g
DO
n
nn
IfölİAMHIlI^] fÜ]İl[lflm(§fnl(QrMIK^IIII lUAU.iral,
MAiaNA-IMALAT TEKNOLOJİLERİ
SEMPOZYUMU
BİLDİRİLER KİTABI
Editör:
Y. Doç. Dr. Mete KALYONCU
MMO Yayın No: 228
14-15 EKİM 1999
KONYA
tmmob
malana mühendisleri odası
Sümer Sokak. No: 36/1-A Demirtepe, 06440 - ANKARA
Tel
: (0.312)231 31 59-231 31 64-231 80 23-231 80 98
Fax : (0.312) 231 31 65
e-posta: [email protected]
http://www.mmo.org.tr
MMO Yayın No
ISBN
:228
:975-395-331-3
Bu yapıtın yayın hakkı Ma kin a Mühendisleri Odası'na aittir. Kitabın hiçbir bölümü
değiştirilemez. MMO 'nun izni olmadan kitabın hiçbir bölümü elektronik, mekanik vb.
yollarla kopya edilip kullanılamaz. Kaynak gösterilmek kaydı ile alıntı yapılabilir.
KAPAK TASARIMI
DİZGİ
BASKI
: Y. Doç. Dr. Mete KALYONCU
: TMMOB MAKİNA MÜHENDİSLERİ ODASI KONYA ŞUBESİ
: HÜNER-İŞ MATBAACILIK - KONYA Tel: (332) 353 45 17
Makina-lmalat Teknolojileri Sempozyumu, 1 4 - 1 5 Ekim 1999, KONYA
TALAŞLI İMALAT YAPAN ORTA ÖLÇEKLİ BİR İŞLETMEDE
TEZGAH HAZIRLIK SÜRELERİNİN DÜŞÜRÜLMESİ
Orhan ENGİN1
'Selçuk Üniversitesi, Endüstri Mühendisliği Bölümü 42031 Kampus/Konya
Tlf: 0332.2410041/1920 e-posta:[email protected]
özet- Firmaların temel hedefi, yüksek kalitede, düşük maliyetli ve istenen zamanda mamul veya hizmet üretimi
yapmaktır. Talaşlı imalatta mamul maliyetlerinin bir kısmı tezgah işlem ve hazırlık süreleri (ortalama maliyetin
%10-30'unu ) oluşturmaktadır. Mamul çeşidinin fazla ve parti adedinin düşük olduğu durumlarda tezgah hazırlık
süreleri toplamı; parti işlem sürelerinin toplamından fazla olmaktadır. Böyle bir durumda tezgah hazırlık
sürelerinin düşürülmesi veya ortadan kaldırılması mamul maliyetini doğrudan etkilemektedir. Tezgah hazırlık
sürelerinin düşürülmesi kapasite kullanımım ve teslim kabiliyetini maksimum, envanter ve üretim maliyetini
minimum yapmaktadır. Hidrolik pompa ve ekipmanları üretimi yapan orta ölçekli bir işletmede hazırlık
sürelerinin düşürülmesi veya ortadan kaldırılması için bir uygulama yapılmıştır.
Anahtar sözcükler: Hazırlık süresi, İçsel hazırlık, Dışsal hazırlık, Tam zamanında üretim
1.
GİRİŞ
Yoğun rekabetin yaşandığı günümüzde esnek ve küçük partili üretim, firmalara büyük avantajlar sağlamaktadır.
Esnek ve küçük partili üretime geçiş, beraberinde birçok problem getirmektedir. Bu problemlerin başında
hazırlık operasyonlarının azaltılması gelmektedir. Küçük partili üretimde, çeşitli ürün üretmek için çok sık
hazırlık gerekmektedir. Eğer gereken hazırlık sıklığı azaltılamıyorsa, hazırlık surelerinin kendisini azaltmak
gerekmektedir. Verimliliğin ciddi boyutlarda artırılabilmesi için hazırlık süreleri üç dakikaya kadar
düşürülmelidir. Shingo tarafından yapılan uzun bir çalışmadan sonra "Tek Dakikalı Hazırlık" kavramı ortaya
çıkmıştır. Bu kavramın açıklanması; hazırlık operasyonlarım on dakikanın altında tamamlamak için kullanılan
tekniklerdir.
Tek Dakikalı Hazırlık fikrinin doğuşu aslında 1950 yıllarında olmuştur. Toyo Kogyo'nun Mazda fabrikasında
Shingo' nun verimlilik geliştirme çalışmaları sırasında karşılaştığı bir problemin çözümü esnasında, bu fikrin ilk
adımlan ortaya çıkmıştır.
Toyo, Shingo' dan fabrikadaki bazı preslerdeki darboğazı kaldırmasını ister. Shingo bunun üzerine 800 tonluk
preste kalıp değiştirme işinin analizine başlamıştır. Eski kalıp çıkarılmış, yeni kalıp aranmaya başlanmış fakat
gerekli kalıp hemen bulunamamıştır. Uzun bir süre soma bulunan kalıp bu makine için uygun olmadığından
düzeltilmiş ve hazır hale getirilmiştir. Fakat bu hem çok zor hem de çok uzun bir iş olmuştur.
Shingo, saatler süren bu hazırlık işini gördüğü zaman hazırlık işlerinin iki farklı kısım olduğunu fark etmiştir.
Bunlar,
İçsel Hazırlık: Takım ve tertibatın bağlanması ve sökülmesi gibi yalnız makine durduğundan yapılan işler.
Dışsal Hazırlık: Eski takımların takım dolabına götürülmesi ve yeni takımların getirilmesi gibi makina
üretimdeyken de yapılacak işler.
Shingo, daha sonra buna benzer bir hazırlık problemiyle 1957 yılında Hiroşima'da ki Mitsubishi ağır sanayiinde
karşılaşmıştır. Buradaki problem dizel motor yatağı planyalayıcısının kapasitesinin altında çalışmasıdır. Bunun
üzerine hemen hazırlıkların birbirinden ayrılmasına ve sonuç olarak da yeni bir planya tezgahı alınmasına karar
verilmiştir. Bu olay hazırlık sürelerinin düşürülmesinde çok önemli olmamıştır. Ancak, daha önce yapılanları
desteklemesi açısından Tek dakikalı Hazırlık fikrinin gelişimi içinde yerini almıştır.
- 160 -
Shingo, 1969 yılında Toyota Motor işletmelerinin ana fabrikasını ziyaret eder. Burada bölüm yöneticisi olan
Sagiura, kendisine 1000 tonluk preslerin her hazırlık işi için 4 saate gerek olduğunu; halbuki aynı tip pres için
Almanya'da 2 saatlik kalıp değiştirme sûresinin yeterli olduğunu belirtir. Shingo, daha önce yaptığı çalışmalara
benzer şekilde, ilk iş olarak içsel hazırlıklarla dışsal hazırlıkların tamamen birbirinden ayrılmasını sağlar. Bu
şekilde altı ay sonunda hazırlık süresi 4 saatten 90 dakikaya indirilir.
Shingo daha sonra aynı işletmeyi ziyaret ettiğinde Sagiura, kendisine üst yönetim tarafından hazırlıkların daha da
indirilmesi hatta üç dakikaya kadar azalması istediğini iletir. Shingo'nun aklına, içsel hayır! ıklan dışsal
hazırlıklara dönüştürmek gelir. Böylece hazırlık sırasında makinenin üretimde olduğu süre daha fazla olacaktır.
Zaten azaltılması istenen hazırlık süresi içsel hazırlık süresidir. Shingo, bu düşüncelerden yola çıkarak üç aylık
gayretli bir çalışma sonrasında üç dakikalık hedefe ulaşmayı başarır. Shingo, geliştirdiği tekniklerin bütünün
oluşturduğu kavrama "Tek Dakikalı Kalıp Değiştirme (TDKD)" adını verir. Bir süre sonra TDKD, Toyota
fabrikalarından uygulanır.
2. HAZIRLIK SÜRELERİNİN DÜŞÜRÜLMESİ AŞAMALARI
Hazırlık süresini dakika cinsinden tek haneli (en fazla 9 dakika 59 saniye) olacak şekilde düşürme teknikleri,
Shingo tarafından aşağıdaki aşamalarla sağlanır:
1.Dışsal hazırlık işlemlerini, içsel hazırlık işlemlerinden ayırmak
İçsel hazırlık; Makine boşken yapılan hazırlık
Dışsal hazırlık; Makine üretimdeyken yapılan hazırlık
2. tçsel hazırlık işlemlerini dışsal hazırlık işlemlerine dönüştürmek
3. Ayarlama faaliyetini minimize etmek veya ortadan kaldırmak
Ayarlama, toplam hazırlık süresinin %50'sini oluşturur.
4. Tek dakikalı hazırlık uygulamasını başlatmak.
3. TAM ZAMANINDA ÜRETİME, TEZGAH HAZIRLIK SÜRELERİNİN ETKİSİ
Tam zamanında üretim, gerekli birimlerin, gerekli miktarda ve gerektiği zamanda üretilmesidir. Tam zamanında
üretim yaklaşımı, belirtilen amaçlara ulaşmak için aşağıdaki yönetim felsefesini benimser:
1. Ürün veya hizmete değer eklemeyen her işlem israftır. Sadece maliyetleri artırır, bu nedenle ortadan
kaldırılmalıdır. Hazırlık süreleri de ürüne değer katmadığı için israftır.
2. Envanter de bir israftır ve maliyeti artırır. Üretimdeki sorunları gizler.
3. Tam zamanında üretim hiç bitmeyen bir yoldur. Bu yol üzerindeki kilometre taşlan, sürekli
gelişmeyi simgeleyen adımlardır.
4. Müşteri, kalite kavramı ve mamulü değerlendirme ölçüleri, mamul tasarımına ve imalat sistemine
yön vermelidir.
5. İmalat sistemi, teslim isteklerine, tasarım değişikliklerine ve miktar değişikliklerine kolaylıkla
cevap verebilecek esneklikte olmalıdır. Buna ise, hücresel üretimle ulaşılabilir.
6. Çalışanlar, satıcı firmalar ve müşteriler arasında saygı açıklık ve güven ile desteklenen bir
organizasyon mevcuttur.
7. Ekip çalışması gereklidir. Bu yolla çalışanlara sorumluluk ve yetki verilmektedir.
8. Çalışanlar sadece bir el değil, beyindir.
4. UYGULAMA
4.1. Uygulamanın Amacı
Hidrolik pompa ve ekipmanları üretimi yapılan bir işletmede yapılan bu çalışmada, CNC tezgahlanndaki hazırlık
sürelerini azaltmak amaçlanmıştır. CNC tezgahlarında üretilen 18 ayrı iş partisine ait 18 adet analiz formu
hazırlandı. Bu formlardan sadece bir tanesi tablo 2'de verilmiştir. İşgörenlerle yapılan görüşmelerin sonucunda
makine başında yapılan bütün hazırlık elemanlarının listesi çıkarıldı. Daha sonra yapılan analizle hazırlık
elemanları, hazırlık nesnelerine ve hazırlık faaliyetlerine bölündü. Hazırlık işlerinin yapılandırılması ile hazırlık
elemanlarının hangisinin içsel hangisinin dışsal eleman olduğunun dalıa kolay belirlenebilmesi amaçlandı.
Bunun dışında veriler değerlendirilirken en fazla süre isteyen hazırlık nesnesinin bulunması ve bu nesne ile
oluşan hazırlık elemanları üzerinde yoğunlaşarak hazırlık prosedüründeki aksaklıkların ortaya çıkarılması
sağlandı. Böylece bu aksaklıklar ortadan kaldırılarak hazırlık sürelerinin azaltılması amaçlandı.
4.2. Hazırlık Analizi
İnceleme alanı olarak seçilen CNC tezgahlarda yapılan hazırlıklar ile ilgili gözlemler ve işgörenlerle yapılan
görüşmelerle hazırlık elemanlarının listesi çıkarıldı. Bu hazırlık elemanları 7 hazırlık nesnesi ve 12 hazırlık
faaliyeti olarak parçalandı. Bunlar, tablo l'de gösterilmiştir.
TABLO 1. Hazırlık Nesneleri ve Faaliyetlerinin Listesi
Hazırlık Nesnesi
Hazırlık Faaliyeti
1
Takım
1
Bağlama
2
Tertibat
2
Sökme
3
Program
3
Okuma
4
5
Bağlama Elemanı
4
Getirme
Resim
5
Görüntü
6
iç parçası
6
Temizleme
7
Ölçü aleti
7
Kurma
g
Ayarlama
9
Yükleme
10
Ölçme
11
Muayene Etme
Yukarıdaki her hazırlık nesnesi ve hazırlık faaliyetinin kombinasyonundan bir hazırlık elemanı oluşur. Örnek
olarak 1 nolu nesne ile 1 nolu faaliyet "takımın bağlanması" hazırlık elemanını oluştururlar. Hazırlık
elemanlarının hazırlık nesneleri ve faaliyetlerine bölünmeleri hazırlık yapılandırılmasında kolaylık
sağlamaktadır.
4.3. Hazırlık Faaliyetleri İle İlgili Verilerin Kaydedilmesi
Veri toplama sırasında gözlemci, makine basındaki işgörenin yaptığı hazırlık işlerini, sürelerini, hazırlık işinin
yapıldığı parçanın ismini, adedini ve işleme süresini not eder. Daha sonra bu veriler bilgisayar ortamına kayıt
edilir. Kayıt sırasında yapılan hazırlık işlerinin içsel eleman mı yoksa dışsal eleman mı olduğu da kayıt edilir.
Böylece hazırlık prosedüründe varsa aksaklıklar kolayca adreslenebilir. Mesela, "tertibatın getirilmesi" hazırlık
işi yapılırken makine boş durumdaymış, halbuki bu, dışsal bir hazırlık elemanıdır, makine üretimdeyken
yapılabilmektedir. Bu bir hazırlık prosedürü hatasının sonucudur, hazırlık işi yapılması gereken yerde
yapılmamaktadır. Bu aksaklığın sebebi bulunur ve ortadan kaldırmak için önlem alınır. Veri toplama sırasında
alınan 18 adet kayıt formlarından sadece 4106 nolu kapağın CNC Freze tezgahındaki işlem adımlan tablo 2'de
verilmiştir.
- 162 -
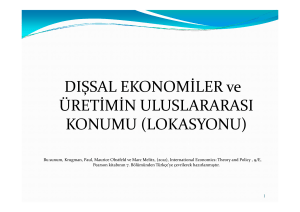
TABLO 2.4106 Nolu kapağın CNC Freze tezgahmdaki işlem adımlan
İşlenen mamul
: Kapak (4106 kuyruk)
Tezgahın cinsi
: CNC Freze Tezgahı
İşleme zamanı
: 36
Toplam parti adedi: 192
Faal.
No
Form No: 1
Süre
(dk.)
Faaliyet
türü
'arçaya ait resim ve numunenin getirilmesi
4
Dışsal
Parçanın ölçülerinin kontrol edilmesi
2
Dışsal
Programın yüklenmesi
1
içsel
Tezgahtaki 2 aparatın sökülmesi
56
İçsel
Bu aparatların götürülmesi yeni 2 aparatın
getirilmesi
Aparatların tezgaha bağlanması
14
Dışsal
74
İçsel
Tezgahtan 4 kalemin sökülmesi
26
İçsel
Kalemlere yeni uç yapılması
9
Dışsal
Kalemlerin tekrar bağlanması
34
İçsel
Animasyon yapılması
17
İçsel
Kalemlerden birinin sökülüp kontrol edilmesi
5
içsel
12
Bu kalemin götürülüp yenisinin getirilmesi
2
Dışsal
13
Kalemin bağlanması
6
içsel
Animasyon yapılması
17
İçsel
ilk parçanın bağlanması
29
içsel
İlk parçanın kontrollü olarak işlenmesi
42
İçsel
TOPLAM:
338
V Û.
O D
1
2
3
4
f
/
>•
5
6
7
8
9
•
•
»
10
>
11
14
15
16
9
-—
Açıklama
-163-
4.4. Verilerin Değerlendirilmesi
Hazırlık elemanları içsel eleman ve dışsal eleman jlarak ikiye ayrıldıktan sonra her form için bir tablo
oluşturulmuştur. Bu tablolarda dışsal elemanlar içsel elemanlara dönüştürüldükten sonra kısaltılmış hazırlık
süreleri hesaplanmıştır. Ayrıca hazırlık süreleri bsaltı mış ve kısaltılmamış olmak üzere iki şekilde de bir
birimin işlenmesi için gerekli süreler bulunmuştur. 4101 nolu kapağm CNC freze tezgahmdaki işlem adımlan
(Form No:l) tablo 3'te verilmiştir.
TABLO 3. 4106 nolu kapağın CNC freze tezgahmdaki işlem adımlarının analizi
1
Tablo No
Faaliyet Adedi
içsel Faaliyet Adedi
Dışsal Faaliyet Adedi
Toplam Hazırlık Süresi
Toplam Dışsal Hazırlık Süresi
Kısaltılmış Toplam Hazırlık Süresi
Birim Başına Düşen Toplam İşleme Süresi
Kısaltılmış Birim Başına Düşen Top İşleme Süresi
16
11
5
338
31
307
37,76
37.59
4.5. Önerilerin Geliştirilmesi
Hazırlık nesnelerinden "takım" nesnesinin en fazla süreyi aldığı tespit edildikten sonra bu hazırlık nesnesi ile
ilgili aksaklıklar belirlenmiştir. Bu aksaklıklar,
1- Getirilen takımlar bazen iş parçası için uygun bulunmayıp geri götürülüyorlar.
2- Bazı işler için aym takım kullanılabilecek iken çoğunlukla farklı takım kullanılıyor.
3- Bir işten diğerine geçilirken çoğunlukla çok takım değiştiriliyor.
4- Genellikle takımların bazıları ancak program ve resim geldikten sonra belirlenebilir. Bu aksaklıkların
ortadan kaldırılabilmesi için aşağıdaki önerilerin gerçekleşmesi gerekir.
4.6. Takım Sınıflandırma
Benzer iş parçalarının aynı takımlarla yapılabilmesi için takım sınıflandırılması ve takımların standart bir hale
getirilmesi gerekmektedir. Tablo 4.'te freze tezgahlanna ait takımlann sınıilandınlması yapılmış ve her takıma
bir kod numarası verilmiştir.
TABLO 4. Freze tezgahında kullanılan takımlann sınıflandırılması
KOD
Fİ
F1A
F2
F2A
F3
F4
F5
F5A
F6
F6A
F6B
F7
F7A
F7B
F8
F9
F10
Fil
F12
AÇIKLAMA
Yüzey tarama
Yüzey tarama - Dişli yatağı açma
Rulman deliği kaba
Rulman deliği finiş
Pnömatik deliği açma
Punta
Pnömatik iç deliği delme
Pnömatik iç deliği düzenleme
Rayba deliği kaba
Rayba deliği delme
Rayba çekme
Kıla\oız deliği delme
Kılavuz deliğine havsa vurma
Kılavuz çekme
Havsa açma
Tornavida yuvası açma
Yav kanalı açma
Segman kanalı açma
Bağlantı delik' "tini delme
- 164-
Benzer iş gruplan oluşturulmadan önce hangi işte hangi takımlann kullanıldığı listelendi. Bu liste tablo 5'te
gösterilmiştir.
TABLO 5. Takım listeleri
iş No
1
2
3
4
5
6
7
TAKIMLAR
F1,F6.F6AJF6B.F9.F12
F1,F1A,F3.F5.F5A,F7.F7A.F7B
F1JF1A.F2.F2A.F6.F6A.F6B.F10
F1,F1A.F1O.F12
F1,F6.F6A.F6B.F7.F7A.F7B
F1.F7.F7A.F7B
F1,F7,F7A,F7B
İşlerin kullandıktan takımlann listelerine göre iş-takım ilişki matrisleri oluşturulmuştur. Daha sonra derece
sıralama algoritması ile işler ve takımlar gruplandırılmaya çalışılmıştır.
Ortaya çıkarılan bu iş gruplan, aralarındaki takım değiştirme sayısı en küçüklenecek şekilde sıralanmıştır.
Bulduğumuz iş şuası aşağıdaki gibidir:
Freze tezgahı için
4-3-1-2-5-6-7
Gruplanan iş parçalarının kullanıldığı takımlann kümelendirilmesi hazırlık sürelerini azaltan en önemli
etkenlerden birisidir. Çünkü iş gören parça için gerekli olan takınılan bulmalan takım dolabından almaya
gittiğinde ya takınılan bulmada zorluk çekiyorlardı, ya da getirdiği takım doğru olmadığından takımı
değiştirmek zorunda kalıyorlardı. Aynca takımlann kümelendirilmemesi bir işten diğerine geçerken çok fazla
takım değiştirmeye neden oluyordu. Bu nedenle, gruplandınlan iş parçalarına ait takım listelerinden
faydalanarak takım kümeleri oluşturulmuştur. Oluşturulan takım kümeleri tablo 6'da gösterilmiştir.
TABLO 6. Oluşturulan Takım Kümeleri
Küme
Takımlar
Parçalar
1
F1,F1A,F3,F5,F5A,F6,F6A,F6B,F7,F7A,F7B
1,2,5,6,7
2
F1,F1A,F2,F2A,F6,F6AJF6B,F1O,F12
3,4
Başlangıçta bulunan ilk sıralamaya göre takımlann planlaması da yapılmıştır. Takım planlamasında iki kurala
dikkat edilmiştir. Bunlardan birincisi; taretten sonrası işlerden kullanılmayan takımlar çıkanlacaktır. İkinci ve
planlamanın esas mantığım oluşturan kural, taretten takım çıkarmak zorunlu olduğunda, sıralamada daha sonra
gelen işler için en önce gereken takım veya takımlar taretten çıkanlacaktır. Böylece bu en iyi iş sırasının
sağladığı takım değiştirme sayısındaki tasarrufun daha ötesinde tasarruf sağlanabilir. Tablo 7'de freze tezgahlan
için ayn ayn takım planlaması görülmektedir.
Tablo 7. Freze Tezgahı İçin Takım Planlaması
Tezgahtaki Takımlar
Üretilen Takımlar
F1,F1A,F3,F5,F5A,F6,
F1,F1A,F3,F5,F5A,F6,
1,2,5,6,7
F6A,F6B,F7,F7A,F7B,
F6A?F6B..F7,F7A,F7B,
F8,F9,F11,F12
F8,F9,F11,F12
Eklenen Takımlar
F2,F2A,F10,F12
Çıkanlan Takımlar
F3,F5,F5A,F7,F7A,F7B F1,F1A,F2,F2A,F6,F6
,F8,F9,F11
A,F6B,F10,F12
- 165-
3,4
4.7. Değerlendirme
CNC freze tezgahında işlenen 4106 nolu kapağın işlem adımlan içsel ve dışsal olarak tablo 2'de çıkarılmıştır.
Toplam 16 hazırlık adımı; içseller ve dışsallar birbirinden ayrıldığında 11 hazırlık adımına düşürülebilmektedir.
Hazırlık süresinin 338 dakikadan 307 dakikaya düşürülebileceği gözlenmiştir. Benzer şekilde diğer hazırlık
işlemleri için de iş analiz formları düzenlenmiştir.
îş çizelgeleme bölümünde işlerin aralarındaki takım değiştirme sayılarına göre çizelgelenmesi sağlanmıştır.
Bunun için, önce aynı takımlan kullanan işler bir araya getirildiğinden çizelgeleme yapılmadığı durumlar da
olmuştur. Bu şekilde bir çizelgeleme yapılmadığı durumlarda iş grupları oluşturulmadığı için 9 yerine 18 adet iş,
rastgele çizelgelenecektir. Bu işler, numara sırasına göre makineye yüklenirse, oluşacak toplam takım değiştirme
sayısına göre yapıldığında toplam takım değiştirme sayısı 20 olmaktadır. Sonuç olarak % 50'den daha fazla
tasarruf edilmektedir.
Takımların raflarda, yaptıktan işlemlere göre, gruplandınlması önerilmiştir. Bu dununda hangi iş için hangi
takımın kullanılacağı kolaylıkla anlaşılabilecektir. Bunun için takım kümelerinin oluşturulması önerilmektedir.
Takım kümeleri oluşturulurken, kullandıkları takımlara göre benzer işler bir araya getirilmek suretiyle beş takım
kümesi meydana getirilmiştir. Sonuçta elde edilen takım kümeleri tamamen birbirinden bağımsızdır. Böylece
herhangi bir işin bütün işlemleri ait oldukları takım kümesindeki takımlarla yapılabilmektedir. Bu durumda
kümeler için iş çizelgeleme ve takım planlaması kolaylıkla yapılabilmektedir. Takımlar oluşturduklan kümeler
şeklinde takım raflarında veya takım dolaplarında saklanmalıdır. Böyle olduğunda hangi iş için hangi takımın
kullanılacağı çok daha kolay belirlenmektedir.
Takım planlaması yapılmadığından, taretlere takımlar bağlanırken veya sokulurken belirli bir kural
izlenmemektedir. Böylece takımlar gereksiz yere çok sık değiştirilmektedir. Aynca taretler bazen gerek olmadığı
halde boşaltılmaktadır. Bu durum da, gereksiz takım değiştirmelerine sebep olmaktadır. Takım planlaması
yapılarak taretlerin boş kalması önlenebilir.
REFERANSLAR
[1] MONDEN. Y. 1993. "Toyota Production System" Engineering Management Press, Georgia, USA
[2] DURMUŞOĞLU, B. 1996. "Tam Zamanında Üretim Sistemi" İ.T.Ü. İşletme Fakültesi Yayınlanmamış Y.
Lisans Ders Notlan, İstanbul
[3] DURMUŞOĞLU, B. 1996. "Grup Teknolojisi" İ.T.Ü. İşletme Fakültesi Yayınlanmamış Y. Lisans Ders
Notlan, İstanbul
[4] DURMUŞOĞLU, B. 1990. 'Toplam Hazırlık Sürelerini Düşürme Ve Yükleme Sorununun Çözümüne
Yönelik Bir Yaklaşım" TMMOB Endüstri Mühendisliği Dergisi, Yıl:2, Sayı:9, Ankara
[5] ACAR, N. 1995. "Tam Zamanında Üretim" MPM Yayınları Yayın No:542, Ankara
- 166