")
Kaynak İşleminde Isı
Oluşumu
Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan
kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem
birleştirilecek parçaların yüzeylerinin hem de ilave dolgu
metalinin ergitilmesini sağlar. Kaynak ısısı, kaynak tekniğinin
türüne bağlı olarak aşağıda ifade edildiği gibi farklı tarzda
oluşturulur.
1) Kaynak ısısı, elektrot ile iş parçası arasında meydana
gelen ark sayesinde oluşur. Örneğin, elektrik ark
kaynak tekniği.
2) Kaynak ısısı, birleştirilecek parçalardan elektrik
akımının geçirilmesi sonucu, iş parçalarının elektrik
akımına karşı gösterdiği direnç neticesinde elde edilir.
Örneğin, elektrik direnç kaynak teknikleri.
3) Kaynak ısısı, yanıcı ve yakıcı iki gazın bir torç
ucunda karıştırılıp yakılmasıyla oluşturulan
yüksek sıcaklığa sahip alev sayesinde
meydana gelir. Örneğin, oksi-gaz kaynağı.
4) Kaynak ısısı, birleştirilecek parçaların
birbirlerine sürtünmeleri sonucu meydana
gelir. Örneğin, sürtünme kaynağı.
5) Kaynak ısısı, birleştirilecek parçalar üzerinde
patlayıcı patlatılması sonucu meydana gelir.
Örneğin, patlamalı kaynak tekniği.
6) Kaynak ısısı, ekzotermik reaksiyonlar sonucu
oluşturulur. Örneğin, termit kaynak tekniği.
7) Kaynak ısısı, yüksek enerjiye sahip elektron
demetinin hızlandırılarak bir noktaya
gönderilmesi sonucu meydana gelir. Örneğin,
elektron ışın kaynağı.
8) Kaynak ısısı, belli bir enerjiye sahip atomların
enerji düzeylerinin değiştirilmesi sonucu
ortaya çıkan ışının belirli bir noktaya
odaklanması ile elde edilir. Örneğin, lazer
kaynak tekniği.
9) Kaynak ısısı, bir gazı elektrik arkından
geçirerek elde edilen iyonlaşmış ışıklı gazın
belirli bir noktaya odaklandırılması sonucu
elde edilir. Örneğin, plazma kaynak tekniği.
Elektrik arkı, kaynak ısısını oluşturmada en yayın
kullanılan metottur. Elektrik arkının sıcaklığı, 500020000˚C arasındadır. Kaynak ısısı, parçaların
birleştirilmesinde gerekli olmasına rağmen, eğer
önlem alınmazsa birleştirilen parçalar üzerinde zararlı
etkilere de yol açar. Bu zararlı etkilerden bazıları
şunlardır:
1) Malzemede bölgesel bir ısıtma sonucu meydana gelen
kalıntı gerilmeler, parçaların şekil değiştirmesine
sebep olabilir.
2) Isıdan tesiri altında kalan bölge içerisinde sertlik artışı
meydana gelmesinden dolayı, çatlama oluşumu söz
konusu olabilir.
3) Isıdan tesiri altında kalan bölgenin sünekliğinin
azalması sonucu, malzemenin mekanik özellikleri
zayıflayabilir.
4) Soğuk şekillendirme ile mukavemeti arttırılmış ve
tavlanmış malzemelerin birleştirilmesinde, ısıdan
tesiri altında kalan bölgede (ITAB) mukavemet kaybı
meydana gelebilir.
Kaynak işleminde ısı girdisi, zaman ve sıcaklık arasındaki ilişkilerin
net bir şekilde belirlenmesi oldukça zordur. Çünkü bu ilişkiyi etkileyen
pek çok faktör vardır.
Bu faktörlerin etkilerini aynı anda değerlendirip, bu ilişkiyi açıklamak
çok zordur.
Bununla birlikte kaynak parametreleri, kaynak tekniği ve malzeme
özellikleri biliniyorsa, kaynak ısı girdisi hakkında bazı tahminler ve
hesaplamalar yapılabilir.
Kaynak işleminde mutlaka ilave dolgu metalinin ergitilebilmesi için,
yeterli ısı miktarının oluşturulabilmesi gerekir.
Bir çeliğin birleştirilmesinde meydana gelen kaynak banyosunun
sıcaklığı 1930 ˚C cıvarındadır.
İlave dolgu metalinin ve birleştirilecek parça yüzeylerinin
ergitilebilmesi için mutlaka ilave bir ısıya gerek vardır.
Bundan dolayı birleştirme işleminde ısı girdisinin miktarı kontrol
altında tutulmalıdır.
Her bir kaynak yönteminde ısı girdi miktarı
farklı olduğu için, ısı girdisini kontrol etmek
ve en uygun ısı girdi miktarını tespit
edebilmek, kaynak yönteminin seçiminde
oldukça önemlidir.
Koruyucu gaz kaynak yöntemi ile elektro-curuf kaynak yöntemi
karşılaştırıldığında, her iki yöntemde de ısı artış oranı, ulaşılan
maksimum sıcaklık değeri, maksimum sıcaklığa ulaşma zamanı ve
soğuma hızı birbirinden farklıdır.
Koruyucu kaynak yöntemi ile yapılan birleştirmelerde, maksimum
sıcaklığa çok kısa zamanda ulaşıldığı ve çok kısa zamanda da metalin
soğuduğu görülmektedir.
Buna karşılık elektro-curuf kaynak yönteminde ise, maksimum
sıcaklığa daha uzun bir zamanda ulaşılır ve metalin soğuma hızı da
oldukça yavaştır.
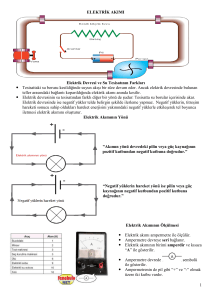
Kaynak Arkı Oluşumu ve Kaynak
Bölgesindeki Isı Girdisi
Kaynak esnasında malzemeye verilen ark
ısısını daha iyi anlayabilmek için elektrik arkı,
ark esnasında meydana gelen toplam ark ısı
enerjisi ve kaynak esnasında kullanılan ark
ısısı hakkında bilgi vermek gerekir. Şekil
1.1’de gösterildiği gibi, elektrik arkında
elektrotlar arasındaki gerilim dağılımını; 1)
katodik düşüş, 2) anodik düşüş ve 3) ark
sütunundaki düşüş olmak üzere üç bölgeye
ayırabiliriz. Anot ve katot uçlarına komşu
olan bölgeler, soğuk olduğundan gerilim
düşüşü hızlıdır. Ark demetinde ise hemen
hemen doğrusaldır. Yani gerilim düşüşü çok
azdır. Anodik düşüş, katodik düşüşe göre
daha büyük olduğundan, anotta ısıya dönüşen
enerji daha fazla olmaktadır. Bu nedenle
anodun sıcaklığı katoda göre daha yüksektir.
Metal arkında, anotta sıcaklık 3600 ˚K
(Kelvin = 273 + ˚C) civarında iken katottaki
sıcaklık 3000 ˚K seviyesinde olduğu tespit
edilmiştir. Anot ve katot arasındaki ark
sütununun sıcaklığı ise 5500 ˚K civarındadır.
ark esnasında meydana gelen toplam ark
ısı enerjisi (Qt)
Kaynak arkının oluşturulmasında yüksek akım şiddeti
ve düşük gerilim gereklidir. Elektrotlar arasında (anot
ile katot arasında) kaynak gerilimine (V) ve çekilen
akım şiddetine (I) bağlı olarak, ark esnasında meydana
gelen toplam ark ısı enerjisi (Qt) şu şekilde ifade edilir:
Qt (Watt) = V (Volt) . I (Amper)
kaynak esnasında kullanılan
ark ısısı
Kaynak yöntemine bağlı olarak elektrik arkından elde edilen
toplam ark ısı enerjisinin (Qt) belli bir kısmı, kaynak esnasında
kullanılmaktadır. Buna göre malzemeye verilen yani kaynak
esnasında kullanılan ark ısısı şu şekilde ifade edilir:
Qe (Watt) = V . I . η
Burada;
V: kaynak gerilimi (Volt)
I : kaynak akımı (Amper)
η : ark verimi (sabit katsayı)
Ergitme kaynak yöntemlerinde, arkta oluşan ısı
enerjisinin (Qt), kaynak için harcanan ısı enerjisine
(Qe) oranına ark verimi
[(Qe / Qt) = η] adı verilir.
Ark verimi sabit bir değer olup kaynak yöntemlerine
göre faklı değer alır. Çeşitli kaynak yöntemlerine ait ark
verimi değerleri Çizelge 1.4’de verilmiştir. Çizelgeden
de görüleceği gibi, tozaltı kaynağında ark verimliliği
%90-100 civarındadır. %1-10 arasındaki verimlilik
kaybı ise, kaynak esnasında ergimeden kalan toz
miktarına bağlı olan bir kayıptır.
TIG yöntemindeki düşük verimlilik ise, elektrot
torcundaki ısı kaybı miktarı ile ilişkilidir.
Çizelge 1.4 Çeşitli kaynak yöntemlerine ait ark verimi değerleri
Kaynak Yöntemi Ark verimi Ark verimi (η)
(η)
BS EN 1011
standardına göre
0,7 – 0,85
0,8
0,22 – 0,48
0,6
MIG/MAG
0,66 – 0,75
(çıplak ve özlü
tel)
Tozaltı kaynağı 0,90 – 0,99
(tek elektrotlu)
0,8
Plazma
0,6
Elektrik
kaynağı
TIG
ark
1,0
Isı girdisi
Kaynak işlemi, hareketli bir ısı membaı şeklinde
düşünüldüğünde, ısı girdisinin hesaplanmasında kaynak
hızının da dikkate alınması gerekir. Kaynak hızının dikkate
alındığı ısı girdisi şu şekilde ifade edilir:
V .I ..60
H
S
H : Kaynak ısı girdisi (Joul/mm)
V : Kaynak gerilimi (Volt)
I : Kaynak akımı (Amper
S : Kaynak hızı (mm/dakika)
η : ark verimi (sabit katsayı)
ÖRNEK 1.1
Düşük karbonlu bir çelik levha küt alın şeklinde MIG yöntemiyle
birleştirilmiştir. Birleştirme işleminde kaynak akımı 250 amper
ve kaynak gerilimi 35 volt olduğuna göre, kaynak esnasında
kullanılan ark ısısını hesaplayınız. Ark verimi (η), 0,7’dir.
ÇÖZÜM 1.1
Qe (Watt) = V . I . η
Qe = 35 . 250 . 0,7
Qe = 6125 Watt
ÖRNEK 1.2
Düşük alaşımlı bir çelik levha küt alın şeklinde TIG
yöntemiyle birleştirilmiştir. Birleştirme işleminde 120 amper
kaynak akımı ve kaynak gerilimine bağlı olarak arak
esnasında meydana gelen toplam ark ısı enerjisi 7440 watt’tır.
TIG yönteminin bu birleştirme esnasındaki ark verimi(η) 0,3
olduğuna göre, kaynak esnasında kullanılan ark ısısını
hesaplayınız.
ÇÖZÜM 1.2
Qt (Watt) = V . I
7440 = V . 120
V = 62 Volt
Qe (Watt) = V . I . η
Qe = 62 . 120 . 0,3
Qe = 2232 Watt
ÖRNEK 1.3
Çelik bir levha küt alın şeklinde tozaltı kaynak yöntemiyle
birleştirilmiştir. Birleştirmede kaynak esnasında kullanılan
ark ısısı 8201,5 watt olduğuna göre, ark esnasında meydana
gelen toplam arak ısı enerjisini hesaplayınız. Tozaltı
kaynağında ark verimi (η) 0,94’dür.
ÇÖZÜM 1.3
Qe
8201,5
0.94
Qt
Qt
Qt = 8725 Watt
ÖRNEK 1.4
2,5 mm kalınlığındaki 312 östenitik paslanmaz çelik bir levha,
TIG ve plazma kaynak yöntemleri kullanılarak birleştirilmek
isteniyor. TIG kaynak yönteminde kaynak akımı 125 amper,
kaynak gerilimi 12 volt ve kaynak hızı 260 cm/dak ölçülüyor.
Plazma kaynak yönteminde ise kaynak akımı 75 amper, kaynak
gerilimi 18 volt ve kaynak hızı 340 mm/dak ölçülüyor. Her iki
yönteme ait kaynak ısı girdisini hesaplayınız. Elde ettiğiniz
sonuçları yorumlayınız. TIG yöntemi ve plazma kaynağı için
ark verimi 0.6 alınacaktır.
ÇÖZÜM 1.4
TIG kaynak yöntemi için kaynak ısı girdisi şu şekilde hesaplanır:
V .I ..60 12.125.0,6.60
H
207,6 Joul / mm
S
260
Plazma kaynak yöntemi için kaynak ısı girdisi şu şekilde
hesaplanır:
V .I ..60 18.75.0,6.60
H
142.9 Joul / mm
S
340
Yorum: Plazma kaynak yöntemi ile paslanmaz
çeliğin birleştirilmesinde, TIG kaynak yönteminden
hem çok daha hızlı hem de kaynak bölgesine daha
az ısı girdisi sağlayarak kaynak işlemini
gerçekleştirmek mümkün olduğu görülmektedir.
Böylece plazma kaynak tekniği sayesinde, kaynak
bölgesinde daha az gerilim oluşumu, daha az
çarpılma ve aşırı ısının oluşturacağı zararlı
etkenlerin minimuma indirilmesi sağlanabilmektedir.
Kaynak Bölgesindeki
Sıcaklık Dağılımı
Kaynaklı birleştirme esnasında meydana gelen ısı
enerjisi, birleştirilecek metalin ergimesine sebep olur
ve levha içerisinde yayınır.
Kaynak işlemi esnasında hem kaynak metalinin hem
de ısının tesiri altında kalan bölgenin (ITAB)
özelliklerini önceden tahmin edebilmek ve sıcaklığın
birleştirilecek metal özelliklerine yaptığı etkiyi
değerlendirebilmek için
kaynak işlemi esnasında meydana gelen ısınma ve
soğuma şartlarının bilinmesi gerekir.
Malzeme özelliklerini belirleyen en önemli ısıl işlem
parametreleri; (a) ısınma hızı, (b) ulaşılan maksimum sıcaklık
derecesi, (c) maksimum sıcaklıkta kalma süresi ve (d) soğuma
hızıdır. Bu parametrelerin bütününe endüstriyel anlamda ısıl
çevrim adı verilir. Kaynak işlemi endüstriyel anlamda
kullanılan ısıl işlem uygulamalarında farklıdır.
Bu parametreleri, kaynak işlemi esnasında kontrol altına
almak da çok zordur. Kaynak işlemi esnasında ısınma hızının
kaynak bölgesi üzerinde önemli etkiye sahip olmadığı tespit
edilmiştir. Maksimum sıcaklıkta kalma süresinin çok dar olması
nedeniyle, kaynak işleminde çok fazla dikkate alınmayabilir.
Bu iki parametrenin dışında kalan ve kaynak işlemi esnasında
birleştirilecek metal özelliklerini etkileyen en önemli
parametreler, ulaşılan maksimum sıcaklık derecesi ve soğuma
hızıdır.
Kaynak işleminde önemli olan bu iki parametre, kaynakta ısıl
çevrim olarak adlandırılır.
Kaynak işlemi esnasında, sıcaklığın ana metalin ergime
sıcaklığına hatta daha da üzerine çıkması gerekir. Fakat ana
metalin ergime sıcaklığının üzerine ne kadar çıkılması
gerektiğini bilmek oldukça önemlidir.
Verimli bir birleştirme için ana metalin ergime sıcaklığının çok
üzerlerine çıkmamak gerekir.
Elektron ışın demeti veya lazer ışını ile oldukça yüksek
sıcaklıklara çıkmak mümkündür. Dolayısıyla bu yöntemlerde ısı
girdi miktarını ayarlamak suretiyle hem kaynak işlemi hem de
kesme işlemi yapmak mümkündür.
İnce metalik bir levhanın birleştirilmesi esnasında ısı girdi
miktarı çok fazla olursa, metal aşırı ısınır ve çok hızlı ergime
olur ve metal delinebilir.
Ana metalde ulaşılacak maksimum sıcaklık, ısı giriş ve ısı kaybı
miktarları arasındaki ilişkiye bağlıdır. Isı giriş miktarı, ısı kaybı
miktarından daha fazla ise, metal ısınmaya devam eder ve
birleştirilecek metal yüzeylerinin ergitilmesi gerçekleşir.
Soğuma hızı, kaynak sıcaklığından oda sıcaklığına
düşüş hızını ifade eder. Soğuma hızı mutlaka kontrol
edilmelidir. Soğuma hızı, ısı transferine, ısı kaybı
miktarına, kaynak yöntemine, ana metalin ısıl
iletkenliği gibi faktörlere bağlıdır.
En önemli noktalardan bir tanesi, kaynak öncesi ana
metalin sıcaklığıdır. Kaynak öncesi ne kadar yüksek bir
ön tavlam sıcaklığına çıkılırsa, soğuma hızı o kadar
yavaş olur. Kaynak sonrası çatlama, sert bölge
oluşumunun önüne geçebilmek için, soğuma hızının
yavaş olması gerekir. Çünkü sert bölge oluşumu
metalin sünekliğini azaltır.
Soğuma hızını azaltmak için uygulanan bir yöntem,
birleştirilen parçaların fırında soğutulmasıdır.
Kaynak ısı
membaı
xmin
y
Sıcaklık dağılım çizgisi sınırı
Kaynak yönü
x
r
Ergime bölgesi
xma
Kaynak levhası
x
Noktasal ısı membaına dayanılarak oluşturulan şematik kaynak modeli
Kaynaktaki ısı dağılımı, kalın
parçalarda üç boyutlu olup, ince
parçalarda ise iki boyutludur.
(a) İki boyutlu ısı dağılımı (2D)
(b) Üç boyutlu ısı dağılımı (3D)
(c) İki buçuk boyutlu ısı dağılımı (2.5D)
Rosenthal’ın geliştirdiği üç boyutlu ısı dağılım
denklemi (kalın parçalar) şu şekildedir:
T To
H
2 r
e
r x
2
Rosenthal’ın geliştirdiği iki boyutlu ısı dağılım denklemi (ince parçalar) şu şekildedir:
T To
Burada;
To
T
H
2 d
e
x
2
K o r / 2
: Ön tavlama sıcaklığı, (oda sıcaklığında 23˚C alınacak), (˚C)
: Sıcaklık dağılım çizgisi üzerinde ulaşılan maksimum sıcaklık değeri
(˚C)
r
: Sıcaklığı bulunmak istenen nokta ile ısı membaı merkezi arasındaki mesafe (m); üç boyutlu
denklem için, r = (x2 + y2 + z2)1/2 alınır. İki boyutlu denklem için, r = (x2 + y2)1/2 alınır.
λ
: Isı iletim katsayısı (Jm-1s-1C-1)
H
: kaynak ısı girdisi (Joul/m)
υ
: Kaynak hızı (m/s)
d
: Malzeme kalınlığı (m)
α
: Isıl yayınım katsayısı (m2 s-1)
Ko
: İkinci tip sıfırıncı mertebe düzeltilmiş Bessel fonksiyonu
x
: x ekseninde (kaynak ekseni) sabitlenmiş bir noktadan sıcaklığı
bulunmak istenen noktaya olan uzaklık
y
: y ekseninde sabitlenmiş bir noktadan sıcaklığı bulunmak istenen
noktaya olan uzaklık
z
: z ekseninde sabitlenmiş bir noktadan sıcaklığı bulunmak istenen
noktaya olan uzaklık
İki boyutlu ve üç boyutlu sıcaklık dağılım denklemleri ile
tespit edilen sıcaklık dağılım alanı Şekil 1.4’de
gösterilmektedir. Şekilde de görüleceği gibi, aşırı kaynak ısı
girdisinin varlığı durumunda ve birleştirilen levhanın ısıyı
verimli bir şekilde yayması halinde, aşırı dik bir sıcaklık
dağılım profili oluşacaktır. Bu sıcaklık profili ark etrafındaki
sıcaklık dağılımını gösterir. Profilin en üst tepe noktası ark
sıcaklığını ifade eder.
İnce ve kalın levhalardaki sıcaklık dağılım profilleri (a) ince levha (b) kalın levha
Değişik kaynak yöntemlerine ait kaynak dikişi kesit alanının
büyüklüğü hakkında elde edilen tahmini ve deneysel sonuçlar
karşılaştırılması
Kaynak ısı dağılımını etkileyen faktörler
Kaynak bölgesindeki ısı dağılım profilinin
geometrik şeklini etkileyen en önemli
faktörler şunlardır:
(1)malzeme özellikleri,
(2) kaynak hızı,
(3) birleştirilecek levha kalınlığı,
(4) katılaşma aralığının büyüklüğü
T To
2 d
1
2 2
2 1 / 4 /
t y
Q
1
2
exp
22 2
t y t
2
Sıcaklığın 800˚C’den 500˚C’ye düşmesi için geçen süre (∆t8/5),
birleştirilecek levhanın kalınlığı ve malzemenin özelliklerine bağlı olarak
değişir. Andrichen ve Kas, sıcaklığın 800˚C’den 500˚C’ye düşmesi için
geçen süreyi (∆t8/5), şu şekilde ifade etmiştir:
t8 / 5
Burada;
To
1
1
Qe
2
2
4 c d 500 To 800 To
1
2
: Ön tavlama sıcaklığı, (oda sıcaklığında 23˚C alınacak), (˚C)
T
: Sıcaklık dağılım çizgisi üzerinde ulaşılan maksimum sıcaklık değeri
(˚C)
λ
d
c
ρ
Qe
: Kaynak esnasında kullanılan ark ısısını (Watt) (Qe= V. I. η)
-1
-1
: Isı iletim katsayısı (Jm s C-1)
: Malzeme kalınlığı (m)
: Özgül ısı ( kJ/kgC)
: Yoğunluk (kg/m3)
υ
: Kaynak hızı (m/s)
α
: Isıl yayınım katsayısı (m2 s-1)
SORU: 5 mm kalınlığındaki çelik bir levha, TIG
yöntemi kullanılarak birleştiriliyor. Kaynak akımı 80
amper, kaynak gerilimi 12 volt ve kaynak hızı 120
mm/dak ölçülüyor. Birleştirme işleminden önce, 100
˚C bir ön tavlama yapılıyor. Ark verimi 0.6
alınacaktır. Çeliğin yoğunluğu 7830 kg/m3, özgül
ısısı 0.67 kJ/kg-˚C ve ısı iletim katsayısı 42 W/m-˚K
dir. Kaynak bölgesinin 800 ˚C’den 500 ˚C’ye
düşmesi için geçen süreyi (∆t8/5) hesaplayınız.
")