SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
ALÜMİNYUM ALAŞIMLARININ KAYNAK
KABİLİYETİ
HOŞGELDİNİZ
DOÇ. DR. HÜSEYİN UZUN
TEKNİK EĞİTİM FAKÜLTESİ
KAYNAK EĞİTİMİ ANABİLİM DALI BAŞKANI
1 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
Alüminyumun Önemi
Günümüzde insanlar, her gün temel alanlarda alüminyumla daha çok
yakın temasa girmektedirler ve kullanımı gün geçtikçe artmaktadır.
* Amerika tek başına yılda yaklaşık 100
milyar alüminyum içecek kutusu
kullanmaktadır.
* Bunların %60ından fazlası geri
dönüştürülüp yeni alüminyum parça
imalatında kullanılmaktadır.
2 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
OTOMOTİV SEKTÖRÜNDE ALÜMİNYUM KULLANIMI
Otomotiv sektöründe, malzeme olarak alüminyum tercih edildiğinde
büyük avantajlar sağlanmaktadır.
Orta düzeyde modern motorlu araçlar daha öncekilere göre daha fazla
alüminyum içermektedir.
Radyatörler, motor blokları, transmisyon mahfazaları, tekerlekler, gövde
panelleri, tamponlar, hava çerçeveleri, motor kızakları, şaft, süspansiyon
iskeletleri alüminyum gövde levhaları bugün yaygın olarak alüminyumdan
yapılmakta ve günümüzün araba
modellerinin temeli alüminyum
parçalar üzerine kurulmaktadır.
3 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
Otomobillerimizde olduğu kadar evlerimizde ve ofis
binalarımızda da alüminyum cam çerçevesi, su oluğu,
elektrik teli, siding, çatı kaplama malzemesi ve ev mobilyası
gibi alanlarda kullanılarak daha sık karşılaşılan bir malzeme
haline gelmektedir.
4 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
HAVACILIKTA ALÜMİNYUM
Bugünün dünyasında alüminyumu anlamak için, ilk
alüminyum motorun Wright kardeşler tarafından Kitty
Hawk’ta 17 Aralık 1903’te ilk uçuş denemesi için
geliştirildiğinin hatırlanması gerekir.
Eğer alüminyum havacılık endüstrisi için uygun olmasaydı,
muhtemelen bugün bizim bildiğimiz uçaklar olmayacaktı.
Alüminyumun çok yüksek olan dayanım-ağırlık oranı
bugünün geniş uçaklarının nispeten küçük motorlarla
5 /18
uçabilmesinin sebebidir.
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
ABD , diğer ülkeler tarafından da bol miktarda üretilmesine
rağmen, bugün dünyanın en çok alüminyum üreten
ülkesidir.
Alüminyumun en büyük pazarı kutu ve ambalajlama, ikinci
büyük pazar ulaşım (arabalar, kamyonlar, uçaklar,trenler)
ve üçüncü büyük pazarsa yapı ve konstrüksiyondur.
6 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
Aluminyum Kaynağındaki Gelişmeler
* Alüminyumun üretim teknikleri geliştirildikten sonra, özelliklerinin de
iyileştirilmesi hedeflenmişti.
* Saf alüminyumun korozyon direnci ve elektriksel iletkenliği gibi eşsiz ve çok
önemli karakteristikleri vardır. Buna rağmen saf alüminyum düşük
dayanımından dolayı yapısal kaynaklı üretimlere uygun değildir.
•Daha sonra saf alüminyuma nispeten küçük alaşım elementlerinin katılmasıyla
malzeme özelliklerinde büyük değişmeler olduğu bulundu. İlk üretilen
alüminyum alaşımlarından biri alüminyum bakır alaşımıdır.
•1910 civarında bu aileden alaşımların çökelme sertleşmesi hadisesi keşfedildi.
Bu çökelmeyle sertleştirilmiş alaşımların çoğu gelişen havacılık endüstrisinde
ilgiyle karşılandı.
•Alüminyum bakır alaşımını takip eden daha birçok
alaşım üretildi. Saf alüminyuma katılan bakır(Cu),
mangan (Mn), magnezyum (Mg), silisyum (Si) ve
çinko (Zn) gibi alaşım elementlerinin, saf
alüminyumun fiziksel ve mekanik karakteristiklerini
Alcoa Alüminyum
büyük oranda değiştirdiği ortaya çıkmıştır.
Kaynağı,ilk baskı 1954
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
KaiserAlüminyum
Kaynağı ilk baskı 1967
7 /18
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
Modern endistriyel dünyada rekabetçi olması için bir yapısal
malzeme mutlaka kolay kaynaklanabilir olmalıdır.
Alüminyum kaynağı için uygun olan en erken kaynak
yöntemleri oksi-gaz kaynağı ve direnç kaynağıydı
Alüminyumun yapısal bir malzeme
olarak kullanılmasında büyük
hamle 1940 larda Gaz Metal Ark
Kaynağı (GMAW) başka bir deyişle
Metal Soy Gaz Kaynağı (MIG) ve
Gaz Tungsten Ark Kaynağı (GTAW)
başka bir ismiyle Tungsten Soy Gaz
Kaynağı (TIG) gelişmesiyle
atılmıştır.
1918’de damgalanmış ve Oksi-gaz
kaynak prosesiyle kaynaklanmış
Amerikan askeri su matarası
Doç. Dr. Hüseyin UZUN –
8 /18
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
9 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
Alumimyum gövdeden oluşan yüksek hız feribotu üretimi
10 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
Alüminyumun Özellikleri
Kimyasal Simgesi
Özgül ağırlık
Ergime noktası
Buharlaşma nokrası
Atom numarası
Atom ağırlığı
Kopma yükü
: Al
: 2.702 gr/cm³
: 659.7 °C
: 2270 °C
: 13
: 26.98
: 7-8 kg/mm²
11 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
Alüminyumun Özellikleri
Günümüzde demirden sonra en çok kullanılan metal olarak bilinen
alüminyum, diğer metallerden birleşmiş olarak yer kabuğunun %8ini
oluşturmaktadır.
Alüminyum hafif bir metal oluşuyla tanınır ve bu yüzden hafif metaller
sınıfına dahil bir elementtir.
Saf alüminyum gayet yumuşak ve demirden 3 kat daha hafiftir.
Diğer metallerin çok az miktarda katılmasıyla alaşımlandırıldığında
yoğunluğunun az miktarda artmasına karşılık, mekanik dayanımında
önemli oranda artış meydana gelmektedir.
Bu özelliğin yanı sıra alüminyum ve alüminyumun alaşımları; yüksek
elektrik ve ısı iletkenliğine, kolayca işlenebilen, korozyona dayanıklı,
dekoratiflik, soğuk ve sıcak şekillendirilebilme gibi karakteristiklere ile
her tür döküm işlemine gelme ve kaynakla birleştirilebilme gibi
özelliklere sahip bulunmaktadır
12 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
ALÜMİNYUM OKSİT
1- Alüminyum alaşımlarının yüzeyi çok yüksek sıcaklıklarda (2050oC)
eriyen refrakter karakterli bir oksit tabakası ile kaplıdır. Bu oksit tabakası
çok sıkı bir şekilde yüzeyi sarar ve oksitlenmenin iç kısımlara doğru
ilerlemesini önler. Kaynak sıcaklığında erimeyen bu oksidin varlığı, kaynak
dikişine elektrodun erimesi ile geçer ve bağlantının sürekliliğini sağlayan
damlacıkların bağ oluşturmasına engel olur. Bunun yanı sıra kaynak
banyosu içinde kalıp katılaşan oksit tabakası bağlantının mukavemetini
azaltır. Bu oksidin etkisini ortadan kaldırmak için alüminyum ve
alaşımlarının kaynağında özel yöntemler veya bu oksidi çözüp cürufa
geçiren özel dekapanlar kullanılmalıdır.
2- Bazı alüminyum alaşımlarında, kaynak esnasında uygulanan ısıl çevrim,
ana katı çözelti içinde bulunan alaşım elementlerinin, erimiş bölge veya
esas metalde çökelmesine neden olarak bağlantının mekanik ve kimyasal
özelliklerinin esas metalden farklı olmasına yol açar.
13 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
Oksi GAZ- Alüminyumun düşük sıcaklıkta erimesi ve eriyen metalin tav
rengi göstermemesi kaynak işlemini güçleştirmektedir; kaynak
bölgesinin kaynak sıcaklığına erişip erişmediği ancak çok tecrübeli
kaynakçılar tarafından fark edilebilmektedir.
4- Alüminyum ısıl iletkenliğinin yüksek olması; kaynak bölgesinde yerel
sıcaklık yoğunlaştırmasını zorlaştırmakta ve bir çok hallerde ön tavı
gerekli kılmaktadır.
5- Alüminyumun ısıl genleşme katsayısının yüksek olması, kaynak
bölgesinde şiddetli şekil değişimlerine yol açmakta ve çarpılmaları
arttırmaktadır.
MIG- Alüminyum ve alaşımlarının kaynağında, malzemenin kalınlığı göz
önüne alınmaksızın sprey ark ile kaynak yapmak daima tercih edilir.
Sprey arkın yüksek ısı girdisine karşın alüminyumun yüksek ısıl
iletkenliği dolayısıyla kaynak banyosu oldukça çabuk katılaştığından her
pozisyonda kaynak yapmak mümkün hale gelmektedir. Yalnız burada
oksit tabakasının temizlenebilmesi için daima sola kaynak yöntemi
uygulanmalıdır. Bu şekilde hem kaynak ağızlarının oksit tabakası
temizlenmiş olur hem de ağızların iyi bir şekilde ergiyerek kaynağın
sağlıklı bir biçimde yapılması sağlanmış olur
14 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
Alüminyum alaşımlarında kaynak bölgesinin çatlama eğilimi
Al alaşımları ile yapılan kaynaklarda oluşan tüm çatlaklar sıcak
çatlaklardır. Bu çatlaklar dikişte veya ısıdan etkilenmiş bölgede
ortaya çıkarlar.
Kaynak esnasında meydana gelen yüksek enerji akışından dolayı, yüksek
buhar basıncına sahip elementler buharlaşarak, çatlak oluşumuna sebep
olmaktadırlar.
Malzeme
Çatlama tehlikesi oluşturan
elementler
Çatlama tehlikesi sınır
değeri
Al Si
Al Mg
Al Mg Si
Si
Mg
Mg, Si
%1
%1
Mg:Si; 1:3
Si= 0,5
Çatlama tehlikesi oluşturan elementler ve alaşım sınır değerleri
15 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
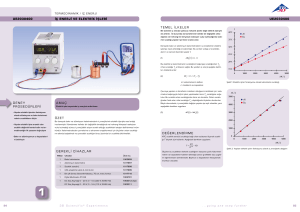
GAZ KAYNAĞI :
Basit ekipmana ve düşük maliyete sahip olması nedeniyle, bazen saf
alüminyumu ve bazı alüminyum alaşımlarını kaynak yapmak için gaz
(oksi-asetilen) kaynağı kullanılmaktadır.
Kaynak gazları (Yanıcı gaz-oksijen) : Genellikle asetilen ve oksijen gazları
kullanılmaktadır.
Oksi-asetilen alevinin göreceli olarak düşük ısı yoğunluğu ve
alüminyumun yüksek ısı iletkenliği kaynak hızını düşürür ve büyük
çekmelere neden olur ki bu kaynaklı birleştirmede gerilimler ve
deformasyon oluşturur. Isıdan etkilenen bölge çok geniştir, soğuk veya
yaşlandırarak sertleştirilen iş parçalarında ana metal yumuşar ve
mekanik mukavemetini kaybeder. Gaz kaynağı için gereken dekapan
kaynak ağzının iki yüzeyine ve ilave metale fırça ile uygulanır. Dekapan
artıklarının temizliği zaman harcayan bir iştir.
16 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
ÖRTÜLÜ ELEKTROD KAYNAĞI
Örtülü elektrodlar ile elle kaynak yaparak daha yüksek
kaynak hızları elde edilir.
8 mm’den kalın malzemeleri kaynak yaparken, gözeneksiz ve
iyi bir birleştirme sağlayabilmek için en az 200°C’ye ön tav
yapılması tavsiye edilir. Kaynak dikişinin korozyon direncini
korumak için, tüm curuf kalıntılarının temizlenmesi
gereklidir.
17 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
TIG KAYNAĞI
Kaynak arkı iş parçası ile tükenmeyen tungsten elektrod arasında oluşur.
İlave metal elle kaynak banyosuna verilir. Yaşlandırma ile
sertleştirilmeyen alaşımlar her hangi bir ilave metal kullanmadan da
kaynak yapılabilir. Alüminyum malzemelerin TIG kaynağı alternatif
akımda ve argon koruyucu gazı kullanarak yapılır. Mekanize TIG kaynağı
ilave metal kullanarak veya kullanmadan da yapılabilir.
18 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
TIG Uygulamaları :
1 ila 4 mm arasındaki kalınlıklardaki malzemelerin tek pasolu alın kaynağı
veya tek pasolu köşe kaynağı; 12 mm’ye kadar et kalınlığına sahip
malzemelerin çift operatör ile aynı anda yukarıdan aşağıya kaynağı. Daha
fazla kesit kalınlıklarının TIG yöntemi ile kaynak yapılması, MIG
yöntemine kıyasla düşük ısı yoğunluğu nedeniyle ekonomik değildir.
Çünkü düşük kaynak hızına sahiptir ve çok pasolu kaynaklarda çok büyük
ısıdan etkilenen bölge yaratır. TIG kaynağının çok iyi boşluk doldurma
kabiliyeti ve gözenek oluşma riskinin daha düşük olması nedeniyle özellikle
kaynağın arkasından kapatma pasosu yapılamayan kalın kesitli
malzemelerde, kök pasoların kaynağında kullanılır (ör; boru hattı
kaynaklarında), kaynaklı birleştirmedeki diğer pasolar MIG kaynak
yöntemi ile yapılır.
19 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
MIG KAYNAĞI
Özellikleri :
Kaynak arkı iş parçası ile aynı zamanda ilave metal olan, tükenen tel
elektrod arasında oluşur. Alüminyumun MIG kaynağı doğru akım,
elektrod pozitif kutupta yapılır. İnce damlalı metal damla geçişi, sprey
damla geçişi olarak adlandırılır ve soy gaz atmosferi (Ar veya He veya
Ar/He karışımı) altında korunur.
MIG kaynak yöntemi kalın çaplı tel elektrod kullanarak daha kararlı hale
getirilebilir. Tel elektrodun düzgün olarak kaynak bölgesine iletilebilmesi
için teflon spiral kullanılmalı, kılavuzlar ve tel sürme makaralarının
yuvaları U biçimli olmalı, kontakt meme daha uzun olmalı ve iç çap
toleransının daha fazla olması gerekir. MIG kaynağını mekanize olarak
yapmak mümkündür ve kullanımı artmakta olan bir yöntemdir.
20 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
MIG Uygulamaları
4 mm’den büyük kesit kalınlığına sahip malzemeleri alın
kaynağı veya köşe kaynağını tek pasoda yapmak
mümkündür.
Yüksek kaynak akımı ve güçlü bir nüfuziyet nedeniyle 6
mm’ye kadar kalınlığa sahip malzemelerde kaynak
banyosunu desteklemek için kaynak altlığı kullanılır.
21 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
22 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
•Alüminyum çelikten daha düşük ergime noktasına, daha
yüksek termal ve elektriksel iletkenliğe sahiptir. Bundan
dolayı, kaynak esnasında verilen ısı nispeten yüksek
olmalıdır, bunun sebebi kaynak bölgesinin ergime derecesi
üstünde tutulabilmesidir.
•Aynı zamanda, çok hassas kaynak hızı gerektirir. Eğer
kaynak hızı çok düşük olursa, malzeme içinde yanma
delikleri oluşma riski yüksektir. Eğer kaynak hızı yüksek
olursa ve kaynak operatörü hızlı hareket ediyorsa hata
riski artar.
23 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
ALÜMİNYUM ALAŞIMLARININ KAYNAK KABİLİYETİ
•Alüminyum ve alüminyum alaşımları ergitme kaynak yöntemleri ile
kaynak yapılabilir.
•Çeliklere kıyasla alüminyum malzemeleri kaynak yaparken, malzemeye
has bazı özellikler dikkate alınmalıdır.
•Alüminyum malzemeler, yapısal çeliklere göre daha yüksek termik
iletkenliğe sahip olduğundan kaynak nüfuziyeti daha düşük ve kaynak
banyosunun gazlardan arınması daha geç olur.
•Sonuç olarak, kaynak dikişinde yetersiz ergime ve gözenekler oluşabilir.
•İş parçasını ön tav yaparak ve kalın kesitli malzemeleri kaynak
esnasında da tavlayarak, bu tür kaynak hataları önlenebilir.
24 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
•Kaynağa başlamadan önce, yüzeydeki alüminyum-oksit
tabakası
kaynak bölgesinden frezeleme yoluyla veya
paslanmaz çelik fırça ile fırçalayarak
tamamen
temizlenmelidir.
• Yüzeydeki alüminyum oksit tabakası 2050 C ergirken,
alüminyum 660 c de ergimektedir. Dolayısıyla bu oksiti
ergitmek mümkün olmadığı için fiziksel temizleme ile olarak
bu oksitten malzeme arındırılması gerekir.
•Kaynak ağzı yüzeyleri ve kaynağa yakın bölgeler (kaynak
ağzının en az 50 mm yakını) temiz, yağsız ve kuru olmalıdır.
25 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
•İyi bir depolama ve mekanik işlemler sonrası kaynak
yüzeylerinin özel bir yağ çözücü ile temizlenmesi, bu tür
hazırlık işlerini kolaylaştırır.
•Bunların yanında, alüminyum malzemelerin kaynağında
kullanılan el aletleri yalnız bu malzemeler için
kullanılmalıdır
•Alüminyum malzemeler çok yansıtıcı bir yüzeye sahip
olduğu için, kaynak esnasında oluşan ultaviole radyasyon
yanıklarından korunmak için koruyucu giysiler giymek
zorunludur.
26 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
DİNLEDİĞİNİZ İÇİN
TEŞEKKÜR EDERİM
27 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
•MIG
•- Koruyucu gaz Argon veya Ar+He karışımı tercih edilmeli
•- Tel sürme makara sistemi dörtlü makara
•-Kaynak delini düzeltici veya doğrultucusu kullanmak
•- Kaynak telinin içinden geçenTeflon spiral kablo
•-Torcun ucundaki meme deliğinin çapı tel çapından %10
nispetinde büyük olmalı.
•- Torç düz torç olmalı
•-Özel alüminyum torcu olmalı. Torç üzerinde kaynak teli ve
tel ilerletme makarası olan özel torç.
•Tel sürme makarası U kertikli olmalı.
28 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı
SAKARYA ÜNİVERSİTESİ
–
TEKNİK EĞİTİM FAÜLTESİ
•TIG
•-Tungsten uç-Yeşil renkli saf tungsten
•Tungsten ucu yuvarlak bileme
•AC kaynak makinası kullanmalıyız.
29 /18
Doç. Dr. Hüseyin UZUN –
Kaynak Eğitimi Anabilim Dalı Başkanı