve takım eksenlerinin daha
kolay düzenlenmektedir.
Yatay Pres
Düşey Pres
Genellikle yatay presler kullanılır. Ince cidarlı boruların daha hassas şekilde
üretimini sağlamak amacıyla ise düşey tipte ekstrüzyon pressleri
kullanılmaktadır. Düşey presler için tavan yüksekliği diğerine göre daha yüksek
olmalı ve ürünün makinadan alınabilmesini sağlamak amacıyla zeminde bir
çukur bulunmalıdır.
Ekstrüzyon Kusurları
1)Heterojen Deformasyon:
Takoz/alıcı arasındaki yüksek sürtünme ve takozun dış kısmının hızlı soğuması yüzey
kısmındaki malzemenin akışını güçleştirir ve iç kısma kıyasla daha yavaş akar.
Direk ekstrüzyonda takozun 2/3’ü ekstrüde edildikten sonra dış kısım merkeze doğru hareket
ederek çubuğun orta kısmını oluşturur. Dış yüzeyde oksit tabakası varsa oksitler çubuğun
orta kesitinde birikirler.
Çözüm1: takozun 1/3 ü kalınca oksitin içeri girmesini engellemek için ekstrüzyonu durdurmak
ancak malzeme kaybı nedeniyle ekonomik değildir.
Çözüm2: Ön lavhanın çapı takozdan küçük tutularak oksit tabakası sıyrılıp alınır.
Çözüm3: Sürtünme ve sıcaklık gradyanları düşürülerek homojen deformasyon sağlamak.
Not:Yağlayıcıların tabaka şeklinde malzeme içine girmesi de hataya neden olabilir.
Ekstrüzyon Kusurları
2)Yüzey Çatlakları:
Ekstrüzyon sıcaklığı, ekstrüzyon hızı ve sürtünme çok yüksek olduğunda yüzey
sıcaklığı önemli oranda artar ve yüzey çatlakları oluşur.
Yüksek sıcaklıkta, sıcak kırılganlık nedenli taneler arası çatlaklar oluşur.(genellikle
Al,Mg,Zn alaşımlarında)Kusurun giderilmesi için sıcaklık ve hız düşürülmelidir.
Düşük sıcaklıkta, takoz matrise yatak uzunluğu boyunca periyodik olarak yapışır.
Yapışma nedeniyle ekstrüzyon basıncı hızla artar, hareket sağlanır ve tekrar
basınç düşer. Bu tekrarlı yüklenmeler taneler arası çatlaklara neden olur. Etkin
yağlamayla önlenebilir.
Ekstrüzyon Kusurları
3)Chevron Çatlakları:
h/L oranı büyüdükçe şekil değişimi giderek homojenliğini kaybeder. Ekstrüzyon
oranı küçüldükçe ve giriş açısı büyüdükçe h/L oranı büyür. Bu oranın büyümesi
matris bölgesinde ikincil çekme gerilmelerinin oluşmasına yol açarak ok şeklinde
çatlaklara sebep olur.
Bu çatlaklar kalıntı ve boşluk içeren takozlarda daha kolay oluşur.
Chevron çatlaklarına eğilim iki plastik bölgenin birleşmemesinden kaynaklanıyor.
Plastik bölge matris açısının düşürülmesiyle ve kesit düşürmenin arttırılmasıyla
genişletilebiliyor.
Ekstrüzyon Kusurları
4)Mikroyapıdaki değişiklikler:
Uniform olmayan şekil değişiminden dolayı farklı sacaklık gradyenleri
malzemenin enine ve boyuna kesitlerinde farklı tane boyutu oluşumuna neden
olabilir. Sürtünme kuvvetlerinden dolayı oluşan yüksek sıcaklık ya da prosesin
yüksek sıcaklıkta yapılması tane büyümesine neden olabilir.
Tane büyümesi
Soğuk Ekstrüzyon
Soğuk ekstrüzyon direk ve endirek olarak yapılabildiği gibi aynı anda hem
direk hem de endirek yapılabilir.
Soğuk Ekstrüzyon
Soğuk ekstrüzyonda takımların maruz kaldığı gerilmeler çok yüksek
olduğundan takım tasarımı ve malzemesi çok önemlidir.
Yağlama prosesi çok önemlidir. Yüksek basınç ve sıcaklıklarda yağlayıcı
film bozulmamalıdır. Yağlayıcı olarak çinko stearat (çinko sabun da denir,
yağ asiti tuzudur) kaplama yapılır.
Yeniden kristallenmeye neden olacak derecede
yüksek sıcaklık oluşumu soğuk ekstrüzyonun etkilerini
(mekanik özellikler) yok eder.
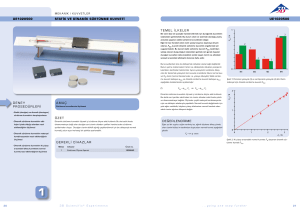
Darbeli Ekstrüzyon
Et kalınlığı çapına kıyasla küçük
tüp şeklinde parçalar üretilir.
Genellikle soğuk yapılan bir plastik
şekillendirme yöntemi olmasına
rağmen yüksek şekil değiştirme
hızları nedeniyle önemli oranda
sıcaklık yükselmesi olmaktadır.
Kurşun, kalay, aluminyum, bakır
gibi yumuşak metaller şekillendirilir.
Darbeli ekstrüzyonla üretimin en
tipik örneği diş macunu tüpü
üretimidir.
Küçük
nesneler,
yumuşak
metaller,
yüksek üretim hızı, iyi
tolerans
Hidrostatik Ekstrüzyon
Direk ekstrüzyona benzeyen, ekstrüzyon basıncının takozu çevreleyen bir akışkan
vasıtasıyla uygulandığı ve yine bu akışkan sayesinde takoz/alıcı arayüzeyinde sürtünmenin
yok edildiği bir yöntemdir. Dolayısıyla basınç ile ıstampa yerdeğiştirmesi birbirine
paraleldir.
Bu yöntem ile titanyum alaşımları, çeşitli refrakter malzemeler, yüksek dayanımlı çelikler
gibi ekstrüzyon yöntemiyle şekillendirilmesi zor malzemeler işlenebilir çünkü hidrostatik
gerilme halinin sünekliği artırmasıdır. Istampa itildiğinde takozun hızı ıstampanın hızına
eşit değil ancak hidrostatik ortamın hacminin yerdeğiştirmesiyle orantısaldır.
Bu yöntem ile çok yüksek ekstrüzyon oranları elde
edilmiştir.
Bu üstünlüklerine rağmen takımların karmaşıklığı ve üretim
hızının düşük olması endüstriyel olarak sınırlı kullanılmasına
neden olmaktadır.
Basınç altındaki sıvıdan dolayı sıcak işlem için uygun değil.
Hidrostatik Ekstrüzyon
Basınç altındaki sıvıda depo edilen enerjinin büyüklüğünden dolayı matristen
çıkışta ekstrüzyonu kontrol etmek problem olabilir.
Bu sorun kütüğe ve ekstrüzyona eksenel kuvvetler uygulanarak çözülüyor.
Sıvı basıncı ekstrüzyon için gerekli değerden düşük tutuluyor ve eksenel
kuvvetler ile dengelenerek ekstrüzyonun hareketi daha iyi kontrol ediliyor.