TOZ MALZEME TEKNOLOJİSİ
SİNTERLEME
Aralık 2015
Sinterleme:
Şekillendirilmiş
seramik malzemeler %25-60
arasında gözenek içerirler.
Malzemenin
mukavemetini
ve
diğer
özelliklerini geliştirmek için bu gözeneklerin
azaltılması gereklidir.
Bu da malzemeyi yüksek sıcaklığa pişirmekle
elde edilir.
Sinterleme,
şekillendirilmiş
malzemede
birbirine değen tanelerin yüksek sıcaklıkta
aralarındaki
gözeneklerin
azalması
ve
malzemenin yoğunluğunun artması olayını
tanımlar.
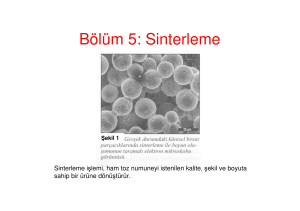
Temas halindeki küresel iki
parçacık:
Sinterleme işlemi ilerledikçe
birbirine
temas
eden
parçacıklar arasındaki bağ
büyür ve birleşir. Her temas
noktasında bir tane sınırı büyür.
Uzun süre sinterleme iki
parçacığın tamamen birleşerek
çapı başlangıç çapının 1,26 katı
olan tek küresel parçacık
oluşturmasına yol açar.
3
Sinterleme prosesi üç aşamada gerçekleşir;
I. Aşamada birbirine değen
taneler boyun oluşturur. Oluşan
boyunun çapının tane çapına
oranı 1/5’dir. Aşağıdaki şekilde
boyun oluşumunun SEM resmi
görülmektedir.
II.
Aşamada
malzemenin
yoğunluğu teorik yoğunluğun %90-95’ine ulaşır. Bu
aşamada gözenekler hala
birbirleri
ile
bağlantılıdır.
Eğer tane büyümesi yoksa
gözenek miktarının azalması
zamanla doğru orantılıdır.
III. Aşama, taneler arasında
kapalı olarak kalan gözeneklerin tane sınırlarından yine
difüzyonla
uzaklaştırılması
olayıdır. Bu proses oldukça
yavaştır. Bu nedenle klasik
sinterlemede
%100
teorik
yoğunluğa ulaşmak zordur.
Eğer sinterlemede hızlı tane
büyümesi görülürse gözenekler
tane içerisinde kalabilir. Bu
durumda seramiği gözeneklerden arındırmak hemen hemen
imkansızdır.
Tamman Sıcaklığı;
İki tozun bir araya gelerek birleşmesi için gerekli olan
en düşük sıcaklık sinterlemenin gerçekleşme sıcaklığı
olup; bu sıcaklığa tamman sıcaklığı denir.
Bu sıcaklık maddenin ergime sıcaklığının 0.53*TErg’sine
tekabül etmektedir.
TErg>TSin>TTam ilişkisine göre sinterleme sıcaklığı ergime
sıcaklığı ile tamman sıcaklığının arasındadır.
Bu nedenle tamman sıcaklığı atom hareketliliğinin
başladığı sıcaklıktır.
8
Sinterlemeyi Etkileyen Parametreler
1.Toz karakteristikleri
- Partikül boyutu
- Boyut dağılımı
2. Katkı Maddeleri
3. Sıcaklık ve Pişirme Çevrimi (bekleme süresi)
4. Sinterleme Atmosferi
5. Yeşil Mukavemet
6. Homojen Yoğunluk Dağılımı
Sinterlemeyi Etkileyen Parametreler
1. Toz Karakteristikleri;
Başlangıç toz özellikleri (toz boyutu, boyut
dağılımı, tane şekli, tane aglomerasyonu,
aglomerasyon derecesi ve kimyasal homojenlik),
yoğunlaşma ve mikroyapısal gelişim üzerinde
önemli etkilere sahiptir.
İdeal
bir
toz,
küçük
tane
boyutlu,
aglomerasyonsuz, eş tane şekilli, dar tane boyut
dağılımı ve yüksek saflık veya kontrollü katkı
içeriğine sahip olması gerekmektedir.
2. Katkı Maddeleri;
Sıvı
faz oluşturmak,
İkinci bir faz oluşturarak tane sınırları hareketini
engelleyerek tane büyümesini önlemek,
Tane sınırlarını ayırmak.
Malzemenin
katı
çözeltisindeki
katışığın
difüzyon katsayısını etkilemek. Eğer tane
büyümesinin por hapsedilmesi ile önlendiği
düşünülürse katkı maddeleri de difüzyon
katsayısını
değiştirerek
tane
büyümesini
önleyebilir.
Tane sınır enerjisi ile serbest yüzey enerji
oranını değiştirir.
3. Sıcaklık ve Pişirme Çevrimi;
Seramiklerin
veya metallerin sinterleme (veya
pişirme) çevriminde genellikle maksimum
sıcaklığa sabit ısıtma hızı ile çıkılır ve optimum
sonuçlar elde edilinceye kadar bu sıcaklıkta
beklenir.
4. Sinterleme Atmosferi;
Sinterleme
atmosferinin
yoğunlaşma
ve
mikroyapı üzerine etkisi gaz çözünürlüğü, katkı
ve toz ile reaksiyon ile ilgilidir.
Sinterleme Atmosferi
13
Fırınlarda atmosfer ortamı; fırının çeşidine, kullanılış
biçimine bağlı olduğu kadar, sinter mamullerinin
cinsine de bağlıdır.
En önemli koşul işletmede ekonomiklik öncelik
kazanır.
Atmosfer ortamı olarak; Azot, Hidrojen veya başka
bir inert gazlı ortamlar seçilebildiği gibi vakumlu
ortamlarda seçilebilmektedir.
Laboratuar çalışmalarında genellikle gazlı atmosfer,
işletmelerde ise, vakum veya H2 gazlı atmosfer
tercih edilmektedir.
Sinterleme Mekanizmaları
Sinterleme
mekanizmaları
tamamen
malzemenin
taşınımına bağlıdır.
Başlıca, atomların yayınması (yüzeysel ve hacimsel) ile
viskoz akışı kapsar.
Malzemenin taşınımını kolaylaştırmak için işlem ancak
yüksek sıcaklıkta gerçekleştirilir.
Sinterlemeyi sağlayan itici güç, serbest yüzey
enerjisindeki azalmadır.
Sinterleme ile yoğunlaşmanın sağlanması tabloda
görüldüğü gibi değişik şekillerde yapılabilir.
1. Katı hal sinterlemesi
Katı-halde sinterleme, yayınma ile malzeme taşınımını
içerir. Bu proses için gerekli itici güç boyun bölgesi ile
tozun yüzeyi arasında meydana gelen serbest enerji veya
kimyasal
potansiyel
farkıdır.
Şekilde
katı
hal
sinterlemesinde malzemenin taşınımı şematik olarak
görülmektedir. Boyun bölgesi, atom boşlukları için kaynak
ve tozların yüzeylerinde göç bölgesidir.
Partiküller temas halinde
Difüzyonla boyun oluşumu
Partiküllerin kenetlenmesi
Şekil. Sinterleme esnasında, katı-hal malzeme taşınımı sonucu, boyun teşekkülü ile tozların
kenetlenmesi
15
I.Katı Hal Sinterlemesi
2. Sıvı faz sinterlemesi
Bu proseste sinterleme sıcaklığında, fazlardan biri viskoz
haldedir. Bu durum özellikle ergime noktaları birbirinden çok
farklı malzemelerin sinterlemesinde görülür. Sıvı faz, katı
haldeki tozları ıslatır ve tozlar arasındaki ince kanallarda 1000
PSi’ye (0,7 kg/mm2) varan yüksek kapiler basınç meydana gelir.
İnce tozlarda kapiler basınç miktarı daha fazla olup sinterleme
kolaylaşır. Sıvı-faz sinterlemesi, silikat sistemlerinde geniş
ölçüde uygulanır.
Çözelti-tekrar çökelme işlemi, küçük tanelerin
çözünmesi ve daha sonra büyük tanelerin
üzerine katı-faz çökelmesi ile tane büyümesini
sağlar. Tane büyümesinin yanısıra, işlem tane
şekli yerleşimine imkan tanır, katının daha iyi
paketlenmesini
ve
kalan
boşlukların
doldurulması için sıvının serbest bırakılmasını
sağlar.
17
1475°C’da sıvı faz sinterlenmiş W-3,5Ni-1,5Fe
ağır alaşımının mikroyapısı. Başlangıçta 3 μm’luk
parçacık boyutuna sahip W taneleri önemli
ölçüde irileşmiş ve taneler yüksek paketleme
yoğunluğu verecek şekilde yerleşmiştir.
Sinterlemeden sonraki yapıya uygulanan
dağlama ile katı faz çözündürüldükten sonra
kalan sıvı fazın oluşturduğu üç boyutlu
birbiriyle bağlantılı yapının tarama elektron
mikroskobu görüntüsü. Sıvı fazın üç boyutlu
olarak
birbiriyle
bağlantılı
olduğu
anlaşılmaktadır.
18
II. Sıvı Faz Sinterlemesi
Sıvı-faz sinterlemesinde, preslenen toz karışımı
sıvı fazın oluştuğu sıcaklıkta sinterlenir.
Sıvı fazın oluşumu ile ani bir büzülme meydana
gelir.
Bu esnada, katı partiküller sıvı faz içerisinde yeni
bir düzene girer.
Sıvı-faz sinterlemesinde sıvı fazın miktarı %20’yi
geçmez. (max. %30)
Sıvı-faz
sinterlemesinde, seramik tozlarının
düşük sıcaklıkta ve kısa sürede sinterlenmesi
mümkündür.
Buna karşın; sıvı faz sinterlenmesi ile üretilmiş
malzemeler, yüksek sıcaklıkta kullanılmaya
elverişli değildir.
Dolayısıyla, refrakter özellik aranmayan örneğin
elektronik seramiklerin üretimi için uygun bir
yöntemdir.
Sıvı faz sinterlemesine
örnek ZnO-Bi2O3
sistemi
3. Reaktif sıvı sinterlemesi
Sıvı faz sinterlemesine benzerdir.
Fakat sıvı ya bileşimini değiştirir veya ayrışarak kaybolur.
Bu proses sinterleme sıcaklığında, katı fazın sıvı
içerisinde sınırlı miktarda çözünebildiği sistemlere
uygulanabilir. Bu prosesde, sıvı fazdaki negatif eğrilik
yarıçapı, katı tozlara kıyasla negatif basınç oluşturur ve
tozları bir arada tutar. Böylece tozlar arasındaki malzeme
çözünerek birbirine kenetlenir.
22
IV. Buhar-Faz Sinterlemesi:
fazı sinterlemesi sadece birkaç sistem
için önem taşır.
Bu proseste itici güç, yüzey eğriliği nedeniyle
buhar basıncında meydana gelen farktır.
Tozların yüzeyi pozitif eğrilik yarıçapına sahip
olup, buhar basıncı yüksektir.
Diğer taraftan,
iki tanenin birbirine temas
ettiği boyun bölgesinde ise eğrilik çapı
negatif olup, buhar basıncı düşüktür.
Bu proseste, porların morfolojisi değişebilir
ama yoğunlaşma meydana gelmez.
Buhar
24
25
Şekilde birbiriyle temas halinde
olan küresel iki parçacık
görülmektedir.
Sinterleme
işlemi
ilerledikçe
birbirine
temas
eden
parçacıklar
arasındaki bağ büyür ve
birleşir. Her temas noktasında
bir tane sınırı büyür. Uzun süre
sinterleme
iki
parçacığın
tamamen
birleşerek
çapı
başlangıç çapının 1,26 katı
olan tek küresel parçacık
oluşturması-na
yol
açar.
Preslenmiş ham parça içinde
her parçacığın birkaç değişik
noktasında bağ oluşur.
26
Yüksek sıcaklıklarda çok sayıda atom komşuları ile bağlarını
koparacak ve yeni yerlere gidecek düzeyde veya daha çok
enerjiye sahiptir. Atomların hareket edebilmesi için gerekli
olan en düşük enerjiye aktivasyon enerjisi denir. Yüksek
sıcaklıkta hareket edebilmek için yeterli enerjiye sahip olan
atomların sayısı Arrhenius sıcaklık eşitliğinde verilen
istatistiksel kavramlar ile tanımlanır.
𝑁
𝑄
𝑁0
= exp −
𝑅𝑇
Burada, (N/N0) hareket eden atomların sayısının toplam atom sayısına
oranı, Q aktivasyon enerjisi, R gaz sabiti ve T sıcaklıktır.
Aktivasyon enerjisi malzemeye ve atomlar arası bağ kuvvetine bağlıdır. Bu
nedenle Q, ergime sıcaklığı (Terg) ile orantılıdır.
Q (kJ/mol)=0,145 Terg(oK)
Sinterleme sıcaklığı ergime noktasına yaklaştıkça hareket eden atomların
sayısı arttığından sinterleme hızı artar. Ergime sıcaklığında atomların
sıçrama hızı saniyede 1 milyon düzeyindedir.
27
Tek bileşenli sistemlerde genellikle sinterleme sıcaklığı olarak
metalin mutlak ergime sıcaklığının 2/3 ve 4/5'i alınır.
Birden fazla bileşenli sistemlerde ise sinterleme genellikle
ergime sıcaklığı en düşük olan bileşenin ergime sıcaklığının
üstünde yapılır.
Gözenekli bronzlar ve bronzlara benzeyen alaşımlar 600-800°C
arasında, demir grubu metallerin alaşımları ise 1000-1300°C
arasında, sert alaşımlar 1400°C-1600°C arasında, refrakter
metaller (Molibden, Wolfram, Tantal) 2000°C-2900°C arasında
sinterlenir.
Sinterleme sıcaklığı gibi sinterleme süresi de kullanılan
malzemeye göre değişir. Elmas alaşımları ve refrakter metaller
için yarım saatten az bir zaman yeterli iken; Sert alaşımlar ve
mıknatıs alaşımlarında birkaç saat süren sinterleme tatbik
edilmelidir.
Sinterleme zamanı ve sıcaklığı arasında basit bir bağlantı vardır.
Sinterleme sıcaklığı yükseldikçe sinterleme zamanı kısalır;
aksine olarak alçak bir sinterleme sıcaklığı sinterleme zamanının
uzamasına sebep olur.
28
Polimer yakma
Sinterleme öncesi bağlayıcı veya yağlayıcı olarak kullanılan
polimerler uzaklaştırılmalıdır. Polimer yakma işlemi ham parçanın,
polimerin kararlılığını kaybedip buharlaşarak bileşenlerine
ayrıştığı sıcaklıklara ısıtılması sırasında gerçekleşir. Isı polimeri
önce ergitir, sonra molekül bağlarını kopararak ham parçadan
buharlaşarak ayrılan küçük moleküllerin oluşmasını sağlar.
Toz metalurjisinde kullanılan polimerlerin çoğu karbon-karbon,
karbon-oksijen ve karbon-hidrojen bağı gibi aynı tür temel bağları
içerir. Bu nedenle polimerlerin çoğu aynı sıcaklık aralığında yanar.
Buharlaşan moleküller CH4 (metan), CO2, CO, su ve diğer yanma
yan ürünlerinin karışımından oluşur. Polimer yanması fırın
atmosferine oksijen gibi aktif elementlerin katılmasıyla
hızlandırılabilir.
29
Sinterleme fırınları
30
Parti Fırınlar
31
Sürekli Fırınlar
32
Sinterleme Aşamaları
İlk sinterleme devresi:
Kütle taşınım mekanizmasına bağlı olarak
tanecikler arasındaki temas noktasında boyun
büyümesi başlar.
Sinterleme oranı değişik yollardan boyuna
malzeme taşınım oranına bağlıdır.
Viskoz akış da bir taşınma mekanizması
olmasına karşın kristal malzemeler için
uygulanmaz.
33
Orta sinterleme devresi:
Orta devre sinterleme, sinterlenen malzemelerin
özelliklerini belirlemede çok önemlidir. Bu ikinci devrenin
en önemli özelliği yoğunluk artışı ve tane büyümesidir.
Gözenek yapısı düzelir, fakat açık gözenekler son
sinterleme devresine kadar kalır. Bazı durumlarda
boyutsal değişim arzu edilmez. Böyle durumlarda
yoğunlaşmayı en aza indirgemek için kısa sinterleme
zamanı, düşük sinterleme sıcaklığı ve yüksek sıkıştırma
basıncı kullanılır. Orta sinterleme devresinde tane sınırı
ve gözenek geometrisi sinterleme oranını kontrol eder.
34
Son sinterleme devresi:
Son sinterleme devresi, içerisinde gözenek izolasyonu ve
hacim difüzyonu ile büzülmenin bulunduğu yavaş bir
işlemdir. Küresel gözeneklerin tane sınırından ayrıldıktan
sonra oluştuğu tahmin edilmektedir. Isıtma süresinin
uzatılmasıyla gözenek sayısı azaltılır. Bununla birlikte
gözenek kabalaşması ortalama gözenek boyutunun
artmasına sebep olur. Gözenek kavisindeki farklılıklar
büyük gözeneklerin oluşmasına yol açar. Bu proses
Ostwald olgunlaştırma prosesi olarak bilinir. Gözeneğin
içinde hapsedilmiş gaz varsa matris içindeki gazın
çözünürlüğü gözenek giderme oranına etki edecektir. Bu
nedenle son sinterleme devresinde boşaltılmış gözenekler
tercih edilir.
35
36
37
38
Gözenek-Yapı Gelişimi
Parçacıkların nokta temasından başlayarak sinterleme
sırasındaki gözenek yapı değişimlerinin şematik gösterimi.
Gözenek hacmi azalır ve gözenekler düzgünleşir. Gözenek
küreselleşmesi meydana gelirken gözeneklerin yerini tane
sınırları alır.
39
-325 elek boyutunda olan 304L
paslanmaz
çelik
tozunun
artan
sıcaklıklarda ısıtılması ile elde edilen
üç optik mikroyapı fotoğrafı
40
Sinterleme ilerledikçe gözenek-tane sınırı etkileşimi 3 şekilde
olabilir:
1. Gözenekler tane sınırlarında kalarak tane büyümesini engeller,
2. Gözenekler hareket eden tane sınırları tarafından
sürüklenerek tane büyümesini yavaşlatır,
3. Tane sınırları gözeneklerden koparak ayrılır.
41
Sadece Bir Metal Tozundan Üretilmiş Ürünün
Sinterlenmesi
Sinterleme esnasında düşünülmesi gereken önemli
olaylardan biri, üründeki boyut ve yoğunluk değişimidir. Tek
fazlı metal tozundan imal edilmiş bir ürün sinterlendiğinde,
genellikle boyutlarda küçülme, yoğunlukta ise artma olur.
Sinterleme sıcaklığı ne kadar yüksekse çekme o oranda
büyük olur. Aynı zamanda sinterleme süresi uzun olursa
çekme yine artar. Başlangıçta çekme oldukça yüksek iken,
sinterleme süresi uzadıkça çekme de yavaşlar. Sinterleme
sıcaklığı ne kadar yüksekse, çekme oranı o oranda azalır.
Tüm bunlara bağlı olarak yüksek yoğunluklu sinterlenmiş bir
ürün elde edebilmek için, sinterleme süresinin uzun
tutulmasından daha çok, hızlı bir şekilde sinterleme
42
sıcaklığının artırılmasıyla sağlanabilir.
Çekmeyi etkileyen diğer bir faktör toz boyutudur.
Elektrolitik olarak elde edilmiş 75-100 μm arası Cu
tozları ile yine elektrolitik olarak elde edilmiş 44 μm’dan
küçük Cu tozlarından imal edilmiş ürünler 276 MPa’ta
preslenip, 865 °C farklı sinterleme sürelerinde
sinterlenmesi sonucunda, küçük tane yapılı tozların
oluşturduğu ürünün yoğunluğunun kaba taneliye
nazaran daha yüksek olduğu tespit edilmiştir. Diğer bir
faktör ise sinterlenmemiş ürün yoğunluğudur. Sıkıştırma
basıncı ne kadar yüksek ise sinterleme sonrası yoğunluk
değişimi o oranda az olmaktadır.
43
44
SPS sistemi; sıcak
isostatik
presleme
presleme
(HIP)
veya
(HP), sıcak
atmosferik
fırınlarda yapılan geleneksel sistemlere nazaran:
hızlı sinterleme,
çok az katkı ile sinterleme,
üniform sinterleme,
düşük işletme maliyeti,
kolay operasyon
gibi pek çok avantaj sunar.
45
SPS tekniği enerji tasarrufuna ve yüksek
sinterleme hızlarına olanak tanıyan yeni bir
sinterleme teknolojisi olup, bu yöntemde genel
olarak diğer sinterleme sistemlerine nazaran %
20 ile % 30 daha az enerji kullanarak bulk
malzeme elde etmek mümkündür.
SPS tekniğinin temel çalışma prensibi yüksek
akım yoğunluğundaki doğru elektrik akımının
grafit kalıp sistemi ve kompakt hale gelmesi
istenen tozun içinden geçirilmesidir.
46
Bu sayede diğer bilinen sinterleme yöntemlerinin
tersine SPS tekniğinde numune içeriden ısınır.
SPS sisteminde sisteme bağlı harici bir ısıtıcı
yoktur, bunun yerine elektrik akımını oluşturan
ve kalıp sistemine gönderen bir elektrik akım
jeneratörü vardır.
Bu sayede 300 °C/dakika gibi yüksek ısıtma ve
soğutma hızlarına çıkılabilir ve dolayısıyla
sinterleme
süresi
dakikalar
içerisinde
tamamlanabilir.
47
48
SPS prosesi önemli olarak
yeniliklerle öne çıkmıştır.
dört
alanda
getirdiği
– Hızlı sıcaklık artışı, tane boyutu kontrolü, kontrollü sıcaklık
gradyenti.
– Katı-katı, birbirine benzeyen ve benzemeyen malzemelerin
sinterlenebilmesi.
– Yüzey işlem tekniklerinde ve yüzey sertleştirme
işlemlerinde, intermetalik malzemeler ve birbirine benzer
olmayan metal ve cam gibi malzemelerin sinterlenmesi.
– Polimerlerin katılaşmasından tek kristallerin geliştirilmesi,
ötektik katıların sentezi ve diğer prosesler.
49
SPS ile seramik, metalik ve yarı iletkenlerden
meydana gelen yeni malzemeler üretilebilir.
Bunlardan bazıları SPS olmaksızın üretilemez.
Alüminyum metali diğer metaller gibi
katılaştırılabilir, saf WC ve alüminyum nitrür
tozları ilaveler olmaksızın sinterlenebilir,
organik fiberler dağlanabilir, CoSb3 tek kristali
bileşiğin tozlarının yavaş ısıtılması ile
büyütülebilir, ötektik bileşikler kendi orjinal
formlarını
koruyarak
ötektik
tozlardan
katılaştırılabilir.
50
Sıcak preste ısı, numune ve kalıbın etrafını
çevreleyen ancak temas etmeyen bir dirençten
yayınma yolu ile transfer olurken, SPS
sisteminde birkaç volt ve cihazın kapasitesine
bağlı olarak birkaç binler mertebesinde
amperden oluşan akım, doğrudan grafit kalıba ve
numune üzerine uygulanır ve kalıp doğrudan
ısıtma direnci gibi davranır.
Numune üzerine gönderilen akım, hızlı bir
yoğunlaşmaya sebep olan, toz taneleri
arasında kısa devreler, arklar, kıvılcımlar ve
oluşumu konusunda çeşitli fikir ayrılıklarının
olduğu plazmaları oluşturur.
51
Grafit kalıp ve numune direkt olarak yüksek darbeli bir
akım ile ısıtıldığından, SPS prosesinde ısıl verim çok
yüksektir.
Isının homojen uygulanması, yüzey pürifikasyonu ve
aktivasyonu sonucunda yüksek yoğunlukta ve kalitede,
homojen sinterlenmiş çok çeşitli numuneler elde etmek
mümkündür.
SPS, seramik tozların çok hızlı ve hemen hemen tam
yoğunlukta sinterlenmesini sağlayan bir prosestir.
52
SPS sisteminde açık-kapalı (on-off) darbeli doğru akım
kullanılması ile spark plazma, spark darbe basıncı (spark
impact pressure), Joule ısınma (Joule heating) ve elektrik
alan difüzyon etkisi oluşturulmaktadır.
SPS prosesinde toz partiküllerinin yüzeyleri, darbeli doğru
akım kullanılmayan geleneksel sinterleme proseslerine
oranla daha kolay aktif hale gelmektedir.
Mikro ve makro düzeyde malzeme taşınımı kolaylaştığı için
düşük sıcaklıklarda ve kısa sürelerde yoğun yapıda malzeme
elde edilmesi mümkündür.
53
SPS prosesinde açık-kapalı darbeli doğru akım ve voltaj,
özel bir güç kaynağı tarafından toz partiküllerine uygulanır.
Partiküller arasında oluşan doğru akım akışı şekilde
görülmektedir.
54
55
Taneler arası boşlukta veya partiküllerin
temas noktaları arasında spark deşarjlar
meydana geldiğinden anlık yüksek sıcaklık
bölgeleri oluşur.
Bu
durum
toz
partiküllerinin
yüzeyinde
buharlaşmaya ve erimeye neden olur ve
partiküllerin temas noktalarının etrafında boyun
oluşumu gerçekleşir.
56
SPS sistemiyle tane büyümesi oluşmadan
birkaç dakika gibi çok kısa sürelerde
tamamen yoğunlaştırılmış yapılar elde
etmek mümkündür.
Özellikle nano boyutlu tozların sinterlenmesi
sırasında, sıcak presleme gibi geleneksel
sinterleme yöntemlerinde toz boyutunun tane
büyümesi sebebiyle sinterlenmiş üründe
mikron
seviyelerine
yükselmesi,
bu
malzemelerden beklenen mekanik özelliklerin
sağlamamasına neden olmaktadır.
57
Spark plazma sinterleme (SPS) sisteminin şematik gösterimi
58
a) Kalıp içi,
b) hazırlanmış kalıp,
c) chamber içi kalıp görüntüleri.
59
60
SPS-karakteristikleri
Kısa sinterleme süresi (sadece birkaç dakika)
Düşük sinterleme sıcaklığı (sıcak preslemeden
200-300oC düşük)
Basınç uygulaması
61
SPS-Yoğunlaşma
Hızlı ısı transferi
Mekanik basınç
Yüksek ısıtma ve soğutma hızları
Elektrik alan uygulanması
62
63
Boyun verme mekanizması
Boyun verme mekanizmasında ise kıvılcım, tanelerarası
boşlukta bulunarak buharlaşma ve tane yüzeyindeki
ergimeyi gerçekleştirir. Boyun, tanelerin temas alanlarının
etrafında oluşur. Plastik deformasyon ilerlemesiyle birlikte
bu boyunlar gelişir ve yoğunlukta % 99’ lara kadar ulaşılır.
64
SPS prosesinin temeli elektriksel kıvılcım (Spark)
boşaltılması olgusuna
dayanır. Yüksek enerji
sonucunda kıvılcım darbesi belirli sıcaklıkta kıvılcım
plazması yaratır.
Sıcak pres ve sıcak izostatik prese göre, SPS yüksek
enerji darbelerini bir yerde toplayarak tanelerarası
bağlanmada önemli gelişmeler göstermiştir. Geleneksel
sinterleme yöntemlerine göre 200 °C ile 500 °C
arasında daha düşük sıcaklıklarda sinterlemeye olanak
sağlar. Buharlaşma, ergime ve sinterleme sıcaklık artış
süresi de dahil 5 ile 20 dakika arasında tamamlanır.
65
MİKRODALGA SİNTERLEME
YÖNTEMİ
66
Malzeme proseslerinde mikrodalga enerji
kullanımı
malzemelerin
çok
hızlı
ısınmasının sonucu olarak sayısız
avantajları olan oldukça yeni bir
gelişmedir.
Mikrodalga enerji; ısıtma, kurutma, liç
işlemi,
kavurma,
ergitme,
oksitli
minerallerin karbotermik redüksiyonu,
atık yönetimi ve sinterleme gibi metalurjik
proseslerde potansiyele sahiptir.
67
Mikrodalga enerjisi, 300 MHz ile 300 GHz aralığında
frekansa sahip iyonize olmamış elektromanyetik
radyasyondur.
Elektromanyetik radyasyon, boşlukta ya da maddesel
ortamda elektrik ve manyetik bileşenleri ile
kendiliğinden yayılan dalgaların genel adıdır.
Mikrodalgalar,
molekül
hareketlenmesine yol açar.
ya
da
iyonların
Yansıtılabilir, iletilebilir, absorblanabilir ve absorblandığı
malzeme içerisinde ısı üretimine yol açar.
68
69
Mikrodalga enerji belli bir frekansta yüzdelik bir
dönüşüm verimiyle elektrik enerjisinden elde
edilir.
Mikrodalgalar;
görünür,
ultraviyole
gibi
elektromanyetik enerji şekillerinden daha yüksek
dalga boylarına ve daha düşük enerji miktarına
sahiptirler.
Mikrodalganın başlangıçta gıda, kimya ve kağıt
sanayisine yönelik araştırma ve uygulamaları söz
konusuyken daha sonraları cevher hazırlama ve
metalurji sanayinde de kullanılmaya başlanmıştır.
70
Mikrodalga ile ısıtma, numunenin derinliklerine
nüfuz edebilen elektromanyetik enerji formunda
olduğu için klasik ısıtmadan farklıdır.
Klasik ısıtma sistemleri taşınım (konveksiyon),
iletim (kondüksiyon) ve yayılma gibi standart ısı
transfer mekanizmasından geçerek numuneyi
dışarıdan ısıtırken, mikrodalga ile ısıtma seçimli
ve matristeki bazı fazların diğerlerinden çok daha
hızlı ısınabilmesi avantajına sahiptir.
Bu
avantajlar
ise
mikrodalga
enerjinin
metalurji/malzeme
endüstrisinde
kullanımını
teşvik etmektedir.
71
Mikrodalga ısıtmanın prensibi
1. Mikrodalga Prensipleri
Mikrodalgalar iyonik parçacıkların göçü veya dipolar
parçacıkların rotasyonu ile moleküler harekete neden
olurlar.
Metaller saydam olmadıkları
yüzeyden yansıma yaparlar.
Bu nedenle metalleri mikrodalga ile ısıtamayız.
Genelde metaller yüksek iletkenliğe sahiptir ve iyi
yansıtıcılardır.
72
için
mikrodalgalar
Dielektrik özelliğe sahip olan seramik malzemelerden
mikrodalgalar geçirimli olarak geçer.
Bu nedenle seramikler yalıtkandırlar ve mikrodalga fırında
malzemenin ısıtılmasını desteklemek için kullanılırlar.
Malzemeler mikrodalgayı yansıtıcı,
geçirici olarak sınıflandırılabilir.
73
absorblayıcı
ve
geçirici
yansıtıcı
absorblayıcı
Mikrodalga ısıtma sistemi
oluşmaktadır. Bunlar;
dört
temel
bileşenden
1- Güç uygulayıcı,
2-Güç kaynağı [mikrodalga üreten (elektrik enerjisini
mikrodalgaya dönüştüren) vakum tüpü, magnetron],
3- Jeneratörden gelen mikrodalgaları aplikatöre ileten,
dalga-rehberi
4- Hedef malzemenin ısıtılmasını sağlayan rezonans
boşluk, (örneğin fırın)
75
76
Mikrodalga radyasyon malzemenin içine nüfuz
eder ve orada ısıya dönüşür.
Bu yüzden malzemenin
soğuktur.
dışı içinden
daha
Mikrodalga işlem görmüş ferronikel silikat laterit cevheri
briketinin resmi. İç erimeler görülmektedir.
77
2. Mikrodalga Isıtmanın Avantajları
Mikrodalga
enerjisini
madde
yüzeyine
bırakmaz, frekansına ve geliş açısına göre
madde içinde belli bir işleme derinliği vardır.
Mikrodalga
malzemeleri
içten
ısıtmaya
başladığından yüzeyde yanma oluşmaz.
Cisimlerin iç bölgelerinde istenilen
hedeflenerek ısıtma yapılabilir.
78
nokta
Enerji dönüşüm verimi yüksektir.
Doğrudan doğruya hedeflenen malzeme ısıtılabilir.
Heterojen malzemelerde bazı bileşenler ısıtılıp, bazıları
ısıtılmayabilir.
Fırının duvarları, taşıyıcı bantlar ve içindeki havanın
ısıtılmasına gerek yoktur.
79
Fırının kendisi ısınmadığından, ayrıca soğutma
ekipmanlarına ve izolasyona gerek yoktur.
Isıtma hızla kontrol altına alınabilmektedir ve daha
hızlı proses kontrolü sağlar.
Isıtmanın başlaması ve kesilmesi çok hızlıdır.
Cihazların kapladıkları alan ve hacim çok küçüktür.
Mevcut tesislere kolaylıkla adapte edilebilir ve
montajı kolaydır.
80
3. Mikrodalga Isıtmanın Dezavantajları
MD ısıtma ile bazı ürünler zarar görebilir (derin ısı
uygun dağıtılmazsa).
Ani ısıtma sonucu oluşan basınçla üründe patlama,
kabarma ve dağılmalar olabilir.
Giriş voltajındaki değişimler cihazda ve üründe
problem oluşturabilir.
Sabit yatırımları yüksektir.
81
4. Mikrodalga Sinterleme ve Kullanım
Alanları
Mikrodalga enerji çeşitli alanlarda yaklaşık 50 yıldan beri
kullanılmaktadır.
Bu kullanım alanlarından bazıları haberleşme, radar
sistemleri ve yiyeceklerin işlenmesidir.
Mikrodalga enerji seramiklerin sinterleme süreçlerinde
efektif ve yaygın olarak kullanılabilmektedir.
82
Mikrodalga Sinterleme ve Kullanım
Alanları
Mikrodalga enerji çeşitli alanlarda yaklaşık 50 yıldan beri
kullanılmaktadır.
Bu kullanım alanlarından bazıları haberleşme, radar
sistemleri ve yiyeceklerin işlenmesidir.
Mikrodalga enerji seramiklerin sinterleme süreçlerinde
efektif ve yaygın olarak kullanılabilmektedir.
83
Seramik Malzemelerin Mikrodalga İle
Sinterlenmesi
MD ile sinterleme yöntemi
sinterlenmesinde kullanılmaktadır.
en
çok
seramiklerin
Elektromagnetik dalga çok yüksek frekans üretmektedir.
Ev tipi mikrodalga fırınlarından daha yüksek güce sahip
mikrodalga cihazlarla seramik malzemeler sinterlenebilir.
84
Mikrodalga sinterlemenin şematik gösterimi
85
86
Şekilde görülen mikrodalga cihazı 9 kW güce ve 2,45
GHz frekansa sahiptir.
Cihaz hem konvensiyonel hem de mikrodalga sinterleme
yapabilmektedir.
Malzemenin yüksek mikrodalga frekansı çekmesi için
altlık kullanılır.
Ayrıca ısının fırında dağılmaması için malzeme kutunun
içinde sinterlenir.
87
88
Mikrodalga
ile
malzemelerin
atomlarının
hareketlendirilmesi sayesinde ısınma meydana gelir.
Isınma, malzemenin üstüne direkt olarak mikrodalga ile
temasına ve malzemelerin dielektrik davranışına bağlı olarak
değişir.
Isınma malzemelerin üzerinde meydana gelir.
Mikrodalga sinterleme ve ısıtma temelde
sinterlemeden farklıdır.
konvansiyonel
Mikrodalga ısıtma ve sinterleme ışıma / direnç prensibine
dayanarak ısıtmayı takiben termal enerjinin kondüksiyonla
işlem gören parçanın içerisine iletilmesidir.
Mikrodalga ısıtma elektromanyetik enerjinin termal enerjiye
çevrilmesiyle hacimsel bir ısıtma şeklidir.
Bu ısıtma şekli bütün hacimde ani, hızlı ve yüksek verimlidir.
89
90
91
Alfred üniversitesi’nin New York’taki Nano malzeme
geliştirme merkezinde; Nikel-Çinko ferritlerin
sinterlenme süresinin 9 saatten 4 saate
düşürüldüğü ve %70 daha az enerji kullanıldığını
belirtilmektedir.
Alüminanın sinterleme süresi ise 15-20 saatten 6
saate düşmüş ve %65 daha az enerji tüketilmiştir.
Saf Al2O3 numunesinin 60 GHz radyasyon
kullanarak oda sıcaklığından 1700oC’ye MD
sinterlenmesi ile %95.7 yoğunluğa ulaşılmıştır.
Geleneksel sinterleme ile 1600oC de 20 saat
sinterlenmesi sonrası aynı yoğ. değerine
ulaşılmıştır.
92
Geleneksel
işlemde
seramik
malzeme
ısıtılmasında dıştan ısıtma kaynağı kullanılır.
Oysa mikrodalga işleminde seramik malzemenin
iç kısmından mikrodalganın geçip etkileşmesiyle
ısınmaya başlar.
İçsel ve hacimsel ısınmanın sonucu olarak
mikrodalga işlemindeki malzemelerde ısıtmanın
akımı ve termal grandyentleri geleneksel ısıtma
işleminin tersidir.
93
94
95
Mikrodalga ısıtmanın konvansiyonel ısıtmadan üstün olan
tarafları şunlardır;
Zaman ve enerji tasarrufu sağlar,
Isıtma hızlı olur,
İşlem zamanı ve sıcaklık daha düşüktür,
Daha ince taneli mikroyapılar ve buna bağlı olarak daha
iyi mekanik özellikler ve daha üstün ürün performansı
sağlanır,
Çevreye karşı zararı daha azdır.
96
Mikrodalga İşlemlerinin Önemi
Seramik malzemelerde mikrodalga enerjisinin
kullanılmasının temel nedenleri;
1. Kısa işlem süresi ve enerji korunumu nedeniyle
ürün maliyetinin yeteri derecede azalması
2. Ürün verme ve üniform olarak ürünün gelişmesi
3. Mükemmel mikroyapı ve özelliklerin gelişmesi
4. Yeni malzemelerin sentezinin sağlanmasıdır.
97
Son yıllarda Mikrodalga sinterleme sadece oksit seramiklerde
ve metal benzeri karbür ve nitrürlerde de kullanılmıştır. Fakat
günümüzde yapılan araştırmalara göre toz halindeki hemen
hemen bütün metaller, alaşımlar ve intermetaliklerde
Mikrodalga etkili bir şekilde kullanılmıştır.
Bu yöntemle gözeneksiz gerçek yoğunluğa yakın toz
malzemeler oldukça hızlı bir şekilde 30–90 dak ısıtılarak sahip
oldukları formları bozulmadan üretilebilmektedir. Üretilen
malzemeler arasında küçük silindir çubuklar, dişliler ve
otomotiv parçaları sayılabilir.
98
Some typical bulk metals before99and after melting in microwave
Geleneksel ve Mikrodalga (28GHz)
ile Sinterlenmiş Al2O3’nın sıcaklıkla Yoğunluk değişimi
100
Mikrodalga ve Geleneksel İşlemler İle Sinterlenmiş Al2O3 için Aktivasyon Enerjileri
101
Sonuç olarak; mikrodalga işlemi, çok hızlı ve
üniform olarak ısıtmanın yapılması, kalınlık
seçimiyle etkili olan uçucu kimyasal maddeleri
(bağlayıcılar, nem...vs.) ortadan kaldırılması ve
işlem sırasında çatlamanın nedeni olan termal
gerilmelerin azalması için mümkün olabilecek
şartları sağlar.
102
Lazer sinterleme
Plazma sinterleme