Ev Aletleri Üretimi
Üzerine Uygulamalar ve
Teknolojiler
Prosese Genel Bakış
Mevcut durumda dünyadaki senaryoda diğer alternatifleri öne çıkartan geleneksel bir yol izlenmemektedir.
Aslında, pazardaki payı giderek artan ve rekabetçi yapıya sahip ev aletleri sektörü birçok proses ve
teknoloji ile elde edilebilmektedir.
Malzemeler
Elektrikli ev aletleri genelde aşağıdaki gibi sınıflandırılmaktadır:
• Beyaz eşyalar (veya büyük): buzdolabı, çamaşır makinesi, derin dondurucu, bulaşık makinesi, kurutucu, fırınlar,
ocaklar
• Set üstü, mutfak tezgahı
• Ankastre ürünler
• Küçük: blender, kızartma makinesi , dondurma
• Siyah eşyalar (elektronik): TV, video teyp
Genel olarak aşağıdaki malzemelerle üretilen ev aletleri:
• Metal parka ve bileşenler: üretiminde kalıp işleme, presleme ve yüzey kaplama yapılan ürünler
• Plastik parka ve bileşenler: üretiminde püskürtümlü kalıplama ve ekstrüzyon gibi plastik proses içeren ürünler
;
• Baskılı devre grupları (PCA): ev aletlerinde elektronik birimler kullanılmakta ve pasif bileşenlerden, aktif
bileşenlerden, tümleşik yazılımlardan, baskılı devre levhalarından (PCB) ve elektrik elemanlarından meydana
gelmektedir;
• Elektrik birimleri: örnek olarak kablolar, sigortalar, anahtarlar, çeşitli tesisat verilebilir;
• Diğerleri: basılı materyal, ambalaj malzemesi, cam vb.;
Prosese Genel Bakış
Genel tesis planı
Tesis, münferit üretim birimlerinden oluşmaktadır. Bileşenler son montaja kadar çeşitli birimlerde
işlem görmektedir. Her üretim hattında peşi sıra bir çok faaliyet gerçekleştirilmektedir. Metal yüzey
işlemenin bütün hatlarında birden fazla işlem veya faaliyet yürütülmektedir. Genellikle aralarında
çalkalama tekneleri bulunmaktadır. Susuz yapılan bazı faaliyetler arasında, kurutma, delme,
presleme, kalıplama, kıvırma, mıhlama, kaynak gibi işlemler yer almaktadır.
Yerinde yapılan ilk faaliyet gelen parçaların,
kaplama
ana
malzemesinin
ve
ham
maddelerin teslim alınması ve depoya
alınmasıdır.
Parçalar veya kaplama malzemelerine birden
fazla ön işlem uygulanmaktadır.
Yüzeyin,
tozdan, talaştan arındırılması
gerekmekte, uygulanacak işlemin kalıcı olması
ve standart bir uygulamanın yapılması için pas
veya yağ gibi unsurların temizlenmesi
gerekmektedir.
Birçok parça veya kalıp malzemesi sürtünmeyi
engellemek için yağlanır. Genellikle birçok
parçanın yüksek kalite ortaya koyması için
düzgün ve pürüzsüz olması gerekmektedir.
Prosese Genel Bakış
Ön işlem
Ön işlemde sadece yağ temizliği yapılmamakta aynı zamanda oksitlenme
de önlenmektedir. Daha sonraki işlem için hazırlık yapılmakta kimyasal
maddelerle yüzey temizliği sağlanmaktadır.
Ön işlem aşağıdaki gibi özetlenebilir:
Mekanik ön işlem
•
“Presleme” malzemeye şekil vermek ve kesmek için kullanılır. Malzemenin
şekli ve iç yapısı bir pres makinesi kullanılarak değişime uğrar.
•
“Kıvırma” malzemenin şeklini değiştirmek için uygulanan tipik bir işlemdir.
Bu işlem için makas pres kullanılır.
•
“Tel çekme” kesiti küçültmek için bir parça metal kullanılarak kalıptan
geçirilir.
Prosese Genel Bakış
Ön işlem
•
“Pullama” otomatik besleme sistemi kullanılarak delme, zımbalama,
kıvırma gibi metalin çeşitli yollarla değiştirilmesinin sağlandığı bir üretim
yöntemidir;
•
“Mekanik parlatma” Yüksek sıcaklık ve basınçta amorf bir yüzey oluşturur.
Zımpara kayışları kullanılır. Bileşenler macun ile parlatılır. Macun kumaş
üstüne uygulanarak ince küçük tanecikleri temizler ve yüksek kalitede
parlaklar sağlar.;
•
“Aşındırıcı püskürtümlü temizleme” geleneksel olarak kum veya çakıl
kullanır, fakat yer fıstığı kabuğu gibi daha yumuşak ve ince aşındırıcı
maddeler de kullanılabilir;
•
“Yapışkanından ayırma ve/veya tamburlama” aşamasında, parçalar
zımpara taşlarıyla karıştırılır ve birkaç saat boyunca tamburlanır veya
sallanır.
Prosese Genel Bakış
Ön işlem
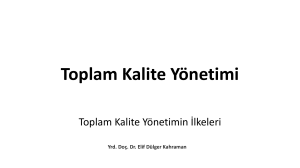
Elektrolitik ve kimyasal parlatma,
Elektrolitik ve kimyasal parlatma, sert zeminlerin uç bölgelerinde bastırımdan
daha hızlı çözünmeyi sağlayan selektif çözücü proseslerdir. Elekto parlatma
ince yüzey tabakasını elektrolitik açıdan ortadan kaldırır.
Elektro parlatmada parçalar (anot) elektrolite batırılır, elektrik akımı (genelde doğru
akım) katot ve iş parçası arasında bağlantı kurar. İş parçası polarize olur ve metal
iyonlar katota doğru yayılmaya başlar, metal anottan ayrılır. Reaksiyon banyo ve
proses parametreleri ayarlanarak ve elektro parlatılmış metal veya alaşım seçilerek
kontrol altına alınabilir.
Söz konusu elektro parlatma proseslerinde farklı elektrolitler kullanılmaktadır.
Elektrolitler genellikle çeşitli asitlerle ( sülfür asit, kromik ait, sitrik asit ve/veya
fosforik asit) karıştırılır. Bazen organik bileşenler (gliserin veya dietilen glikol
monohekzil eter ) eklenir.
Prosese Genel Bakış
Elektrolitik ve
kimyasal parlatma
Prosese Genel Bakış
Ön işlem
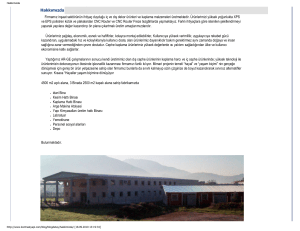
Solvent yağ çözücü
Yağ çözücüler, yağ, sabun toz parçacıkları, kum kalıntıları çeşitli madde ve
kontaminanatları gidermektedir.
CHC’ler, etkili temizlik özelliklerinden ve evrensel kullanımı olduğundan,
çabuk kuruma ve yanmazlık özelliklerinden ötürü tercih edilmek fakat
kullanımları çevre ve sağlık mevzuatınca sınırlı bırakılmaktadır.
Fosfat ve sürfaktan da içerebilen su ve alkalin temizlik maddeleri
kullanılarak yaklaşık 50-60 C sıcaklıkta kullanılmaktadır. Fosfat sürtünmeyi
engelleyen ve güçlü bir yapışma sağlayan bir maddedir.
İleri çalkalama yapılır ve demineralize su ile son işlem tamamlanır.
Fosfatlanmış gövde genellikle 50 ila 60 C sıcaklıkta kurutulur ve elektro
kaplama bölgesine gönderilir.
Solvent yağ çözücü
Prosese Genel Bakış
Su ile temizleme genellikle emme ve elektrolitik faaliyetlerin bir kombinasyonudur.
Solüsyonlar çoğunlukla sodyum hidroksit, fosfat veya polifosfatlardan oluşmaktadır.
Islatıcı ve kompleks ajanlar da eklenmektedir.
Yüzey temizleme ve tortu giderme, diğer yüzey işlemlerinden önce yağdan
çözülmüş metal yüzeyden oksitleri arındırmak ve/veya yüzeyi parlatmak amacıyla
kullanılan kimyasal metal prosedürlerdir.
Oksit tabakaları etkili bir biçimde temizlemek için, belirtilen asit konsantrasyonlarına,
sıcaklığa ve yüzey temizleme süresine bağlı kalmak gerekmektedir. Normalde,
hidroklorik veya sülfürik asitler kullanılmaktadır.
Bazı özel durumlarda, nitrik, hidroflorik veya fosforik asit veya karışımları da
kullanılmaktadır. Florür içeren solüsyonlar güvenilir yüzey temizlemede belirli
alaşımlar için gereklidir.
Prosese Genel Bakış
Elektrolitik destekli yüzey temizleme substratı anodik hale getirerek yüzey
temizleme eylemini güçlendirir. Elektrolitik olmayan metallerin yüzey temizliğinde
sıklıkla toz yağ gibi yüzeydeki istenmeyen kalıntıları temizlemek için elektrolitik
aktivasyon uygulanmaktadır. Katot yüzeyinde H2 elektroliz oluşumuyla anot
yüzeyinde O2 gazı tarafından temizlenmektedir. Islatıcı maddeler köpüklenmeyi
engellemek için kullanılmaz. Ne var ki, Çelik aktivasyonunu iyileştirmek için siyanit
veya diğer kompleks yapıcılar ilave edilebilir. Normal uygulamalarda, siyanit veya
çelat olmayan elektrolitler yeterlidir.
Çalkalama genellikle ara proseslerde yapılır.
Prosese Genel Bakış
Kaplama
Kaplama faaliyetlerinde en çok yapılan işlemler elektro kaplama ve yağlamadır.
Elektro kaplama çelik şerit için çoğunlukla kullanılan malzemeler, özelliklerinden dolayı,
• kalay,
• krom,
• çinko,
• bakır,
•
kurşun.
Yağlı ıslak filmi spray, sıkma donanımı veya elektrostatik yağlayıcı kullanarak yüzeye
uygulanır. Amaç beyaz pastan çürümeyi engellemek, seçimi kolaylaştırmak ve vernikleme ve
baskı işlemlerine yardımcı olmaktır.
Bütün ıslak prosesleme işlemleri tamamlandıktan sonra, paslanma veya çürümeyi engellemek
için iş parçalarının veya substratın hızlı ve etkili bir biçimde kurutulması gerekmektedir.
En basit kurutma yöntemi bileşenleri birkaç saniyeliğine sıcak suya batırmak ve daha sonra
havalandırarak kurumasını sağlamaktır. Bunun yerine otomasyonlu tesislerde sıcak hava
kullanan donanımlarla kurutmak en kolay yol olacaktır.
Prosese Genel Bakış
Plastik İşleme
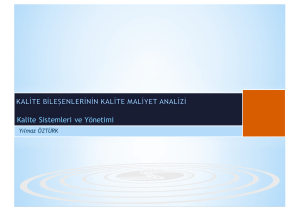
Plastik ekstrüzyon prosesi, plastik malzemenin eritilmesi ve bir kalıp
içerisinde şekillendirilmesi ve belli boyutlarda kesilmesi işlemlerini
kapsamaktadır.
Plastiğin koşullandırılması, metal tabakaların kaplanması ve iyi düzeyde
yapışması için bir ön koşul olarak yüzeye ıslaklık sağlamaktadır.
Proses solüsyonu içerisinde sülfürik asit veya sodyum hidroksit, karbonat ve
suda çözünür organik biyoçözünür solventler (alkol ve glikol türevleri)
bulunmaktadır.
Plastiğin aşındırılması ve yüzey temizliği: kromik ve sülfürik asit ile ıslatıcı
maddelerin karıştırılması ile yapılmaktadır. Butadin bileşenini okside etmek
ve çözünmesini sağlamak için ABS (Akrilonitril Butadin Stiren) tipi plastik
yüzeyde tatbik edilmektedir. Böylelikle mikro pürüzlü bir yüzey elde edilir.
Plastik ekstrüzyon işlemi
Prosese Genel Bakış
Montaj
Metal, plastik ve elektronik bileşenlerin montajı aşamasında iç ve dış
kaynak üretimleriyle son ürünü elde etmek için bir araya getirilerek montajı
tamamlanmaktadır. Montaj hatları otomatik kontrol sistemleri ve transfer
makineleriyle çalıştırılmaktadır.
Malzeme ambalajlanmakta ve çeşitli dağıtım kanallarıyla son kullanıcılara
ulaştırılana kadar depolara gönderilmektedir.
Yeni Ortaya Çıkan Tekniklere Genel Bakış
Proses Entegre Otomasyonlu Kaplama
Prosesin amacı proses maliyetleri ile çevresel etkilerini en aza indirmek için
elektro kaplama proseslerini üretime entegre etmektir.
Özellikle bu teknoloji çok sayıda üretilen silindir iş parçalarını tek tip hale getirmek
için uygundur. Anotun iş parçasına oturacak şekilde biçimlendirilmesi ve katot ve
anot arasında çok küçük bir mesafenin bırakılması ve bir yüksek alan
yoğunluğunun yaratılması söz konusudur.
Kaplama esnasında anot hızlı bir biçimde eğilerek elektrolit içinde bir türbülans
meydana getirir.
Söz konusu iki faktörün kombinasyonu elektro kaplamanın hızlı bir biçimde
gerçekleşmesini ve prosesin üretim hattı ile entegre olmasını sağlamaktadır.
Otomatik kapaklı sistem elektroliti iletmekte ve tükendiği zaman iptal etmektedir.
Geri yollanan elektrolitler için ayrı bir merkezi prosesleme sistemi üretim hattından
çıkan atığı ve atık suyu serbest bırakmaktadır. Prosesin otomasyonu personelin
çok fazla kimyasala maruz kalmayacağı anlamına gelmektedir.
Söz konusu prosesin avantajları :
a) Atık ve atık su olmadan proses hattında kaplama yapılması.
b) Yüzey veya tortu temizleme gibi ek kirlilik yükleri olmadan üretim
adımlarının atılması.
Yeni Ortaya Çıkan Tekniklere Genel Bakış
Yeni Ortaya Çıkan Tekniklere Genel Bakış
Darbeli Akım Kullanarak Sert Krom Uygulamalarında Altı
Değerlikli Krom Yerine Üç Değerlikli Krom Kaplamanın
Kullanılması
Proses basitleştirilmiş ve krom sülfat bazlı üç değerlikli krom
elektro kaplama kullanmaktadır.
Akım dalga şekli kişiye özel (patent verilecek) olup darbeli
ters akım içermektedir. Krom, 250 μm ‘’e kadar başarılı bir
şekilde çökelmiş olup, her kalınlıkta çökelebilmektedir.
Sertliği, çökelti hızı ve kalın kaplamalar için son işlem sonrası
durum, altı değerlikli krom solüsyonları bakımından aynıdır.
İnce tabakaların rengi (krommavisi) altı değerlikli ile aynıdır.
Yeni Ortaya Çıkan Tekniklere Genel Bakış
Substitution by trivalent chromium plating for hexavalent
chromium in hard chromium applications using modified
pulse current
Proseste Cr III solüsyonları için;
Düşük konsantrasyon;
Yüksek akım verimliliği, önceki nikel kaplama evrelerindeki sülfat ve
kloride tolerans göstermesi;.
Organik katkı maddelerinin olmaması aktif karbon ile solüsyonun
muhafaza edilmesi hususunu azaltacak ya da ortadan kaldıracaktır.
Bu proses altı değerlikli yerine geçmektedir. Böylelikle atık gaz ve atık
su arıtma işlemleri azalmaktadır. Solüsyon konsantrasyonları Cr (VI)
solüsyonlarından on kaç daha düşüktür.
Yeni Ortaya Çıkan Tekniklere Genel Bakış
Alüminyum ve Organik Elektrolitlerden Yapılan Alüminyum Alaşımlı
Kaplama
Çelik üzerine alüminyum kaplama üretilmesi imkanı, korozyona karşı yüksek koruma
sağlamasından dolayı oldukça caziptir.
Kadmiyum, çinko, nikel ve çinkonun pasifleştirilmesinde kullanılan krom gibi daha toksik
metallerin yerine de kullanılabilmektedir.
Ne var ki, elektromotif element serilerinde alüminyum için saf alüminyumun elektro
kaplamasının yapılması mümkün değildir.
Susuz solventlerle kullanılan kaplama teknolojisi laboratuvar ortamında ve pilot
uygulamalarda uzun yıllardır kullanılmaktadır.
Konvensiyonel ön işlem ( tortu ve yüzey temizleme) sonrasında, iş parçaları kızgın esterlerin
bulunduğu bir banyoda kurutulmaktadır. Elektrolitlerin hava ve su ile yüksek derecede
reaksiyon geliştirmesinden ötürü, prosesleme adımı tam kapalı bir tesiste atılmalıdır.
Çevresel faydalar şu şekildedir;
• Kadmiyum, çinko ve nikel gibi daha toksik metaller yerine alüminyumun
kullanılması,
• Herhangi bir elektrolit sızma, çalkalama veya atık ve atık su söz konusu değildir.
Çevresel Ana Konular
Hava Emisyonları
Hava emisyonları gaz, buhar, toz ve partikülleri içermektedir. Ana
kaynaklar, yüzey temizleme, sökme banyosu, kurutma, elektrolitik yağ
giderme banyosu, boyama, bireysel arıtma prosesleri ve bazı çalkalama
proseslerini içermektedir. (özellikle ısıtılarak veya püskürtülerek yapılması
durumunda) Partiküller mekanik proseslerden çıkmaktadır.
Havaya kimyasal partikül salan damlacıkların buharlaşması veya kimyasal
içeren tozların ortaya çıkması, parlatma vs. gibi mekanik proseslerdir.
Hava salınan zararlı maddeler kostik asit veya diğer kimyasallar ile yüklü
ayresol gibi ilgili proseslerden çıkan gazlardır. Örnek olarak NOX, HF, HCl,
kostik soda solüsyonu, sülfürik asit, krom
(VI) bileşenleri ve siyanit verilebilir..
Çevresel Ana Konular
Hava Emisyonları
Seri cilalamada, uçucu organik bileşenler grubu (VOC) en bağlantılı
emisyon kaynağını temsil etmektedir. Temelde boya uygulama veya boya
kurutma prosesleri esnasında ortaya çıkmaktadır.
VOC aynı zamanda boya seyreltme, araç temizleme vs. gibi işlemlerde
kullanılan solventlerden de ortaya çıkabilmektedir.
İlk kaplama için katotik batırmada, VOC emisyonları genel olarak kurutma
ya da egzoz gazı temizleme donanımları aracılığıyla çıkartılmakta ve
bertaraf edilmektedir.
Montaj aşamasında havaya salınan emisyonlar VOC, PM ve COX, NOX
gibi kaynak dumanları, O3 ve tozdan meydana gelmektedir.
Çevresel Ana Konular
Atık Su
Su ile yağ giderme proseslerinden çıkan ana emisyonlar:
Çalkalama suları;
Ayrıştırılmış yağ;
Kullanılan yağ giderici solüsyonlar.
Çalkalama suları ve yağ giderme banyo suları genellikle atık su arıtma
sisteminde beraber ber taraf edilmektedir.
Proses faaliyetlerinde üretilen atıkların çoğu büyük olasılıkla tehlikeli
olarak sınıflandırılacaktır. Sıvı atıklar depolanabilen ve imha edilebilen,
uzmanlara geri dönüşüm veya geri kazanım veya tehlikeli atık olarak imha
edilmek için gönderilebilen kullanılmış proses çözeltileridir.
Çevresel Ana Konular
Atık Su
Katı atıklar (suyu alınmış ve kuruyan çamurlar) atık su arıtmasından ve proses
çözeltisi arıtmasından elden edilmektedir. (Çözünebilir tuzlar olarak) metaller katı
ve sıvı atıklardan geri kazanılabilmektedir.
Üretilen atık aşağıdakiler dahil özel atıkları içermektedir:
yıkamadan ve mekanik işlemeden çıkan atıklar;
yağ temizleme işlemlerinden çıkan atıklar (potansiyel olarak kanserojen
malzemeler olan Önem Arz eden Kimyasallar (CHC’ler) gibi);
boyama işlemlerinden çıkan atıklar, atık boya ve sertleşmiş vernik;
demir metalleri ve plastik talaşı;
polifeniletilen eter (PPE) bakımı, temizliği ve değiştirilmesinden
çıkan atıklar (PPE).
Çevresel Ana Konular
Atık Su
Proses suları aşağıdaki şekilde yönetilebilir:
Proses suları
arıtılmaktadır.
çoğu zaman
tesisin
içindeki atık su
arıtma
tesislerinde
Boşaltma genellikle belediyenin atık su arıtma tesislerine veya,
atık su belli bir standart kadar arıtılırsa, doğrudan yüzey sularına yapılır.
Etkiler aşağıdakilerden kaynaklanabilir:
kötü yönetim ve bakım,
yatırım yapılmaması
Kötü bakım ve temizlik, veya depolama konteynerlerinin ve proses
tanklarının
arızaları
dahil,
çözeltilerin
yükleme,
boşaltma
ve
depolanmasındaki kazalar, yüzey sularında akut kirletici boşaltmalara, aynı
şekilde, yer altı sularını ve toprakları etkileyen kronik ve akut kirlenme
olaylarına yol açar.
Çevresel Ana Konular
Atık Su
Su kullanımı da önemli bir sorundur. Alınan suyun önemli bir oranı bir
sonraki prosesin kirlenmesini önlemek için proses aşamaları arasında
durulamada kullanılmaktadır. Bazı tesislerde, soğutmada önemli ölçüde
su kullanılmaktadır.
Atık su kullanılan reaktifler ve proseslerden gelen parçalama ürünleri
tarafından kirletilir. Söz konusu ana içerikler metal iyonları (katyonlar) olup
bunlar siyanürler ve kromatlar gibi konservatif ve toksik anyonlardır.
Çevresel Ana Konular
Atık ve Yan Ürünler
Tehlikeli ve tehlikesiz atıklar uygun konteynerlere alınmalı, geçici
depolama alanların a yerleştirilmeli ve tasnif edilmelidir.
Tozlar zımparalama ve cilalamadan üretilmekte olup genellikle aşındırıcı
partikülleri ile aşındırılan alt katmanın bir karışımıdır. Bunlar dış ortama
çıkartıldığında sağlık, güvenlik ve çevre etkileri hakkındaki yasa
sınırlamaları için kontrol altında tutulmalıdır. Toplanan tozların atıklar gibi
imha edilmesi gerekmektedir ve tehlikeli olabilirler.
Aşındırıcı püskürtme katı atıklar oluşturur; demir dışı metallerle, bu atıklar
(aşındırıcı ve metallerden çıkan aşınmış malzeme karışımı) tehlikeli
olabilir.
Çevresel Ana Konular
Enerji Tüketimi
Elektrolitik ve diğer elektro-kimyasal reaksiyonlarda (diğerlerine ek olarak, elektrokaplama ve anodik oksidasyon) elektrik tüketilir. Elektrik aynı zamanda proses
tesisini ve pompa, taşıma ekipmanı, diğer motorlar ve kompresörler gibi ekipmanı
çalıştırmak için kullanılır. Ayrıca ek tank ısıtması (dalgıç ısıtıcılarla), aynı şekilde,
tesislerin ısıtılması ve aydınlatması için de kullanılır.
Ayrıca, işlem çözeltilerinin içinden elektrik akımı geçirildiğinde enerji ısı olarak ta
kaybolur: bazı kimyasal prosesler diğerlerine göre daha az enerji etkindir.
Enerji aynı zamanda proses banyolarının sıcaklığını yükseltmede ve kurutma
bileşenleri ve diğer ısıtma faaliyetleri için de tüketilmektedir. Buharlaşmayla ve
ekipmandan ışıma ısısı olarak kayıplar meydana gelir. Enerji aynı zamanda
işlenen parçayı veya alt katmanı kurutmada ve proses dumanlarını dışarıya
çıkartmada da kullanılır.
Soğutma açık akışta veya bazı soğutma kulelerinde önemli miktarda su tüketebilir
ve sızdırmaz soğutma sistemlerinde elektrik tüketilir.
Çevresel Ana Konular
Diğer Konular
Gürültü: yüzey işlemleri büyük gürültü çıkaran bir iş değildir. Bununla
birlikte, bazı faaliyetler ve zımparalama, cilalama, aşındırıcı kumlama,
çapak giderme ve tamburda yuvarlama gibi bunlarla ilişkili faaliyetler
belirgin bir gürültü üretir. Bunlar metal bileşenlerin sehpalardan indirilmesi,
veya taşlama ve cilalamanın sürekli gürültüsü veya dışarıya yerleştirilen
fan ve motorların gibi zirve yapabilir.
Koku: bu bazı faaliyetlerle, özellikle asit dumanları ve bilhassa metal
katmanlarının kazınması ile ilişkili olabilir. Etki yürütülen faaliyetin tipine ve
boyutuna, herhangi bir çıkarma sisteminin tasarımına ve çalışmasına (örn,
baca yüksekliği) ve konutlar gibi alıcıların yakınlığına bağlı olacaktır.