MALZEME
MÜHENDİSLİĞİ
BÖLÜMÜ
--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
1. DENEYİN AMACI
Alüminyum tozlarının elek analizi ile boyut aralıklarının saptanması ve belirlenen bir boyut
aralığındaki tozların preslenmesi. Arşimed deneyi ile sinterlenen numunedeki gözenek
miktarının tespit edilmesi.
2. TEORİK BİLGİ
2.1.Toz Metalurjisi
Toz metalurjisi parçaların metal tozlarından imal edildiği metal işleme teknolojisidir [1]. Toz
Metalurjisi (TM) yirminci yüzyılın son çeyreğinde içerisine seramik, sermet (seramik-metal
kompozit sistemleri) ve polimerleri de alarak Parçacıklı Malzeme Teknolojileri (PMT) çatısı
altında birçok uygulama alanına hitap eden etkin bir üretim metodu haline gelmiştir. Bugün
ise bu teknoloji, tıp, enerji, sağlık, savunma, uzay,havacılık, elektronik ve iletişim gibi ileri
teknoloji uygulamalarına ilaveten, tekstil, tarım-hayvancılık ve gıda gibi çok değişik endüstri
alanına yönelik parça imalatı gerçekleştiren bir imal yöntemi olmuştur [2].
• T/M parçaları sonraki talaşlı işlemelere ihtiyacı ortadan kaldıracak olan, son şekil veya son
şekle yakın olarak seri üretilebilir [1].
• T/M işlemi çok az malzeme ziyan eder – başlangıç tozunun yaklaşık % 97’si mamule
dönüştürülür [1].
• T/M parçaları gözenekli metal parçaları imal etmek için belirli bir gözeneklilik seviyesinde
yapılabilir. Örnekler: filtreler, yağ-emdirilen yataklar ve dişliler [1].
2.2.Toz Karakterizasyonu
Toz metalurjisi teknolojileri parçacıkların bir araya gelmesiyle oluşan tozlarla başlar.
Yoğunlaştırma işleminde önemli bir girdi olması nedeniyle tozun iyi anlaşılması gerekir.
Teknik detaylar oluşturulurken işlem kontrolünün sürdürülmesinde toz özelliklerinin
belirlenmesi ve bu özelliklerin ürün performansını nasıl etkilediğinin bilinmesi önemlidir [3].
Parçacık, tozun bölünemeyen en küçük birimi olarak tanımlanır. Toz işleme teknolojileri
genellikle dumandan daha büyük (0.01-1 µm), fakat kumdan daha küçük (0.1-3 mm)
parçacıklarla ilgilenir. Kullanılan tozların çoğu insan saçının çapı ölçüsündedir (25-200 µm).
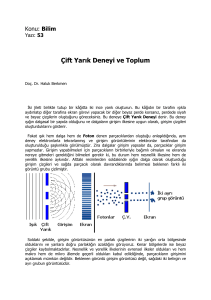
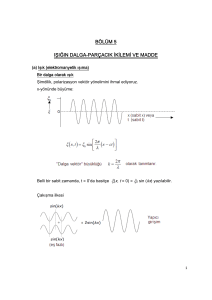
Taramalı elektron mikroskobu (SEM), bir tozun farklı özelliklerinin gözlenmesinde kullanılan
en iyi araçlardan birisidir [3]. Farklı şekillerde toz örnekleri Şekil 1’de verilmiştir.
Şekil 1. Toz örnekleri [4,5,6]
1
MALZEME
MÜHENDİSLİĞİ
BÖLÜMÜ
--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Her bir toz, yoğunlaştırma sırasında farklı tepki verir. Yoğunlaştırma sırasındaki sorunlar
aşağıdaki çeşitli toz özelliklerinden kaynaklanabilir [3]:
a)
b)
c)
d)
e)
f)
g)
Parçacık boyutu ve dağılımı
Parçacıkların topaklanması
Yüzey alanı
Parçacıklar arası sürtünme
Akış ve paketleme
İç yapı
Bileşim, homojenlik ve kirlilik (kontaminasyon)
2.3.Parçacık Boyut Ölçümü
Parçacık boyut analizi çeşitli tekniklerle gerçekleştirilebilir. Ancak ölçülen parametrelerdeki
farklılıklar nedeniyle, çeşitli parçacık boyut analiz tekniklerinin genellikle aynı sonucu
vermediği bilinmelidir. Parçacık boyutunu ölçen cihazların çoğu tek bir geometrik
parametreyi ölçer ve parçacık şeklinin küresel olduğunu kabul eder [3].
Yaygın olarak kullanılan parçacık boyut analizi teknikleri şunlardır [3]:
Mikroskop ile inceleme
Eleme
Sedimentasyon
Işık saçılımı ve kırınımı
Elektriksel alan algılaması
Işık engelleme
X-ışını teknikleri
Bu ders kapsamında parçacık boyut ölçümü elek analizi ile gerçekleştirilecektir.
2.3.1. Elek Analizi
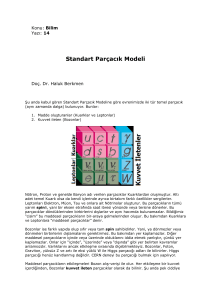
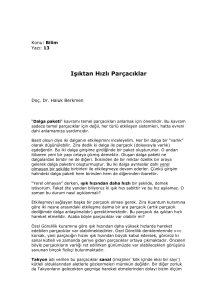
Elek analizi, büyük parçacıkların boyut dağılımının ölçümünde kullanılan eski bir tekniktir.
Eşit aralıklı tellerden oluşan bir kare ızgara eleği oluşturur. Elek boyutu birim uzunluktaki
tellerin sayısından belirlenir. Açıklık boyutu, elek boyutu ile ters orantılı olarak değişir.
Büyük elek değerleri (325 gibi), küçük açıklık değerlerini (45 µm) belirtir (Tablo 1). Elek
boyutunun belirlenmesinde en yaygın kabul, bir inçteki tel sayısına dayanır. Örneğin 200 elek,
doğrudal bir inçteki 200 teli ifade eder. Bu elek değeri, tel merkezleri arasındaki 127 µm
aralığı verir. Fakat teller 52 µm çapında olduğundan, geriye kalan açıklığın boyutu 75 µm’dir.
Elek boyutları çok küçük açıklık boyutlarına gidemez. Sonuç olarak elek analizi genellikle 38
µm’den daha büyük parçacıklara uygulanır. 5 µm’ye kadar elektro şekillendirilmiş elek
boyutları mümkündür. Fakat parçacık topaklanması ve parçacığın eleğe adhezyonu nedeniyle
daha küçük boyutlu elektro-şekillendirilmiş eleklerin genellikle pratik olarak kullanımı yoktur
[3].
2
MALZEME
MÜHENDİSLİĞİ
BÖLÜMÜ
--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Şekil. 200’lük elek örgüsü [3]
Tablo 1. Standart Elek Boyutları [3].
Elek Boyutu
18
20
25
30
35
40
45
50
60
70
80
100
Açıklık, µm
1000
850
710
600
500
425
355
300
250
212
180
150
Elek Boyutu
120
140
170
200
230
270
325
400
450
500
635
Açıklık, µm
125
106
90
75
63
53
45
38
32
25
20
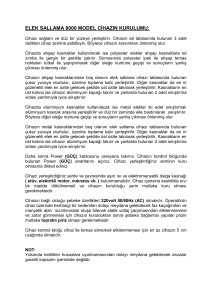
Elek analizi, eleklerin azalan elek açıklıklarında istiflenmesiyle başlar. En küçük açıklık
boyutu en alttadır. Toz en üstteki eleğe konur ve elek takımı 15 dakika süre ile sarsılır.
Parçacık boyut analizi için 20 cm çapında elekler kullanıldığında, 100 g toz numunesi
genellikle yeterlidir. Titreşimden sonra, her bir boyut aralığındaki toz miktarı tartılır ve
aralıktaki yüzde, her bir bölüm için hesaplanır. Bir elekten geçen toz (-) işareti ile, eleğin
üzerinde kalan ise (+) işareti belirtilir. Örneğin, -100/+200 eleklik toz, 100 boyutlu bir elekten
geçmiş fakat 200 boyutlu elekten geçmemiştir. Dolayısıyla parçacıklar 150 ile 75 µm boyut
aralığındadır. 45 µm’den (-325 elek) küçük tozlar genellikle elek altı toz olarak adlandırılır
[3].
Şekil. Elek analizinin şematik gösterimi [3]
3
MALZEME
MÜHENDİSLİĞİ
BÖLÜMÜ
--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Elek analizinde karşılaşılabilecek sorunlar
Eleme işlemi yaygın olarak kullanılmasına rağmen, önemli bir hata eğilimine sahiptir.
Eleklerin örgü toleransı olarak, ortalama açıklık boyutunda %3-%8 arası bir değişime izin
verilir. Ayrıca bir açıklık, belirtilen elek boyutundan %25-%50 daha büyük olabilir. Bu tür
hatalar, eleğin üstünde kalması gereken parçacıkların elekten geçmesine ve küçük parçacık
olarak sayılmalarına yol açar [3].
Elek analizi ile ilgili başka sorunlar da vardır. Çok kısa eleme süresi, küçük parçacıkların elek
serisinin tamamından geçmesi için yetersiz olacaktır. Çok uzun eleme süresi ise parçacıkları
aşındıracak, boyut dağılımını belirgin biçimde daha küçük boyutlara doğru kaydırarak küçük
parçacıkların oluşmasına yol açacaktır. Diğer bir zorluk ise, özellikle çok küçük elek
açıklıklarında yapılan aşırı yüklemedir. Küçük parçacıkların elek açıklıklarından geçişine
engel olan aşırı yükleme, elek üzerine çok fazla konulduğunda meydana gelir [3].
2.4.Presleme (Sıkıştırma)
Presleme imal edilecek parça için özel olarak tasarlanmış zımba ve kalıp kullanarak pres tipi
bir makinede gerçekleştirilir [1].
Tozlar basınç uygulandığında; önce parçacıklar birbiri üzerinden kayarak ve daha sonra da
yüksek basınçlarda parçacığın şekil değiştirmesiyle yoğunlaştırılırlar. Yoğunluktaki artış
düşük basınçlarda önce hızlıdır, fakat gözenekler kapandıkça toz, yoğunlaşmaya karşı artarak
direnç gösterir. Şekil değiştirme parçacıkların sertliğini artırdığından, sıkıştırmayı devam
ettirmek için daha yüksek basınç gerekir [3].
Sıkıştırılmış toza ham parça adı verilir. Preslemeden sonra, ham parça kalıbın içinde mekanik
olarak kilitlenmiş durumdadır. Parçayı kalıptan çıkaracak kuvvete çıkarma kuvveti denir.
Burada yağlayıcı çok etkilidir. Yağlayıcı etkisi arttıkça hem çıkartma kuvveti, hem de kalıp
aşınmaları azalır [3].
2.5.Sinterleme
Sinterleme, parçacıkların birbirine bağlanmasını sağlayarak önemli ölçüde mukavemet artışını
ve özelliklerin iyileşmesini sağlayan ısıtma işlemidir. Birbirine temas eden parçacıklar yüksek
sıcaklıklarda birbirine bağlanır. Bu bağlamda sinterleme, ergime sıcaklığının altında katı
halde atom hareketleriyle oluşabilir. Mikroyapı ölçeğinde, bağlanma temas eden parçacıklar
arasında boyunlaşma ile kendini gösterir. Sinterleme yüksek sıcaklıkta atomların yayınımı ve
küçük parçacıkların yüzey enerjisinin azalmasıyla gerçekleşir [3].
Birçok ham parçada sinterleme sırasında boyut, yoğunluk, mukavemet, sertlik elektrik ve ısıl
iletkenlik, elastiklik modülü gibi özellik değişimleri olur. Sinterleme çekmesi, yoğunşuk artışı
ve gözenek azalmasına bağlıdır [3].
4
MALZEME
MÜHENDİSLİĞİ
BÖLÜMÜ
--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
2.6.Gözeneklilik Tayini (Archimedes deneyi)
Gözeneklilik basit geometriler için, ağırlık ve boyutlar yardımıyla hesap edilen yoğunluk ile
teorik yoğunluğun karşılaştırılmasıyla ölçülür [3].
Gerçek yoğunluk=
%gözeneklilik=
3.
4.
DENEY MALZEMELERİ VE EKİPMANLAR
Elek
Hassas terazi
Kalıp
Hidrolik pres
Kumpas
DENEYİN YAPILIŞI
100g alüminyum tozu tartılarak 10 dakika boyunca elenir. Elenen tozlardan 30g alüminyum
tozu alınarak kalıbın içerisine dökülür. 30 bar basınç altında preslenir. Aynı parametrelerle iki
adet numune üretilir. Preslenen numunelerden biri 620 °C’de bir saat boyunca sinterlenir.
Diğer numune ham parça olarak kalır. Sinterlenen numuneye ve ham parçaya Arşimed deneyi
uygulanır ve her ikisi için de gözenek miktarı hesaplanır.
5. DENEY RAPORU
Deney raporu aşağıdaki soruların cevaplarını içermelidir.
a)
b)
c)
d)
Deney aşamalarını 5 madde ile özetleyiniz.
Elek analizi sonuçlarını tablo halinde raporlayınız.
Sinterlenmiş numunenin ve ham parçanın gözenek miktarını hesaplayınız.
Hesaplanan gözenek mikarına ve ağırlığa göre sinterlemenin etkisini yorumlayınız.
6. KAYNAKLAR
[1] http://web.itu.edu.tr/~dikicioglu/Toz%20metalurjisi.pdf
[2] www.cs.sakarya.edu.tr/sites/mme/file/DENEY8.pdf
[3] Toz Metalurjisi ve Parçacıklı Malzeme İşlemleri, Randall M. German
[4] http://www.tescan-usa.com/applications/gallery/materials-science/metallurgy-powder
[5] http://www.lehigh.edu/~inimf/research/powder.html
[6] http://www.nabond.com/Nickel%20carbonyl%20powder.html
5