1st International Conference on Engineering Technology and Applied Sciences
Afyon Kocatepe University, Turkey 21-22 April 2016
Kızılçam Kozalağı Tozu İçeren Fren Balatası Üretiminde Sıcak Presleme
Basıncının Tribolojik Özelliklere Etkisi
Kürşat KAHYA1*, İlker SUGÖZÜ2, Hüseyin ŞEVİK3
Özet: Günümüze kadar yapılan araştırmalara göre otomotiv fren balatasının sürtünme-aşınma özellikleri; aracın sürüş
koşulları, balatanın içeriği ve balatanın üretim parametreleri gibi çeşitli faktörlere bağlı olarak değişmektedir. Bu
çalışmada, balata üretim parametrelerinden sıcak presleme basıncının, balatanın tribolojik özelliklerine etkisi
araştırılmıştır. Aynı içeriğe sahip üç adet numunenin diğer üretim parametreleri aynı kalmak koşuluyla sıcak presleme
için birincisi 100 bar, ikincisi 125 bar, diğeri ise 150 bar basınç uygulanarak üretilmiştir. Üretilen numunelerin
sürtünme karakteristikleri pin-on-disk tipi sürtünme test cihazı kullanılarak elde edilmiştir. Numunelerin özgül aşınma
oranı, sertlik ve yoğunluk değerleri belirlenerek birbiriyle kıyaslanmıştır. Buna göre üretilen balataların standartlara
uygun olduğu ve sıcak presleme basıncının ise frenleme performansında etkili olduğu sonucuna varılmıştır.
Anahtar Kelimeler: Kızılçam kozalağı, Fren balatası, Sürtünme, Aşınma, Triboloji
The Effect to Tribological Properties of the Hot Pressing Pressure in the
Production of Brake Lining Containing Pinus Brutia Cone Dust
Abstract: According to researches carried out to date, the tribological behaviors of the brake lining change depending
on various factors, such as driving conditions, brake lining formulation and manufacturing parameters. In this study,
the effect to tribological properties of the hot pressing pressure, which is one of the lining production parameters was
investigated. For the hot pressing, on the condition that other production parameters should be same, the three samples
with the same content were produced by applying hot press respectively the first 100 bar, the second 125 bar and the
other 150 bar. The friction characteristics of the produced samples were obtained by using pin-on-disk type friction
tester. The specific wear rate of the samples was compared with each other and also their hardness and density values
were determined. It is concluded that the produced pads according to this practice comply with the standards and the
hot-pressing pressure is effective in braking performance.
Key Words: Pinus brutia cone dust, Brake lining, Friction, Wear, Tribology
1 GİRİŞ
Toz metalurjisi (TM) imalat tekniğinin kullanımı
gün geçtikçe mühendislik malzemelerinin üretiminde
artmaktadır. Toz teknolojisindeki gelişmeler, farklı
presleme teknikleri ile kompleks şekilli parçaların
yüksek üretim hızında, yüksek kalitede, düşük boyutsal
toleransta ve ekonomik olarak üretimine olanak
sağlamaktadır.
TM
üretim
tekniğinin
temel
avantajlarından birisi, diğer üretim yöntemleri ile
üretilmesi zor olan malzemelerin üretilebilmesidir [1-4].
TM yöntemi bir kalıp içerisinde tozların preslenmesi ve
toz parçacıklarının bağlanmasını sağlamak için
sinterlenme basamaklarını içerir. TM yöntemi, preslemesinterleme veya sıcak presleme uygulanarak birçok
şekilde metal matrisli kompozitin (MMC) üretildiği
büyük bir endüstridir. Toz metalurjisi ürünleri basit
silindirik miller, yataklar, filtreler, dişli çarklar gibi girift
parçaların üretimini de kapsar [5-7].
TM yöntemleri ile presleme genellikle oda
sıcaklığında yapılmaktadır. Son yıllarda oda sıcaklığı
üzerindeki ortamlarda da sıcak presleme ile parça
üretimi yapılmaktadır. Yapılan bazı çalışmalarda, daha
düşük presleme basınçlarında oda sıcaklığına göre daha
yüksek ham yoğunluğun daha az sürtünme (kalıp duvarı
sürtünmesi) ile elde edildiği görülmüştür [8].
Bu çalışmada; balata üretim parametrelerinden
sıcak presleme basıncının balata üzerindeki etkisini
incelemek amacıyla aynı içerikli üç numune üç farklı
presleme basıncı uygulanarak (100, 125 ve 150 bar)
üretilmiş ve üretilen numunelerin tribolojik özellikleri
incelenmiştir.
2 MATERYAL VE METOT
2.1 Numune Üretimi
Balataların üretiminde asbest içermeyen takviye
malzemeleri kullanılmıştır. Üretim esnasında malzeme
oranları belirlemede kütlesel oran esas alınmıştır. Tablo
1’de belirlenen oranlarda hazırlanan karışımların
homojenliğini sağlamak için 300 dev/dk hızda 10 dakika
mikserde karıştırılmıştır. Soğuk presleme işlemi, 25,4
mm çapında bir kalıpta, 80 bar basınçta, 2 dakika
sıkıştırma ile tamamlanmıştır. Ön şeklini almış balata
numuneleri 100, 125 ve 150 bar gibi farklı basınçlarda
150°C sıcaklıktaki pişirme kalıbında 60 saniye
aralıklarla havalandırılması yapılarak 10 dakika sürede
pişirilmiştir. Böylece sıcaklık neticesinde balata
bileşenlerinin oluşturduğu reaksiyonlar sonucu meydana
gelen buharların ve gazların dışarı atılması sağlanmıştır.
1st International Conference on Engineering Technology and Applied Sciences
Afyon Kocatepe University, Turkey 21-22 April 2016
Tablo 1. Numune içeriği
Malzeme
Kütlesel (%)
Fenolik reçine
Kızılçam
kozalağı tozu
Çelik yünü
Grafit
Maun cevizi
(cashew) tozu
Pirinç talaşı
Bakır talaşı
Alümina
Barit
12
8
15
7
10
devir/dk hızda, 7 bar basınç altında, 1 saniye aralıklarla
600 saniye kaydedilmiştir ve sürtünme katsayısı-zaman
grafiklerine dönüştürülmüştür. Böylece TS 555 [9]’da
fren balatalarının sürtünme katsayısının belirlenmesinde
uygulanan basınç sabit olarak uygulanmış olup hiçbir dış
etkiye maruz kalmadan sürtünme katsayısı ve zaman
değişimi incelenmiştir. Her balata numunesine ait deney
sonunda balata hassas terazide tartılarak kütle kaybı
bulunmuştur.
5
8
5
30
Balata üretim parametreleri Tablo 2’de
verilmiştir. 100, 125 ve 150 bar sıcak presleme basıncı
uygulanan numuneler sırasıyla B1, B2 ve B3 olarak
kodlanmıştır.
Tablo 2. Numunelerin üretim parametreleri
İşlemler
Karıştırma
Soğuk
Şekillendirme
Sıcak
Şekillendirme
B1
Zaman (dk)
Zaman (dk)
Sıcaklık (°C)
Basınç (bar)
Zaman (dk)
Sıcaklık (°C)
Basınç (bar)
B2
B3
10
2
Ortam sıcaklığı
80
10
150
100 125 150
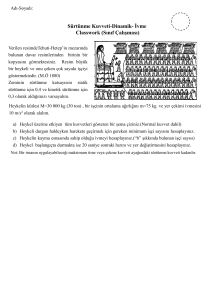
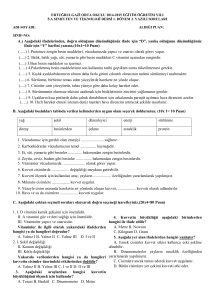
2.2 Deney Düzeneği
Numunelerin
sürtünme
katsayısı-zaman
karakteristiklerinin belirlenmesinde Şekil 1’de verilen
sürtünme katsayısı, fren kuvveti, hidrolik sistem basıncı,
balata yüzey sıcaklığı değerlerini deney esnasında
bilgisayar ortamına aktarabilen deney seti kullanılmıştır.
Deney düzeneğinde dönme sırasında balata ile
fren diski arasındaki sürtünme kuvvetini ölçmek için yük
hücresi kullanılmıştır. Böylece diskin dönmesi sırasında
fren balatasına uygulanan basınçtan doğan sürtünme
kuvvetinden dolayı balatanın da disk ile beraber dönme
isteği dikkate alınarak, döndürme kuvveti elektronik
olarak ölçülmüştür. Deney düzeneğindeki fren diskinin
istenilen hız ve devirlerde kullanılabilmesi için hız
ayarlayıcı mevcuttur. Deneylerin standartlara uygun
olarak yapılabilmesi için deney düzeneğine disk yüzey
sıcaklığını belirlemek için her saniyede bir veri alabilen,
-50 ile 1000°C aralıklarında çalışabilen temassız (IR)
termometre konulmuştur. Deney işlemlerinde 116 HB
(41.86 HRA) sertlikte ve 280 mm çapında gri dökme
demirden üretilmiş fren diski kullanılmıştır.
2.3 Deney Şartları
Üretilen balatalar, 5 bar basınç altında 3 m/s
hızda numune yüzeyinin % 95'i disk yüzeyine temas
edinceye kadar sürtünme yüzeylerinin örtüşmesini
sağlamak amacıyla çalıştırılmıştır. Deneyler 7 bar balata
yüzey basıncında ve 700 devir/dk hızda yapılmıştır.
Deney sırasında sürtünme katsayısı ve zaman değerleri
kaydedilmiştir. Her numune için sürtünme katsayısı, 700
Şekil 1. Sürtünme test cihazı
2.4 Sürtünme Katsayısı ve Aşınma Oranı
Hesaplamaları
Balatalara uygulanan kuvvet ve test cihazından
elde edilen sürtünme kuvveti dikkate alınarak sürtünme
katsayısı TS 555'e göre [9] denklem (1)'de verilen
formülle hesaplanmıştır.
(1)
Burada; fs sürtünme kuvveti, fn ise balata
yüzeyine uygulanan normal kuvvettir ve denklem (2) 'ye
göre hesaplanır.
(2)
Denklem (2) 'de; P uygulanan basınç (MPa), A ise
balatanın sürtünen yüzey alanı (mm2) dır.
Sürtünme testi öncesi ve sonrası her bir
numunenin kütleleri belirlenerek özgül aşınma oranı TS
555'e göre [9] denklem (3)'de verilen formül kullanılarak
hesaplanmıştır.
(3)
Burada; V özgül aşınma oranı (cm3/Nm), R
balatanın merkezi ile diskin merkezi arasındaki mesafe
(m), m1 ve m2 sırasıyla balatanın test öncesi ve test
sonrası kütlesi (g), n test boyunca diskin toplam dönme
sayısı, ρ balatanın yoğunluğu (g/cm3) ve fs ortalama
sürtünme kuvveti (N) dir.
Numunelerin sürtünme kararlılığı (%) denklem
(4)' e göre hesaplanmıştır [10].
1st International Conference on Engineering Technology and Applied Sciences
Afyon Kocatepe University, Turkey 21-22 April 2016
(4)
Burada; FS numunenin sürtünme kararlılığı (%),
µ ort ortalama sürtünme katsayısı, µ maks ise test boyunca
elde edilen maksimum sürtünme katsayısı değeridir.
2.5 Sertlik ve Yoğunluk Ölçümleri
Sertlik ölçme işlemlerinde batıcı uç olarak çapı
2.5 mm olan çelik bilye uç kullanılmıştır. Uygulanan yük
62.5 kgf (612.9 N) olarak alınmıştır. Sertlik ölçümleri,
numunelerin
sürtünen
yüzeyinde
yapılmıştır.
Numunelerin boyutları Ø25.4 × 9 mm olduğu için
yüzeyin orta ve kenara yakın noktalarından değerler
alınarak hesaplanmıştır. Her numune için farklı
bölgelerden alınan ölçüm değerlerinin aritmetik
ortalaması alınmıştır [11].
Numunelerin yoğunluk ölçümleri su içinde
Arşimet prensibi ile belirlenmiştir.
3 BULGULAR
Bu
çalışmada
farklı
sıcak
presleme
basınçlarında üretilen balataların sürtünme katsayısızaman arasındaki ilişki incelenmiştir. TS 555'de
belirtildiği gibi [9] deneylerde aynı içeriğe sahip 5 adet
deney parçasından elde edilen sonuçların aritmetik
ortalaması alınacağı göz önünde bulundurularak toplam
15 adet numune üretilmiştir. Numunelerin zamana bağlı
sürtünme katsayısı grafikleri Şekil 2, Şekil 3 ve Şekil
4'de gösterilmiştir.
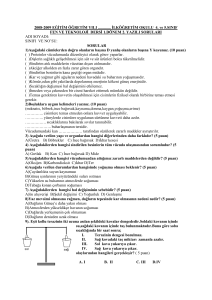
Şekil 2. 100 bar sıcak presleme basıncına sahip
numunenin zamana bağlı sürtünme katsayısı grafiği
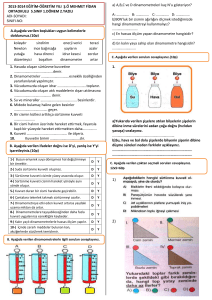
Şekil 3. 125 bar sıcak presleme basıncına sahip
numunenin zamana bağlı sürtünme katsayısı grafiği
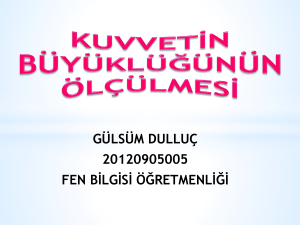
Şekil 4. 150 bar sıcak presleme basıncına sahip
numunenin zamana bağlı sürtünme katsayısı grafiği
Fren
balatalarından
istenen
en
önemli
özelliklerden biri frenleme esnasında sürtünmeden
dolayı açığa çıkan ara yüzey sıcaklığındaki artışa bağlı
olarak sürtünme katsayısındaki değişimin minimum
seviyede olmasıdır [12,13]. Sürtünme kararlılığı (%)
değeri mümkün olduğu kadar yüksek ve 100 e yakın
olmalı, elde edilen eğrinin eğim ve dalgalanmaları ise
minimum olmalıdır [10].
Grafikler incelendiğinde ortalama en düşük
sürtünme katsayısı 0,346 değerini 150 bar sıcak pres
basıncına sahip olan B3 kodlu numune verirken ortalama
en yüksek sürtünme katsayısı 0,375 değerini 100 bar
sıcak presleme basıncına sahip B1 kodlu numune
vermiştir.
Şekil 2, 100 bar sıcak presleme süresine sahip B1
kodlu numunenin zamana bağlı olarak sürtünme
katsayısı değişimini göstermektedir. Balata ile disk ara
yüzeyinde meydana gelen sıcaklık en düşük 40 °C, en
yüksek ise 115 °C 'dir. Ortalama sürtünme katsayısı
değeri 0.375 ve sürtünme kararlılığı %81.5'dir.
Şekil 3'de 125 bar sıcak presleme basıncına sahip
B2 kodlu numunenin zamana bağlı olarak sürtünme
katsayısı değişimi gösterilmektedir. Balata ile disk ara
yüzeyinde meydana gelen sıcaklık en düşük 22 °C, en
yüksek ise 102 °C 'dir. Ortalama sürtünme katsayısı
değeri 0.348 ve sürtünme kararlılığı %73.6'dır.
Şekil 4'de ise 150 bar sıcak presleme basıncına
sahip B3 kodlu numunenin zamana bağlı olarak
sürtünme katsayısı değişimi gösterilmektedir. Balata ile
disk ara yüzeyinde meydana gelen sıcaklık en düşük 40
°C, en yüksek ise 121 °C 'dir. Ortalama sürtünme
katsayısı değeri 0.346 ve sürtünme kararlılığı %77.1'dir.
Grafikler incelendiğinde sürtünme katsayısında az
miktarda düşme şeklinde inişli çıkışlı sürekli bir değişim
görülmektedir. Anderson [14] bunun sebebini, sürtünme
süresince disk yüzeyindeki temas bölgelerinin içine
doğru ısının periyodik olarak sürekli değişmesinden
kaynaklandığını belirtmiştir. Bu etkiden dolayı sürtünme
katsayısında sürekli bir değişim meydana gelir. Ayrıca
bu durumu Stachowiak ve Batchelor [15] sürtünme
çiftlerinin yüzeyindeki pürüzlerde birleşme olması ve
büyümesi ile açıklar. Bu durumda bir yapışma bir
bırakma hali sürekli tekrarlanır, bu da sürtünme
katsayısında sürekli artma ve azalmaya neden olur.
Sürtünme testi sonuçları incelendiğinde balata ile
disk ara yüzeyinde meydana gelen sıcaklığın sürtünme
kararlılığını doğrudan etkilediği görülmüştür. Fren balata
1st International Conference on Engineering Technology and Applied Sciences
Afyon Kocatepe University, Turkey 21-22 April 2016
malzemelerinde sürtünme kararlılığının yüksek olması
istenir. En yüksek sürtünme kararlılığı değeri, 100 bar
basınç uygulanarak üretilen B1 kodlu numunede
görülmüştür.
Tablo 2. Numunelerin aşınma-sürtünme özellikleri
Numune
Kodu
B1
B2
B3
Ortalama
sürtünme
katsayısı (µ ort)
0.375
0.348
0.346
Özgül aşınma
oranı
(cm3/Nm)
1.751x10-6
1.632x10-6
2.025x10-6
Sürtünme
kararlılığı
(%)
81.5
73.6
77.1
Literatürde sürtünme katsayısının (µ), sürtünme
kuvveti ve disk-balata ara yüzey sıcaklığına bağlı olarak
0.1 ila 0.7 arasında değiştiği vurgulanmıştır [16].
Sürtünme-aşınma testlerinden elde edilen sonuçların
literatüre paralel ve TS 555'e uygun olduğu görülmüştür.
Numunelerin
fiziksel
özellikleri
arasında
bağlantılar tespit edilmiştir. Buna göre yoğunluk, sertlik
ile doğru orantılıdır. Ayrıca sertliği yüksek olan
numunelerin ortalama sürtünme katsayısında artış
görülmüştür. Numunelerin sertlik ve yoğunluk değerleri
Tablo 3'de verilmiştir.
Tablo 3. Numunelerin fiziksel özellikleri
Numune kodu
B1
B2
B3
Yoğunluk (g/cm3)
2.229
1.747
1.838
Sertlik (HB)
35
31
32
4 SONUÇLAR ve TARTIŞMA
Sıcak pres yöntemiyle hazırlanan, üç farklı sıcak
presleme basıncında üretilen balata örneklerinde;
• B1, B2 ve B3 kodlu numunelerin, sürtünme
katsayısı-sıcaklık deneylerinde B1 kodlu numune
diğer numunelere göre daha iyi sonuç
sergilemiştir. Yani 100 bar sıcak presleme basıncı
balatayı oluşturan malzemeler için uygundur.
• 100 barın üstündeki basınçlarda üretilen
balatanın sürtünme karakteristiği olumsuz
etkilenmiştir.
• Balataların yoğunlukları, katkı maddelerinin
miktar ve yoğunluklarından etkilenmekle birlikte
sıkıştırma basıncının da etkisi olduğu sonucuna
varılmıştır.
• Numune balatalar ile disk ara yüzeyinde
meydana gelen sıcaklığın sürtünme kararlılığını
doğrudan etkilediği görülmüştür.
Teşekkür
Bu çalışma, Mersin Üniversitesi Bilimsel
Araştırma Projeleri (BAP) Koordinatörlüğü tarafından
2015-TP2-1167 nolu yüksek lisans tez projesi olarak
desteklenmiştir.
REFERENCES
[1] Schneider, L.C.R., Hainsworth, S.V., Cocks,
A.C.F., Fitzpatrick, M.E., (2005). Neutron
diffraction measurements of residual stress in a
powder metallurgy component, Scripta Materialia,
vol. 52, p. 917–921.
[2] Çetinkaya, Ş., Oktay, E., (2006).Karbon katkılı ön
alaşımlı demir tozlarından üretilen malzemelerin
elastik özellikleri. 13. Uluslararası Metalurji ve
Malzeme Kongresi. İstanbul, ss:876-881.
[3] Turhan, H., Yıldız, T., Gülenç, B., (2007). Toz
Metalurjisi ile Üretilen Cu/FeMnp ve Cu/FeCrp
Metal Matrisli Kompozitlerin Mikroyapı ve
Mekanik Özellikleri, Fırat Üniv. Fen ve Müh. Bil.
Dergisi, Cilt:19, Sayı:4, ss:569-574.
[4] Somunkıran, İ., Özel, S., Kurt, B., (2005). Fe
Esaslı Mo, Ni, Cu Toz Alaşımına İlave Edilen Cu
Miktarının
Aşınma
Direncine
Etkisi.
4.
Uluslararası İleri Teknolojiler Sempozyumu.
Konya, Cilt:2, ss:903-907.
[5] Eroğlu, M., Mahmutğlu, S.H., (2006). Yüzeyi
alaşımlandırılmış düşük karbonlu çeliklerin toz
metalurjisi Yöntemiyle üretilmesi. 13. Uluslararası
Metalurji ve Malzeme Kongresi. İstanbul, ss:832839.
[6] Narayanasamy, R., Ramesh, T., Pandey, K.S.,
(2006). Workability studies on cold upsetting of
Al–Al2O3 composite material, Materials and
Design, Cilt:27, Sayı:7, ss:566-575.
[7] Kinet, A., Tabakalı kompozit malzemelerin serbest
titreşim analizi, Dokuz Eylül Üniversitesi Makine
Müh., Araştırma Projesi, 2008.
[8] Ekşi, A.K.,Bircan, D.A. ve Sonsino, C.M., (2007).
Alumix 431 tozunun (Al7XXX) soğuk ve ılık
preslenmesi üzerine bir çalışma, Gazi Üniv. Müh.
Mim. Fak. Der., Cilt:22, No:2, ss:337-345.
[9] TS 555, (1992). Karayolu Taşıtları-Fren
Sistemleri-Balatalar-Sürtünmeli
Frenler
İçin.
Ankara, Türk Standartları Enstitüsü.
[10] Bijwe, J., Aranganathan, N., Sharma, S., Dureja,
N., Kumar, R. (2012). Nano-abrasives in friction
materials-influence
on
tribological
properties. Wear, vol. 296, ISSN 0043-1648 p.
693-701
[11] Sugözü, I. (2015). Investigation of using rice husk
dust and ulexite in automotive brake
pads. Materials Testing, vol. 57(10), ISSN 00255300 p. 877-882.
[12] Persson, B. N. J., (1994). Theory of Friction - the
Role of Elasticity in Boundary Lubrication,
Physical Review B, 50 (7), 4771-4786.
[13] Tabor, D., (1996). Friction as a dissipated process,
Friction of organic polymers in fundamentals of
friction, Macroscopic and Microscopik Processes,
3, 220.
[14] Anderson, A. E., (1992). Friction and Wear of
Automotive Brakes, USA, Friction, Lubrication
and Wear Technology ASM Handbook.
1st International Conference on Engineering Technology and Applied Sciences
Afyon Kocatepe University, Turkey 21-22 April 2016
[15] Stachowiak, G. W. ve Batchelor, A. W., 2001,
Adhesion and adhesive wear, In: Engineering
Tribology, Eds, A.B.D: Butterworth-Heinemann, p.
533-553.
[16] Moore, D. F., 1975, Princippless and Application
Tribology, Oxford, Pergamon Press, p. 109-156.
Authors addresses
1
Kürşat KAHYA, Kızılçam Kozalağı Tozu İçeren Fren
Balatası Üretiminde Sıcak Presleme Basıncının
Tribolojik Özelliklere Etkisi, Mersin Üniversitesi, Fen
Bilimleri Enstitüsü, Mersin, Türkiye
[email protected]
2
İlker Sugözü, Kızılçam Kozalağı Tozu İçeren Fren
Balatası Üretiminde Sıcak Presleme Basıncının
Tribolojik Özelliklere Etkisi, Mersin Üniversitesi,
Teknoloji Fakültesi, Otomotiv Mühendisliği Bölümü,
Mersin, Türkiye
[email protected]
3
Hüseyin ŞEVİK, Kızılçam Kozalağı Tozu İçeren Fren
Balatası Üretiminde Sıcak Presleme Basıncının
Tribolojik Özelliklere Etkisi, Mersin Üniversitesi,
Mühendislik Fakültesi, Metalurji ve Malzeme
Mühendisliği, Mersin, Türkiye
[email protected]
Contact person
*
Kürşat KAHYA, Kızılçam Kozalağı Tozu İçeren Fren
Balatası Üretiminde Sıcak Presleme Basıncının
Tribolojik Özelliklere Etkisi, Mersin Üniversitesi, Fen
Bilimleri Enstitüsü, Mersin, Türkiye
[email protected]