2. Uluslar arası Raylı Sistemler Mühendisliği Sempozyumu (ISERSE’13), 9-11 Ekim 2013, Karabük, Türkiye
YÜKSEK HIZLI TREN (YHT) HATLARINDA KIRIK ALÜMĠNATERMĠT
RAY KAYNAĞI ĠNCELEMESĠ
a*
a*
a
a
a
e
Merve TUĞYANOĞLU , Umut BĠÇER. , Atilla KESKĠN , Çetin UTKU. , ġenol ERDOĞAN.
, Demiryolu AraĢtırma ve Teknoloji Merkezi, Tahribatlı-Tahribatsız Muayene Müdürlüğü 06105-Behiçbey,
Ankara-TURKEY, e-mail: [email protected]
a
, Demiryolu AraĢtırma ve Teknoloji Merkezi, Teknik Büro Amirliği, 06105-Behiçbey, Ankara-TURKEY, e-mail:
[email protected]
a
, Demiryolu AraĢtırma ve Teknoloji Merkezi, Tahribatlı-Tahribatsız Muayene Müdürlüğü, 06105-Behiçbey,
Ankara-TURKEY, e-mail: [email protected]
a
, Demiryolu AraĢtırma ve Teknoloji Merkezi, Tahribatlı-Tahribatsız Muayene Müdürlüğü, 06105-Behiçbey,
Ankara-TURKEY, e-mail: [email protected]
a
, Demiryolu AraĢtırma ve Teknoloji Merkezi, Tahribatlı-Tahribatsız Muayene Müdürlüğü, 06105-Behiçbey,
Ankara-TURKEY, e-mail: [email protected]
Özet
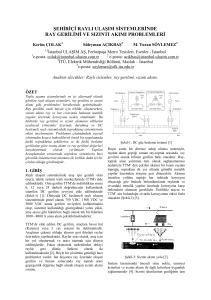
Bu çalıĢmada TCDD YHT hatlarında alüminotermitli ray kırığının oluĢma sebebi araĢtırılmıĢ ve görsel
muayenede; kırık yüzeyde oluĢan gözenekler incelenmiĢtir. Kırık ray malzemelerinden çıkarılan
numune üzerinden spektrometre ile alınan üç kimyasal analizin ortalama sonuç değerleri elde
edilmiĢtir. Sertlik kontrolü ile, raylar üzerinde EN 13674-1 standardına göre kırılma yüzeyinden
baĢlayarak ısıdan etkilenen bölge (HAZ) dahil ana metali de kapsayacak Ģekilde ve kaynak
enlemesine merkez hattı boyunca EN 14730-1 standardına göre belirtilen 3 noktadan sertlik taramaları
yapılmıĢtır. Ray kırıklarına ait numuneler dağlamadan önce ve sonra olmak üzere çeĢitli büyütmelerde
optik mikroskop kullanarak incelenmiĢtir. Elde edilen deneysel çalıĢmalar ve bulgular neticesinde kırık
rayın kaynak öncesi ve kaynak sırasındaki hatalardan dolayı oluĢtuğu gözlemlenmiĢtir.
Anahtar kelimeler: YHT, Alüminatermit Ray Kaynağı
Abstract
This paper includes investgation of a broken aluminothermic rail welding which occurs in high speed
lines of TCDD. In the visual inspection, some pinholes have been examined on broken surface. In the
chemical analyses, a sample which was prepared from broken rails was investigated and three
average values of chemical analyses were acquired by spectrometer. Hardness scanning was applied
to starting from rail broken surface to all main research areas which also includes heat affected zone
according to EN 13674-1 and three points hardness scanning has been applied to center line of the
rail welding in accordance with EN 14730-1. In addition to this, implementations of etching (before and
after) of broken rail samples were viewed by optical microscope in several magnification. According to
practical investigation and studies about broken rail, some failures are determined in pre-welding and
welding time.
Keywords: HST, Aluminothermic Rail Welding
1. Giriş
Demiryolu iĢletmeciliğinde ray kırılmaları oldukça sık rastlanan sorunlardadır[1]. Ray ek yerleri
demiryolunun kuruluĢundan beri sorun olmaktadır. Sorunun çözümü önceleri daha dayanıklı cebireler
geliĢtirilmekte aranmıĢ, ancak yine de yararlı olmamıĢtır. Dolayısıyla rayların kaynaklanması gündeme
gelmiĢtir[2].
Günümüzde farklı ray bağlantı yöntemleri mevcuttur. Demiryollarında; termit kaynağı, elektrik ark
kaynağı, gaz kaynağı, toz püskürtme ile kaplama, ark sert lehimi ve elektrot ile tam dolgu kaynağı gibi
çeĢitli kaynak yöntemleri kullanılmaktadır. Dünya’da yakma alın kaynağı yönteminden sonra en çok
kullanılan yöntem olarak alüminatermit ray kaynağı yöntemi kullanılmaktadır. Kaynağın yapımı
Tuğyanoğlu M., Biçer U., Keskin A., Utku Ç., Erdoğan Ş.
sırasında yakma alın kaynağına göre kaynağı etkileyen daha çok parametre içerdiğinden uygulaması
daha kontrollü olarak yapılmalıdır. Ayrıca yakma alın kaynağı yöntemine göre bu yöntemde kaynakçı
personellerin daha etken olmasından dolayı eğitimli ve tecrübeli olması daha fazla önem taĢımaktadır.
Bu kaynak yöntemi çok kullanımlı potalarda olduğu gibi tek kullanımlı potalarda da
uygulanabilmektedir. Raya yapılan alüminatermit ray kaynağı iĢlemi Ģu aĢamalardan oluĢur[2].
Rayların kaynağa hazırlanması:
o Rayların boyutsal muayenesi,
o Gerektiğinde doğrultma (ölçü bozukluğunda),
o Kaynak yüzeylerinin temizlenmesi,
o Tahribatsız muayene.
o
Raylarda alüminatermit kaynağının yapılması:
o
o
o
o
o
o
o
o
o
o
o
o
o
o
Contaların hazırlanması,
Kaynak aralığının ayarlanması,
Mastarlama,
Kalıpların bağlanması,
Sızdırmazlık yapılması,
Potanın hazırlanması,
Ön ısıtma,
Döküm,
Kalıbın alınması,
Kaynak fazlalığının sıyrılması,
Ön taĢlama,
Ġnce taĢlama,
Perlitleme,
Temizleme.
Ray kaynakların muayenesi:
o
o
Kaynak sonrası boyutsal muayene,
Tahribatsız muayene.
Alüminatermit ray kaynağında diğer kaynak yöntemlerinde olduğu gibi yapılması esnasında hatalar
oluĢabilmekte bu rayların beklenen ömürlerinde daha kısa sürede kırılmasına neden olabilmektedir.
BaĢlıca rastlanan kusurlar aĢağıda verilmiĢtir.
2.
Rayları kaynağa hazırlama sırasında oluĢan conta ayar hataları,
Kaynağa hazırlama sırasında oluĢan kalıp bağlama hataları, potanın ve rayların ön ısıtmaları
sırasında oluşan hatalar,
Kaynak iĢlemi sırasında oluĢan döküm hataları,
Kaynak iĢlemi sonrasında rayları sıyırma hataları, taşlama hataları,
Sıcaklıktaki ani değiĢiklikler nedeniyle kaynak bölgesinde çekme gerilmesinin oluşması,
Rayı çeken ve tutan ekipmanların kaynak soğumadan alınması,
Kaynak soğumadan üzerinden tren geçirilmesi sayılmaktadır.
Deneysel Çalışma
Alüminatermit ray kırığına ait olay yeri bilgileri aĢağıdaki Çizelge 1’de verilmiĢtir.
Tuğyanoğlu M., Biçer U., Keskin A., Utku Ç., Erdoğan Ş.
Çizelge 1 Olay yeri verileri
1 no.lu ray kırığı
Ray kırılma tarihi
Ray kırığı yeri
Ray kırığı km
Ray kırığı bölgesi hat geometrisi
Travers tipi
Bağlantı şekli
Rayın cinsi
Rayın menşei
Poz Tarihi
13.01.2013
Polatlı-Konya
183+231 km
Kurp-dıĢ ray
Beton
HM tipi
60 E1
Lucchini (Ġtalya)
24.08.2011
Polatlı[3]
Hava sıcaklığı (°C)
Konya[4]
03.12.2012
(kaynak yapılıĢ
tarihi )
13.01.2013
(Kırılma tarihi)
03.12.2012
(kaynak
yapılıĢ tarihi )
13.01.2013
(Kırılma
tarihi)
2
-2
5
-1
15
6
18
9
8.5
2
11.5
4
En az
En fazla
Ortalama
Alüminatermit ray kırığına ait numuneler üzerinde ADF (Ankara Demiryolu Fabrikası)
laboratuarlarından yararlanılarak gözle muayene, sertlik ve içyapı muayeneleri ile kimyasal analiz
incelemeleri yapılmıĢtır.
2.1.
Gözle Muayene
Kaynaklı rayın kırıldığı yerde yapılan yerinde incelemelerde ve daha sonra laboratuar ortamında
yapılan gözle muayenelerde elde edilen resimler aĢağıda verilmektedir. Yapılan gözle muayenede ray
kırığının besleyicilerin olduğu yerden baĢladığı gözlemlenmiĢtir (Resim 1 ve Resim 2).
Resim 1, Resim 2 - Kırık ray kesiti olay yeri resmi
Kırık raya uygulanan gözle muayenede; her iki kırılma yüzeyi de incelendiğinde boĢluklar olduğu
gözlemlenmiĢtir. Ray kırığının mantar kısmında en büyüğü 6,4 mm çapında olan, gövde kısmında 45
mm boyunca sıralanmıĢ ve taban kısmında en büyüğü 10 mm çapında olan birçok boĢluk
gözlemlenmiĢtir (Resim 3-4-5). Kırılma yüzeyi incelendiğinde rayda gevrek kırılmanın olduğu
anlaĢılmıĢtır.
Tuğyanoğlu M., Biçer U., Keskin A., Utku Ç., Erdoğan Ş.
Resim 3, Resim 4, Resim 5 - Rayın mantar ve taban kısmında bulunan boĢluklar
2.2
Kimyasal Analiz Kontrolü
Kırık rayın ana metalinden ve kaynak bölgesinden (EN 14730-1’e göre) çıkarılan numuneler üzerinden
spektrometre ile alınan üç kimyasal analizin ortalama sonucu Çizelge 2’de verildiği gibidir. Hem ana
metal hem de kaynak bölgesi için sertlik değerleri EN 14730-1’e göre belirtilen sertlik aralığının
içerisindedir.
Çizelge 1 Kırık ray numunesinden alınan kimyasal analizlerin ortalama değerleri
Malzeme
Kimyasal Analiz Elementleri
%
C
%
Si
%
Mn
%S
%P
%
Cr
%
Mo
%
Ni
%
Al
%C
u
% Ti
%
Sn
%Nb
%V
Ana
Metal
0,7
56
0,3
12
1,0
8
0,03
06
0,02
34
0,03
25
0,00
45
0,00
97
0,00
20
0,01
90
0,00
17
0,00
42
˂0,0
010
0,00
053
Kaynak
0,5
68
0,5
71
1,0
2
0,01
41
0,03
26
0,10
3
0,01
93
0,03
69
0,05
51
0,03
39
0,00
19
0,00
62
0,00
63
0,00
91
2.3 Sertlik Kontrolü
Raylar üzerinde kırılma yüzeyinden baĢlayarak ısıdan etkilenen bölge (HAZ) dahil ana metali de
kapsayacak Ģekilde sertlik taramaları yapılmıĢtır.
Kırık raydan EN 14730-1 Ek E’ye göre alınan sertlik değerleri Hata! Başvuru kaynağı
bulunamadı.’de Ģematik olarak gösterilmiĢ ve Çizelge 3’te belirtilen noktalardan alınan sertlik
değerleri verilmiĢtir. Görüldüğü üzere ray kesitinden alınan sertlik değerlerinin, B ve C noktalarında
sınırın (260 HB) altında kaldığı tespit edilmiĢtir. (Deney ölçümleri Rockwell sertliği ile yapılmıĢ ve
ASTM E 140 kullanılarak HB olarak çevrilmiĢtir.)
Noktalar
A
B
C
1 No.lu Ray
264 HB
258 HB
247 HB
Tuğyanoğlu M., Biçer U., Keskin A., Utku Ç., Erdoğan Ş.
ġekil 1- Ray kesitinden alınan sertlik değerleri
EN 13674-1’e gore ray mantarı profil kesitinden alınan sertlik değerleri ise Hata! Başvuru kaynağı
bulunamadı.’de Ģematik olarak gösterilmiĢ ve belirtilen noktalardan alınan sertlik değerleri verilmiĢtir.
Ray numunesinde belirtilen her noktada üç sertlik deneyi yapılarak ortalamaları alınmıĢtır. Ray profil
kesitinden alınan sertlik değerleri EN 13674-1’e göre incelenmiĢ ve standartta belirtilen merkez çizgide
(D,E,F noktaları) ölçülen değerlerin sınırın (260HB) altında kaldığı tespit edilmiĢtir (256 HB). (Deney
ölçümleri Rockwell sertliği ile yapılmıĢ ve ASTM E 140 kullanılarak HB olarak çevrilmiĢtir.)
1 No.lu Ray
Noktalar
HB
A
B
C
D
E
F
G
H
I
264
258
258
258
253
258
258
264
253
ġekil 1- Ray profil kesitinden alınan sertlik değerlerinin Ģematik gösterimi
Kırık raydan EN 14730-1 Ek J’ye göre alınan sertlik değerleri ġekil 3’te Ģematik olarak gösterilmiĢ ve
ġekil 4’te belirtilen noktalardan alınan sertlik dağılım grafiği verilmiĢtir. Mantardan alınan sertlik değerli
sonucunda kaynak ve ana metal bölgelerinde tespit edilen değerler, standart değerlerin (260-300HB)
altında olduğu tespit edilmiĢtir.
ġekil 2 - Ray mantarından alınan sertlik değerlerinin gösterimi
Tuğyanoğlu M., Biçer U., Keskin A., Utku Ç., Erdoğan Ş.
ġekil 3 - Ray mantarından alınan sertlik dağılım grafiği
2.4 Optik Mikroskop Kontrolü
Rayın mantar, gövde ve taban kısmından kaynak, ısıdan etkilenen bölge ve ana metali kapsayacak
Ģekilde numuneler alınmıĢtır. Raya ait numunelerin, dağlanmadan TS 3868 ISO 4967 Metot A’ya göre
100X büyütmede incelemeleri yapılmıĢ ve optik mikroskop resimleri çekilmiĢtir. Metot A’ya göre
yapılan inceleme neticeleri Çizelge 3’dedir.
Çizelge 3 - Ray numunelerine ait kalıntı miktarları
A
Sülfür
B
Alümina
C
Silika
D
Diğer oksitler
Ġnce
1
1
--
1.5
Kalın
--
--
--
--
Ġnce
1
1
--
0.5
Kalın
--
--
--
--
Ġnce
1
1
1
1.5
Kalın
--
--
--
--
Numune
Mantar
Gövde
Taban
Ray numunelerinde, dağlanmadan önce 100X büyütmede yapılan incelemede sülfür, alümina, silika
ve küresel oksit kalıntıları tespit edilmiĢtir (Resim 6-7-8-9). Ayrıca gözle muayenede tespit edilen
kaynakta görülen boĢluklar mikro yapı incelemesiyle doğrulanmıĢtır (Resim 10-11).
Resim 6 - NDÖ 100X Sülfür ve oksit kalıntıları
Resim 7 - NDÖ 100x Sülfür ve alümina kalıntıları
Tuğyanoğlu M., Biçer U., Keskin A., Utku Ç., Erdoğan Ş.
Resim 8 -1 NDÖ 100X Oksit kalıntıları
kalıntıları
Resim 10 - NDÖ 100X kaynak bölgesinde görülen
boĢluklar
Resim 9 - NDÖ 100x Sülfür ve silika
Resim 11 - NDÖ 100X kaynak bölgesinde
görülen boĢluklar
Numuneler dağlandıktan sonra yapılan (NDS) incelemede; numunelerin ana yapısının tamamen
perlitik yapı olduğu, kaynak iĢleminden dolayı oluĢan geçiĢ bölgesindeki yapının daha kaba bir perlitik
yapı olduğu anlaĢılmıĢtır. Isıdan etkilenen bölge ile kaynak bölgesi arasındaki geçiĢ bölgesinin belirgin
olmadığı anlaĢılmıĢtır.
Resim 12 - NDS 100x Ana yapı perlitik,
tane sınırlarında oluĢmuĢ beyaz
renkli ferritler ve boĢluklar
Resim 13 - NDS 100x kaynak iĢleminde
yeniden kristalleĢen bölge
ve perlitik içyapı
Tuğyanoğlu M., Biçer U., Keskin A., Utku Ç., Erdoğan Ş.
3. Sonuç ve Değerlendirme
Alüminatermit ray kaynağı demiryolu yapımında ve bakımında yaygın olarak kullanılan bir yöntemdir.
Bu kaynak ile inĢaa edilen demiryolu, kullanım performansı bakımından üzerine gelen servis yüklerini
taĢıyabilmeli, yorulma yüklerine dayanmalı ve darbe yükleri altında iyi bir performans sağlamalıdır.
Yüksek hızlı tren (YHT) iĢletmeciliğinde de, yüksek hızın oluĢturduğu tren dinamiğine karĢı bu kaynak
bölgeleri, benzer bir performans göstermelidir.
Bu kaynakta, diğer kaynak yöntemlerinde olduğu gibi yapılması esnasında hatalar oluĢabilmekte ve bu
hatalar rayların beklenen ömürlerinden daha kısa sürede kırılmasına neden olabilmektedir.
Yukarıda yapılan çalıĢmalar ve araĢtırmalar sonucunda, bu incelemede;
Yapılan sertlik deneylerinde ısıdan etkilenen bölgedeki sertlik değerleri, standart değeri
karĢılamakta olup kaynak ve ana metaldeki sertlik değerlerinden yüksek olduğu gözlemleniĢtir.
Kaynak ve ana metaldeki sertlik değerlerinin standart değerin (260HB) altında kaldığı tespit
edilmiĢtir.
Yapılan çekme deneyi sonucu % uzama değerinin standart değerin (%10) altında kaldığı
tespit edilmiĢtir.
Kırık rayda kırılma yüzeyinin altında perlitik yapının yanı sıra tane sınırlarında ferrit olduğu
saptanmıĢtır(Resim 12-13).
Yapılan optik mikroskobik incelemede sülfür, silika, alümina ve oksit kalıntılarına rastlanmıĢtır
(Resim 6-7-8-9).
Kırılma yüzeyinin altında karbonsuzlaĢma meydana gelmiĢtir (Resim 12).
Yapılan araĢtırma ve testler sonucunda bu rayda gözeneklerin olduğu gözlemlemiĢtir (Resim
3-4-5).
Kaynak metalinin içerisinde bulunan gözenek, katılaĢma sırasında bazı gazların (özellikle oksijen, azot
ve hidrojen) kaynak metaline hapsolması sonucu ortaya çıkan bir kaynak hatasıdır. Bu gazların sıvı
metaldeki çözünürlükleri katı metaldekinden çok fazladır ve katılaĢma sırasında kaynak metalinden
kaçma fırsatı bulamamaları halinde kaynak bölgesinde gözenek oluĢmaktadır. Gözeneğe neden olan
sebepler temel olarak, malzeme yüzeyindeki nem, yağ, boya, oksit ve havadaki azot ve oksijendir.
Gözenek genellikle kaynak içerisinde bulunur ve kaynak dıĢ yüzeyinden gözle görülemez, Özellikle
çok miktarda gözenek bulunduğu zaman rayların dayanımı ciddi miktarda kayba uğrar
Yapılan analizlere göre alüminotermit ray kaynağı iĢlemi sırasında oluĢan porozite (gözenek) adı
verilen döküm içerisindeki boĢlukların oluĢum sebepleri Ģunlardır:
Çok kullanımlı potalarda potanın yetersiz ön ısıtma veya ön ısıtmanın hiç yapılmaması,
Islak macunlama malzemesi,
Ray baĢlarının yetersiz ön ısıtması,
Ray ölçüsüne uygun olmayan alümina termit porsiyon seçimi,
Islak veya bozulmuĢ kalıplar,
Yapılan kaynak iĢlemi sırasında yağmur yağması gibi
muhtemel sebeplerin gözenek oluĢumuna yol açtığı ve kırılmaya neden olduğu tespit edilmiĢtir. [5]
Kaynaklar
[1] Sawley, K. and Reiff, R. (2000). 'An assessment of Railtrack’s methods for managing broken and
defective rails' USA: Transportation Technology Center, Inc.
[2] Ġlhan KAÇER 'Ray Kaynağı' Yol Orta Kademe Teknik Elemanları Hazırlama kursu
[3] Ankara Meteroloji Bölge Müdürlüğü “03.12.2012 ve 13.01.2013 tarihli hava sıcaklık ölçümleri”
[4] Konya Metoroloji Bölge Müdürlüğü “03.12.2012 ve 13.01.2013 tarihli hava sıcaklık ölçümleri”
[5] Aluminothermic Weld Defects TGN-R-04, Welding Technology Institute of Australia, 2006