ÇUKUROVA ÜNİVERSİTESİ
FEN BİLİMLERİ ENSTİTÜSÜ
YÜKSEK LİSANS TEZİ
İnan ÜNLÜ
TARIMSAL ÜRÜNLERİN BAZI MEKANİK ÖZELLİKLERİNİ
BELİRLEMEDE KULLANILACAK OTOMATİK KONTROLLÜ
TEST CİHAZI TASARIMI
TARIM MAKİNALARI ANABİLİM DALI
ADANA, 2009
ÖZ
YÜKSEK LİSANS TEZİ
TARIMSAL ÜRÜNLERİN BAZI MEKANİK ÖZELLİKLERİNİ
BELİRLEMEDE KULLANILACAK OTOMATİK KONTROLLÜ TEST
CİHAZI TASARIMI
İnan ÜNLÜ
ÇUKUROVA ÜNİVERSİTESİ
FEN BİLİMLERİ ENSTİTÜSÜ
TARIM MAKİNALARI ANABİLİM DALI
Danışman :
Yıl
:
Jüri
:
Prof. Dr. M. Tunç ÖZCAN
2009, Sayfa: 62
Prof. Dr. M. Tunç ÖZCAN
Yrd. Doç. Dr. Sait M. SAY
Yrd. Doç. Dr. Kubilay K. VURSAVUŞ
Bu çalışmada, özellikle biyolojik malzemelerin mekanik özelliklerinin
incelenmesinde kullanılacak otomatik kontrollü test cihazı tasarımı yapılarak, imal
edilmesi amaçlanmıştır.
Tasarımı yapılacak sistem, tarımsal materyallerin bazı mekanik özelliklerinin
belirlenmesinde kullanılacaktır. Bu sistem ile test materyalinin zamana bağlı kuvvet
deformasyon değerleri test edilecektir. Test düzeneğinin, kuvvet uygulama hızlarının
0.01 mm/s– 10 mm/s arasında değişen değerlerde olması amaçlanmıştır. Ayrıca
kuvvet ve deformasyon değerlerinin analog olarak okunarak bilgisayara aktarılma
aralığı ise en az 25 ms olması ve daha fazla veri alınması amaçlanmıştır. Böylece her
25 ms de bir materyale ait kuvvet ve deformasyon değerleri okunarak bunlar
bilgisayar ortamına aktarılacaktır.
Başlangıçta, otomatik kontrol ve tasarım ile ilgili ilke ve tanımlar belirlenmiş,
test cihazının mekanik tasarımı oluşturulmuş, ardından sistemin bilgisayarla kontrolü
için PLC ve kontrol elemanları ilave edilmiştir. Daha sonra uygun programlama
dilleriyle programlar yazılmıştır.
Yapılan bu çalışmalar sonucunda, belirlenen ilke ve tanımlara uygun çalışan,
otomatik kontrollü test cihazı tasarlanmış ve imal edilmiştir.
Anahtar Kelimeler: PLC, Otomatik Kontrol, Tasarım, Reoloji, Biyolojik Malzeme
I
ABSTRACT
MSc. THESIS
DESIGNING OF AUTOMATIC CONTROLED TEST DEVICE WHICH
USING TO DETERMINE SOME MECHANICAL PROPERTIES OF PLANT
MATERIAL
İnan ÜNLÜ
DEPARTMENT OF AGRICULTURAL MACHINERY
INSTITUTE OF NATURAL AND APPLIED SCIENCES
UNIVERSITY OF ÇUKUROVA
Advisor :
Year
:
Committee:
Prof. Dr. M. Tunç ÖZCAN
2009, Pages: 62
Prof. Dr. M. Tunç ÖZCAN
Asst.Prof.Dr. Sait M. SAY
Asst.Prof.Dr. Kubilay K. VURSAVUŞ
In this study, automatic controlled test device which used in determining on
mechanical properties of biologic materials especially was purposed to design and
manufacture.
The system which is going to design will be used at determining some
mechanical properties of agricultural materials. Force-Deformation values of test
material under time will be examined by this system. Force application velocities of
the test contrivance are between 0,01 mm/s – 10 mm/s were aimed. Besides, the
values of force and deformation transferring to computer are analogue, interval of
value is 25 ms the minimum and more value obtaining was aimed. So, force and
deformation values will be read in every 25 ms and transferred in computer.
To start with, principles and definitions related with automatic control and
design were determined. Mechanical design of test device was formed. Then, PLC
and control components were added for controlling the system by computer. Lastly,
computer programs were written by using suitable program languages.
At the end of the studies, automatic controlled test device which works
suitable with principles and definitions that were determined after was designed and
manufactured.
Key Words: PLC, Automatic Control, Design, Rheology, Biological Material
II
TEŞEKKÜR
Bu çalışmanın gerçekleşmesinde değerli zamanını, düşünce ve yardımlarını
esirgemeyen danışman hocam Prof. Dr. M. Tunç ÖZCAN’a, çalışmalarım esnasında
bilgi
ve
tecrübelerinden
faydalandığım
Dr.
Selçuk
UĞURLUAY,
Emre
SOYUBELLİ ve Fevzi ŞAHBAZ’a, manevi desteklerinden dolayı anneme ve
babama teşekkür ederim.
III
İÇİNDEKİLER
SAYFA
ÖZ..................................................................................................................................I
ABSTRACT.................................................................................................................II
TEŞEKKÜR................................................................................................................III
İÇİNDEKİLER...........................................................................................................IV
ŞEKİLLER DİZİNİ....................................................................................................VI
1. GİRİŞ……………………………………….……………………………………...1
1.1. Mühendislik Tasarımı…...…………………………………...…………...….1
1.1.1. Tasarım Aşamaları……………………………………………………...3
1.1.1.1. Problemin Tanımlanması……………...……………………..3
1.1.1.2. Problemin Analizi……...……………...……………………..4
1.1.1.3. Tasarımın Sentezi……....……………...……………………..4
1.1.1.4. Tasarımın Değerlendirilmesi...………...……………………..4
1.1.1.5. Tasarımın Geliştirilmesi..……………...……………………..5
1.1.2. Tasarımda Bilgi Toplama……………………………………………....5
1.1.3. Tasarımın Özellikleri…...……………………………………………....6
1.1.4. Ürün Yaşam Döngüsü…..……………………………………………....7
1.1.5. Malzeme Seçimi………...……………………………………………....8
1.2. Kalibrasyon……….…………………………………………...……………..9
1.2.1. Kalibrasyon Periyotları……….……………...………………………..11
1.2.2. Nitelik…………..……………………………………………………..11
1.3. Otomatik Kontrol………………………………………………...………....11
1.3.1. Kontrol Sistemlerinin Sınıflandırılması……………………..…….…..13
1.3.1.1. Açık Çevrimli Kontrol Sistemi..……...……..…...………....14
1.3.1.2. Kapalı Çevrimli Kontrol Sistemi..……...…...……………....14
1.3.2. Otomatik Kontrolün Amacı ve Kapsamı…...……..…………………..15
1.4. Reoloji(Akış Bilim)……….………………………………………..……....16
1.4.1. Reolojinin Bazı Temel Kavramları…..………………………………..16
1.4.2. Biyolojik Sistemler ve Mekanik Özellikleri…………………………..16
1.4.3. Mekanik Özellikler ile İlgili Diğer Tanımlar………...……....………..17
IV
1.5. Çalışmanın Önemi ve Amacı………………………...………………..…....20
2. ÖNCEKİ ÇALIŞMALAR………………………………………………………..23
3. MATERYAL ve YÖNTEM………..…………………………………………….34
3.1. Materyal…………………………...………………………………….……34
3.1.1. Yük Hücresi(Loadcell).…………………..…….….……………….…….34
3.1.2. Yük Servo Motor ve Servo Sürücü……..……….…………….….….35
3.1.3. PLC (Programmable Logic Controller)…...…….…………...……….36
3.1.4. Hassas Bilyalı Vidalı Mil………………….…….…………...……….37
3.1.5. Dişli Kayış ve Kasnak Mekanizması………….……...……...……….39
3.2. Yöntem..……………………………...………………………………………39
3.2.1. Test Cihazının Çalışma Prensipleri…..………….…………………….39
3.2.2. Kullanılan Vidalı Mil Seçim Kriterleri.……………………………….40
3.2.3. Test Cihazının Kontrolü………….…..………….…………………….41
3.2.3.1. Servo Motorun Kontrolü………..……...………...………....42
3.2.3.2. Bilgisayardan Veri Girişi ve Çıkışı..…...………...………....43
3.2.3.3. MicroWin ile Excel Programlarının Haberleşmesi………....43
3.2.4. Sistemin Çalışma Algoritması..….…..………….…………………….44
3.2.5. Verilerin Elde Edilmesi ve Değerlendirilmesi…..…………………….47
4. ARAŞTIRMA BULGULARI……………………………….……………………50
4.1. Mekanik Tasarım İle İlgili Bulgular…………………..………………..…..50
4.2. Sistemde Servo Motor Kullanılmasına İlişkin Bulgular..…………………..53
4.3. Test Düzeneğinde PLC Kullanılmasına İlişkin Bulgular……………...........54
4.4. Test Düzeneğinin Bilgisayar ile Kontrol Edilmesine İlişkin Bulgular…......54
4.5. Sistemde Elde Edilen Test Sonuçları ve Değerlendirilmesi..………..…......56
5. SONUÇ VE ÖNERİLER……………………………...………………………….58
KAYNAKLAR……………………………………………………………………...60
ÖZGEÇMİŞ…………………………………………………………………………62
V
ŞEKİLLERİN DİZİNİ
SAYFA
Şekil 1.1 Tasarım Felsefesi………………………...…………………………………2
Şekil 1.2 Tasarım Kısıtlamalarını Belirleyenler ve Temel Kısıtlamalar…….……......7
Şekil 1.3 Ürün Yaşam Döngüsü İçindeki Akış………………….....…………………8
Şekil 1.4 Kapalı Çevrimli Kontrol Sistemi…………………………..……..…...…..15
Şekil 1.5 Tarımsal Ürünler İçin Kuvvet-Deformasyon Eğrisi……….……..…...…..18
Şekil 1.6 Yükleme Boşaltma Eğrisinde Elastikiyet Derecesi………..……..…...…..19
Şekil 1.7 Lineer Olmayan Kuvvet-Gerilim Diyagramlarında Modülleri
Belirlenme Yöntemleri…….………………………………………………..19
Şekil 2.1 Meyvelerin Sıkıştırma Denemelerinde Kullanılan Test Cihazı…..…...…..24
Şekil 2.2 Zedelenme Derinliği ve Çapına Bağlı Olarak Zedelenme Hacminin
Belirlenmesi………..………………………………………………………..29
Şekil 2.3 Bir Elma Örneğinde Zedelenmiş Bölgenin Kesit Alanı….……………….31
Şekil 2.4 Bir Şeftali Örneğinde Zedelenmiş Bölgenin Kesit Alanı…………………31
Şekil 3.1 Yük Hücresi (Loadcell)………...…………………..……………………..34
Şekil 3.2 Servo Motor……………………………………………………………….35
Şekil 3.3 Servo Motor Sürücüsü………..…………………………………………...35
Şekil 3.4 Siemens S7-200 PLC………...……………………………………………37
Şekil 3.5 Hassas Bilyalı Vidalı Mil ve Flanşlı Somun……………………….……...38
Şekil 3.6 Kayış ve Kasnak Mekanizması…………………...…………..…………...39
Şekil 3.7 MicroWin Program Yapısı……..………………...…………..…………...42
Şekil 3.8 Excel’de Hazırlanan Programın Yapısı…………………..…..…………...44
Şekil 3.9 PCAccess’de Hazırlanan Programın Yapısı……...…………..…………...45
Şekil 3.10 MicroWin Programında Motor Devrinin Hesaplanması..…..…………...47
Şekil 3.11 MicroWin Programında Yükün Kg’dan Newton’a Dönüştürülmesi..…...48
Şekil 3.12 MicroWin Programında Mesafenin Hesaplanması……………….....…...48
Şekil 3.13 MicroWin Programında Elde Edilen Verilerin Bilgisayara Aktarılması...49
Şekil 4.1 Sistemin Genel Görünüşü…….…………………………………….……..51
Şekil 4.2 Elektrik Panosu ve Pano İçerisindeki Bağlantıların Genel Görünüşü….....52
Şekil 4.3 Mekanik Düzeneğinin Genel Görünüşü…………………....……………..52
VI
Şekil 4.4 Sistemin Mekanik Düzeneğinin Katı Model Görünüşü ve Elemanları.…..53
Şekil 4.5 MS Excel’de Tasarlanan Programın Genel Görünüşü………………...…..55
Şekil 4.6 Portakal İçin Kuvvet – Deformasyon Diyagramı…...………………...…..56
Şekil 4.7 Golden Elma İçin Kuvvet – Deformasyon Diyagramı...……………...…..57
VII
İnan ÜNLÜ
1. GİRİŞ
1. GİRİŞ
1.1. Mühendislik Tasarımı
Tasarım en genel anlamıyla ihtiyaçtan doğan bir nesnenin zihinde
planlanması veya zihinde planlanan bu düşüncenin bir belge üzerine aktarılması
olarak tanımlanabilir. Bu yaklaşımla bakıldığında, öncelikli olarak tasarımın bir
ihtiyaçtan kaynaklandığını ve bu ihtiyaca cevap vermek için düşünüldüğü ortaya
çıkmaktadır. Yani ortada bir ihtiyaç var ise burada ihtiyacın karşılanması
gerekecektir. Bu nedenle ihtiyaç bir problem olarak adlandırılabilir. Bu problemin
giderilmesi için ortaya atılacak yaklaşımın da tasarım olarak adlandırılması yanlış
olmayacaktır.
Buradan hareketle yukarıda tanımladıklarımız ile birlikte mühendislik
yaklaşımlarını da düşünecek olursak, genel bir mühendislik tasarımı tanımı
yapmamız zor olmayacaktır.
En genel anlamda mühendislik tasarımı, herhangi teknik bir sistemin ödevinin
kesin olarak belirtilmesi, uygulanacak fiziksel prensiplerin saptanması, bu prensipleri
sağlayan elemanların seçimi, bunların montajı ve parça resimlerinin hazırlanmasına
kadar geçen bütün faaliyetleri kapsamaktadır. Buna göre mühendislik tasarımını iki
aşamalı bir faaliyet olarak görmek gerekir. Birincisi; ödevin belirlenmesi ve
uygulanacak fiziksel prensiplerin saptanması, yani teorik modelin kurulması
aşamasıdır. İkincisi ise, fiziksel prensibe göre elemanların seçimi, boyutlandırılması,
montaj ve parça resimlerinin hazırlanması, yani teorik modelin gerçekleştirilmesi
aşamasıdır. Tasarımın birinci aşaması “Konstrüksiyon Sistematiği” adı verilen bilim
dalını, ikinci aşaması ise “Makina Elemanları” bilim dalını ilgilendirmektedir
(Cürgül ve ark., 2002).
Tasarımcının başlangıç noktaları, bilimsel ilkeler ve tasarım konusundaki özel
bilgi ve verileridir. Bir tasarım sürecinde ortaya çıkan ürünün alternatifleri irdelenir
ve gerektiğinde prototip olarak denendikten sonra kabul edilebilirliği tartışılır.
Olumlu sonuç yapım sürecini başlatır. Sonuç olumsuz ise, geri besleme mekanizması
ile tekrar tasarım sürecine sokulur. Tasarım felsefesi olarak tanımladığımız bu
1
İnan ÜNLÜ
1. GİRİŞ
özellikler, Asimow’un verdiği akım şeması Şekil.1.1’de özetlenmiştir (Cürgül ve
ark., 2002).
Tasarımcılık yetenek işi olmakla birlikte, sadece yetenekle sınırlı olarak da
görülmemelidir. Tasarım mühendisliği kavramıyla birlikte tasarımcıdan beklenen
özellikler de değişmiştir. İyi bir tasarım mühendisinden sadece yetenekli olması
değil, aynı zamanda iyi bir malzeme, teknik resim, üretim, ekonomi bilgisine sahip
olması da beklenmektedir.
Bilimsel ve
teknolojik
etkiler
Tasarım Ürünü
Tasarım
Süreci
Tasarım
İrdelemesi
Kabul
Edilir
İş
Tasarım
Bilgileri
Kabul Edilemez
Geri
Besleme
Tasarım
Ürünü
Şekil 1.1. Tasarım Felsefesi (Cürgül ve ark., 2002)
Yine tasarım yapılırken tasarımın şekillendirilmesi belirli kurallar ve istekler
doğrultusunda gelişecektir. Sınırlandırılmış bütçe içerisinde en mükemmel tasarımın
gerçekleştirilmesi gerekmektedir. Tabi ki tasarım sadece satın alma açısından değil,
kullanım açısından da ekonomik olmalıdır. Yani genel anlamda maliyeti oluşturan
üretim, bakım ve işletme maliyetleri gibi etmenler toplamda ekonomik sınırlar
içerisinde olmalıdır.
Tasarım ürünü doğru ve bakımlı kullanımla uzun süre kullanılabilmelidir. Bir
başka deyişle, sınırları içerisinde kullanılan tasarım ürünün fiziksel ömrü uzun
olmalıdır.
Ürün mukavemet kuralları dikkate alınarak tasarlanmalıdır. Yani yükün
uygulanma yönü ve biçimi, bağlantılar, kullanılan malzemelerin şekilleri ve üründe
2
İnan ÜNLÜ
1. GİRİŞ
gelebilecek gerilmeler düşünüldüğünde tasarlanan malzemenin mukavemet sınırı en
yüksek değerde olmalıdır.
Bütün bu çalışmalar yapılırken maliyet de önemli bir kriter olarak dikkate
alınmalı ve yapılan çalışma sonucunda elde edilen ürünün kabul edilebilir sınırlar
içerisinde bir maliyete sahip olması sağlanmalıdır.
1.1.1. Tasarım Aşamaları
Tasarım geliştirilirken tasarımcı için gerekli olacak en önemli özelliklerden
biri de tasarımcının planlı ve düzenli bir çalışma yapabilmesidir. Yani tüm tasarım
aşamaları belirli bir plan ve düzen içerisinde yürütülmelidir. Tasarımı gerektiren
ihtiyacı bir problem, tasarımı ise bir ödev olarak tanımladığımıza göre, probleme ait
bir algoritmanın geliştirilmesi en doğru yaklaşım olacaktır. Bu algoritma sistematik
olarak her problemde aynı olmakla birlikte, karşılaşılacak her probleme ait kendine
has içerik ve çözümleri kapsamalıdır.
Tasarım ödevi yerine getirilirken oluşturulacak algoritma şu adımları
içermelidir (Cürgül ve ark., 2002):
1. Problemin tanımlanması
2. Problemin analizi
3. Tasarımın sentezi
4. Tasarımın değerlendirilmesi
5. Tasarımın geliştirilmesi
1.1.1.1. Problemin Tanımlanması
Tasarım olayı bir problem olarak düşünülürse bu problemin çözümü, birçok
problemin karşılıklı kıyaslanmasıyla mümkündür. Tasarımın başlangıcında ürünün
ödevi, tasarım ve çalışma şekli ile görünümünün karşılıklı uyumu aranmaksızın bu
kavramların kendi içindeki çözümleri ortaya konur. Tasarımın her aşamasında bu üç
kavram çerçevesinde ürünün sorgulaması yapılarak son çözüme ulaşılır (Cürgül ve
ark., 2002).
3
İnan ÜNLÜ
1. GİRİŞ
1.1.1.2. Problemin Analizi
Problem iyice tanımlandıktan sonra artık işin analizi yapılabilir. Analiz, bir
cihazın üretimine başlanırken göz önüne alınan başlangıç koşulları ile hedef satış
fiyatı dahil ürün yelpazesinin uygunluk derecesinin baştan sona incelenmesi olayıdır.
Ürünün başlangıç koşullarına göre bilgi toplanır ve tasarımın her aşamasında üründe
herhangi bir değişikliğe gerek olup olmadığına karar verilir (Cürgül ve ark., 2002).
1.1.1.3. Tasarımın Sentezi
Üretim çalışmaları ve yapılan denemeler sonucu tasarım istekleri uygun
şekilde karara bağlanır. Tasarım planlamasının bu üçüncü aşamasında gerekli güç,
parçaların şekli ve ölçüsü, malzeme gibi özellikler de göz önünde bulundurularak ilk
hesaplamalar yapılır. Bu yolla problemin birçok çözümü elde edilir. Ancak iyi bir
sonuca ulaşmak için yapılan bir dizi çözümden en uygun olanı seçilir (Cürgül ve ark.,
2002).
1.1.1.4. Tasarımın Değerlendirilmesi
Değerlendirme işlemi, tasarım sentezi ve seçilen tasarımın geliştirilmesi
aşamasında yapılmalıdır. Ürün için ortaya atılan her bir çözümde ödev, şekillendirme
ve görünüm gereksinimleri bakımından;
a) Cihaz tasarlandığı şekilde üretilirse birincil ödevini yerine getirecek
mi?
b) İstenilen hızda çalışacak mı?
c) Gerçek ortamına konulduğunda düzgün çalışacak mı?
Sorgulamaları yapılır ve her defasında başlangıç koşullarına göre ortaya çıkan
değişiklikler yeniden değerlendirilir. Bu değerlendirmeler sonucunda bazı çözümler
reddedilir. Her çözümün iyi ve kötü yönleri ele alınarak en iyi (optimum) çözüm
4
İnan ÜNLÜ
1. GİRİŞ
için; her bir çözüm diğeri ile veya beklenen bir profille kıyaslanarak sonuca gidilir
(Cürgül ve ark., 2002).
1.1.1.5. Tasarımın Geliştirilmesi
Hedeflenen tasarımın birden fazla alternatifi geliştirilir. Bu alternatif
çözümler kendini sorgulama ve değerlendirme yöntemleri ile sonuçlandırılır.
Tasarımın geliştirilmesi aşamasında üretim tasarımı ve bunun maliyete etkisi büyük
önem taşır. Bu nedenle prototip geliştirme aşamasında tespit edilen eksik taraflar ve
yapılacak iyileştirme çalışmalarında detay resimlerinden önce bir seri test yapılır.
Alınan sonuçlara göre yapılacak her değişiklik için üretim ve maliyet çalışması
yapılır. Bu çalışmalar sonucunda geliştirme konusundaki gerekli adımlar atılır
(Cürgül ve ark., 2002).
1.1.2. Tasarımda Bilgi Toplama
Tasarımcıda bulunması gereken en önemli özelliklerden biri de gözlem
yapabilme yeteneğidir. Çünkü tasarım aşamasının başlangıcından sonuna kadar
tasarımcı gözlem özelliğinden yararlanacaktır.
Bilgi toplama aşaması, tasarımcının gözlemlerine dayanarak ihtiyacı
belirlemesinden sonra başlar. Yani problem ortaya konulduktan sonraki hemen
hemen bütün aşamalarda bilgi toplama işlemi sürdürülür. Bilgi toplama işlemi,
literatür tarama, incelemeler ve sorgulama şeklinde gerçekleştirilebilir. Yani problem
ortaya konulduktan sonra, tasarıma yönelik literatür taraması gerçekleştirilir. Yine
tasarıma yönelik farklı sistem ve çözümler üzerinde inceleme yapılır. Ve ortaya
konulacak tasarıma yönelik bir sorgulama yapılarak bu tasarımın ihtiyaca ne kadar
cevap vereceği belirlenmeye çalışılır.
Bilgi toplamada önemli adımlardan biri de daha önce yapılmış çalışmaların
incelenmesidir. Daha önce yapılan bu çalışmaların tasarlanan sistemle aynı olması
gerekmez. Eğer benzer bir çalışma daha önce yapılmış ise bu çalışmanın incelenmesi
sonucunda sistemin bütünü hakkında bilgi sahibi olunmasını sağlar. Daha önce
5
İnan ÜNLÜ
1. GİRİŞ
yapılmış çalışmalarda dikkat edilmesi gerek özelliklerden biride, incelenecek
sistemin tasarlanan sistemle bire bir uyuşması beklenmemelidir. İncelenecek farklı
sistemler içerisinde tasarıma uygun veya tasarımda kullanılması düşünülen
mekanizmalar var ise bu mekanizmaların irdelenmesi ve bu mekanizmalardan
faydalanılması da bilgi toplama bakımından önemli olacaktır.
Tasarımcı aynı zamanda sorgulayan bir yapıya sahip olmalıdır. Tasarımın her
aşamasında tasarımın gelişimini sağlayacak ve yenilikler için, kendi tasarımını
sürekli sorgulamalıdır. Ancak bu şekildeki bir işlemden sonra tasarım her geçen
sürede daha iyi bir seviyeye gelecektir.
1.1.3. Tasarımın Özelikleri
Tasarımcı, incelemelerinden, gözlemlerinden ve karşılaştığı aksaklıklardan
yola çıkarak tasarım yapma işine başlar. Ve tasarımını geliştirirken yapmak
istediklerini(düşündüklerini) en iyi şekilde ortaya koyup en iyi sonuca ulaşmaya
çalışır. Ancak tasarlama işlemi esnasında karşılaşacağı birçok kısıtlama nedeniyle
istediklerini, düşündüklerini her zaman sistemine aktarması mümkün olmayabilir. Bu
kısıtlamalardan bahsetmek gerekirse, tasarımcı her şeyden önce bilinen ilkelere
aykırı bir tasarım yapamaz. Kısıtlardan bazılarını şöyle sıralamak mümkündür:
Tasarım toplumun kültür düzeyine uygun olmalıdır; toplumun din, gelenek, görenek
örf ve adetlerine aykırı olmamalıdır; Kulanım kolaylığı açısından ergonomik
olmalıdır; ülkeler tarafından belirlenen standartlara uygun olmalıdır. Bu şekilde
örneklerin sayısını artırmak mümkündür. İşte bu şekilde kısıtlamaların hepsi
tasarımcının tasarımı yalnızca kendi isteğine göre oluşturmasını engelleyici
etmenlerdir.
Tasarımcıyı bir çok yönden engelleyen bu kısıtlamaların bir kısmı esnek ve
seçime bağlı olduğu halde bir kısmı ise zorunludur. Yine bu kısıtlamalar tasarımcı,
üretici, tüketici ve yasa koyucu için farklı anlamlar ve istekleri ortaya koymaktadır.
Bunları sınıflandırmak gerekirse tasarım kısıtlamalarını belirleyen bir tablo
Şekil.1.2’de yer almaktadır.
6
İnan ÜNLÜ
1. GİRİŞ
Şekilde de görüldüğü gibi tasarımcı, üretici, tüketici ve yasa koyucu açısından
belirli kısıtlamalar olacaktır. Bunların bir kısmı esnek-seçime bağlı olabileceği gibi
bir kısmı ise değiştirilemez kuralları içerecektir. Bu noktada tasarımcı esnek
bölgelerde daha rahat hareket edebilmektedir. Yani, tüketicinin ilgisini çekebilmek
ve daha başarılı tasarımlar yapabilmek için esnek bölge olarak tanımlayacağımız
konularda daha geniş bir uygulama alanı bulabilecektir. Ancak rijit bölge olarak
tanımlanan konularda tasarımcının çok fazla farklılık yaratma şansı olmayacaktır. Bu
da tasarımcı açısından istenmeyen bir durum olacaktır.
esnek
seçime bağlı
rijit
zorunlu
estetik
biçim
tasarımcı
ekonomi
teknoloji
üretici
sağlamlık
yararlılık
tüketici
sağlamlık
kalite
yasa koyucu
tasarım
kısıtlamaları
Şekil 1.2. Tasarım Kısıtlamalarını Belirleyenler ve Temel Kısıtlamalar (Bayazıt,
1994)
1.1.4. Ürün Yaşam Döngüsü
Endüstriyel ürünler tasarlanmasından üretilmesine kadar bir çok aşamalardan
geçerler. Tasarımcı ya da üretici sadece ürünün oluşum aşamasını düşünmekle
kalmayıp, aynı zamanda tasarlanan ürünün, üretimden sonra tüketiciye ulaşmasını,
tüketicinin kullanımı aşamasında karşılaşabileceği sorunlarını ve çözümlerini, teknik
servis koşullarını, ürünün kullanımdan sora atıl hale gelmesiyle bu atıl ürünü tekrar
hammadde veya hurda olarak değerlendirilme aşamalarını da düşünmek ve
planlamak durumundadır. Yani tüketiciden çıkan kullanılmaz durumdaki ürün de
7
İnan ÜNLÜ
1. GİRİŞ
tasarımcı ya da üretici açısından değerlendirilmesi ve planlanması gereken bir
konudur.
Bu bakımdan ürün yaşam döngüsü ile ilgili şöyle bir tanım yapılabilir;
Hammaddeden atılana ya da geri dönüp tekrar üretime dahil edilene kadar bir ürünün
geçirdiği aşamalara “Ürün Yaşam Döngüsü” denir.Ürün yaşam döngüsünü anlatan
bir şema Şekil 1.3’de verilmiştir (Bayazıt, 1994). Özellikle günümüzde çevre kirliliği
açısından da düşünüldüğünde geri dönüşümün bir mecburiyet olduğu görülmektedir.
Bu nedenle tasarımcı sadece üretmekle değil aynı zamanda bu yaşam döngüsünü
planlamakla da yükümlü olmaktadır.
Tasarım
Planlama
HAMMADDE
ÜRETİM
Üretim
üretilen
ürün
ürün
DAĞITIM
kaynaklar
GERİ DÖNÜŞ
bilgi
satılan
ürün
bozuk
ürün
TÜKETİM
Şekil 1.3. Ürün Yaşam Döngüsü İçendeki Akış (Bayazıt, 1994)
1.1.5. Malzeme Seçimi
Mühendislik tasarımında önemli konulardan biri de uygun malzeme
seçimidir. Daha önce tasarım tanımında da bahsedildiği gibi, mühendislik tasarımı
sadece yetenek işi değil aynı zamanda bilgi ve tecrübe işidir. Yalnızca şekilsel
8
İnan ÜNLÜ
1. GİRİŞ
tasarımlar yeterli olmamaktadır. Oluşturulan çizimlere hayat verecek elemanların iyi
belirlenmesi ve uygulanması gerekmektedir.
Oluşturulacak tasarımda malzeme seçimi de önemli bir yer tutmaktadır.
Tasarımın boyutundan ağırlığına, dayanıklılığından esnekliğine, fiyata kadar birçok
konu malzeme seçimini yakından ilgilendirmektedir. Bu nedenle malzeme seçimi
yoğun çalışma ve bilgi gerektirmektedir.
1.2. Kalibrasyon
Günümüz gelişen teknoloji ve artan rekabet ortamında ürün veya hizmet
üreten firmaların iyi bir yer edinebilmeleri ve bunu sürekli kılabilmeleri için, ürün ve
hizmet kalitesinin üst seviyelerde olması gerekmektedir. Bu nedenle üretim
sektöründe elde edilen ürünün kaliteli ve standartlara uygun olması büyük önem
taşımaktadır. Herhangi bir ürünün elde edilmesi veya hizmetin verilmesi işleminde
hatalara yol açacak faktörlerin ortadan kaldırılması, hatayı düzeltmekten daha kolay
ve ekonomik olacaktır. Bu nedenle sistemin başlangıcında standartlara uygun olması
ve kontrol edilebilir olması hem maliyetin düşürülmesi hem de kalitenin
yükseltilmesini etkileyen faktörler olarak görülmektedir.
Yukarıda belirtilen bütün bu yaklaşımlar göz önüne alındığında yapılan
çalışmalarda kalibrasyonun önemini ortaya çıkarmaktadır.
Kalibrasyon; bir ölçü aleti veya ölçme sisteminin gösterdiği veya bir
ölçüt/ölçeğin ifade ettiği değerler ile, ölçülenin bilinen değerleri arasındaki ilişkinin
belli koşullar altında belirlenmesi için yapılan işlemler dizisidir. Uzunluk, ağırlık,
sertlik, elektrik direnç vb. gibi herhangi büyüklüklerin ölçümlerini yapan aletlerin
kabul edilen bir ölçüte göre ayarlarının yapılması ve hata sınırlarının belirlenmesi
olarak anlaşılır (Anonim, 2008). Ölçme anlamında yapılacak iyileştirmeler ile elde
edilecek ürünün ya da verilen hizmetin kalitesi yükseltilmiş ve hata payı düşürülmüş
olacaktır. Böylece kalibrasyonun üretim ve hizmet sektöründeki önemi daha iyi bir
şekilde anlaşılacaktır.
9
İnan ÜNLÜ
1. GİRİŞ
Yöntem : Kalibrasyon işleminde, kalibre edilen ölçü aletinin hata miktarı,
kendisinden daha yüksek doğruluklu (en az 3 kat), bir ölçü aleti referans alınarak
belirlenir. Referans alınan ölçü alet(ler)inin kalibrasyon sertifikası üzerinden ulusal
veya uluslararası temel referanslara kesintisiz bir kıyaslamalar zinciri ile bağlanması
(izlenebilirlik) gerekir. Böylelikle kalibre edilen ölçü aletinin de temel referanslara
izlenebilirliği sağlanmış olur ki bu kalibrasyon işleminin geçerliliği için en önemli
şarttır (Anonim, 2008).
Amaç: İstenilen
doğruluğundan
kalitenin
emin
sağlanabilmesi
olunması
için
gerekmektedir.
kullanılan
Ancak
bu
ölçüm
aletinin
şekilde
ürünün
doğruluğundan ve kalitesinden emin olunabilinir. Ölçüm aletinin doğruluğu da ancak
kalibrasyon testinden sonra ortaya çıkacaktır. Bu nedenle kalibrasyon testlerinin ve
eğer ihtiyaç duyulursa kalibrasyonun belirli peryotlarla yapılması gerekmektedir.
Kullanıcı kalibrasyonlarını kendi laboratuarında yapabileceği gibi dışarıdan
hizmet aldığı bir laboratuarda da yaptırabilir. Her koşulda sonuçları değerlendirmek
ve
cihazın
kendi
ihtiyaçlarına
uygunluğuna
karar
vermek
kullanıcının
sorumluluğundadır. Kalibrasyon sonucuna göre uygun olmayan ölçü aletinin ayarının
yapılması ve hatalarının giderilmesi söz konusu olabilir. Ancak ayar sonrası mutlaka
tüm kalibrasyon prosedürünün tekrarlanarak son durumun raporlanması şarttır.
(Kalibrasyon hizmet firmalarının hatalı cihazlara ayar yapma zorunluluğu ve her
türlü cihaz için yetkinliği de yoktur. Ancak gerekli teorik ve pratik altyapıya sahip
kalibrasyon laboratuarları müşterilerine (onaylarını almak suretiyle) bu konuda
yardımcı olabilirler (Anonim, 2008).
•
Kalibrasyonun sonucu, ölçüt/ölçeğin, ölçü aletinin veya ölçme sisteminin
hatasını kestirmeye, veya alelade bir skalanın işaretlerine değerler
verilmesine olanak sağlar.
•
Kalibrasyon işlemi başka metrolojik özellikleri de belirleyebilir.
•
Kalibrasyon sonucu, kalibrasyon sertifikası veya kalibrasyon raporu adı
verilen bir doküman ile kaydedilebilir.
•
Kalibrasyon sonucu bazen, bir kalibrasyon faktörü veya bir kalibrasyon eğrisi
şeklindeki bir dizi kalibrasyon faktörü olarak ifade edilebilir (Anonim, 2008).
10
İnan ÜNLÜ
1. GİRİŞ
1.2.1. Kalibrasyon Periyotları
Kalibrasyonu yapılacak ekipmanların durumuna bağlı olarak kalibrasyon
yapana uzman elemanların belirleyeceği bir periyotta yapılması en uygun çözüm
olacaktır.
1.2.2. Nitelik
Kalibrasyon işlemi bir deneysel çalışma olup, deneysel bir çalışmadan
beklenen tüm gereklilikler karşılanmalıdır. Yani çalışmalar kontrollü bir ortamda,
özenli ve yazılı çalışma alışkanlığına sahip eğitimli kişilerce yapılmalı, çalışmanın
yapıldığı ortam özellikleri, kullanılan ekipman, uygulanan yöntem, ölçüm belirsizliği
ve sonuçlar kalibrasyon raporunda belirtilmelidir (Anonim, 2008).
1.3. Otomatik Kontrol
Teknolojinin hızla ilerlemesi ve bu gelişmelerin insan hayatında giderek daha
fazla önem kazanmasıyla birlikte, kullanılan alet, cihaz ve sistemler de teknolojiye
uygun bir hal almaktadır. Bununla birlikte insan hayatında bazı kavramlar ve
yenilikler yerini almaktadırlar. Bunlardan bir tanesi de belki birçok yerde
duyduğumuz ve hatta farkında bile olmadan hayatımızda kullandığımız “Otomatik
Kontrol” kavramıdır. Otomatik kontrol sistemleri gelişen teknoloji ve artan nüfusla
birlikte gelişen toplumlarda daha fazla önem kazanmakta ve bu toplumların
ilerlemesinde belirleyici bir rol üstlenmektedir. Hayatı kolaylaştırmak ve insan
gücüne olan ihtiyacı azaltmasından dolayı sanayide de önemi her geçen gün
artmaktadır. Günümüzde ülkelerin gelişmişlik düzeylerinin değerlendirilmesinde bile
bu sistemlerin kullanılması ve bu sistemlerle yapılan işler belirleyici olmaktadır.
Otomatik kontrol denilince birçok insanın aklına farklı veya benzer birçok
tanım gelebilmektedir. Otomatik kontrolün ne olduğu ve neleri içerdiği ile ilgili
bilgiler verilmeden önce bu konunun daha iyi anlaşılabilmesi için, bu konuyla ilgili
temel bazı kavramların bilinmesi gerekmektedir. Bunların bir bütün olarak
11
İnan ÜNLÜ
1. GİRİŞ
incelenmesi sonucunda otomatik kontrol ve sistemlerinin amaçları ve işlevleri
hakkında daha fazla bilgi edinilmesi mümkün olacaktır. Bu kavramlar en temel
şekilde açıklanmaya çalışılmıştır.
Sistem (Dizge):
Bu sözcüğü birkaç türlü tanımlamak mümkündür. Bunlardan ilkinde, bir
sistem ya da dizge, bir bütünü oluşturacak şekilde birbirine bağlanmış ya da ilgi
kurulmuş şeylerin düzenlenmesi, kümesi veya topluluğudur. Daha etkin bir sistem
tanımı “tüm bir birim olarak davranacak ya da bir bütünü meydana getirecek biçimde
birbiriyle ilişkilendirilmiş, bağlanmış fiziksel bileşenlerin düzenlenmesi” olarak
yapılabilir (Akçalı, 1999).
Kontrol (Denetim):
Kontrol kelimesi genellikle ayarlamak, düzenlemek, yöneltmek ve kumanda
etmek anlamına gelir. Tanım olarak bir değişken niceliğin ya da değişken nicelikler
kümesinin önceden belirlenmiş bir koşula uyumunu sağlamaya yönelik olarak
gerçekleştirilen işlemler bütünüdür (Kuşçu, 2008).
Kontrol Sistemi:
Kendisini ya da bir başka sistemi yönlendirecek, düzenleyecek veya onu
kumanda edecek biçimde ilişkilendirilmiş fiziksel bileşenler topluluğudur (Akçalı,
1999).
Kontrol sistemleri, denetlenen niceliklerin değerlerini sabit tutar ya da bu
değerleri, önceden belirlenmiş biçimde değişmesini sağlar (Kuşçu, 2008).
Otomatik Kontrol:
Bir sistemde denetim faaliyetlerinin insan girişimi olmaksızın önceden
belirlenen bir amaca göre denetimi ve yönlendirilmesidir. Genel anlamda otomatik
kontrol, doğrudan insan girişimi olmaksızın çalışan aygıtların, makinelerin ve
sistemlerin çalışması ve gelişmesi ile ilgilenen bir bilim dalıdır. Uygulamada denetim
ve denetim sistemi denilince daha çok otomatik kontrol anlaşılır (Kuşçu, 2008).
12
İnan ÜNLÜ
1. GİRİŞ
Giriş:
Kontrol sisteminden belli bir cevap almak üzere bir dış enerji kaynağından
sisteme uygulanan uyarıdır (Kuşçu, 2008).
Çıkış:
Denetim sisteminden sağlanan gerçek cevaptır. Çıkış, girişin öngördüğü
cevaba eşit olur veya olmayabilir. Bir sistemin denetim amacını giriş ve çıkışlar
belirler. Örneğin, bir sıcaklık denetim sisteminde, giriş arzu edilen sıcaklık, çıkış ise
sistemde gerçekleşen ve ölçülen sıcaklıktır (Kuşçu, 2008).
Hata ve Sapma; e(t):
Çıkışın herhangi bir anda, arzu edilen bir değere göre farkına hata denir. Hata
sinyali, başvuru girişi ile geri-besleme sinyali arasındaki farka eşittir. Karşılaştırma
elemanı, çıkışı arzu edilen değerle karşılaştırarak hata değişimlerini belirler. Hata
sinyali, sistemin çıkışından arzu edilen değeri sağlamak üzere denetim organını
hareket ettirir. Denetim organı bu değişimlerini giriş olarak alır ve kendi yapısına da
bağlı olarak son denetim organı (motor eleman) için uygun bir denetim sinyali üretir.
Denetlenen değişkenlerin belirli değerler etrafında değişimleri sapma olarak ifade
edilir. Genel anlamda; bir hata sinyali olup, özellikle ayar değerine göre çalışan süreç
denetim sistemlerinde denetlenen değişkenin sabit bir ayar değerinden ayrılması
sapma olarak ifade edilir (Kuşçu, 2008).
Geri Besleme Sinyali; b(t):
Denetlenen değişkenin bir fonksiyonu olup, başvuru girişi ile karşılaştırılarak
hata sinyalinin elde edilmesini sağlar (Kuşçu, 2008).
1.3.1. Kontrol Sistemlerinin Sınıflandırılması
Kontrol sistemleri de kendi içerisinde bazı farklılıklar içermektedirler.
Hepsinde amaç bir sistemi kontrol etmek olmasına karşın, yapıları ve bazı
özelliklerinden dolayı farklılıklar göstermektedirler.
13
İnan ÜNLÜ
1. GİRİŞ
Kontrol sistemleri; giriş ve çıkış büyüklükleri arasındaki ilişkiye bağlı olarak
iki genel kategori altında toplanır. Bunlar kısaca, açık ve kapalı çevrimli kontrol
sistemleridir (Akçalı, 1999).
1.3.1.1. Açık Çevrimli Kontrol Sistemi
Kontrol işleminin çıkış büyüklüğünden bağımsız olduğu sistemdir (Akçalı,
1999). Bu sistemde istenilen çıkış ile kontrol edilen çıkışın karşılaştırılması söz
konusu değildir.
Açık çevrimli kontrol sisteminin belli başlı özellikleri şunlardır (Akçalı,
1999):
a) Açık çevrimli kontrol sistemlerinin işleyişi büyük ölçüde giriş ve çıkış
büyüklükleri arasındaki kalibrasyon ilişkisine dayanır.
b) Açık çevrimli kontrol sistemlerinde genellikle kararsızlık sorunları yoktur.
1.3.1.2. Kapalı Çevrimli Kontrol Sistemi
Kontrol işleminin çıkış büyüklüğüne bağlı olduğu sistemdir. Kapalı çevrimli
kontrol sistemi daha çok geri beslemeli kontrol sistemi olarak da bilinir. Geri
besleme, kapalı çevrimli kontrol sistemini açık çevrimli kontrol sisteminden ayıran
başlıca özelliktir. Otomatik kontrolün esasını da büyük ölçüde kapalı çevrimli ya da
geri beslemeli sistemler oluşturur. Genellikle bir sistemin değişkenleri arasında
neden-sonuç ilişkisi varsa, o sistemde geri-besleme vardır denir (Akçalı, 1999).
Geri-beslemenin genel özellikleri şöyle sıralanabilir (Akçalı, 1999):
a) Kesinliği artırır. Başka bir deyişle, giriş değerinin (aynısını) büyük bir
yakınlıkla elde edilmesine yol açar.
b) Çıkış / giriş oranının sistem özelliklerindeki değişmelere karşı
duyarlılığını azaltır.
c) Doğrusallıktan sapmaların etkilerini azaltır.
d) Sistemin iyi yanıt vereceği frekans aralığını, bant genişliğini artırır.
e) Salınım ya da karasızlıklara eğilimi oluşturur.
14
İnan ÜNLÜ
1. GİRİŞ
Giriş
Karşılaştırma
Kontrol
Organı
Sistem
veya Süreç
Çıkış
Ölçme
Şekil 1.4. Kapalı Çevrimli Kontrol Sistemi (Akçalı, 1999)
1.3.2.Otomatik Kontrolün Amacı ve Kapsamı
Otomatik kontrolün amacı bir sistemde bir veya birden fazla parametrenin
ölçülerek, ölçülen parametre ya da parametrelerin belirli değer ya da değerlerde
tutulmasını sağlamaktır. Böylelikle makine, alet, araç, tesis ve sistemlerin tehlikeden
uzak, güvenlikle çalışmaları sağlandığı gibi, işletme koşullarının da iyileştirilmesi
mümkün olacaktır. Burada sözü geçen sistem sadece mekanik sistemlerle sınırlı
olmayıp aynı zamanda hidrolik, pnömatik(havalı), elektriksel, ısıl sistemleri de
kapsamaktadır (Akçalı, 1999).
Bir sistem problemini çözümleyebilmek otomatik kontrol kapsamında
atılması gereken adımlardan ilkini oluşturur. Bunun için sistemi oluşturan
bileşenlerin ya da onu anlatabilecek özelliklerin analiz, sentez, tasarım ve
değerlendirmelere uygun hale getirilmesi gerekir (Akçalı, 1999).
Kontrol sistemlerinin, özellikle geri-beslemeli olanlarda, kararsızlık sorunları
ön planda gelir. Bu nedenle kontrol sistemlerinin kararlılık incelemeleriyle kararlı
koşullardaki çalışma ölçütlerinin belirlenmesine gereksinme vardır (Akçalı, 1999).
15
İnan ÜNLÜ
1. GİRİŞ
1.4. Reoloji (Akış Bilim)
Tasarlanan sistemin belirli prensip ve kurallara göre çalışması gerekmektedir.
Sistemde genellikle tarımsal ürün ile ilgili çalışmalar yapılacağı ve bu ürünlerin
mekanik özellikleri üzerinde durulacağı için çalışma reoloji alanına girmektedir. Bu
nedenle sistem reolojik prensipler dikkate alınarak tasarlanmıştır (Mohsenin, 1980).
Reoloji, kelime karşılığı olarak akış bilim anlamına gelmektedir. Daha açık
bir şekilde ifade etmek gerekirse reoloji, maddelerin sıvı haldeki mekanik
özelliklerini inceleyen bilim dalı olarak ifade edilebilir (Mohsenin, 1980).
1.4.1. Reolojinin Bazı Temel Kavramları
Mekaniksel özellikler, bir materyalin uygulanan bir yük altındaki davranışı
olarak tanımlanabilir. Mekaniksel özelliklere örnek olarak statik ve dinamik yük
altındaki kuvvet-uzama davranışları, hava ve sudaki akışkan karakteristikleri
gösterilebilir (Mohsenin, 1980).
Reoloji, yukarıda da tanımlandığı gibi, deformasyon ve akış bilimi olarak
adlandırılabilir. Bu tanıma göre, bir materyalde, uygulanan kuvvet sonucunda oluşan
deformasyon ve akışkanlık özellikleri aynı zamanda reolojik özellikler olarak da
adlandırılabilir. Reolojik olarak bir materyalin mekaniksel davranışları kuvvet,
deformasyon ve zaman olarak üç parametre ile ifade edilir. Reolojik özelliklere
örnek olarak zamana bağlı kuvvet uzama davranışı, sürünme, vizkozite ve materyalin
yük kaldırıldıktan sonraki davranışı gösterilebilir (Mohsenin, 1980).
Mekanik özellikler reolojik özelliklerden farklı olarak daha çok materyalin
uygulanan yükler altındaki hareketiyle açıklanır (Mohsenin, 1980).
1.4.2. Biyolojik Sistemler ve Mekanik Özellikleri
Tarımsal ürünlerden elde edilen gıda ve yiyeceklerin her biri birer biyolojik
sistemdir. Biyolojik sistemler mekanik özellikler bakımından seri üretim ürünlerinde
farklılıklar gösterirler. Biyolojik sistem olarak da tanımlanan bu materyaller canlı
16
İnan ÜNLÜ
1. GİRİŞ
olup proses boyunca şekil, büyüklük ve benzeri yönden değişime uğrarlar. Gelişim
ve depolama esnasında hücreler nem, sıcaklık, oksijen, besin tedariği, enerji tüketimi
gibi dış etkilere karşı hassastırlar. Bunların yanında kontrol edilmesi daha zor olan
bazı içsel faktörler de vardır. Biyolojik katıların (cisimlerin) elastikiyeti, fiziksel
şartlar ve ömür ile beraber değişime uğrarlar. Biyolojik akışkanlar (sıvılar)
çoğunlukla Newton kanunlarına uygun olmayan (non-newtonian) akışkanlar olup
ilave komplikasyonlara neden olurlar (Mohsenin, 1980).
Bu
karmaşık
durumun
sonucu
olarak
biyolojik
sistemin
reolojik
çalışmalarında sadece deneysel yaklaşım mümkündür. Bu tarz problemlerin
çözümleri genelde ya bazı gözlemlerden elde edilen basit tanımlamalar ya da bazı
teorik varsayımlarla mümkündür. Bu teorik varsayımlar, birçok değişken içeren
karmaşık matematiksel formüllerden oluşurlar. Fiziksel deneylerde sabit değerler
nadir olarak görülür (Mohsenin, 1980).
1.4.3. Mekanik Özellikler ile İlgili Diğer Tanımlar
Basınç; cismin belirli bir noktasına uygulanan ortalama kuvvet (N/cm2).
Deformasyon; cismin içerisindeki noktaların yer değişimidir. Kuvvet gibi
vektörel bir büyüklüktür. Deformasyon
genellikle hacimsel veya şekilsel
değişimlerle beraber olur (Mohsenin, 1980).
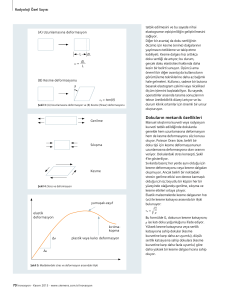
Akma Noktası; öyle bir noktadır ki, kuvvette değişim olmadığı veya kuvvet
azaldığı halde deformasyonun arttığı noktadır (Şekil 1.5). Bazı tarımsal ürünlerde bu
akma noktası malzemenin ayırt edici özelliğidir (Mohsenin, 1980).
Kopma Noktası; Kuvvet uzama veya kuvvet deformasyon eğrilerinde deney
ürünlerinin koptuğu, parçalandığı noktadır. Akma noktasının üzerinde herhangi bir
noktada meydana gelebilir. Kırılgan bir materyalde eğrinin ilk kısımlarında meydana
gelebilir. Sert materyallerde kopma noktası plastik akıştan bir hayli sonra olur
(Şekil.1.5) (Mohsenin, 1980).
17
İnan ÜNLÜ
KUVVET, F
1. GİRİŞ
DEFORMASYON, D
Şekil 1.5. Tarımsal Ürünler İçin Kuvvet-Deformasyon Eğrisi (Mohsenin, 1980)
Rijidite (Katılık); Şekil 1.5’ de grafiğin eğimi malzemenin katılığını
verir (Mohsenin, 1980).
Elastikiyet; Bir materyalin elastik veya geri dönüşlü deformasyon
kapasitesidir (Şekil.1.6) (Mohsenin, 1980).
Plastiklik; Geri dönüşümsüz veya kalıcı deformasyon (Şekil.1.7). Akma
noktasından, kopma noktasına kadar olan deformasyonlardan kalıcı olanına denir
(Mohsenin, 1980).
Elastikiyet derecesi; elastik ve plastik deformasyon toplamı (dp+de) olarak
tanımlanır (Şekil.1.6). Bir materyale belirli bir noktaya kadar ön yükleme yapılıp,
yük kaldırıldıktan sonraki toplam deformasyon (Mohsenin, 1980).
Dayanım; uygulanan kuvvete, dış etmenlere gösterilen dayanım (N/cm2)
(Mohsenin, 1980).
18
İnan ÜNLÜ
KUVVET
1. GİRİŞ
DEFORMASYON
Şekil 1.6. Yükleme Boşaltma Eğrisinde Elastikiyet Derecesi (Mohsenin, 1980)
KESEN
MODÜLLER
TEĞET
MODULLERİ
GERİLME
BAŞLANGIÇ
TEĞET
MODÜLLERİ
KUVVET
Şekil 1.7. Lineer Olmayan Kuvvet-Gerilim Diyagramlarında Modülleri Belirleme
Yöntemleri (Mohsenin, 1980)
Tokluk; bir materyalin koparılması için gerekli olan iş. Yaklaşık olarak
kuvvet-uzama ve kuvvet-deformasyon eğrilerinin altında kalan alan olarak tanımlanır
(Mohsenin, 1980).
19
İnan ÜNLÜ
1. GİRİŞ
Esneklik; Bir materyalin elastik bölgede depoladığı uzama enerjisinin
kapasitesi olarak tanımlanır (Şekil.1.5). Eğrinin LL noktasına kadarki kısmın altında
kalan alandır (Mohsenin, 1980).
Mekanik gecikme; Yükleme-boşaltma döngüsündeki materyal tarafından
absorbe edilen enerji yükleme-boşaltma eğrileri arasındaki alan olarak ölçülür
(Şekil.1.6). Mekanik gecikme, sıcaklık olarak materyalin gerilme enerjisini dağıtmak
kabiliyeti ya da azaltma kapasitesinin bir ölçüsüdür (Mohsenin, 1980).
1.5. Çalışmanın Önemi ve Amacı
Teknolojinin hızla ilerlemesine paralel olarak, otomatik kontrol insan
hayatının her aşamasında daha fazla önem kazanmaktadır. Daha kontrollü bir hareket
ve işin her aşamasına müdahale edebilme yeteneği, tasarımların önemini ve değerini
artırıcı bir özellik olarak değerlendirilmektedir. Bu nedenle, yeni geliştirilen
tasarımlarda manuel kullanım alanları gittikçe daraltılarak, kullanıcılara sadece basit
ayar, yerleştirme ve başlatma-bitirme gibi bazı noktalarda ihtiyaç duyulmaktadır. Bu
amaçla yapılan programlarla işlerin belirli bir algoritma çerçevesinde kendiliğinden
devam etmesi istenmektedir. Sistemdeki değişiklilerin, hazırlanan programlarda
sunulan seçeneklerle veya programın içerisinde yapılacak değişikliklerle rahatlıkla
yapılabilmesi istenmektedir. İşte bu nedenle otomatik kontrollü sistemler giderek
hayatımızda daha fazla yer almaktadır.
Tarımsal ürünler ile yapılan testlerde, uygulanan kuvvetin büyüklüğü,
uygulama hızı, yer değiştirme miktarı gibi değerler önemli parametreler olarak
değerlendirilmektedir. Bu nedenle kullanılacak test düzeneklerinin bu özelliklere
uygun hassasiyette ve esneklikte olması gerekmektedir. Bu nedenle tarımsal
ürünlerin mekanik özelliklerini incelemek için yaptığımız bu çalışmada, yukarıda
sıralanan sebepler de dikkate alınarak otomatik kontrollü bir test düzeneği
tasarlanması amaçlanmıştır.
Tarımsal ürünler, hasattan sonra paketleme, depolama ve taşıma gibi
işlemlere maruz kalmaktadırlar. Bu ürünlerin paketleme ve depolama işlemlerinden
zarar görmeden veya en az hasarla geçebilmesi için ürünün özelliklerine göre iyi bir
20
İnan ÜNLÜ
1. GİRİŞ
paketleme ve depolama politikasının geliştirilmesi gerekmektedir. İşte burada
bahsedilen özellikler ürünlerin türüne bağlı olarak belirlenecek mekanik özelliklerdir.
Mekanik özelliklerin belirlenmesi esnasında ürünlerin hangi kuvvetler altında hangi
zaman aralıklarında ne kadar deformasyona uğradıkları tespit edilebilmektedir. Bu
testlerde zamana bağlı olarak kuvvet ile oluşan deformasyon değerleri elde
edilebilmektedir. Buradan elde edilecek değerler çeşitli formüllerde kullanılarak
elastisite değerlerinin hesapları yapılabilmekte, elastik ve plastik şekil değiştirme
değerleri belirlenebilmektedir. Böylece ürünlerin hangi yüklere karşı ne düzeyde
dayanabilecekleri tespit edilerek buna göre paketleme ve depolama politikaları
geliştirilmelidir.
Bu testlerde kullanılan test cihazları yurt dışından ithal edilmek suretiyle
kullanılmaktadır. Bu durum hem maliyeti artırmakta hem de gelen test cihazlarında
sadece belirlenen bölümlerde sınırlı düzeyde müdahale imkanı bulunmaktadır.
Yapılacak bu çalışma da hem benzer işlemlerde kullanılacak test cihazı daha düşük
maliyetle elde edilmesi hem de sisteme müdahale anlamında daha esnek olması
amaçlanmaktadır.
Çalışmanın amaçları şöyle sıralanabilir:
a. Mekanik yapı bakımından çalışmanın amacı; tasarlanan test düzeneği
mekanik özellikler açısından uygulanacak fiziksel testlere (çeki testi, bası
testi, yorulma testi vb) uygun bir konstrüksiyon olmalıdır. Ayrıca yapılacak
testlerde kullanılacak biyolojik materyalin boyutları testin yapılmasına engel
olmamalıdır. Yani test uygulanacak materyale uygun hareket alanı
yaratabilecek bir düzeyde esnek bir yapıya sahip olmalıdır.
Yine test düzeneği, yapılacak testlerde uygulanan kuvvetleri taşıyabilecek
mukavemete sahip olmalıdır. Böylece uygulanacak testler esnasında sistemin
mekanik olarak test sonuçlarına etki edecek bir olumsuzluk yaratması
engellenmiş olmalıdır.
b. Yapılacak testler ve ölçülecek büyüklükler açısından çalışmanın amacı;
yapılan çalışma ile materyaller üzerinde çeki testi, bası testi ve yorulma testi
uygulanabilmesi hedeflenmiştir. Yapılacak bu testlerde uygulanan bası ve
çeki kuvveti, bu kuvvetler sonucunda materyal üzerinde meydana gelen
21
İnan ÜNLÜ
1. GİRİŞ
elastik ve plastik yer değiştirme miktarları, kuvvet uygulanma süreleri,
gerilme değerleri ölçülmesi amaçlanmıştır. Sistemin minimum 0.01 mm/s ve
maksimum 10 mm/s hızla çalışabilmesi, kuvvet ve yer değiştirme
miktarlarının ise 25 ms gibi küçük aralıklarla yapılması amaçlanmıştır.
Böylece kuvvet uygula esnasında daha gerçekçi ve doğru kuvvet ve yer
değiştirme değerlerinin okunması sağlanabilecektir. Yine uygulanacak en
büyük kuvvet değeri ise 5000 N olarak belirlenmiştir.
c. Sistemin hareketi ve kontrol edilmesi bakımından çalışmanın amacı; sistem
de testlerin uygulanabilmesi için düşey hareketler gerekmektedir. Daha doğru
sonuçlara ulaşabilmek için ise bu hareketin istenilen büyüklüklerde(tork) ve
yine istenilen sınırlar içerisinde (strok) bunlara ilaveten ikisinden daha önemli
olan kontrol edilebilir özellikte olması gerekmektedir. Bu sayede, sistemin
hareketi kolay kontrol edilebilecek, sistemin yüksek verimle çalışması
sağlanabilecektir.
Yukarıda sıraladığımız maddeler tasarlanan sistemin etkin bir şekilde
kullanılmasını sağlayacaktır. Sistemin kullanılması ile elde edilecek veriler tarımsal
materyallerin fiziksel özelliklerini belirleyebilmek ve bu özelliklere göre bu
materyaller ile ilgili işlem politikalarının(paketleme, depolama vb.) geliştirilebilmesi
açısından oldukça önem taşımaktadır.
22
2. ÖNCEKİ ÇALIŞMALAR
İnan ÜNLÜ
2. ÖNCEKİ ÇALIŞMALAR
Yurtlu (2002), Bu çalışmada, meyve ve sebzelerin bazı mekanik
özelliklerinin ve zedelenmeye karşı duyarlılıklarının belirlenmesi amacıyla bir
sıkıştırma test ve ölçüm düzeneği ile bir çarpma test düzeneği geliştirilmiştir.
Sıkıştırma test ve ölçüm düzeneği; hareketli platform, tutucu, dinamometre, silindirik
batıcı uç, amplifikatör, PC kart, veri toplama ve kaydetme programı ile bilgisayardan
oluşmaktadır. Sıkıştırma testlerinde kullanılan küresel sonlu silindirik batıcı ucun
çapı 8 mm olup, yükleme hızı tüm ürünler için 7 mm/dak olarak belirlenmiştir.
Yapılan sıkıştırma testleri sonucu her ürün için ayrı ayrı kuvvet-deformasyon eğrisi
oluşturularak, biyolojik akma noktası veya kabuk yırtılma noktası için bu değerler
belirlenmiştir. Çarpma testleri için kol boyu 50 cm olan bir sarkaç kullanılmıştır.
Çarpma testleri, yalnızca armut ve elma çeşitleri için, ürünlerin 10 cm, 15 cm ve 20
cm’den metal yüzeye doğru serbest bırakılmasıyla gerçekleştirilmiştir.
Çalışmada, deneme materyali olarak 147-F1 ve Rawa-F1 hıyar çeşitleri, EF49 ve Joker domates çeşitleri, Williams ve Ankara armut çeşitleri ile Starkspur
Golden Delicious ve Starking elma çeşitleri kullanılmıştır. Denemeye alınan ürünler
tür özelliklerine göre farklı depo koşulu ve sürelerinde depolanarak, depo sürelerinin
biyolojik malzeme özelliklerine etkileri belirlenmeye çalışılmıştır. Denemeler
sonunda ürünlerin elastiklik modülü, deformasyon enerjisi, deformasyon hacmi,
sıkıştırma zedelenmesi duyarlılığı değerleri;, ayrıca çarpma testi uygulanan ürünler
için çarpma sonucu oluşan zedelenme hacmi, absorbe edilen enerji miktarı ve çarpma
zedelenmesi duyarlılığı değerleri belirlenmiştir. Bu özelliklere çeşit, depo süresi ve
düşme yüksekliklerinin etkileri ile bunların ikili ve üçlü etkileşimlerinin ortaya
konulabilmesi için istatistiksel analiz yapılmış ve sonuçlar değerlendirilmiştir. Genel
olarak çeşit, depo süresi ve düşme yüksekliği, ölçüm ve hesaplama değerlerini
belirgin olarak etkilemektedir.
Vursavuş’un bildirdiğine göre (2004), O’Brien ve ark.(1965), Taşımacılık
sırasında değişik türdeki meyvelerde titreşim nedeniyle oluşan zedelenme ve
hasarların çok daha iyi anlaşılabilmesi için bu ürünlerin doğal frekanslarının
bilinmesi ve taşıma araçlarının titreşim karakteristiklerinin ortaya konulması
23
2. ÖNCEKİ ÇALIŞMALAR
İnan ÜNLÜ
gerektiğini belirtmişlerdir. Araştırmacılar, taşıma zedelenmelerine ilişkin olarak
meyvelerin titreşim karakteristikleri adlı bu çalışmalarında, materyal olarak şeftali,
armut, üzüm ve domates kullanmışlardır. Bu araştırmacılar ürünlerin taşımacılığa
ilişkin titreşim karakteristiklerinin belirlenmesinde öncelikli olarak meyvelerin doğal
frekanslarının belirlenmesi gerektiğini belirtmişlerdir. Araştırmada; meyvelerin doğal
frekanslarının belirlenmesinde ürünlerin elastisite modüllerinin ölçülmesi gerektiği
açıklanmış ve bunun için ürünlerin sıkıştırma denemelerinde kullanmak üzere bir test
cihazı geliştirilmiştir (Şekil 2.1).
Bu test cihazı ile gerçekleştirilen ölçümlerde aşağıda yer alan kabullenmeler
yapılmıştır.
1. Meyve küreseldir.
2. Düşey konumdaki sıkıştırma ile yatay düzlemde çok küçük bir genişleme
meydana gelmiştir.
3. Düz plaka ile temastaki meyvenin her iki yüzeyi eşit oranda deformasyona
uğramaktadır.
Şekil 2.1. Meyvelerin Sıkıştırma Denemelerinde Kullanılan Test Cihazı (O’Brien ve
ark., 1965)
Vursavuş’un bildirdiğine göre (2004), Chesson ve O’Brien (1971), Taşıma
sırasında meyvelerin üst tabakalarında oluşan titreşim büyüklükleri üzerinde etkili
olan meyvelerin titreşim karakteristik özellikleri için ayrı bir çalışma yapılması
gerektiğini belirtmişlerdir. Araştırmacılar bu konuyla ilgili yaptıkları denemelerde
materyal olarak, ortalama 3.084, 2.84 ve 2.60 inç’lik çaplara sahip Navel portakalları
24
2. ÖNCEKİ ÇALIŞMALAR
İnan ÜNLÜ
ile kauçuk küreler kullanmışlardır. Tarla koşullarındaki boyut dağılımını temsil
etmesi açısından üç farklı çapa sahip portakallar kullanılmıştır. Denemelerde ürün
elastisite modülü meyve ve kauçuk küre için ayrı ayrı belirlenmiştir. Bir meyve
sütununun doğal frekansının belirlenmesinde portakalların elastisite modülleri
kullanılmıştır. Elastisite modülünün belirlenmesinde ürünlerin düz iki plaka arasında
sıkıştırılması
yöntemi
kullanılmış
ve
hesaplamalarda
aşağıdaki
eşitlikten
yararlanılmıştır.
E = 1.61
P
(2.1)
R. D3
Burada;
P=Uygulanan kuvvet (N),
R=Meyve yarıçapı (m) ve
D=Üründe oluşan çift yönlü deformasyon (m)’dur.
Araştırmacılar
denemelerde
60X60X60
cm
boyutlarında
meyve
kasaları
kullanmışlardır. Laboratuar koşullarında yapılan titreşim denemelerinde, titreşim
frekansı değeri yükseltildiğinde meyvelerde dönme ve hareketlerin üst üç tabakada
arttığı belirlenmiştir. Ayrıca bu araştırmacılar, meyve kasalarındaki titreşim frekansı
değerlerini 24-26 hz arasında olması durumunda titreşim kasasının ve meyve
kasalarının aşırıcı derecede titreşime maruz kaldığını ve bu hareketlenmenin 36 hz
ye kadar devam ettiğini gözlemişlerdir. Meyve
kasalarında oluşan rezonans
koşullarında üst düzeydeki ilk üç tabakanın altındaki kısımlarda dönme ve çarpma
şeklinde hareketlenmenin meydana gelmediği ve titreşim enerjisinin çoğunun dönme
şeklide etkili olduğu görülmüştür.araştırmacıların çalışma sonunda elde ettikleri
sonuçlara göre;
•
Portakalların üst tabakalarındaki titreşim ivmelerinin, meyve sütununun
doğal frekansı altındaki frekanslarda orta ve üst tabakadan daha yüksek
ivme değerlerine sahip olduğu,
25
2. ÖNCEKİ ÇALIŞMALAR
•
İnan ÜNLÜ
Orta tabakadaki portakalların titreşim ivmesi değerlerinin, meyve
sütununun rezonans frekansı üzerindeki frekanslarda daha yüksek ivme
değerlerine sahip olduğu ve
•
60 cm sütun değerindeki rezonans frekansında portakalların hareketinde
herhangi bir farklılık gözlenmediği belirlenmiştir.
Vursavuş’un bildirdiğine göre (2004), Zohadie (1982), Malaysia Papaya
meyvesi üzerinde yapmış olduğu bir çalışmada ürün elastisite modülünün, taşıma
sırasındaki ürün zedelenme çalışmalarında, tasarım kriteri olarak yararlı bir fiziksel
özellik olduğunu belirtmiştir. Araştırmacı bu özelliğin tasarım kriteri olarak
kullanımına dayanarak, taşıma ve hasat sonrası işlemler sırasında ürünün hangi
olgunluk safhasında mekanik zedelenmeye daha hassas olduğunu ortaya koymuş ve
Malaysia Papaya ürününde meyve olgunlaştıkça elastisite modülünde önemli bir
düşüş meydana geldiğini belirlemiştir. Bu durum ürünün zedelenmeye karşı olan
direncinin meyve olgunluğunun arttıkça azaldığını göstermiştir bu nedenle, elastisite
modülünde bu kritik düşme meydana gelmeden önce taşıma işlemlerinin yapılması
gerektiği belirtilmiştir.
Vursavuş’un bildirdiğine göre (2004), Olarunda ve tung (1985), Yapmış
oldukları araştırmada mekanik zedelenme üzerine sıkıştırma kuvveti, paket tipi,
olgunluk
ve
denemelerinde
titreşimin
etkilerini
araştırmışlardır.
Araştırmacılar
laboratuar
ortama 5,5 cm çapında yeşil, dönüşüm ve kırmızı safhadaki
domateslerle çalışmalarını yürütmüşlerdir. Araştırmada, faktör olarak ele alınan
sıkıştırma kuvveti değerlerinin belirlenmesinde 1112 Model İnstron Üniversal test
cihazı kullanılarak üç ayrı olgunluk safhasındaki kuvvet-deformasyon eğrileri elde
edilmiştir. Kuvvet-deformasyon eğrilerinin oluşturulmasında, sıkıştırma testinde 50
mm/min lik yükleme hızında çalışılmıştır. Oluşturulan kuvvet-deformasyon
eğrilerinde kabuk yırtılma noktasındaki yükün yaklaşık
%3-11’i sıkıştırma yükü olarak dikkate alınmıştır. Araştırmacıların denemelerde
kullandığı kontrollü değişkenler;
•
kasa tipi (oluklu mukavva, pleksiglas ve ahşap)
•
Sıkıştırma yükü ( 0,3.63 ve 5.45 kg )
26
2. ÖNCEKİ ÇALIŞMALAR
İnan ÜNLÜ
•
Olgunluk safhası ( yeşil dönüşüm ve kırmızı)
•
Titreşim (titreşimli, titreşimsiz)
Yapılan her deneme sonucunda mekanik zedelenmeler domates yüzeyinde
kabuk yırtılması sonucu meydana gelen ya da sıkıştırma nedeniyle oluşan şekil
bozukluğu dikkate alınarak belirlenmiştir. Araştırma sonuçlarına göre meyve kasası
içerisindeki kolay bozulabilir ürünün yüzeyine uygulanan belirli bir sınıra kadar ki
tekdüze basıncı, taşıma sırasında oluşabilecek mekanik zedelenmeyi azaltma
yönünde olumlu bir etkiye sahip olduğunu göstermiştir. Bu durumun, uygulanan
basınca bağlı olarak paket içerisindeki ürün hareketinin kısıtlanmasının bir sonucu
olduğu belirtilmiştir. Ayrıca, pleksiglas paketlerin düz yüzeyinin de mekanik
zedelenme oluşum yüzdesini azalttığı görülmüş ve bu nedenle, ürün taşımacılığında
kullanılan meyve paketlerinin tasarımında iç yüzeylerinin düz olmasının, mekanik
nedenlerden dolayı oluşan taşınma zedelenmelerini azaltmada bir yöntem olabileceği
belirtilmiştir. Yapılan denemelerde, olgunluk safhası ile ilgili analizlerinde domates
taşımacılığında olgunluk safhasının mekanik zedelenme derecesinin üzerinde önemli
bir etkiye sahip olabileceğini göstermiştir.
Vursavuş’un bildirdiğine göre (2004),Larue ve Jonson (1989), Meyvelerde
fiziksel hasarların hasat ve tüketim arasındaki herhangi bir zamanda oluşabileceğini
belirtmişlerdir. Araştırmacılara göre fiziksel hasarlar delinme, sürtünme, kesilme ve
değişik tipte zedelenme (renk koyulaşması) şeklinde olabilmektedir. Delinme,
sürtünme ve kesilme şeklinde oluşan fiziksel hasarların görünümü nispeten kolaydır.
Ancak renk koyulaşması şeklinde oluşan zedelenmeler, zamana bağlı olarak görünür
bir yapı kazandığı için tanımlanması daha zor olmaktadır. Özellikle sert çekirdekli
meyve yetiştiriciliği ve hasat sonrası işlemlerine ilişkin yapılan bu çalışmalarında
sıkıştırma zedelenmelerinin bir diğer meyve, paket kapağı, istiflenmiş meyve paketi
veya toplama kapları nedeniyle; çarpma zedelenmelerinin de, bir yüzey üzerine
meyvenin ya da meyve üzerine bir cismin düşürülmesi neticesinde oluşabileceğini
belirtmişlerdir. Ayrıca istiflenen ve yükleme sırasında meyve paketlerinin
düşürülmesi, paketleme hatlarında paketlerin doldurulması, paketleme işlemlerinde
meyvelerin değişik yüksekliklerden düşmesi, toplama kaplarında meyvelerin bahçe
27
2. ÖNCEKİ ÇALIŞMALAR
İnan ÜNLÜ
kasalarına boşaltılması v.b işlemleri sırasında da zedelenmelerin oluşabileceğini
belirtmişlerdir.
Vursavuş’un bildirdiğine göre (2004), Timm ve ark.(1998), Hasat sonrası
işlemlerde mekanik zedelenmelerin çarpma ve sıkıştırma kuvvetlerinin etkisiyle
oluştuğunu belirtmişlerdir. Araştırmacılar, bahçe taşımacılığı sırasında yığın
kasalardaki sıkıştırma kuvvetleri ve elma zedelenmesi adlı çalışmalarında,yığın kasa
içerisinde bulunan her bir meyve üzerindeki statik ve dinamik sıkıştırma
kuvvetlerinin
ölçülmesi
için
düşük
profilde
kuvvet
sensörleri
geliştirmişlerdir.Araştırmacılar 5 farklı yığın kasanın(bir adet ahşap kasa,bir adet
kontrplak kasa ve üç adet plastik kasa) zemininde 73 mm çap ve 12.5 mm
kalınlığında 10 adet sensor kullanarak ölçümler yapmışlardır.Meyve bahçesinde
yükleme alanına kadarki 1.3 km uzaklığa traktöre monteli fork-lift kullanılarak
yapılan taşıma işlemleri sırasında sensorlar aracılığıyla toplanan veriler,güç spektral
yoğunluğunun geliştirilmesi amacıyla kullanılmıştır.Denemeler sonucunda,5 farklı
kasanın zemininde yapılan ölçümlerde zedelenmiş elma yüzdesinin %15 ile %47.5
arasında olduğu ve kalite dağılımına göre yapılan sınıflandırmada ekstra kalitedeki
elma yüzdesinin de %67.5 ile %92.5 arasında değiştiği belirlenmiştir. Güç spektral
yoğunluğu seviyelerine göre de en yoğun frekans değerlerinin 1 ile 2 hz ve 3.5 ile 4.5
hz arasında olduğu ölçümler sonucu belirlenmiştir. Ayrıca yığın kasalar içerisindeki
elma zedelenmelerinin en fazla 4 hz lik frekans değerinde yoğunluk kazandığı
belirlenmiştir.
Vursavuş’un bildirdiğine göre (2004), Güner ve ark. (1999), Bu
araştırmada Hasanbey, Hacihaliloğlu, Çöloğlu, Tokaloğlu ve Çataloğlu kayısı
çekirdeklerine, paralel plakalar arasında kuvvet uygulayarak kırılma dirençleri,
kırılma enerjileri, kuvvet-zaman ve kuvvet-deformasyon eğrileri belirlemişlerdir.
Denemelerde kayısı çekirdeklerinin üç boyutu ölçülmüş, geometrik ortalama çap
değerleri hesaplanmış ve ağırlıkları tartılmıştır. Denemeler üç farklı çekirdek
neminde yapılmıştır. Çekirdekler doğal durumdaki nem, 24 saat ve 48 saat suda
bekletildikten sonraki nem değerlerinde denemeye alınmışlardır. Denemeler
sonucunda doğal nem koşulunda en büyük kırılma direnci ve kırılma enerjisi Çöloğlu
28
2. ÖNCEKİ ÇALIŞMALAR
İnan ÜNLÜ
çeşidinde 503 N ve 239 Nmm, en küçük kırılma direnci ve kırılma enerjisi ise
Hacihaliloğlu çeşidinde 333 N ve 122 Nmm olarak bulunmuştur.
Vursavuş (2004), Bu çalışmada dış kuvvetlerin etkisiyle meyve yüzeyinde
oluşan mekanik zedelenmelerin ölçümüne ilişkin birçok model geliştirilmiştir.
Zedelenme boyutuna ilişkin kullanılan bu model eşitlikler, meyve yüzeyinde oluşan
zedelenmiş bölge hacminin hesaplanmasına dayalıdır. Bu model eşitlikler, zaman
alması nedeniyle laboratuar denemelerinde kullanılabilecek küçük örnekler için
uygundur. Nispeten büyük örneklerin yer aldığı taşıma denemeleri ve rutin kalite
kontrollerinde birkaç meyve ya da her meyve üzerindeki zedelenme boyut ölçümleri,
geniş tanımlamalara sahip olması nedeniyle uygulaması mümkün olmaya bilir. Holt
ve Schorl(1977), Moshenin(1980) ve Sober ve ark.,(1990) elmanın meyve yüzeyinde
oluşan zedelenmiş bölgelerde zedelenme şeklinin yaklaşık olarak temas düzleminin
altında veya üstünde küresel olduğunu belirtmişlerdir (Şekil 2.2). Bundan dolayı
zedelenme hacmi, bu araştırmacıların belirttiği gibi, zedelenme derinliği ve çapının
ölçülmesi ile eşitlik 1.1 kullanılarak hesaplanabilmektedir.
Şekil 2.2. Zedelenme Derinliği ve Çapına Bağlı Olarak Zedelenme Hacminin
Belirlenmesi(Vursavuş,2004)
∑V
z
=
π .h
(3d
24
2
)
+ 4h 2 +
π .x
(3d
24
2
+ 4x2
)
(2.2)
29
2. ÖNCEKİ ÇALIŞMALAR
İnan ÜNLÜ
Burada:
∑V
z
= Toplam zedelenme hacmi (mm3),
d2
(mm),
x=R− R −
4
2
(2.3)
R = Meyvenin yarıçapı (mm),
d = Zedelenme çapı (mm) ve
h = Temas düzlemi altındaki zedelenme yüksekliği (mm)’dir.
Pang ve ark. (1992) elma örneğinde statik ve dinamik dış kuvvetlerin
etkisiyle oluşan zedelenmiş bölgenin merkezinden uzunlamasına kesme işlemi
gerçekleştirerek bu maksimum zedelenme çapı ve zedelenme derinliği ölçülerek
zedelenme hacminin aşağıdaki eşitlik kullanılarak hesaplanabileceğini belirtmiştir
(Şekil 2.3).
Vz =
π .(h − x)
24
[3d
2
(
+ 4 h − x) 2
)]
(2.4)
Burada:
Vz = Zedelenme hacmi (mm3),
x = R − R2 −
d2
(mm),
4
(2.5)
d = Zedelenme çapı (mm) ,
h = Zedelenme yüksekliği (mm) ve
R = Meyvenin yarıçapı (mm) ’dır.
30
2. ÖNCEKİ ÇALIŞMALAR
İnan ÜNLÜ
Şekil 2.3. Bir Elma Örneğinde Zedelenmiş Bölgenin Kesit Alanı(Vursavuş,2004)
Hung ve Prussia (1989), zedelenme çapı ve zedelenme derinliği boyutları
dışında zedelenme hacmi hesaplamalarında zedelenme genişliğinin de ölçülmesi
gerektiğini ve bu boyutta dikkate alınarak hesaplamaların yapılması gerektiğini
belirmiştir (Şekil 2.4).
V = 1.33πDPW / 8
(2.6)
V = Zedelenme hacmi (mm3),
D = Zedelenme çapı (mm) ,
P = Zedelenme yüksekliği (mm) ve
W = Zedelenme genişliği (mm) ’dir.
Şekil 2.4. Bir Şeftali Örneğinde Zedelenmiş Bölgenin Kesit Alanı, (a)ÇiçekSap Ekseni Boyunca Kesit Alanı, (b)Çiçek-Sap Eksenine Dik
Kesit Alanı(Vursavuş,2004)
31
2. ÖNCEKİ ÇALIŞMALAR
İnan ÜNLÜ
Yurtlu ve Erdoğan (2005), Bu çalışmada, bazı hıyar çeşitlerinde depolama
süresinin ürünün mekanik özelliklerine etkisini belirlenmesini amaçlamış ve bir
sıkıştırma test düzeneği geliştirmişlerdir. Sıkıştırma testi deney ve ölçüm düzeneği;
hareketli platform, tutucu, dinamometre, silindirik batıcı uç, amplifikatör, PC kart,
veri toplama ve kaydetme programı ile bilgisayardan oluşmaktadır. Çalışmada
deneme materyali olarak 147-F1 ve Rawa-F1 hıyar çeşitleri kullanılmıştır.
Denemeye alınacak ürünlere, hasat edilen günde (0. gün) ve bu günü izleyen 3., 6., 9.
ve 12. günlerde sıkıştırma testi uygulanmıştır. Ürünler % 85-90 nem oranında 10 0C
depo sıcaklığında depolanarak depo sürelerinin biyolojik malzeme özelliklerine
etkileri belirlenmeye çalışılmıştır. Denemeler sonunda biyolojik akma noktasındaki
deformasyon, kuvvet, elastiklik modülü, deformasyon enerjisi, deformasyon hacmi
ve deformasyon duyarlılığı değerleri belirlenmişlerdir. Deformasyon duyarlılığı
üzerinde çeşit, istatistiksel olarak etkili bulunmazken depo süresi çok önemli
seviyede etkili bulunmuştur. Her iki hıyar çeşidi için de depo süresindeki artışla
elastiklik modülü artarken deformasyon duyarlılığı azalmıştır.
Güner (2003), Bu çalışmada fasulye (horoz oturak ve şeker), barbunya ve
mercimeğin (pul II) iki paralel plaka arasında yük altında mekanik davranışı
incelemiştir. Denemelerden önce ürünlerin boyutları ölçülmüş ve geometrik ortalama
çapı, küreselliği, deformasyonu, birim deformasyonu, kopma kuvveti ve kopma
enerjisi belirlemiştir. Denemeler 10 tekerrürlü, 3 farklı nem ve iki farklı yükleme
ekseninde (x-x, y-y) yapmış, kuvvetin uygulanma hızı 40,2 mm/mi n alınmıştır.
Deneme sonuçları istatistiksel açıdan da değerlendirmiştir. Fasülye horoz oturakda
en büyük birim deformasyon, kopma kuvveti ve kopma enerjisi x-x ekseninde elde
etmiştir. Nemin artmasıyla birim deformasyon ve kopma kuvveti azalmış, kopma
enerjisi önce artmış sonra azalmıştır. Fasülye şekerde en büyük birim deformasyon
x-x ekseninde, en büyük kopma kuvveti ve kopma enerjisi ise y-y ekseninde
bulmuştur. Barbunyada en büyük birim deformasyon ve kopma enerjisi y-y
ekseninde, en büyük kopma kuvveti ise x-x ekseninde elde etmiştir. Barbunyada nem
arttıkça birim deformasyon, kopma kuvveti ve kopma enerjisi azalmıştır. Mercimekte
ortalama deformasyon 0,307±0,0201 mm, birim deformasyon %12,9±0,938, kopma
kuvveti 190,6±15,7 N ve kopma enerjisi 180,6±21,1 Nmm bulunmuştur.
32
2. ÖNCEKİ ÇALIŞMALAR
İnan ÜNLÜ
Herh ve ark. (2000), Bu çalışmada reolojinin tanımı yapılarak gıda
reolojisinde yeni teknikler, yapılabilirlik ve kullanılan ekipmanlar konusunda bilgi
verilmiştir. Reoloji, materyallerin akış ve deformasyonu ile ilgilenen bir bilim dalı
olarak tanımlanmıştır. Reolojik ölçümler gıda şirketlerinin analitik laboratuarlarında
içerik ve en son ürün üzerinde, ürün performansı ve tüketici kabulü açısından önemli
veriler olarak kabul edilmiştir. Araştırılan materyaller düşük yapışkanlıktaki
sıvılardan yarı katılara ve jellerden katılara, katı benzeri gıda ürünlerine kadar
değişim gösterdiği belirtilmiştir. Gıda maddeleri için tekstür(yapı) anahtar bir kalite
faktörü olarak reolojik davranışın doğrudan yapısal kalite ile ilişkili olduğu
belirtilmiştir. Bu da tat ve raf ömrü sabitliği olarak tanımlanmıştır. Çalışmanın
sonucunda çeşitli gıda ürünlerinin önemli reolojik özellikleri ve sonuçları Stresstech
reometre ile oluşturulmuştur. Ayrıca yarı katı gıda ürünlerinin fiziksel-kimyasal
özellikleri ile reolojik cevaplarının korelasyonu detaylandırılmıştır. Gıdaların
reolojik özelliklerinin mühendisler ve gıda bilimcileri için ürün geliştirme ve ürünün
en iyi şekilde kullanılması konusundaki bilgileri sağlamak için önemi vurgulanmıştır.
33
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
3. MATERYAL ve YÖNTEM
3.1. Materyal
3.1.1. Yük Hücresi(Laodcell)
Yük hücresi(Loadcell), materyaller üzerinde uygulanan testler esnasında,
sistemin uyguladığı bası ve çeki kuvvetinin algılanması amacıyla kullanılmıştır.
Burada analog olarak algılanan kuvvet değerleri elektronik kartlar yardımıyla dijital
değerlere çevrilip bilgisayara aktarılmaktadır. Sistemde 500 Kg’lık hem çeki hem de
bası şeklinde çalışan, Esit firması tarafından üretilmiş TCS 500 yük hücresi
kullanılmıştır.
Şekil 3.1. Yük Hücresi (Loadcell) (Anonim1, 2007)
TCS yük hücreleri, kesme kuvveti prensibi ile çalışan elektronik ağırlık ve
kuvvet ölçme uygulamalarında kullanılmak üzere geliştirilmiştir. Çekiye çalışan
ağırlık ve kuvvet ölçme uygulamaları için geliştirilmiş olup basıya da çalışan
sistemlere uyarlanabilir.
TCS hücreleri; orta kapasiteli tank tartımı, tumba kantarları, elektromekanik
kantarlar, çekme-koparma test cihazları, proses yük uygulamaları ve benzeri
sistemlerde kullanılır. Alaşım çeliğinden gövdesi korozyona uzun süreler
dayanabilen özel boya ile kaplanmış, ölçüm bölgesi ise paslanmaz çelik kapakla
kaynaklı olarak kapatılmıştır.
34
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
3.1.2. Servo Motor ve Servo Sürücü
Sistemde Selema MVQ 400 servo motoru ve sürücüsü kullanılmıştır. Servo
motorlar otomatik kontrol sistemleri içerisinde önemli bir kullanım alanına sahiptir.
Bunun birçok nedenini sıralamak mümkündür. Bunlardan bazıları şunlardır:
a) Servo motorlar daha kontrollü hareket sağlarlar: Hareket istenilen noktada
başlatılır ve istenilen noktada bitirilir. Servo sürücü sayesinde motordan
istenilen hareket miktarı tam olarak elde edilebilir.
b) Servo motorlar daha kararlıdır: Servo motorlarda belirtilen çalışma tork
değerleri, en düşük devirlerde bile elde edilebilir. Bu nedenle düşük
devirlerde motor verimin düşmesi engellenmiş olur.
c) Servo motorlar daha esnektir. Sistemde mekanik değişikliklere gerek
duyulmadan verilecek komutlarla motor birden fazla devir sayılarında
çalıştırılması mümkündür.
d) Servo motorlar daha güvenlidir: Verilen komutlarla tam istenilen noktada
durması, çalışma ve durma zamanlarındaki kararlılıklar nedeniyle daha doğru
sonuçlar elde edilebilmesini sağlar.
Şekil 3.2. Servo Motor (Anonim2, 2008)
Şekil 3.3. Servo Motor Sürücüsü
(Anonim3, 2008)
Sistemde, 300 rpm devir, 9,5 Nm maksimum tork ve 400 V ile çalışan servo
motor ve sürücüsü kullanılmıştır.
35
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
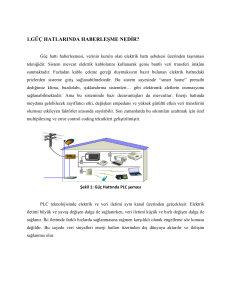
3.1.3. PLC (Programmable Logic Controller)
Günümüzde endüstrinin hemen her alanında insan gücünün en aza indirilmesi
amacıyla yeni sistemler geliştirilmekte ve kullanılmaktadır. Bu uygulamalar içerisin
de yoğunlukla kullanılan elemanlardan bir tanesi de PLC’lerdir. PLC kavramı,
Programmable Logic Controller (Programlanabilir Mantıksal Kontrol) kelimelerinin
baş harflerinin kullanılmasıyla oluşmuştur.
Genel olarak PLC, endüstri alanında kullanılmak üzere tasarlanmış, dijital
prensiplere göre yazılan fonksiyonu gerçekleyen, bir sistemi ya da sistem gruplarını,
giriş çıkış kartları ile denetleyen, içinde barındırdığı zamanlama, sayma, saklama ve
aritmetik işlem fonksiyonları ile genel kontrol sağlayan elektronik bir cihazdır.
Aritmetik işlem yetenekleri PLC’lere daha sonradan eklenerek bu cihazların geri
beslemeli kontrol sistemlerinde de kullanılabilmeleri sağlanmıştır(Anonim4, 2008).
PLC sistemi, sahada meydana gelen fiziksel olayları, değişimleri ve
hareketleri çesit1i ölçüm cihazları ile belirleyerek, gelen bilgileri yazılan kullanıcı
programına göre bir değerlendirmeye tabi tutar. Mantıksal işlemler sonucu ortaya
çıkan sonuçları da kumanda ettiği elemanlar aracılığıyla sahaya yansıtır. Sahadan
gelen bilgiler ortamda meydana gelen aksiyonların elektriksel sinyallere dönüşmüş
halidir. Bu bilgiler analog ya da dijital olabilir. Bu sinyaller bir transduserden, bir
kontaktöre yardımcı kontağından gelebilir. Gelen bilgi analog ise, gelen değerin belli
bir aralığı için, dijital ise sinyalin olması ya da olmamasına göre sorgulama
yapılabilir. Bu hissetme olayları giriş kartları ile müdahale olayları da çıkış kartları
ile yapılır(Anonim4, 2008).
PLC ile kontrolü yapılacak sistem büyüklük açısından farklılıklar gösterebilir.
Sadece bir makine kontrolü yapılabileceği gibi, bir fabrikanın komple kumandası da
gerçekleştirilebilir. Aradaki fark sadece kullanılan kontrolörün kapasitesidir.
PLC’ler, bugün akla gelebilecek her sektörde yer almaktadır. Kimya sektöründen
gıda sektörüne, üretim hatlarından depolama sistemlerine, marketlerden rafinerilere
kadar çok geniş bir yelpazede kullanılan PLC’ler, bugün kontrol mühendisliğinde
kendilerine hakli bir yer edinmişlerdir. Elektronik sektöründeki hızlı gelişmelere
36
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
paralel olarak gelişen PLC teknolojisi, gün geçtikçe ilerlemekte otomasyon alanında
mühendislere yeni ufuklar açmaktadır. (Anonim4, 2008).
PLC’lerin, daha önce kullanılan geleneksel sistemler ile karşılaştırıldığında
birçok avantajı vardır. Eski sistemlerin getirdiği bir takim zorluklar bugün PLC’lerin
yaygınlaşması ile aşılmıştır. PLC sistemleri önceki sistemlere göre daha az yer
kaplamaktadır. Dolayısıyla kontrol sisteminin yer aldığı dolap ya da pano boyutları
oldukça küçülmektedir. Sınırlı alanlarda kontrol mekanizmasının kurulması imkanı
ortaya çıkmıştır. Sistem için sarf edilen kablo maliyetleri nispeten daha azalmıştır.
Ayrıca PLC sisteminin kurulmasının kolay olması ve kullanıcıya, kurulu hazır bir
sistemin üzerinde değişiklik ve ilaveleri kolayca yapabilme esnekliğinin sağlanması,
PLC’lerin giderek yaygınlaşmasına ve endüstride her geçen gün daha fazla
kullanılmalarına neden olmuştur. Bu avantajlar ile proje maliyetleri de azaltılarak,
proje mühendislerine de ticari açıdan büyük faydalar sağlamıştır(Anonim4, 2008).
Şekil 3.4. Siemens S7-200 PLC (Anonim4, 2008)
Yapılan çalışmada Siemens tarafında üretilen S7-200 model PLC
kullanılmıştır.
3.1.4. Hassas Bilyalı Vidalı Mil
Tasarlanan sistemde kullanılan kontrol üniteleri büyük önem taşımaktadır.
Ancak sistemde, kontrol ünitesi kadar önemli olan bir diğer konu da hareketin
37
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
hassasiyetidir. Hassas ölçümlerin yapılacağı ve küçük değer değişimlerinin bile
önemli olduğu yerlerde daha gerçekçi değerler elde edebilmek için bu hassasiyete
uygun hareketin elde edilmesi gerekmektedir. Bu nedenle sistemde hassas bilyali
vidalı mil ve hassas boşluksuz flanşlı somun kullanılmıştır. Sistemde hassas vidalı
mil ve flanşlı somun kullanılırken, daha hassas, boşluksuz olması daha rijit olması
gibi avantajları dikkate alınmıştır.
Şekil 3.5. Hassas Bilyalı Vidalı Mil ve Flanşlı Somun (Anonim5, 2008)
Hassas vidalı mil ve flanşlı somun kullanılma amaçlarından bir diğeri ise
hareket esansında milde slip (kayma) oluşmamasıdır. Bu hem hareketin hassas
olmasını sağlamaktadır, hem de ölçüm esnasında hata payını azaltmaya yardımcı
olmaktadır.
Hassas bilyalı vidalı mil motordan aldığı hareketle düşey doğrultuda hareket
ederek test materyaline kuvvet uygulanmasını sağlamaktadır. Hassas bilyalı vidalı
mil üzerindeki flanşlı somuna bağlanan loadcell kuvvet uygulama esnasında
meydana gelen değişiklikleri okuyarak bilgisayara aktarmaktadır.
Hassas bilyalı vidalı mil ile trapez dişli mil karşılaştırıldığında hassas bilyalı
vidalı milin şu avantajları görülmektedir:
•
Trapez dişli tertibatında mekanik enerji randımanı max %50 iken, sonsuz
bilyalı vidalı milde %98 oranındadır
•
Ömür süresi oldukça yüksektir
•
Düşük hızda ve devirde uygulanabilir
•
Stick-Slip-Effect yoktur. Hareket esnasında takılma ya da sıçrama yapmaz
•
Düzgün pozisyonlama sağlar (Mannesmann technologie, RTR 83 301/08.97).
38
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
3.1.5. Dişli Kayış ve Kasnak Mekanizması
Sistemde 1/2 oranında transmisyon sağlanabilmesi amacıyla bir kayış kasnak
mekanizması kullanılmıştır. Böylece motordan elde edilen devir 1/2 oranında mile
aktarılarak daha düşük bir devir elde edilmiş ve hareket daha da hassas hale
getirilmiştir.
Ayrıca motordan alınan dairesel hareket kullanılan kayış kasnak mekanizması
ile hassas bilyalı vidalı mile doğrusal hareket yapacak şekilde aktarılmaktadır.
Şekil 3.6. Kayış ve Kasnak Mekanizması(Anonim6, 2008)
3.2. Yöntem
3.2.1. Test Cihazının Çalışma Prensipleri
Tarımsal ürünlerin paketlenmesi, depolanması ve taşınması esnasında
oluşabilecek hasarların önceden belirlenebilmesi, bu hasarların önlenebilmesi ve bu
amaçla yöntemler geliştirilebilmesi için tarımsal ürünlere yönelik bazı testler
uygulanmaktadır. Bu testler sonucunda elde edilen veriler değerlendirilerek hasat
sonrası ürün politikalarının belirlenmesi amaçlanmaktadır. Yine ürünün hasat sonrası
maruz kalacağı etkiler dikkate alınarak ürünlere uygulanacak bu testler
çeşitlendirilmiş ve her işlem için uygun testlerin kullanılması amaçlanmıştır.
Yapılan bu çalışmada tasarlanan test cihazı, uygun test yöntemlerine göre
tasarlanmış
ve
bu
yönde
kullanılması
öngörülmüştür.
Ürünlerin,
ezilme,
deformasyon, kabuk yırtılması, kırılma ve yorulma gibi mekanik özelliklerin
39
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
araştırılmasına yönelik çalışmaların yapılması amaçlanmış ve bu doğrultuda
uygulanacak yöntemler kullanılmıştır.
Belirli zaman aralıklarında, belirlenen süreler boyunca tarımsal ürünlere yine
önceden belirlenmiş kuvvetler uygulanılarak, bu kuvvet altında materyallerin
hareketleri izlenmiş ve kuvvet deformasyon değerleri elde edilmeye çalışılmıştır.
Amaçlanan bu çalışmanın iyi bir şekilde yapılabilmesi için sistem hareketlerinin
daha kontrollü olması ve yine değerlendirmelerin dijital ortamda yapılması
sağlanmıştır. Böylece hem kontrol hem de değerlendirmeler kullanıcı hatalarından
etkilenmeden, daha doğru ve gerçekçi sonuçlarının alınması hedeflenmiştir.
Böylece sistem, çalışma prensibine uygun olarak, teste tabi tutulacak tarımsal
materyale kontrollü bir şekilde kuvvet uygulayacaktır. Kuvvetin uygulanması
esnasında hem yer değiştirme hem de kuvvet değişim değerleri bilgisayar ve yazılan
program yardımıyla dijital ortamda saklanacaktır. Daha sonra elde edilen bu değere
göre gerekli görülen grafikler çizilerek ve hesaplamalar yapılarak değerlendirmelere
yapılması sağlanacaktır.
3.2.2. Kullanılan Vidalı Mil Seçim Kriterleri
Hassas bilyalı – vidalı miller ile ilgili hesaplamalarda veya tablodan
seçimlerinde kullanılacak bazı veriler başlangıçta belirlenmeli, hesaplama ya da
tablodan seçme işlemi bu değerlere göre yapılmalıdır. Belirlenmesi gereken bu
veriler aşağıda sıralanmıştır.
a.) Sisteme Uygulanacak Yük Miktarı: Vidalı milin kullanılacağı sisteme
uygulanacak yük bilinmelidir. Eğer sistemde değişken yükler kullanılacak ise, o
zaman bu yüklere dayanılarak ortalama yük belirlenmeli ve işlemlerde bu ortalama
yük dikkate alınmalıdır.
b.) Milin Devir Sayısı: Vidalı milin devir sayısı da yine başlangıçta
bilinmelidir. Eğer sistemde farklı yüklere göre farklı devir sayıları kullanılacak ise, o
40
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
zaman bu devir sayılarına ve yüklere dayanılarak ortalama devir sayısı belirlenmeli
ve işlemlerde bu ortalama devir sayısı dikkate alınmalıdır.
c.) Milin Ömrü: Vidalı milin iş ömrü başlangıçta belirlenmelidir. Ömür
belirlenirken dikkate alacağımız birim ( saat ) olacaktır.
d.) Milin Yataklanma Şekli: Yine vidalı millerle ilgili bilinmesi gereken
önemli verilerden biri de vidalı milin yataklanma şeklidir. Burada milin
yataklanmasına ait aşağıda belirtilen yöntemlerden biri seçilmeli ve işlemler bu
yataklanma şekline göre yapılmalıdır. Yataklama şekilleri şunlardır;
I. İki tarafı sabit yataklama
II. İki tarafı hareketli yataklama
III. İki tarafı serbest yataklama
IV. Bir tarafı sabit, diğer tarafı hareketli yataklama .
Kullanacağımız bu başlangıç bilgilerinin uygun ve doğru seçilmesi, bizim
daha gerçekçi ve uygun sonuçlara yaklaşma ihtimalimizi artıracaktır.
Bütün sıralan değerler dikkate alınarak sistemde kullanılacak has bilyalı
vidalı mil tablolardan seçilmiştir.
3.2.3. Test Cihazının Kontrolü
Tasarlanan
test
cihazının
kontrol
edilmesi
ve
istenilen
işlemlerin
yapılabilmesi için, sistem ile uyumlu çalışan, bilgisayar ortamında sistemi kontrol
edebilen, sisteme veri girişi ve sistem verilerin alınmasını sağlayacak program
geliştirilmiştir. Bu program kullanılan elektronik ve mekanik sistemler ile kullanılan
bilgisayar arasındaki haberleşmenin yapılabilmesini sağlamaktadır.
Öncelikli olarak sistemde kullanılan servo motor, PLC gibi elemanların
hareketlerinin kontrol edilmesi ve çalışma şeklinin belirlenmesi amaçlandığından bu
sistemlerle uygun kullanılabilecek bir program yazılmıştır. Kullanılan PLC Siemens
41
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
S7-200 olduğu için program yazmak için kullanılan program (compailer) olarak
MicroWin 4.0 kullanılmıştır.
MicroWin 4.0 ile program yazarken kodlar yerine semboller kullanılır. Bu
semboller normal bir programlama dilinde kullanılan kodlara benzer işlevlere
sahiptirler. Yapılacak işlemler kodlar değil semboller ile ifade edilir. Yine bu
programlarda sembollerin oluşturduğu yapılar bütünü blok olarak adlandırılır. Her
blok yapılması amaçlanan işlem için gerekli olan sembollerden ve semboller içerinde
yer alan değerlerden oluşur. Bloklar bir araya gelerek yazılacak programın bütününü
oluşturur.
Her bir işlem için farklı semboller ve işlem mantığı bulunmaktadır. Yazılacak
programda uygun sembol, bu sembolde kullanılacak değişkenler ve bu değişkenlerin
alacakları değerler belirli bir düzenle belirlenmiştir. Böylece değişkenlerle ilgili
işlemler belirlenen düzene göre işlemlere tabi tutularak yürütülmektedir.
Şekil 3.7. MicroWin Program Yapısı
3.2.3.1. Servo Motorun Kontrolü
Yukarda verilen mantık çerçevesinde, programın kendine özgü komutları
kullanılarak bilgisayar ortamından girilecek değerler ile servo motorun hızının,
42
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
gideceği mesafenin, çalışma süresinin ve belirlenen değerlere göre çalışma
koşullarının PLC yardımıyla motora aktarılması ve buna göre motorun kontrol
edilmesi sağlanmıştır. Program belirlenen bir algoritmaya göre ve bir mantık kuralı
içerisinde yazılmış ve PLC ile bilgisayarın haberleşmesini sağlayacak MicroWin 4.0
programına uygun semboller kullanılarak yazılmıştır.
3.2.3.2. Bilgisayardan Veri Girişi ve Çıkışı
Bilgisayardan veri girişi ve işlem sonucunda yine elde edilen sonuçların
bilgisayar ortamında depolanabilmesi amacıyla MS Office Excel programından
yararlanılmıştır. Excel içerisinde Excel ile uyumlu olarak kullanıma hazır Visual
Basic komutları ve Makrolar yardımıyla öncelikli olarak bir arayüz oluşturulmuştur.
Bu arayüzde kontrol butonları, verilerin girişlerinin yapılabilmesi için veri giriş
hücreleri ve alınacak verilerin sıralanabilmesi için de veri çıktı hücreleri
belirlenmiştir. Veri giriş hücrelerinde girilmesi istenilen değerler yazıldıktan sonra
kontrol butonları yardımıyla bu değerler önce PC Access programına, oradan
MicroWin programının anlayabileceği hale dönüştürülerek WicroWin programına,
burada işlenen değerler PLC’ye ve buradan da motora aktarılarak girilen değerlere
uygun bir şekilde motorun hareket ettirilmesi ve kontrol edilmesi sağlanmıştır.Yine
bu defa tersi yönde bir sıralama takip edilerek, loadcellden elde edilen kuvvet ve
motorun hızına bağlı olarak elde edilen yer değiştirme miktarı önce PLC’ye ve PC
Access programına ve son olarak da bilgisayarda Excel programına aktarılarak
kuvvet-yer değiştirme değerleri elde edilmiştir. Yine Excel programı içerisinde eş
zamanlı olarak kuvvet – yer değiştirme grafiğinin de çizilmesi sağlanmıştır.
3.2.3.3. MicroWin ile Excel Programlarının Haberleşmesi
Excel programından girilen değerler MikroWin programı için bir anlam ifade
etmemektedir. Bu değerlerin kullanılabilmesi için bazı tanımlamaların yapılması ve
veri girişi ile veri çıkışı hücrelerinin tanımlanması gerekmektedir. Bunun için ara
program olarak PCAccess kullanılmıştır. Bu program yardımıyla Excel’de hangi
43
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
hücrenin hangi amaçla kullanılacağı ve bu hücredeki verinin biçimi tanımlanarak bu
verilerin MicroWin programında doğru adreste kullanılması sağlanmaktadır. Yine
elde edilen verilerin de hangi adrese ve nasıl aktarılacağı da yine bu program
yardımıyla yapılmaktadır.
Şekil 3.8. Excel’de Hazırlanan Programın Yapısı
3.2.4. Sistemin Çalışma Algoritması
Tasarlanan mekanik sistem kullanılan kontrol sistemi yardımıyla bilgisayar
ile bağlantılı hale getirilmiştir. Bilgisayar ortamında girilen veriler, kullanılan bu
kontrol sistemi yardımıyla mekanik sistemin hareket ettirilmesi, durdurulması,
ilerleme hızı kontrolünde kullanılmıştır. Aynı zamanda sistemde elde edilen verilerin
de bu yolla bu defa bilgisayar ortamına aktarılması sağlanmıştır.
Tasarlanan sistem ile yapılan işlemler şu adımlarla sıralanabilir;
a. Motorun çalıştırılması; Bilgisayar ortamından girilen ilerleme hızı değeri dikkate
alınarak, MikroWin programında motorun özelliklerine göre yazılan program
motorun devrini hesaplar. Böylece bilgisayar ortamında (Excel’de yapılan
44
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
programda) girilen hıza uygun devir sayısı hesaplanmış ve motora aktarılmış
olur. Bu işlemin gerçekleşebilmesi için şu işlemler yapılmıştır:
Şekil 3.9. PCAccess’de Hazırlanan Programın Yapısı
b. Motorun çalıştırılması; Bilgisayar ortamından girilen ilerleme hızı değeri
dikkate alınarak, MikroWin programında motorun özelliklerine göre yazılan
program motorun devrini hesaplar. Böylece bilgisayar ortamında (Excel’de
yapılan programda) girilen hıza uygun devir sayısı hesaplanmış ve motora
aktarılmış olur. Bu işlemin gerçekleşebilmesi için şu işlemler yapılmıştır:
Servo motor 10000 (9999) puls verilmesine karşılık olarak 1 tur
dönmektedir. Servo motor 1 tur dönmesi durumunda ise sonsuz dişli 2.5 mm
yol almaktadır. Yani her 10000 puls sistemin alacağı yok miktarı 2.5 mm
olmaktadır. 1 mm ilerleme olabilmesi için gerekli olan puls sayısı 4000
olarak belirlenmiştir. Buna göre operatörden’den (op) girilecek mesafe kadar
gidebilmek için gerekli olan puls sayısının hesaplanması ve servo motora
aktarılması gerekmektedir. Gerekli puls sayısı (gps) aşağıdaki gibi hesaplanır,
gps=op den girilen mesafe x 4000.
45
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
1 mm hareket için gerekli puls sayısı 4000 olduğu yukarıda
belirtilmiştir. Buna göre. 4000 puls’ın 1 s de üretilmesi durumunda sistemin
ilerle hızı 1 mm/s olur. Puls genişliği 1/4000 microsaniye (µs) olmalıdır.
Hız 2mm/s olacaksa 8000 puls 1 sn de üretilecektir. Buna bağlı olarak
puls genişliği 1/8000 µs olacaktır.
Hız 2.5 mm/s olacaksa 10000 puls 1 s de üretilecektir. Ve puls
genişliği 1/10000 µs olacaktır.
Bu şekilde yazılan program ile istenilen hıza göre motorun devir
hesabı PLC ile yapılarak motorun hareketi kontrol edilmiştir.
c. Kuvvetin alınması; Mekanik sistemde yer alan loadcell (yükhücresi) ile
kuvvet değişimleri doğru algılanabilmektedir. Burada Kg olarak algılanan
yük miktarı Newton olarak dönüştürülüp bilgisayar ortamına aktarılmaktadır.
Bu işlem de yine MicroWin programı içerinde yapılmaktadır.
d. Mesafe hesabı; Motorun bir turunda gidilen mesafe bilindiğine göre, girilen
hıza ve geçen süreye göre mesafe hesaplanmaktadır.
Yol = Hız x Zaman
(3.7)
Böylece ilerleme için girilen yol miktarı ile geçen süreye bağlı olarak gidilen
yol miktarının karşılaştırılması da yapılabilmiştir.
e. Elde edilen değerlerin bilgisayara aktarılması; Bütün mekanik işlemler
yapılırken elde edilen kuvvet ve mesafe değişimleri istenilen belirli aralıklarla
bilgisayara aktarılması sağlanmıştır. Bu işlem için öncelikli olarak MicroWin
programında hangi aralıklarla ve hangi bilgilerin aktarılacağı belirlenmiştir.
Daha sonra bu değerler için PLC belleğinde alan tanımlamaları yapılarak
değerlerin nereye aktarılacağı belirlenmiştir. Alına verilerin Excel’ e
aktarılabilmesi için, Excel programında yazılacak her bir hücre ile MicroWin’
deki her bir değer PCAccess programı yardımıyla eşleştirilmiştir. Yani
46
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
MikroWin programında elde edilen değer önce PCAccess’e oradan da
Excel’de yazılması gereken hücreye aktarılmıştır.
f. Grafik çizimi; Veriler Excel’e aktarıldıktan sonra istenilen grafik burada
çizdirilmiştir.
Şekil 3.10. MicroWin Programında Motor Devrinin Hesaplanması
3.2.5. Verilerin Elde Edilmesi ve Değerlendirilmesi
Yapılan çalışma sonucunda tasarlanan test düzeneğinde kullanılan yük
hücresine (loadcell) bağlı ölçüm proplarının belirli süreler ile test materyalleri
üzerine kuvvet uygulamaları sağlanmaktadır. Bu süre boyunca materyal üzerinde
meydana gelen gerilmeler ve propların yer değiştirme miktarları analog olarak
algılanmakta ve sistemde kullanılan PLC ve elektronik kartlar yardımıyla dijital
ortama aktarılmaktadır. Böylece kuvvetin uygulandığı süre boyunca test materyaline
etkiyen propların zamana bağlı olarak kuvvet ve yer değiştirme miktarları belirlenir.
47
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
Şekil 3.11. MicroWin Programında Yükün Kg’dan Newton’a Dönüştürülmesi
Şekil 3.12. MicroWin Programında Mesafenin Hesaplanması
Test materyaline bağlı olarak değişik sürelerde, değişik hızlarda kuvvet
uygulanması mümkün olmaktadır. Böylece her test materyali için kendine uygun
koşullarda deneme yapılmış olmakta ve bu denemeler sonucunda materyal için
kuvvet ve deformasyon verileri elde edilmektedir.
48
İnan ÜNLÜ
3. MATERYAL ve YÖNTEM
Şekil 3.13. MicroWin Programında Elde Edilen Değerlerin Bilgisayara
Aktarılması
Elde edilen verilerin hem materyallere ait kuvvet-deformasyon grafiklerinin
çizimlerinde hem de materyallerin elastisite modüllerinin hesaplanmasında
kullanılması amaçlanmıştır.
49
4. ARAŞTIRMA BULGULARI
İnan ÜNLÜ
4. ARAŞTIRMA BULGULARI
4.1. Mekanik Tasarım İle İlgili Bulgular
Yapılan bu çalışmada giriş bölümünde belirtilen aşamalar doğrultusunda
planlı bir çalışma yürütülmüştür. Ve belirtilen aşamalar doğrultusunda tasarlama
işlemi adım adım gerçekleştirilmiştir. Bu adımları kısaca şöyle özetlemek
mümkündür:
Öncelikli olarak problemin belirlenmiş ve tanımı net olarak yapılmıştır.
Neden böyle bir tasarıma gerek duyulduğu ve bu tasarım ile neler yapılacağı net
olarak belirlendi ve bütün çalışma boyunca bu temel gereksinimler göz önünde
bulundurularak çalışma yürütüldü. Daha sonra ikinci aşama olarak tanımlanan
problemin analiz aşamasında, tasarım için problem tam olarak tanımlandıktan sonra
tasarımın başlangıç koşulları ve varılacak hedef doğrultusunda yapılması gerekenler
belirlendi. Bu işlemle birlikte tasarım için gerekli olan bilgiler toplanarak tasarım
başlangıç noktası ortaya konuldu. Bilgi toplama işlemi problemin tanımına bağlı
olarak ihtiyaç duyulan konularda yapıldı. Ve tasarım her aşamasında bu bilgiler
kontrol edilerek tasarımda gerekli olan değişiklikler tasarıma uygulandı. Üçüncü
aşama tasarımın sentezi aşamasıdır. Bu aşamada tasarım daha olgunlaştırılarak somut
verilerin elde edildiği ve bunların değerlendirildiği aşamadır. Burada tasarım istekleri
karara bağlanarak kullanılacak malzemeler belirlenir. Ayrıca tasarımda kullanılacak
her parça tek tek çizilerek boyutlandırılır ve hesaplalar yapılır. Böylece tasarım
somutlaştırılmış olur. Bir sonraki adımda tasarımın değerlendirilmesi yapılır. Bu
aşamada tasarım sentezi aşamasında elde edilen çözüm yolu değerlendirilerek
tasarımın belirlenen problemin çözümü konusundaki etkinliği sorgulanarak daha
ulaşılan çözümler arasından en uygunu seçilir. Örnek olarak yaptığımız
çalışmamızda
hareket
üretmek
amacıyla
kullanılabilecek
motor
türleri
değerlendirilmiş bunlar içinden en uygun olarak servo motor seçilmiştir. Yine
yapılan çalışmada tasarım aşamasında, tasarım kuralları dikkate alınarak farklı
geometrik yapılara ve farklı çalışma prensiplerine sahip tasarımlar geliştirildi.
Tasarım sadeliği, sistemin çalışma sırasında her bir elemana rahatlıkla ulaşabilme,
50
4. ARAŞTIRMA BULGULARI
İnan ÜNLÜ
hareket alanı serbestliği dikkate alınarak şu anda kullanılan tasarımda karar verildi.
Örnek olarak yapılan tasarıma alternatif olarak iki vidalı milin kullanılması gereken
çift sütunlu test düzeneği düşünüldü. Ancak hem birden fazla vidalı millin hassas
olarak
yataklanması noktasında problem
yaşanabileceği hem de sistemin
kullanımında tek sütunlu bir tasarımın gerekli kuvvetleri karşılayacak düzeyde
olmasından dolayı sistem de en uygun olarak belirlenen tasarım kullanıldı. Bu
aşamada amaç var olan tasarım öğeleri sıralanır ve bu öğeler değerlendirilerek
optimum çözüm üretilmeye çalışılır. Son aşama tasarımın geliştirilmesi aşamasıdır.
Bu aşamada karar verilen tasarım ile ilgili prototip üretimi gerçekleştirilirken
karşılan problemlere veya görülen eksiklikler dikkate alınarak tasarım geliştirildi.
Ayrıca yapılan testlerde elde edilen sonuçlarda dikkate alınarak tasarımın problemin
tanımına uygun olarak en iyi çözüme ulaşmak için değişlikler uygulandı. Ve bütün
bu çalışmalar sonucunda elde dilen değerler de dikkate alınarak tasarım
sonuçlandırıldı.
Mekanik tasarım ile ilgili elde edilen bulgular şunlardır:
1. Mekanik tasarımının test işlemleri için çalışma aralığı 0 - 450 mm,
2. Uygulanabilen aralığı 0 - 5000 N,
3.
Mesafe algılama hassasiyeti 0,01 mm,
4. Kuvvet algılama hassasiyeti 0,01 N,
Sistemin mekanik, elektrik panosu ve bilgisayar bağlantı görüntüleri ve
mekanik düzeneğin katı model olarak çizilmiş görünüşe ait şekiller ve katı model
görünüşteki parçalara ait bilgiler şunlardır.
Şekil 4.1. Sistemin Genel Görünüşü
51
4. ARAŞTIRMA BULGULARI
İnan ÜNLÜ
Şekil 4.2. Elektrik Panosu ve Pano İçerisindeki Bağlantıların Genel Görünüşü
Şekil 4.3. Mekanik Düzeneğinin Genel Görünüşü
52
4. ARAŞTIRMA BULGULARI
İnan ÜNLÜ
9
8
10
7
6
5
3
4
2
1
Şekil 4.4. Sistemin Mekanik Düzeneğinin Katı Model Görünüşü ve Elemanları
1. Test materyalinin yerleştirileceği tabla,
2. Hassas vidalı mili yataklanmasında kullanılan sabit yatak,
3. Hassas vidalı mil,
4. Flanşlı somun destek aparatı,
5. Ana gövde,
6. Yükhücresi (loadcell),
7. Yükhücresi tutturma aparatı,
8. Hassas vidalı mili yataklanmasında kullanılan hareketli yatak,
9. Kayış-kasnak mekanizması,
10. Flanşlı somun.
4.2. Sistemde Servo Sistem Kullanılmasına İlişkin Bulgular
Servo sistemler düşük devirler de bile yüksek torklar üretebilmektedirler.
Böyle daha kararlı hareket sağlamaktadırlar. Sistem de kullanıldığında elde edilen
53
4. ARAŞTIRMA BULGULARI
İnan ÜNLÜ
sonuçlarda da bu özellikleri sayesinde, sistem için daha uygun oldukları yine
görülmüştür.
Sistem 0,01 mm/s – 12 mm/s hız aralıklarında çalışma imkanı sunmaktadır.
Sistemin bu kadar düşük devirlerde kayıpsız olarak çalışmasının en önemli nedeni
servo sistemlerin düşük devirlerde de yüksek devirlerdeki torku üretebilme
kabiliyetidir. Servo sistemle çalıştırılmayan sistemlerde düşük devirlerde motorlar
yüksek dirençle karşılaştıkları zaman motor kaydırma yapabilmekte ve böylece
hareket sürekli olma özelliğini kaybetmektedir. Böylece hareket kontrolünde
istenilen verim elde edilememektedir.
Böylece düşük hızlarda yüksek kuvvetler
karşısında sistem yine sorunsuz ve doğru bir şekilde çalışma yapabilmektedir.
4.3. Test Düzeneğinde PLC Kullanılmasına İlişkin Bulgular
PLC ’ler programlanabilme özelliklerinden dolayı, özellikle hassas kontrolün
önemli olduğu, zamanlanmış işlerin olduğu, hassas ölçüm gerektiren vb. gibi
yerlerde yoğun olarak kullanılmaktadırlar. Sistemimizde de hareketin nerden
başlayıp nerede sonuçlandığı, hareket hızı, meydana gelen değişimlerin doğru zaman
ve değerlerde okunabilmesi gibi konular bizim için çok önemli olduğundan
sistemimizde PLC kullanılmıştır.
PLC ile birlikte motorun hareketleri, sistemde elde edilen veriler belirli bir
program çerçevesinde ve belirli bir plana bağlı olarak istenilen bir yere
aktarılabilmektedir. Hangi değerlerin aktarılacağı ve hangi aralıklarla aktarılacağı,
yine PLC içerisine yazılan program ile belirlenmiştir. Bu programa bağlı olarak
sistem doğru ve bir algroritmaya bağlı olarak çalışması sağlanmaktadır.
4.4. Test Düzeneğinin Bilgisayar ile Kontrol Edilmesine İlişkin Bulgular
Geliştirilen test düzeneğine ait mekanik hareket elemanları, sisteme bağlı olan
servo sistem ile hareketlendirilmektedir. Servo sistem ise yine PLC ve bilgisayar
ortamında yazılan programlar yardımıyla kontrol edilmektedir. Yani sistemde
hareketin nasıl ve ne kadar yapılacağı bilgisayar ortamında kontrol edilmektedir. Bu
54
4. ARAŞTIRMA BULGULARI
İnan ÜNLÜ
nedenle sistemde veri girişi ve çıkan verilerin kontrolü bilgisayar üzerinden ve bir
tek program ile yapılabilmektedir.
Sistemde hangi aralıklarda (en düşük veri alma aralığı aralık 30 ms olmak
koşulu ile) veri alınması isteniliyorsa bu program içerinde yazılarak, amaçlanan
kuvvet ve yer değiştirme değerleri bilgisayar ortamına aktarılmaktadır. Bu aktarım
işleminin nerden başayıp nerde sonlandırılacağı ise yine bilgisayar ortamında girilen
değerlere göre yapılmaktadır.
Gelen kuvvet ve deformasyon değerlerine göre bilgisayar ekranında eş
zamanlı grafik çizilmektedir. Böylece veriler ile birlikte buradan elde edilen verilere
göre sonuçların değerlendirilmesi de eş zamanlı olarak bilgisayar ekranında
yapılabilmektedir.
Bilgilerin girilmesinde ve elde edilen verilerin tekrar aktarılmasında
kullanılan MS Excel programında tasarlanan arayüz görüntüsü Şekil 4.2’de
verilmiştir.
Şekil 4.5. MS Excel’de Tasarlanan Program Görünüşü
Şekil 4.2’de verilen görünüşte bilgilerin girilmesi ile ilgili bölümler ve elde
edilen değerlere göre eş zamanlı grafik çizim alanı bulunmaktadır. Programda
55
4. ARAŞTIRMA BULGULARI
İnan ÜNLÜ
hücrelerden bilgi girişi yapıldıktan sonra girilen bilgilerin aktif hale gelerek
kullanılabilesi için butonlar konulmuştur. Böylece sadece bilginin girilmesi yeterli
olmayarak bu bilgilerin sistem tarafından kullanılabilmesi için butonlar yardımıyla
onaylanması gerekmektedir. Ayrıca sistemin harekete geçip durdurulma işlemleri
yine program içerisine yerleştirilen Start – Stop butonları ile yapılmaktadır. Böylece
mekanik
sistem
başlatılabilmekte
üzerinde
ve
hiçbir
istenilince
temasta
yine
bulunmadan
bilgisayar
sistemde
üzerinde
hareket
hareket
durdurulabilmektedir.
4.5. Sistemde Elde Edilen Test Sonuçları ve Değerlendirilmesi
Yapılan protip ile bazı tarımsal materyaller üzerinde testler yapılmıştır.
Yapılan bu testler sonucunda elde edilen değerler, Lloyd LRX Plus Series test
cihazın ile yapılan ölçümlerden elde edilen ve referans olarak kabul edilen değerler
ile karşılaştırılmış. Test için kullanılan materyaller içerisinden golden türü elma ve
valencia türü portakala ait değerler dikkate alınarak karşılaştırma yapılmıştır.
Yapılan testler sonucunda elde edilen kuvvet deformasyon diyagramları hem
portakal hem de elma için aşağıda verilmiştir.
45
40
35
30
25
20
15
10
5
0
-5
Lloyd
Prototip Cihaz
1.
60
5E
0. - 05
39
33
1. 6
71
5
3. 3
04
1
4. 7
36
9
5. 1
69
1
7. 5
01
7
8. 1
33
9
9. 8
66
5
10 7
.9
9
12 1
.3
1
13 4
.6
4
14 3
.9
6
16 3
.2
8
17 7
.6
1
18 6
.9
39
Kuvvet (N)
Portakal
Deformasyon (mm)
Şekil 4.6. Portakal İçin Kuvvet – Deformasyon Diyagramı
56
4. ARAŞTIRMA BULGULARI
İnan ÜNLÜ
Golden Elma
45
40
35
Kuvvet (N)
30
25
Lloyd
20
Prototip Cihaz
15
10
5
0.
0
04
49
5
0.
0. 13
77
80
1. 5
43
5
2. 2
09
1
2. 1
74
6
3. 9
40
2
4. 8
05
9
4. 4
71
7
5. 5
37
1
6. 2
02
6
6. 8
68
2
7. 6
33
8
7. 3
99
7
8. 7
65
15
0
Deformasyon (mm)
Şekil 4.7. Golden Elma İçin Kuvvet – Deformasyon Diyagramı
Verilen şekillerde de görüldüğü gibi prototip cihazla elde edilen değerler
referans ölçüm cihazındaki değerlerle bir paralellik göstermektedir. Elde edilen değer
farklılığı kalibrasyon farkından kaynaklanmaktadır.
57
İnan ÜNLÜ
5. SONUÇLAR ve ÖNERİLER
5. SONUÇLAR ve ÖNERİLER
Yapılan çalışma ile tarımsal ürünlerin mekanik özelliklerinin belirlenmesi
konusunda bilgi elde edilmesini sağlayacak bir test düzeneği tasarlanmıştır. Bu
çalışmanın en önemli özelliklerinde biri tasarlanan sistemin otomatik kontrollü
olmasıdır. Sistemin daha doğru ve güvenilir olabilmesi için hareketin hassas,
verilerin doğru ve istenilen aralıklarda elde edilmesi amaçlanmıştır.
Yapılan bu çalışmanın sonucunda kullanıcı tarafından belirlenen zaman
aralıklarında verilerin alınabilmesi sağlanmıştır. Yine aynı zamanda harekette
hassasiyet, istenilen hızlarda hareket elde edilmiştir. Bu nedenle genel anlamda
amaçlanan doğrultuda belirlenen hedefler göz önüne alındığında yapılan çalışma
belirlenen amacına ulaşmakla beraber bazı eksiklilerde gözlemlenmiştir. Bu
eksikliler şöyle sıralamak mümkündür:
•
PLC programının yazılmasında kullanılan MicroWin programı ile uyumlu
çalışan ProtoolPro programı veri alma aralığı konusunda yeterince hassas
olmadığı için (en düşük aralık 1 s) PCAccees ve Excel programlarına
ihtiyaç duyulmuştur ve bu da hem işlem hem de kullanılan program
sayısının artmasına nedende olmuştur.
•
İlave programların kullanılması kontrol açısından dezavantaj yaratmıştır.
•
Kullanılan PLC’de program yazma esnasında bazı fonksiyonların
kullanımı uygun olmadığı için hafıza sorunları ile karşılaşılmıştır.
•
Sistemde kullanılan yükhücresi(loadcell) hem bası hem de çeki yönünde
çalışabilmesine rağmen bası ve çeki işlemlerinin elektrik bağlantıları
farklıdır. Bu nedenle bir fonksiyon için işlem yapıldıktan sonra diğer
fonksiyona geçilirken panodan yükhücresi için elektrik bağlantısının
değiştirilmesi gerekmektedir. Bu da zaman kayıplarına neden olmaktadır.
Bu çalışmada amaçlar doğrultusunda tasarım elde edilse bile yukarıda
sıralanan bazı olumsuzluklar yaşanmıştır. Bu çalışmadan yola çıkarak bezer
amaçlarda yapılabilecek bundan sonraki çalışmalar için aşağıdaki öneriler yapılabilir:
1. Yapılan çalışmada amaçlara uygun kuvvet ve servo motor büyüklükleri
belirlenmiş, bu yönde tercihler yapılmıştır ve amaca ulaşılmıştır. Ancak
58
İnan ÜNLÜ
5. SONUÇLAR ve ÖNERİLER
daha büyük kuvvetler altında çalışma yapılacak ise bu tercihler yapılırken
kuvvet ihtiyacı ve motor gücüne dikkat edilmelidir.
2. Yapılan çalışmada kullanılan yük hücresi(loadcell) hem bası ve hem de
çeki yönünde çalışma özellikli olmasına rağmen elektrik bağlantıları
farklıdır. Yeni tasarımlarda kullanılacak yük hücresi tercih edilirken
yapılacak işin amacına uygun(basıya, çekiye, hem basıya hem çekiye
çalışabilen) olarak seçilmelidir.
3. Sistemde kullanılan ve çalışmanın en önemli elemanlarından bir olan PLC
seçimi de çok önemli bir yer tutmaktadır. Seçilen PLC ’deki programlama
özellikleri, kullanılan arayüz, veri aktarım aralıkları gibi konular iyi
araştırılmalı ve yapılacak işe göre en uygun olanı tercih edilmelidir. Çünkü
özellikle hassas değer aktarımları ve küçük zaman araklıkları gerektiren
durumlarda kullanılan PLC ‘nin özellikleri önemli yer tutmaktadır.
4. Yapılacak
çalışmaların
eşzamanlı
olarak
sistemle
birlikte
görüntülenebilmesi ve sistemin bilgisayar dışında kontrol edilebilmesi
sistemi daha kullanılışlı ve görsel olarak daha güçlü kılacaktır. Bu nedenle
sistemle birlikte çalışabilecek, işlem sonuçlarını(grafik, ölçülen değerler)
eşzamanlı olarak gösteren ve üzerinde kontrol butonlarını arındıran
ekranların kullanılması uygun olacaktır.
59
KAYNAKLAR
AKÇALI, İ. D., 1999. Otomatik Kontrol. Ç.Ü. MACTİMARUM Yayın No:9, S:272,
Adana.
ANONİM, 2008. http://tr.wikipedia.org/wiki/Kalibrasyon.
ANONİM 1, 2007. http://www.esit.com.tr/tr/detail.asp?id=70.
ANONİM 2, 2008. http://www.halici.com/servomotorlar.htm.
ANONİM 3, 2008. http://www.halici.com/servomotorsuruculer.htm.
ANONİM 4, 2008. http://www.dalsim.com.tr/plc_tr.htm.
ANONİM 5, 2008. http://www.izmirhidropar.com/dogrusal_har.html.
ANONİM 6, 2008. http://www.teknikproje.net/d-mak-kas-gir.htm.
BAYAZİT, N., 1994. Endüstri Ürünlerinde ve Mimarlıkta Tasarlama Metodlarına
Giriş. Literatür Yayınları:4, S:288, İstanbul.
CÜRGÜL, İ, YETİŞTİREN, H., SINMAZÇELİK, T., 2002. Makina Tasarımı ve
Şekillendirme Tekniği . Birsen Yayınevi, Kod No: Y.0029, Kocaeli.
GÜNER, M., VATANDAŞ, M., DURSUN, E., 1999. Bazı Kayısı Çeşitlerinde
Çekirdek Kırılma Karakteristiklerinin Belirlenmesi. Tarım Bilimleri Dergisi,
5(1), S:95-103.
GÜNER, M., 2003. Fasülye, Barbunya ve Mercimeğin Yük Altındaki Mekanik
Davranışlarının Belirlenmesi. Ankara Üniversitesi Ziraat Fakültesi Tarım
Bilimleri Dergisi, 9(2), 206-212, Ankara.
HERH, P. K. W., COLO, S. M., HEDMAN, K., 2000. Rheology of Foods: New
Thecniques,
Capabilities,
and
instruments.
American
laboratory
vol. 32, no12, pp. 16-20.
KUŞÇU, H., 2008. Otomatik Kontrol. http://hilmi.trakya.edu.tr/ders_notlari/
Otomatik_kontrol/Otomatik_kontrol_2.pdf.
MANNESMANN TECHNOLOGIE, RTR 83 301/08.97.
MOHSENİN, N. N., 1980. Physical Properties of Plant And Animal Materials.
Gordon and Breach Secience Publisher, Inc.. 742 P, New York, London,
Paris..
60
VURSAVUŞ, K., 2004. Elma Taşımacılığı Sırasında Oluşan Mekanik Zedelenme
Üzerine Etkili bazı Faktörlerin Belirlenmesi. Ç.Ü. Fen Bilimleri Enstitüsü
Tarım Makineleri Anabilim Dalı. Doktora Tezi, 127 S, Adana.
YURTLU, Y. B., 2002. Meyve Ve Sebzelerde Bazı Mekanik Özelliklerin Ve
Zedelenmeye Karşı Duyarlılığın Belirlenmesi. A.Ü. Fen Bilimleri Enstitüsü
Tarım Makineleri Anabilim Dalı. Doktora Tezi, 96 S, Ankara.
YURTLU, Y. B., ERDOĞAN, D., 2005. Domates Çeşitlerinde Depolama Süresinin
Bazı Mekanik Özelliklere Etkisinin İncelenmesi. Tarım Bilimleri Dergisi,
11(2), S:201-206.
61
ÖZGEÇMİŞ
1977 yılında Elazığ’da doğdum. İlk, orta ve lise öğrenimimi Elazığ’da
tamamladıktan sonra 1993 yılında Balıkesir Üniversitesi Mühendislik Mimarlık
Fakültesi Makine Mühendisliği Bölümü’nü kazandım ve 1998 yılında mezun oldum.
2007 yılında Tarım Makinaları Bölümü’nde Yüksek Lisans eğitimine başladım. 2001
yılında Ç.Ü. Karaisalı MYO’da Öğretim Görevlisi olarak başladığım görevime halen
devam etmekteyim.
62