Jet Revizyon Müdürlüğü
Taşlama
BÖLÜM 21
TAŞLAMA
ve
JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
Svl.Müh. Alpaslan EREN
1nci HİBM K.lığı
Jet Revizyon Müdürlüğü
Şubat 2004, ESKİŞEHİR
ÖZET
Tornalama,frezeleme gibi bir talaşlı metal işleme yöntemi olan taşlama, çok sayıda
aşındırıcı tanecikler yardımıyla çok küçük boyutta talaş kaldırarak gerçekleştirilen bir
uygulamadır. Aşındırıcı tanecikler bir aşındırıcı disk oluşturup iş parçasıyla yüksek hızda
dönerek temas ederler ve parçayı işlerler. Makineleme işlemleri esnasında taşlama
prosesi genellikle son makineleme işlemi olarak kullanılmaktadır çünkü parçadan çok az
miktarda ( 0.001 inç’ten daha az ) malzeme kaldırılması mümkündür. Bu sayede işlenen
parça istenilen ölçülere getirilmekte ve +/- 0.0001 inç dahilinde yüzey pürüzlülüğü elde
etmek mümkün olmaktadır. Taşlama tezgahları, yüzey taşlama ve silindirik taşlama olarak
ikiye ayrılmakta, yüzey taşlama ile parçaların yüzeyleri, silindirik taşlama ile parçaların iç
ve dış çaplarının işlenmesi gerçekleştirilmektedir.
Bu dokümanda taşlama prosesinin temel prensipleri, uygulama adımları, kullanılan
teçhizat, gerekli emniyet tedbirleri, prosesin uygunluğunun kontrolü hakkında bilgi
verilecektir.
21 - 1
Jet Revizyon Müdürlüğü
Taşlama
1
PROSESİN ADI
Taşlama
2
PROSESİN AMACI
Taşlama, çok sayıda küçük aşındırıcı taneciklerin bir yapıştırıcı ile birleştirilip
yüksek hızda dönerek, işlenecek parçadan çok ufak boyutta talaş kaldırması yoluyla
parçayı istenilen ölçülere ve çok düzgün yüzey pürüzlülüğüne getirmek için uygulanan bir
metal işleme yöntemidir.
3
PROSESİN GENEL / DETAYLI TANITIMI
Taşlama prosesinin geniş uygulama alanından dolayı birçok tipte taşlama
tezgahları geliştirilmiştir. Taşlama tezgahları öncelikle yüzey taşlama ve silindirik
taşlama olarak ikiye ayrılmaktadır. Yüzey taşlama tezgahları kendi içerisinde 3 gruba
ayrılmaktadır.
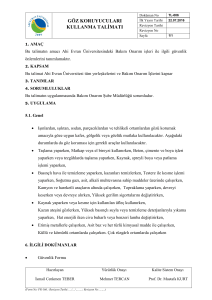
4 Tip1 : Yatay şaftlı ve ileri geri hareket eden tabla
4 Tip2 : Yatay şaftlı ve döner tabla
4 Tip3 : Dikey şaftlı ve döner veya ileri geri hareket eden tabla
Şekil 1
Yatay şaftlı ve ileri geri hareket eden tablalı tezgahlar
21 - 2
Jet Revizyon Müdürlüğü
Taşlama
Birinci tipteki taşlama tezgahlarında aşındırıcı disk yatay bir şaft üzerindedir.
İşlenecek parça eğer demir özellikli bir madde ise, manyetik aynada tutulup ileri geri
hareket ettirilerek, hızla dönen aşındırıcı disk tarafından işlenmektedir. Parça
üzerindeki aşınma miktarı ve derinliği, aşındırıcı disk kafası yükseltilip alçaltılarak
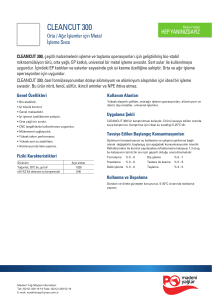
Şekil 2
Yatay Şaftlı ve Döner Tablalı Tezgahlar
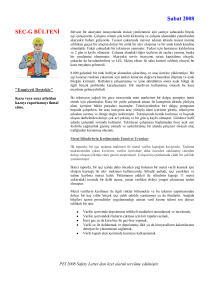
Şekil 3
Dikey Şaftlı ve İleri Geri Hareket Eden Tablalı Tezgahlar
21 - 3
Jet Revizyon Müdürlüğü
Taşlama
kontrol edilebilir. Yüzey taşlama tezgahları 4 x 8 inçlik bir alanı taşlayabilen bir boyutta
olabildiği gibi, 6 x 16 feet’lik bir alanı taşlayabilecek kadar büyük boyutlarda da
olabilmektedir. Yüzey taşlama işleminden sonra işlenecek parçadaki yüzey pürüzlülüğü
+/- 0.0001 inç dahilinde gerçekleşmektedir.İkinci ve üçüncü tipteki taşlama tezgahları
da aynı sisteme göre çalışmaktadır ancak farklı olarak ikinci tipteki tezgahlarda tabla
ileri geri hareket etmemekte, kendi ekseni etrafında dönmektedir. Üçüncü tipteki
tezgahlarda ise, aşındırıcı diskin bağlı olduğu şaft dikey pozisyondadır ve disk işlenecek
parçaya alın yüzeyinden temas ederek aşındırma işlemini gerçekleştirmektedir [1].
Silindirik iş parçalarının çaplarının taşlama işlemi için silindirik taşlama tezgahları
kullanılmaktadır. Silindirik taşlama tezgahları kendi içerisinde 4 gruba ayrılmaktadır.
4 Merkez tipli silindirik tezgahlar
4 Merdane tipli silindirik tezgahlar
4 Merkezsiz tipli silindirik tezgahlar
4 İç silindirik tipli silindirik tezgahlar
4 Takım taşlama tipli silindirik tezgahlar
Merkez tipli silindirik taşlama, silindirik bir iş parçasının dış yüzeyini taşlama
işleminde kullanılmaktadır. Merdane tipli tezgahlar büyük çelikten yapılmış hadde
silindirlerini taşlamada kullanılmaktadır. Merkezsiz taşlama tezgahları, aşındırıcı ve
ayarlayıcı disklerin merkezlerine herhangi bir destek uygulamadan silindirik iş
parçalarının işlenmesinde kullanılmaktadır. Bu tezgahlardan yatak yuvaları gibi dar
parçaların dış yüzeyleri veya büyük uzunluktaki delme çubuklarının taşlanmasında
faydalanılmaktadır. Silindirik taşlama dış yüzeylere olduğu gibi iç yüzeylere de
uygulanmaktadır. İç silindirik taşlama tezgahlarında, aşındırıcı disk tezgahın miline
yerleştirilir ve tezgahla aynı eksene oturtulan iş parçalarının iç yüzeyleri taşlama
işlemine tabi tutulur. Takım taşlama tezgahlarında ise hem silindirik taşlama hem de bir
miktar yüzey taşlama uygulanabilir. Bu tezgahların esas işlevi freze bıçaklarının
keskinleştirilmesi işleminde yer almasıdır [2].
Taşlama işleminin en önemli unsurlarından bir tanesi aşındırıcı disktir. Kullanılacak
aşındırıcı diskin seçiminde boyut ve şeklin yanında aşındırıcının tipi, tanecik boyutu,
derecesi, yapısı ve kimyasal bağları da önem kazanmaktadır. Taşlama işlemlerinde en çok
kullanılan aşındırıcı alüminyumoksittir. Alüminyumoksitin saflık derecesi ne kadar yüksek
olursa taneciklerin kırılganlığı o kadar artar, kırılganlığın artarak taneciklerin daha ufak
parçalara ayrılması ise yeni ufak keskin aşındırıcı taneciklerin oluşması bakımından
istenen bir durumdur. Diğer bir önemli aşındırıcı ise silikonkarbiddir. Alüminyumoksite
göre daha sert olan silikonkarbid daha keskin ve daha kırılgan bir kristal yapıya sahiptir
ve döküm çelik ile demir içermeyen metallerin işlenmesinde kullanılmaktadır.
Sertleştirilmiş demir alaşımlarının ve özellikle kobalt ve nikel süperalaşımlarına sahip
21 - 4
Jet Revizyon Müdürlüğü
Taşlama
malzemelerin işlenmesinde CBN ( Cubic Boron Nitride ) kullanılmaktadır. Diğerlerine
göre daha pahalı olmasına rağmen, daha kısa sürede parçanın işlenmesi, uygun boyut
kontrolü ve daha az sıklıkta disk değişmesi gibi bazı avantajları vardır. Doğadaki en sert
madde olan elmasda bir aşındırıcı tipidir. Özellikle seramik ve tungsten karbid
malzemelerin işlenmesinde kullanılmaktadır, ancak maliyeti dolayısıyla çok fazla
değerlendirilmemektedir [1,2].
Taşlama işlemi, aşındırıcı diskle iş parçası arasındaki sürtünme sonucu
oluştuğundan büyük miktarda bir ısı açığa çıkmaktadır. Dolayısıyla, 2000 ºF sıcaklığa
kadar ulaşabilen ortam sıcaklığını düşürmek için taşlama sıvısına ihtiyaç vardır. Taşlama
sıvıları aşağıdaki amaçlar için kullanılmaktadır.
4 İşlenen parçanın sıcaklığını düşürerek deforme olmayı engellemek ve şekilsel
kontrolü sağlamak.
4 Aşındırıcı disk ile işlenecek parça arasındaki temas yüzeyini yağlandırarak,
talaşların diskin üzerine yapışmasını önlemek.
4 İşlenecek parça üzerinden talaşları ve aşındırıcı parçaları uzaklaştırmak.
4 Operatöre zararlı olabilecek, taşlama sonucu ortaya çıkan tozu kontrol edebilmek.
Taşlama sıvıları 3 kategoriye ayrılmaktadır:
4 Suda çözünen kimyasal tipte sıvılar
4 Suda çözünen yağlı tipte sıvılar
4 Yağ özellikli sıvılar
Suda çözünen kimyasal tipte sıvıların soğutma kapasiteleri yüksek ancak yağlama
kapasiteleri düşüktür. Beyaz süt görünümündeki suda çözünen yağlı tipteki sıvılar, orta
düzeyde aşındırma işlemi görecek olan parçaların taşlanmasında kullanılmaktadır. Yağ
özellikli sıvıların ise yağlama özelliği çok iyi olmasına rağmen, ısı transferi özelliği diğer
sıvılar kadar iyi değildir [1].
Diğer bütün makineleme işlemlerinde olduğu gibi taşlama işleminde de işlenecek
parçanın sabitlenmesi ve aşındırıcı diskin parçanın yüzeyine temas etmesine olanak
vermesi gerekmektedir. Parçanın sabitlenmesi için özel bağlama aynaları kullanılmaktadır.
Bu aynalar ikiye ayrılmaktadır:
4 Manyetik aynalar
4 Vakum aynalar
Yüzey taşlama tezgahlarında en çok kullanılan ayna tipi manyetik aynadır.
Manyetik aynalar, sabit mıknatıslı, elektromanyetik ve elektro sabit mıknatıslı mıknatıslı
aynalar olmak üzere üçe ayrılmaktadır. En çok kullanılan tip olan sabit mıknatıslı aynalar,
21 - 5
Jet Revizyon Müdürlüğü
Taşlama
güçlü mıknatısların oluşturduğu bir seri değişken plakalardan meydana gelmiştir. Karşıt
kutuptaki mıknatıslardan faydalanarak manyetik akının arttırılmasıyla parçanın
sabitlenmesi, azaltılmasıyla da parçanın serbest bırakılması sağlanır.
Parça sabitleme işlemlerinde kullanılan diğer bir ayna tipi vakum aynadır. İşlencek
parçanın altındaki hava boşaltılarak, parçanın aynaya sabitlenmesi için atmosferik
basınçtan yararlanılır. Vakum aynalar özellikle ince iş parçalarının sabitlenmesinde
kullanılmaktadır [1].
4
4.1
JET REVİZYON MÜDÜRLÜĞÜNDE TAŞLAMA
Uygulama Alanı
Jet Revizyon Müdürlüğü’nde motor parçalarına uygulanan kaplama, metal sprey,
kaynak tamir işlemleri sonrasında uygulanan taşlama prosesi, özellikle parçaların son
makineleme işlemlerinde kullanılmaktadır. 0.001 inç gibi çok küçük miktarlarda malzeme
aşındırma özelliğinden dolayı taşlama işlemi, ölçüsel hassasiyet ve çok düzgün yüzey
pürüzlülüğü gerektiren parçaların işlenmesinde uygulanmaktadır.
4.2
Uygulama Esnasındaki Ortam Koşulları
Prosesin kendisi için özel bir ortam koşulu gerekmemektedir. Ortam şartları MILSTD-1472D esas alınarak düzenlenmektedir. Sıcaklık, yaz ve kış şartlarına göre 18-27 ºC
(65-80 ºF) arasında değişebilmektedir. Aydınlatma, tamir atölyesi standartlarına uygun
şekilde, 30-50 FT-C (325-540 LUX) civarında olmalıdır. Havalandırma ihtiyacı, atölye
hacmi, çalışan personel sayısı ve ortama verilen gaz ve toz miktarı göz önünde
bulundurularak hesaplanır.
4.3
Uygulama İçin Gerekli Teçhizat / Ekipmanlar
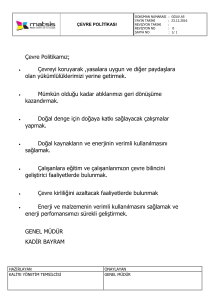
Jet Revizyon Müdürlüğü’nde motor parçalarının tamir işlemleri için gereken
taşlama prosesinin gerçekleştirilmesinde 1 adet yatay şaftlı, döner tablalı ve 1 adet
yatay şaftlı ileri geri hareket eden tablalı yüzey taşlama tezgahı mevcuttur. Ayrıca
silindirik taşlama işlemlerini gerçekleştirmek için 2 adet takım taşlama tezgahı, 3 adet
Jig Grinder taşlama tezgahı ve 9 adet de çeşitli tip ve boyutlarda iç ve dış silindirik
taşlama işlemi yapabilen tezgah mevcuttur [3].
21 - 6
Jet Revizyon Müdürlüğü
Taşlama
Şekil 4
Döner Tablalı Yüzey Taşlama Tezgahı
Şekil 5
İleri Geri Hareket Eden Tablalı Yüzey Taşlama Tezgahı
21 - 7
Jet Revizyon Müdürlüğü
Taşlama
Şekil 6
Silindirik Dış Çap Taşlama Tezgahı
Şekil 7
Silindirik İç ve Dış Çap Taşlama Tezgahı
21 - 8
Jet Revizyon Müdürlüğü
Taşlama
Şekil 8
Jig Grinder Taşlama Tezgahı
4.4
Proses Öncesi Yapılması Gerekenler
Taşlama işlemine başlamadan önce yapılması gereken işlemler aşağıda verilmiştir:
4 Yağ haznelerini kontrol edin. Hidrolik ve kızak yağlarının haznelerde dolu olması
gereklidir.
4 Zımpara taşını kontrol edin. Zımpara taşı iş parçasına uygun olmalı, çatlak ve kırık
olmamalıdır. Ayrıca zımpara taşı balans edilmiş olmalıdır. Sert iş parçasına
yumuşak zımpara taşı, yumuşak iş parçasına sert zımpara taşı kullanılmalıdır.
4 İki punta arasında yapılan taşlama işlemlerinde, puntaların yerine düzgün
oturduğu kontrol edilmelidir.
4 Tezgah aynasının düzgün döndüğü ve yerine iyi tespit edildiği kontrol edilmelidir.
4 Soğutma mayisi tedarik edilip, depo doldurulmalıdır.
4 Elektrik panosundaki kol " OFF " durumundan " ON " durumuna getirilmelidir.
4 Hidrolik pompa start düğmesine basılmalıdır.
4 Tezgahta elektrik kaçağı olup olmadığı kontrol edilmelidir.
21 - 9
Jet Revizyon Müdürlüğü
Taşlama
4 Zımpara taşı aynadan veya puntalardan uzaklaştırılmalı, serbest durumda
olmalıdır.
4 Tabla hareket emniyetleri kontrol edilmelidir.
4 Tabla hareket kolu devreye sokulup, devir ayar tamburu kullanılarak tabla
hareketi düşürülmelidir.
4 Aynayı çalıştırmadan
çalıştırılmalıdır.
önce
devri
en
düşük
devire
ayarlanmalı
ve
ayna
4 Tezgah bu şekilde bir süre çalıştırılıp, istenen ısıya gelmesi sağlanmalıdır [1,2,3].
4.5
Emniyet Tedbirleri
Aşındırıcı taşların yüksek hızda dönmesinden dolayı taşlama tezgahlarında
emniyet tedbirlerine uyulması önem kazanmaktadır. Söz konusu emniyet tedbirleri
aşağıda sıralanmıştır:
4 Zımpara taşlarını çok dikkatli taşlayın ve depolayın.
4 Kaza sonucu yere düşürülmüş zımpara taşlarını kesinlikle kullanmayın.
4 Bütün taşları çatlak ve çentik yönünden kontrol edin.
4 Tezgaha yerleştirmek için taşlar üzerinde değişiklik yapılmamalı ve taşı şafta
yerleştirirken zorlanmamalıdır.
4 Taş için maksimum müsaade edilen çalışma hızı kesinlikle aşılmamalıdır.
4 Yerleştirme flanşlarının çapları eşit ve doğru olmalıdır. Yatak yüzeyleri temiz
olmalıdır.
4 Yerleştirme somunları gereğinden fazla sıkılmamalıdır.
4 İş parçası uygun şekilde yerleştirilmeli, zımpara taşına 1/8 inçten fazla uzak
olmamalıdır.
4 Zımpara taşının en azından yarısını kaplayan bir koruyucu kapak kullanılmalı ve bu
kapak yerine yerleştirilmeden işleme başlanmamalıdır.
4 Taşlama işlemine başlamadan önce en az 1 dakika taş boşta döndürülmelidir.
4 İş parçasını zımpara taşına doğru zorlamayın.
4 Daima koruyucu gözlük kullanın.
21 - 10
Jet Revizyon Müdürlüğü
Taşlama
4 Soğutucuyu kapatın ve diski birkaç dakika döndürün. Bu işlem yapılmazsa diskin
balansı bozulabilir [2].
4.6
Prosesin Uygulama Adımları
Gerekli olan emniyet tedbirleri alındıktan sonra prosesin uygulaması aşağıdaki
adımlara göre gerçekleşmektedir :
4 İşlenecek parça için seçilen uygun aşındırıcı disk testten geçirildikten sonra
yerleştirilmeli ve diske soğutucu sıvı tatbik edilmelidir.
4 İş parçasının tutulacağı ayna çapak, çentik yönünden kontrol edilmeli ve
temizlenmelidir.
4 Daha sonra iş parçası aynaya yerleştirilerek manuel veya elektriksel olarak aynaya
manyetik akı uygulanmalıdır.
4 İş parçasının konumu ayarlanarak aşındırıcı disk yaklaşık 1 inç mesafesinde
parçaya yaklaştırılmalıdır.
4 Tabla ilerleme yolundaki durak noktaları belirlenerek aşındırıcı diskin bağlı olduğu
şaft döndürülmeli ve soğutma sıvısı uygulanmalıdır.
4 Taşlama işlemi esnasında disk takip edilmeli ve farklı bir ses olup olmadığı kontrol
edilmelidir.
4 İşlenen parça üzerindeki çap veya yüzey ölçüleri istenilen değerlere getirildikten
sonra işlem tamamlanmaktadır.
4.7
Prosesin Uygunluğunun Kontrolü
Taşlama işlemi uygulanan iş parçalarının kontrol işlemleri, iş planlarına ve ilgili
teknik dokümanlarına uygun olarak yapılır. Taşlanan yüzeyler ölçüsel ve yüzey pürüzlülüğü
olarak kontrol edilir.
4.8
Proses Bitiminden Sonra Yapılması Gerekenler
Taşlama işleminin tamamlanmasından sonra soğutucu sıvıyı aşındırıcı diskten
uzaklaştırmak için yaklaşık 5 dakika tezgah çalıştırılmalıdır. Bu çalıştırmayla birlikte
diskin balansının soğutucu sıvıdan dolayı bozulması önlenmiş olur [1]. Basınçlı hava ile
parça üzerindeki talaş ve soğutma sıvısı uzaklaştırıldıktan sonra gerekli durumlarda
çatlak kontrol işlemi uygulanır.
21 - 11
Jet Revizyon Müdürlüğü
Taşlama
4.9
Kapasite
Jet Revizyon Müdürlüğü’ndeki silindirik taşlama tezgahlarında maksimum uzunluğu
1219 mm ve genişliği 600 mm’ye kadar olan iş parçalarının bağlanması ve 0.0001 inç
hassasiyetinde taşlanması, jig grinder taşlama tezgahlarında ise iç çap taşlamada
maksimum 343 mm, dış çap taşlamada maksimum 196 mm’ye kadar olan parçaların
bağlanması ve 0.002 mm hassasiyetinde taşlanması mümkündür. Yüzey taşlama
tezgahlarında ise maksimum çapı 1000 mm ve boyu 350 mm’ye kadar olan iş parçalarının
0.001 mm hassasiyetinde taşlanması mümkündür.
4.10 Kullanılan Tezgahın Özellikleri
Jet Revizyon Müdürlüğü’nde kullanılan silindirik taşlama tezgahları genel olarak
0.0001 inç, jig grinder tezgahları 0.002 mm, yüzey taşlama tezgahları ise 0.001 mm
hassasiyetinde taşlama kabiliyetine sahip, 1500-3500 devir/dakika arasında bir devirde
dönen ve 1HP ile 15HP arasında değişen büyüklükte motor gücüne sahip tezgahlardan
oluşmaktadır.
21 - 12
Jet Revizyon Müdürlüğü
Taşlama
REFERANSLAR
[1]
Kibbe,R.R. , Neely,J.E. , Meyer,R.O. , White,W.T. (1987). Machine Tool Practices
(3rd Edition) ABD: Wiley
[2]
White,W.T. , Neely,J.E. , Kibbe,R.R. , Meyer,R.O.(1977).Machine Tools and
Machining Practices (Volume 2). ABD: John Wiley and Sons
[3]
1nci HİBM. K.lığı Taşlama Tezgahı Eğitim Kitapları. Eskişehir: 1nci HİBM.K.lığı
21 - 13