SERTLEŞTİRME VE TAVLAMALAR
Amaç:
Takım çeliklerin mümkün olan en yüksek sertlik
derecesine ve aşınma mukavemetine sahip
olması istenir. Bu arada soğuk şekil değiştirme
kabiliyeti kaybolur ve süneklik çok düşer
Uygulama:
Sertleştirme işlemlerinde üç önemli etken dikkate
alınmalıdır;
1. Isıtma
2. Bekletme
3. Sertleştirme
• Uygulama çeliğin karbon miktarına bağlıdır.
Alaşım elementlerinin tesiri de çok büyüktür.
• 1. Isıtma:
• Sertleştirme için çeliğin öncelikle ostenitleştirilmesi gerekir.
Isıtmada aşırıya kaçılırsa iri ostenit taneleri teşekkül eder.
Bunun sonucunda sertleştirilmiş yapı olumsuz yönde
etkilenir ve iri iğneli bir yapı meydana gelir.
• Su verme sıcaklığının altına ısıtma sonucu da hatalar doğar.
Ostenit arasında su verme sırasında martenzit haline
dönüşemeyen ferrit artıkları kalır.
• Perlit üstü çelikler tamamen ostenit haline getirilemezler.
Perlit üstü çeliklerin sertleştirilmesinde en doğru sıcaklık A1
doğrusunun 40oC üstündedir, yani yaklaşık 760oC dir.
• 2. Bekletme:
• Bekletme veya ısı emdirme adı verilen işlem,
çeliklerin su verme sıcaklığında dönüşümün
tamamlanması için bir süre bekletilmesi işlemidir.
• Bekletme genel olarak çeliğin her bir cm kalınlığı
için 5 dakikadır (sade karbonlu çelikler için)
• Alaşımlı çeliklerde katkı elemanlarının
dönüşmeleri daha geç olduğu için, daha fazla süre
ile bekletme uygulanır.
3. Su verme:
• Sertleştirme (su verme), çeliklerin yapısını
değiştirmek için yapılan kontrollü soğutmadır.
• Su verme ortamı, çeliğin ısısını parçanın kritik
soğuma hızını aşacak şekilde emmelidir. Ancak
bu şekilde ostenitten martenzitik bir iç yapı
teşekkül eder.
•
Tam bir sertleşme sağlayabilmek için mümkün olduğu kadar saf bir martenzitik iç yapı
oluşturulmalıdır. Bu sonuca perlit teşekkülünü tamamen önleyerek de varılır.
Su Verme Ortamları
•
Su verme ortamı, parçanın kritik soğuma hızını aşacak şekilde olmalıdır ki östenitin tümü martenzite
dönüşebilsin (dönüşüm sertleşmesi için).
•
•
•
•
•
•
•
•
Su verme işlemini şu faktörler etkiler:
Çelik içerisindeki C ve alaşım elementi oranları (kimyasal bileşim)
Su verme ortamının soğutma kabiliyeti
Parça malzemesinin ısı iletim kabiliyeti (alaşım elementi miktarı ile azalır)
Parçanın boyutu ve şekli
Parçanın yüzey durumu (tufal: oksit tabakası olup olmadığı)
Parçanın su verme ortamında kalma süresi
İdeal su verme ortamı, malzemeden perlit kademesinde mümkün olduğu kadar çok, martenzit
kademesinde ise çatlama tehlikesini azaltmak için mümkün olduğu kadar az ısı çekmektir.
Su verme ortamları:
• Su
•
– Buzlu su
– %5-10 NaCl içeren su
– %5-10 NaOH içeren su
– Oda sıcaklığında su
• Yağ (200-250°C)
• Tuz banyosu (tuz ergimiş halde)
• Ergimiş metal banyosu
Su Verme Çeşitleri
• 1. Doğrudan su verme: en eski sertleştirme yöntemidir, ve halen en
yaygın kullanıma sahiptir ( özellikle kırsalda) bu yöntemde çelik,
östenitleşme işlemi sonucunu beklemeden ve ayrıca bir ara ısıl işlem
uygulanmada, östenitleme sıcaklığından doğrudan su verme ortamına
daldırılır, ortamın niteliğinin önemi yoktur.
• 2. Kesintili su verme: martensit oluşumunu sağlamak için çeliğin hızla
oda sıcaklığına soğutulması, çelikte çarpılma büzülme ve çatlamalara
neden olabilir. Bu gibi olguları önlemek için kesintili su verme işlemi
uygulanır. Yöntemde aslında yapılan çatlamanın olabileceği kritik sınırı
geçer geçmez ( S diyagramlarındaki burun kısmı) yavaş yavaş soğutularak
martensit oluşması sağlanır
Kesintili Su Verme Uygulamaları
•
1. Martemperleme
•
Eğer her hangi bir çelik parçayı ilk
önce Ms sıcaklığının hemen üstüne
hızla soğutup, bu sıcaklıkta, iç ve dış
kısımların sıcaklığının dengeleneceği
kadar uzun süre kararsız ostenit
bölgesinde tutarsak, ve daha sonra
bu sıcaklıktan su verirsek, çelik
parçanın tamamı aynı anda
martenzite dönüşür. Böylece su
verme sırasında iç ve dış kesimlerin
farklı soğumasından dolayı
oluşabilecek su verme çatlaklarını
önlemiş oluruz. Bu ısıl işleme
martemperleme denir.
Çeliklerde verme sırasında oluşan iç gerilmeleri ve
suverme çatlaklarını önlemek için martemperleme
işlemi uygulanabilir.
•
•
•
•
•
•
•
2. Östemperleme (Beynitleme)
%100 beynit yapısı elde etmek amacıyla
yapılır.
Östenitleme sıcaklığına ısıtılan parça,
(beynitleme) sıcaklığındaki ergimiş Pb ya
da tuz banyosuna daldırılır ve kararsız
östenitin tamamının izotermik olarak
beynite dönüşmesi tamamlanıncaya kadar
bekletilir. Daha sonra istenen hızda havada
soğutulur. Bekleme sırasında ısıl gerilmeler
giderilir.
Östemperleme, çatlak oluşumuna duyarlı
karmaşık şekilli parçaların
toklaştırılmasında büyük önem kazanır.
Yöntem daha çok, talaşsız şekillendirme
kalıplarının imalatında kullanılan takım
çeliklerinin sertleştirilmesi için uygundur.
Elde edilen içyapının sertliği, martenzite
göre daha düşüktür. Bu nedenle parçanın
çentik darbe dayanımı daha iyidir.
Yay üretimi için idealdir.
• 3. Perlitleme işlemi;
• Perlitleme işlemi; östenitik
sıcaklığa ısıtılan parça
perlitleme sıcaklığındaki
banyoya kadar soğutulur ve
banyada iç yapı tamamen
perlit oluncaya kadar
bekletilir, banyodan
çıkarılarak soğutulur.
Sıfır altı (Vakumla) soğutma işlemi
•
Bu işlem sadece çatlama ihtimali
olmayan kalıplar için uygulanabilir. Isıl
işlemden sonra takım çeliklerinin
yapılarında normalde bir miktar
kalıntı ostenit kalır. Bu kalıntı ostenit
bir süre sonra martensite dönüşür. Bu
yapısal değişim özellikle ölçü
aletlerinde, ölçülerde kabul edilemez
küçük değişikliklere yol açabilir.
Kalıntı osteniti düşük seviyeye
indirmek veya hemen hemen tamamı
ile ortadan kaldırmak için, bir sıfır altı
soğutma işleminin ardından, 120 150 °C'de bir gerilim giderme tavsiye
edilir. Bu işlemin bir kaç kere
tekrarlanması gerekir.
Şekil 1.2. Özel soğutma tezgahı
Su Verme Çatlakları
•
•
Su verme sırasında oluşan iç gerilmeler de martenzitik yapının gevrek davranmasına yol açarlar.
Martenzitin yoğunluğu ostenite göre biraz daha düşüktür ve su verme sırasında gerçekleşen faz
dönüşümü sonucunda, toplam hacimde bir artış olur. Bu yüzden oluşan iç gerilmelerden dolayı,
su verme sırasında parçaların yüzeylerinde çatlaklar meydana gelebilir. Bu özellikle karbon
oranının ağırlıkça %0,5 C ten fazla olduğu çelikler için problem yaratır.
Su verilen çeliklerin yüzeyleri daha çabuk soğudukları için iç kesimlere göre daha önce
martenzite dönüşürler. Sert martenzite dönüşen dış bölgedeki hacim artışı, daha yumuşak olan
iç kısımdaki ostenit hacmini sıkıştırmaya çalışır. İç bölgelerdeki ostenit daha sonra martenzite
dönüştüğünde, iç bölgelerde hacimlerini arttırmak isterler ve bu yüzden sert yüzey çekme
gerilmelerine maruz kalırken, daha sonra martenzite dönüşen iç bölgeler ise basma
gerilmelerine maruz kalırlar. Eğer artık iç gerilmeler akma dayanımını geçerlerse, yüzeyde su
verme çatlakları oluşur.
Toklaştırma (Islah Etme) Yöntemleri
•
•
•
•
Islah etme, iş parçalarına ve yapı elemanlarına büyük dayanım, yüksek bir akma sınırı yüksek
süneklik ve ayrıca plastiklik kazandıran bir işlemdir.
Önce bir sertleştirme ve arkasından meneviş (genellikle yüksek sıcaklıktaki meneviş) olayları,
birbiri peşi sıra uygulandığında “Islah” işlemi olarak adlandırılır. Islahta seçilen meneviş
sıcaklıkları, sertleştirilmiş duruma nazaran sertlikte önemli ölçüde düşme yapar. Islah işlemi,
yalnızca ıslah çeliklerine değil, bazı takım çeliklerine de uygulanabilir. Uygun ıslah işlemi
yapabilmek için, sertleştirme sıcaklığının doğru seçilmesi gerektiğinden, çeliğin karbon miktarı
ve alaşım durumu tam olarak bilinmelidir. Malzemede mevcut iç gerilmelerin ısınmada sakınca
yaratmaması için çeliğin ostenitleştirme sıcaklığına ısıtılması dikkatlice yapılmalıdır.
Islah çeliklerinde %0,20-%0,65 oranında karbon bulunur (alaşımsız ıslah çelikleri).
Islah etme işlemi ile; mekanik dayanımı (çekme, akma dayanımları)yüksek olan çeliklerin eldesi
amaçlanır; istenilen sertlik elde edilir.
• Su verme işlemi sonucunda, parça içerisinde oluşan gerilmeleri gidermek
için temperleme (menevişleme) işlemi uygulanır.
• Meneviş işlemi Ac1 çizgisinin altında bir sıcaklıkta yapılabilir. Ancak,
sıcaklık değiştikçe malzemedeki iç yapı da değişecektir. Bu yüzden
malzemede istenen özelliklere tam olarak bilinmeli ve bu doğrultuda
meneviş sıcaklığı seçilmelidir.
• 200 oC'ye kadar olan menevişlemede sertlikte önemli bir kayıp görülmez.
Ancak iç gerilimlerin büyük bir bölümü giderilmiş olur.
• 200-400 oC arasında yapılan menevişleme ile çekme dayanımında az da
olsa bir düşme görünür. Sertlikte ise önemli azalmalar görülebilir.
Genellikle 60-40HRC arasında bir değer alır.
• 400-650 oC arasında yapılan menevişleme ile oldukça tok bir yapı elde
edilirken; sertlik de 40-20HRC'ye kadar düşebilir.
• 650-723 oC arasında ise sementit taneleri küreselleşirler. Bunun
sonucunda ise oldukça yumuşak ve tok bir yapı elde edilir.
Çeliğin Sertleşme Davranışı
• Sertlik: Çelik içindeki C yüzdesine bağlı olarak sertlik değeri
• Sertleşme Derinliği (sertleşme kabiliyeti): Sertleşme derinliği,
sertliğin öngörülen bir değeri aştığı sınır tabakası kalınlığı
olarak tanımlanır. Alaşım elementi cinsi ve miktarıyla belirlenir.
• Çeliğin sertleşme davranışı DIN 50191’de verilen Jominy
(Alından Su Verme )Deneyi ile saptanır.
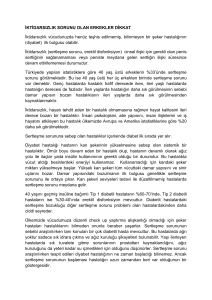
Jominy (Alından Su Verme) Deneyi (DIN
50191)
• Sertleştirme sonucunda %0,8 C’li çeliğin (ötektoid çelik)
sertliği yaklaşık 67 HRC’dir.
• Çeliğin sertleşme derinliği, genellikle %50 martenzit içeren,
yani böyle bir içyapının sertliğine sahip olan noktanın, alın
yüzeyinden uzaklığıdır.
• Alaşımsız çeliklerin kritik soğuma hızının yüksek olması
nedeniyle, sertleşme derinliği azdır. Yani elde edilebilen
martenzitik tabakanın kalınlığı yaklaşık 5 mm’dir. Bu nedenle,
bu tür çeliklere sığ sertleşme çelikleri adı verilir.
• Alaşımlı çeliklerde ise, elde edilebilen martenzitik tabakanın
kalınlığı yaklaşık 12 mm’dir.
Figure 12.23 The hardenability
curves for several steels.
©2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™ is a
trademark used herein under license.
Tavlamalar
•
•
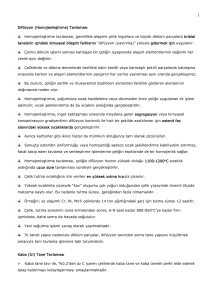
1. Difüzyon (Yayınma) Tavlaması (Homojenizasyon , Homojenleştirme Tavlaması)
Birincil kristalleşme sonucunda oluşan kimyasal bileşim farklılıklarını
(mikrosegregasyonu) gidermek için yaklaşık 1100 C- 1300 C arasında 6-12 saat veya
50 saat süre ile uygulanır. Böylelikle ikincil kristalleşmede (örneğin sıcak
şekillendirmede) ortaya çıkacak bantlı içyapının oluşması önlenir.
•
Genellikle haddeleme öncesinde tav çukurlarında ingotlara uygulanan ısıl işlemdir.
Malzeme içerisinde bulunan gevrekleştirici katışkıların bazıları çözünebilir ve tane
sınırlarından tane içine yayınır. Oksitler, karbürler, nitrürler vb . gibi katışkılar ise
çözünemez ve küresel bir şekil alırlar. Isıl işlem sonucunda, yassı mamullerin yarı
mamulü olan ingotların şekillendirilmesi iyileştirilmiş olur .
•
Sıcaklığın yüksek ve işlem süresinin uzun olması nedeniyle, pahalı bir işlemdir. İşlem
sonunda genellikle tane büyümesi meydana geldiğinden gerektiğinde uygulanan
bir yöntemdir.
•
•
2. Tane İrileştirme Tavlaması (İri Tane
Tavlaması, Kaba Tane Tavlaması)
Düşük karbonlu çeliklerde (%C<%0,2),
talaşlı işleme kabiliyetini iyileştirmek
amacıyla uygulanır. Tav sıcaklığı 9501100°C arasında seçilir, tav süresi ise
yaklaşık 3-5 saat’dir.
•
Tanelerin irileşmesi ile kısa, kırılgan talaş
elde edilir. Tavlama sonucunda gevrek ve
kaba taneli bir içyapı elde edilerek, talaşın
sürekliliği engellenir. Bu durumda
malzeme takım üzerine sıvanmaz ve
özellikle kısa talaş elde edildiğinden,
otomat tezgahlarda malzeme işlenebilir.
•
Yüksek sıcaklıkta yapılan bu tavlama
sonucunda, malzemenin tokluk değeri
düştüğünden, seyrek uygulanan
tavlamadır.
•
•
3. Gerilme Giderme Tavlaması
Üniform olmayan ısıtma-soğutma işlemleri
(döküm, kaynak, sertleştirme), üniform
olmayan şekil değişimi (eğme, soğuk
şekillendirme), talaşlı işleme (frezeleme,
planyalama, tornalama vb) ve dönüşüm
olayları sırasında parça içinde oluşan
gerilmelerin giderilmesi amacıyla uygulanır.
•
İşlem sıcaklığı malzemenin kimyasal bileşimine
göre, alaşımsız ve az alaşımlı çeliklerde 500680°C arasındadır. Tav süresi ise 0,5-1 saat
arasındadır.
•
İşlemin başarılı sonuç verebilmesi için, soğuma
işleminin yavaş yapılması gerekir. Aksi takdirde
soğuma farkı nedeniyle, malzeme içinde tekrar
iç gerilmeler oluşabilir.
•
•
4. Yeniden Kristalleştirme Tavlaması
(Rekristalizasyon Tavlaması)
Soğuk şekil verme sonucunda pekleşen
malzemenin özelliklerini (örneğin yüksek
dayanım, düşük süneklik ve tokluk gibi)
başlangıç durumuna getirmek amacıyla
yapılır.
•
Tavlama sıcaklığı 600-700°C’dir. Yaklaşık 1
saat’lik sürede gerçekleşir.
•
Bu tavlamanın uygulanabilmesi için
malzemenin en az %10 oranında soğuk
şekillendirilmiş olması gerekir. Böylece
metalik malzemenin, katı halde
bozulmadan yeniden kristalleşmesi
sağlanır ve soğuk şekillendirme sonucunda
oluşan pekleşme, sertleşme giderilerek
malzemeye daha sonraki soğuk
şekillendirme işlemleri için gerekli olan
süneklik kazandırılır.
• 5. Yumuşatma Tavlaması (Yumuşak Tavlama, KüreleştirmeTavlaması)
• %C ≥ %0.4 olan çeliklerde talaşlı işlemeyi, %C < %0.4 olan çeliklerde soğuk
şekillendirmeyi kolaylaştırmak amacıyla uygulanır.
• Tavlama sıcaklığı çeliğin ötektoidaltı ya da ötektoidüstü olmasına göre
değişir.
• Tavlama süresi ise 5 h’den az olmamalıdır. Bazen 100 h olabilir.
• Yumuşatma tavlaması; ötektoidaltı çeliklerde sert perlit tanelerindeki
sementit lamellerini parçalamak, ötektoidüstü çeliklerde ise hem perlit
tanelerindeki sementit lamellerini hem de tane sınırlarındaki 2.sementit
ağını parçalamak amacı ile uygulanır.
• 6. NormalleştirmeTavlaması (Normalizasyon) Tavlaması
• Normalleştirme tavlaması sonunda , küçük ve eş eksenli tanelerden oluşan
perlitikferritik içyapı elde edilir. Normalleştirme Tavlaması şu amaçlarla
yapılır:
- Soğuk şekil verme sonrasında uzamış taneleri başlangıç yapısına
döndürmek,
- Sıcak haddeleme sonucunda oluşan bantlı içyapının giderilmesi ,
- Kaynaklı parçalarda, ( tane büyüklüğü farklı olan hadde yapısı ve döküm
içyapısının bir arada olduğu durumlarda )
- Difüzyon tavlaması sonucunda irileşmiş tanelerin inceltilmesi,
• Tavlama işlemi sonucunda, malzemenin mekanik özelliklerinde, özellikle de
toklukta artış sağlanır.Tav süresi, et kalınlığına göre 30-60 dak arasındadır.
Basınçlı kaplara mutlaka bu tavlama işlemi uygulanmalıdır.