PASTÖRİZASYON
VE STERİLİZASYON
Time Bacteria (#)
(min)
0
20
40
60
80
100
120
180
240
300
360
420
460
1
2
4
8
16
32
64
512
4096
32768
262144
2000000
16000000
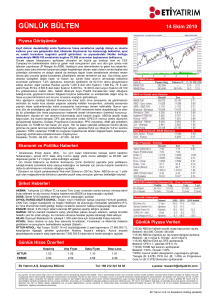
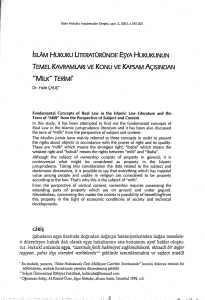
Pasteurization of milk as defined by the US Code of Federal Regulations
Bacteria development by different start
colony count and two different temperatures.
Heating processes
1. direct heating
2. indirect heating with tubes
3. modified pasteur
Filtration processes
4. microfiltration
5. deep-bed filtration
Separation technology
6. bacterica removing separation
Isıl işlemlerin temel ilkeleri
Bir ısıl işlemin etkinliğinin hesaplanabilmesi, ısıl işlem
açısından önemli olan mikroorganizmanın ısısal direnç
özelliklerinin (z- ve F değeri) bilinmesini gerektirir.
Mikroorganizmaların ısı etkisiyle ölümü genellikle birinci
dereceden reaksiyon kinetiğine uyar.
Isının mikroorganizmalara öldürücü etkisinin nedenleri
değişik görüşlerle açıklanmaktadır. En yaygın olan görüşe
göre;
Mikroorganizmaların yapılarında bulunan proteinler ısı etkisi
ile denatüre olmakta ve aynı şekilde yaşamsal önemi olan
enzimler de inaktive olarak mikroorganizmanın ölümü
gerçekleşmektedir.
Hücredeki enzimlerin inaktif hale gelmesini etkileyen
faktörlerin, mikroorganizmaların ısıya karşı direncini
etkileyen faktörlerle benzerlik göstermesi de bu görüşü
desteklemektedir.
D Değeri
Sabit sıcaklıkta ortamda bulunan mikroorganizmaların %
90'ının öldürülmesi için gerekli ısıtma süresi D-değeri
olarak bilinir. Başka bir deyişle;
D-değeri sıcaklığa bağlı bir değer olduğundan hangi
sıcaklığa ait olduğu D harfinin hemen altına yazılan
rakamla belirtilir. Örneğin D250, D230 veya D245 gibi.
Bir mikroorganizmanın D-değeri ne kadar büyükse o
mikroorganizma, ısıya o kadar dirençli demektir.
Several parameters help us to do thermal calculations
and define the rate of thermal lethality.
The D value is a measure of the heat resistance of a
microorganism.
It is the time in minutes at a given temperature required
to destroy 1 log cycle (90%) of the target microorganism.
(Of course, in an actual process, all others that are less
heat tolerant are destroyed to a greater extent).
For example, a D value at 72°C of 1 minute means that
for each minute of processing at 72°C the bacteria
population of the target microorganism will be reduced
by 90%.
Mikroorganizmaların Ölüm Kinetiği
D değeri: MO'ların ölümü birinci dereceden
kinetiğe göre olmaktadır. Ölüm hızı, başlangıçtaki
MO sayısı veya yoğunluğu ile ilişkilidir.
Bu eşitlikte
k, MO'ların ölüm hız sabitini;
-dN/dt, zamanla MO sayısının azalma hızını;
N, t zaman (mesela sterilizasyon süresi sonunda)
sonra sabit sıcaklıkta (sabit gaz derişiminde veya
gama radyasyon dozunda) yaşayan MO sayısını
veya yükünü göstermektedir.
Bu eşitliklerde No, ürünün sterilizasyon öncesi
MO yükünü (bioburden) göstermektedir.
N ve No değerleri % olarak veya birim hacimdeki
MO sayısı olarak alınabilir
Denklikten de Anlaşılacağı gibi, sterilizasyon
öncesi ürünün MO sayısı ne kadar fazla ise,
bunlardan kurtulmak için o kadar uzun bir zaman
gerekmektedir.
Termal ölüm süresi (TÖS)
Mikroorganizmaların vejetatif hücre ve sporlarını
ısı etkisi ile öldürmek için gerekli süre, sıcaklığın
artmasıyla azalır.
Belli sıcaklıklarda spor sayısını 105 adet/ml'den
100 adet/ml'ye indirgemek için gerekli süreye
(termal ölüm süresi) adı verilmektedirler.
TÖS eğrisinin bir logaritmik (103 den 102 düşmesi
için) çevrimi aşması için gerekli sıcaklık değişimi
z-değeri olarak tanımlanır
The Z value reflects the temperature
dependence of the reaction. It is defined as the
temperature change required to change the D
value by a factor of 10. In the illustration below
the Z value is 10°C.
Reactions that have small Z values are
highly temperature dependent, whereas
those with large Z values require larger
changes in temperature to reduce the
time. A Z value of 10°C is typical for a
spore forming bacterium. Heat induced
chemical changes have much larger Z
values that microorganisms, as shown
below.
Bacteria
Enzymes
Vitamins
Pigments
Z (°C)sıcaklık
5-10
30-40
20-25
40-70
D 121 (min)süre
1-5
1-5
150-200
15-50
F-değeri:
F-değeri, belli bir mikroorganizmanın spor veya
vejetatif hücrelerini öldürülebilmesi için ısının belli
bir referans sıcaklıktaki dakika cinsinden
eşdeğeridir.
F-değeri, söz konusu sıcaklıkta mkz’nın tümden
imha edilmesi için gerekli süredir. Bununla
birlikte ölüm logaritmik olarak geliştiğinden,
tümden imhaya ulaşmak teorik olarak
olanaksızdır. Bu yüzden belli sıcaklıkta verilmiş
F-değerini, o sıcaklıkta ancak belli sayıda
mikroorganizmaların ısıya dirençleri Termal Ölüm
Süresi -TÖS (Thermal Death Time-TDT) olarak
bilinmektedir.
The extent of the pasteurization
treatment required is determined by the
heat resistance of the most heatresistant enzyme or microorganism in
the food.
For
example,
milk
pasteurization
historically was based on Mycobacterium
tuberculosis and Coxiella burnetti, but
with the recognition of each new
pathogen, the required time temperature
relationships are continuously being
examined.
Milk Pasteurization
Minimum pasteurization processes are based on
the occurrence of several microbial pathogens in
milk.
These pathogens include
Brucella abortis,
Myobacterium tuberculosis, and
Coxiella burnetti.
The impact of these pathogens on human health is
recognized in the form of tuberculosis and q fever.
The minimum pasteurization process has been
established as 63 C for 30 minutes. This process
is based on D 63 = 2.5 minutes and a Z of 4.1 C.
Purpose of Pasteurization Processing
Pasteurization is a mild thermal process
applied to a liquid food to increase the
product shelf life during refrigeration and to
destroy vegetative pathogens (brucellosis
and tuberculosis), Salmonella and Listeria.
In fruit juice ,to inactivate enzymes
PASTÖRİZASYON YÖNTEMLERİ
LTLT Düşük Sıcaklıkta Uzun Süre
HTST Yüksek Sıcaklıkta Kısa Süre
62-65 oC de 30 dakika
71-74 oC de 40-45 saniye
Ultra Pastörizasyon Çok yüksek sıcaklıkta
- 85-90 oC de
27
Isı değiştiriciler
1.Plakalı ısı değiştiriciler
2.Borulu ısı değiştiriciler
Gövde borulu ısı değiştiriciler
Çift borulu ısı değiştiriciler
3. Spiral ısı değiştiriciler
4. Roswell ısı değiştiriciler
5. Sıyırıcılı ısı değiştiriciler
Isıl işlem normunu etkileyen faktörler
1.Uygulanan sıcaklık derecesi ve süresi
2.Sütün mkz sayısı ve türü
3.Sütün asitliği
4.Isıl işlemin sütün bileşenleri üzerine
etkisi
5.Isıtıcı sistemde ısı değiştirme ve süt akış
hızı
Isı transfer hızı
Katmanların ısıl iletkenlik katsayılarına
Sıvı ortamların sıcaklık farklarına
Ara katman kalınlığına
Sıvı akış şekli ve hızına
Sistemde bulunan sıvıların özgül ısı
değerlerine
KULLANILAN ISI DEĞİŞTİRİCİLER
1- Plakalı ısı değişirciler
2- Borulu ısı değiştiriciler
34
LTLT Yöntemi
İki şekilde yapılabilir;
-
1.Çiğ süt tank içine konularak ısıl işlem
uygulanır
-
2.Süt ambalajlandıktan sonra ısıl işleme tabi
tutulur
Bu nedenle tankta pastörizasyon veya paketli
sütlerin pastörizasyonu şeklinde de
adlandırılır
35
1. Sütün tankta LTLT yöntemi ile past.
2.Ambalajlanmış sütün LTLT past.
Su banyosunda
Plastik torbalarda
Şişede
Buhar dolaplarında
Orta ve düşük ölçekli işletmelerde uygulanır
Yatırım masrafları düşüktür
ancak;
- İşletme içindeki rutubet ve sıcaklık artar
- Buhar ve su sarfiyatı çok yüksektir
- İşçi sayısı fazla olur
- Isıtma ve soğutma için fazla zamana ihtiyaç
vardır
37
HTST YÖNTEMİ
Plakalı veya borulu ısı değiştiriciler kullanılmaktadır.
Pastörizasyon normu değişmekle birlikte; 71-74 C de
40-45 sn veya 15-20 sn kadar bekletilerek süt
pastörize edilir.
Böylece sütün sürekli bir akışı sağlanır
Kapalı bir sistem olduğu için kontaminasyon riski
yoktur.
Sürekli akış sistemleri saatte 2000 litrenin altında
olması durumunda uygun değildir.
Plakalı ısıtıcılarda pastörizasyon
1. Sıcak su ile ısıtmalı
2. Vakum buhar ısıtmalı
Pastuerizer
1 Balance tank
2 Feed pump
3 Flow controller
4 Regenerative preheating
sections
5 Centrifugal clarifier
6 Heating section
7 Holding tube
8 Booster pump
9 Hot water heating system
10 Regenerative cooling
sections
11 Cooling sections
12 Flow diversion valve
13 Control panel
The booster (destek) pump ensures that the pressure of the pasteurized milk
is always at least 0.5 bars higher than that of the unpasteurized milk.
This ensures that the pasteurized product is never contaminated by
unpasteurized product. You can be sure: only 100% perfectly pasteurized milk
leaves the system.
Flash Pasteurizer
Booster- destek
Divert- yönlendirilmiş
Divert--yönlendirmek
dual stem-çift gövde
Direct pasteurizing system with direct contact flash regenerative system
Direct contact pre-heater flash chamber
Counter-Current Flow
Partition Plates in the Pasteurizer
The Holding Tube
Sütün ara depoya alınmasının amaçları
şunlardır
· Ambalajlama sırasında sürekliliği sağlamak
· Ön işlemlerle ambalajlamanın birbirine bağımlılığını
ortadan kaldırmak
· Ambalajlamadan önce gerekli kalite kontrollerinin
yapılmasına olanak sağlamak
· Yağ oranında herhangi bir sapma olmuşsa veya
herhangi bir nedenle yağ standardizasyonu
yapılmamışsa içme sütünün yağ oranını ayarlamak
Calculation of Holding Cell Dimensions.
Q = flow rate of pasteurization, L/hour
HT = holding time, seconds
L = Length of holding tube, dm
D = iner diameter of holding tube, dm
V = volume of milk, dm or L
p = efficiency factor
Süt ambalajında kullanılan materyaller şu özellikleri
taşımalıdır:
Sütü rutubet, yabancı maddeler ve ışık gibi etkilerden korumalıdır.
Sağlık açısından hiçbir risk taşımamalıdır. Ürünle hiçbir
kimyasal
Tepkimeye girmemeli, zehirli madde içermemeli, yabancı tat ve
kokusu olmamalıdır.
Suda erimemelidir (kağıt esaslı olanlar).
Rahatlıkla ve sonuna kadar boşaltılabilmelidir.
Ürün kaybına izin vermemelidir. Kapaklı olan ambalajların,
kapaklarının yeniden kullanılmayacak şekilde yapılması önemlidir.
Süt kapağının yeniden kullanılması durumunda kontaminasyon
söz konusu olabilmektedir.
Ucuz, kullanılması kolay, tekrar kullanılan malzeme ise kolay
Temizlenecek ve çevreyi kirletmeyecek özellikte olmalıdır.
Ambalaj materyalinin üzerinde gıdanın içeriği, en uygun
kullanım ve saklama koşullarını belirten bir etiket bulunmalıdır.
Cam Materyaller
Pastörize sütlerin ambalajlanmasında
kullanılan cam materyallerin avantajları
şunlardır:
Sütle kimyasal tepkimeye girmez, geçirgen
değildir.
Tüketici, içindeki ürünü görebilmektedir.
20-30 defa kullanılması nedeniyle
ekonomiktir.
Kapak olarak genellikle ince (0,04mm
kalınlığında) alüminyum folyolar
kullanılmaktadır. Bu folyonun üzerine
otomatik olarak sütün üretim ve son
kullanma tarihi yazılabilmektedir.
Plastik Esaslı Şişeler
Genellikle polietilen (PET), polipropilen (PP),
polivinilklorür (PVC), polistrien (PS) gibi plastik
maddelerden yapılmaktadırlar. Bunların avantajları
şunlardır:
· Ambalaj için depozito ödenmez.
· Işığın verdiği zarar tamamen ortadan kalkar.
· Farklı hacimlerde ambalajlama olanağı verir.
· Ambalaj malzemesi için daha az depoya ihtiyaç
vardır.
The figure below illustrates the relative changes in
time temperature profiles for the destruction of
microorganisms. Above and to the right of each
line the microorganisms or quality factors would
be destroyed, whereas below and to the left of
each line, the microorganisms or quality factors
would not be destroyed. Due to the differences in
Z values, it is apparent that at higher
temperatures for shorter times, a region exists
(shaded area) where pathogens can be destroyed
while vitamins can be maintained. The same
holds true for other quality factors such as colour
and flavour components. Thus in milk processing
the higher temperature, shorter time (HTST)
process (72°C/16 sec) is favored compared to a
lower temperature longer time (batch or vat)
process since it results in a slightly lower loss of
vitamins and better sensory quality.
Alkaline phosphatase is a naturally-occurring enzyme in raw milk
which has a similar Z value to heat-resistant pathogens. Since the
direct estimation of pathogen numbers by microbial methods is
expensive and time consuming, a simple test for phosphatase
activity is routinely used. If activity is found, it is assumed that either
the heat treatment was inadequate or that unpasteurized milk has
contaminated the pasteurized product.
A working example of how to use D and Z values in pasteurization
calculations:
Pooled raw milk at the processing plant has bacterial population of
4x10exp5/mL. It is to be processed at 79°C for 21 seconds. The
average D value at 65°C for the mixed population is 7 min. The Z
value is 7°C. How many organisms will be left after pasteurization?
What time would be required at 65°C to accomplish the same
degree of lethality?
Answer:
At 79°C, the D value has been reduced by two log cycles from that
at 65°C since the Z value is 7°C. Hence it is now 0.07 min. The milk
is processed for 21/60=0.35 min, so that would accomplish 5 log
cycle reductions to 4 organisms/mL. At 65°C, you would need 35
minutes to accomplish a 5D reduction.
System six essential components
Three of the six components are heat
exchangers
regeneration,
heating,
cooling).
Timing pump
Flow diversion valve
Holding tube
The timing pump
The
timing pump is a critical
component of the pasteurization
system. This pump must be positive
displacement and must be set at a
flow rate to ensure an established
mass flow rate of product through
the system as long as the system is
operating in forward flow.
The flow diversion valve (FDV)
The FDV is controlled by a temp.-sensing
device located at the exit of the heating
section. If temp. is below the desired temp.,
the valve diverts flow to the entrance point.
As soon as the established temp. is
reached, the flow diversion valve changes
and the product moves forward through the
holding tube. This control device ensures
safety of product.
The holding tube
A
holding tube has a knowndiameter pipe designed to provide
an established residence time for
product at the pasteurization temp.,
the critical time/temp. relationship
needed
for
pasteurization
is
achieved by the residence time
requirement in the holding tube. the
length of holding tube ensures the
necessary
residence
time
of
product.
The minimum pasteurization process
The process of 30 minutes at 63C represents a
12-D process in that the population is reduced
by 12 times the D-value of 2.5 minutes. an
initial population of 100 pathogens would be
reduced to a probability of l0-10 by the
minimum pasteurization process. On the other
hand, it must be recognized that the
populations of these pathogens in raw milk are
much below l00, resulting in the probability of
survival being significantly less.
An
additional factor that must be
considered is that most pasteurization
processes exceed the minimum for
pathogens in order to achieve the
extended product shelf life achievable
by reducing the populations of product
spoilage microorganisms.
Survival Curve for Pathogen in Milk
Lethal Rate Equation
Lethal Rate Curve for HTST Batch Pas.
Velocity Profile in Holding Tube
The holding tube
The length of the holding tube
The velocity of the fastest moving particle
within the product flow stream.
The velocity of product within the holding
tube will be a function of the flow
characteristics.
Laminar: the velocity of the fastest moving
particle will be 2 times the mean velocity
Turbulent: the velocity of the fastest
moving particle will be 1.2 times the mean
velocity
The impact of thermal energy on enzymes has
been expressed in terms of decimal reduction
times (D) and thermal resistance constants (Z)
for many enzyme systems.
For example,
peroxidase has D121 equal to 3 minutes and
Z equal to 37.2℃.
Based on these thermal resistant characteristics,
a reduction of enzyme activity to .01% would
require 12 minutes at 121℃.