Shigley’s Mechanical Engineering Design
Richard G. Budynas and J. Keith Nisbett
Makine Mühendisliği Tasarımında
Malzemeler
Hazırlayan
Prof. Dr. Mehmet Fırat
Makine Mühendisliği Bölümü
Sakarya Üniversitesi
Prof. Dr. Mehmet Fırat
1
Shigley’s Mechanical Engineering Design 9th Edition in SI units
Richard G. Budynas and J. Keith Nisbett
Bölüm
Anahatları
Malzemeler
2-1
Malzeme Dayanımı ve Rijitliği
2-2
Malzeme Özelliklerinin İstatistiksel Önemi
2-3
Dayanım ve Soğuk İş
2-4
Sertlik
2-5
Darbe Özellikleri
2-6
Sıcaklık Etkileri
2-7
Numaralandırma Sistemleri
2-8
Kum Kalıba Döküm
2-9
Kabuk Döküm
2-10
Hassas Döküm
2-11
Toz Metalurjisi Prosesi
2-12
Sıcak İş Prosesleri
2-13
Soğuk İş Prosesleri
2-14
Çeliklerin Isıl İşlemi
2-15
Alaşımlı Çelikler
2-16
Korozyon Dirençli Çelikler
2-17
Döküm Malzemeleri
2-18
Demir Dışı Metaller
2-19
Plastikler
2-20
Kompozit Malzemeler
2-21
Malzeme Seçimi
Prof. Dr. Mehmet Fırat
2
Bir makine parçasının ya da yapısal elemanın malzeme seçimi,
tasarımcılar tarafından verilen en önemli kararlardan birisidir. Bu karar genellikle
parça ölçüleri belirlenmeden verilir.
İstenilen geometri ve malzeme (bu ikili ayrı düşünülemez) seçildikten
sonra, parça ölçüleri verilebilir böylece fonksiyon yitirme işleminden kaçınılabilir
veya fonksiyon yitirme kabul edilebilir bir risk seviyesine gelebilir
Bir makine elemanının gerilme ve deformasyonların tahmini, parçanın
yapıldığı malzemenin özelliklerine dayanır.
Gerilme / sehim kriteri haricinde tasarımda dikkate alınacak hususlar:
•Estetik özellikler,
•Korozyon direnci,
•Sıcaklık etkileri
•Malzeme/proses maliyeti
•Bir çok diğer faktör
Prof. Dr. Mehmet Fırat
3
Malzeme Dayanımı ve Rijitliği
Standart çekme testi tasarımda kullanılan malzeme özellikleri ve mukavemetinin/
dayanımının elde edilmesinde kullanılır.
P
A0
A0
1 2
d 0
4
(Numunenin ilk alanı)
Tipik bir çekme numunesi. Kullanılan bazı standart ölçüler; d0 için 2.5, 6.25, 12.5
mm ve 0.505 in. Bunların dışında başka kesitler ve ölçüler de kullanılmaktadır.
Genellikle kullanılan ilk boy (l0) uzunlukları 10, 25 ve 50mm ve 1, 2 in.
Prof. Dr. Mehmet Fırat
4
Gerilme σ=P/A0
Malzeme Dayanımı ve Rijitliği: Standart çekme testi
Gerinim ε
Gerinim ε
(a) Sünek malzeme
(b) Gevrek malzeme
Standart çekme testinden elde edilen gerilme-gerinim diyagramı
l l0
Normal gerinim şu şekilde hesaplanabilir:
l0
pl noktasına orantısal limit denilir. Lineer kısımda, tek eksenli gerilme-gerinim ilişkisi
Hooke yasası ile ifade edilir:
E
Prof. Dr. Mehmet Fırat
5
Malzeme Dayanımı ve Rijitliği: Standart çekme testi
Gerilme-gerinim eğrisinin lineer kısmının eğimi E, Young modülü ya da elastisite
modülü olarak adlandırılır.
E, malzemenin rijitliğinin bir ölçüsüdür, gerinim birimsiz olduğundan E’nin
birimi gerilme ile aynıdır.
Örneğin:
Çelik ısıl işlemden, karbon oranından ve alaşımlandırmadan bağımsız
olarak yaklaşık 207 GPa elastisite modülü değerine sahiptir.
el noktası elastik limit olarak adlandırılır. Eğer numune bu noktadan sonra
yüklenmeye devam edilirse şekil değişimi plastik olur ve yük kaldırıldığında
malzeme kalıcı şekil değişimine uğramış olur. pl ve el noktalarının arasında
malzeme elastik olarak şekil değiştirmesine rağmen diyagram tam olarak lineer
değildir.
Prof. Dr. Mehmet Fırat
6
Malzeme Dayanımı ve Rijitliği: Standart çekme testi
Çekme testi süresince, bir çok malzemede gerilmeden bağımsız olarak gerinimin
hızlı bir şekilde arttığı bir nokta görülür. Bu noktaya akma gerilmesi adı verilir.
Her malzeme, özellikle gevrek malzemeler, belirgin bir akma noktasına sahip
değildir.
Bu nedenle, akma gerilmesi Sy genellikle ofset metodu ile belirlenir, bu
ofset değeri ilk boy değerinin yüzde 0.2(=0.002)’si olarak alınabilir.
Maksimum çekme dayanımı Su or Sut gerilme-gerinim diyagramındaki
gerilmenin en yüksek değere ulaştığı noktadır.
•Bazı malzemelerde maksimum gerilmeye ulaşıldıktan sonra gerilme düşme
eğilimi gösterir ve malzemeler diyagramda gösterilen f noktasında kırılırlar.
•Bazı dökme demirler ve yüksek mukavemetli çelikler gibi diğer malzemeler f
ve u noktalarının aynı olduğu zamanda, gerilme-gerinim eğrisi hala artışta
iken, kırılırlar.
Prof. Dr. Mehmet Fırat
7
Malzeme Dayanımı ve Rijitliği: Basma testi
Basma testlerinin kontrolü daha zordur ve numune geometrisi çekme testinden
farklıdır. Bunun nedeni çekme numune geometrisi basma sırasında burkulabilir ve
gerilmelerin homojen olarak dağıtılması oldukça zor olur. Diğer zorluklar ise sünek
malzemelerde akmadan sonra fıçılaşma oluşmasından kaynaklanır.
Sünek malzemelerin çoğunda basma dayanımları yaklaşık olarak çekme
dayanımları ile aynıdır.
Dökme demir gibi malzemelerde çekme ve basma dayanımları arasında önemli
farklar mevcuttur. Çekme ve basma dayanımları ayrı ayrı değerlendirilmelidir Sut :
çekme dayanımı Suc: basma dayanımı, basma dayanımı pozitif olarak alınmıştır.
Prof. Dr. Mehmet Fırat
8
Malzeme Dayanımı ve Rijitliği: Dairesel çubukların burulma testi
Burulma dayanımı dairesel çubukların burulması sırasında tork ve burma açısı elde
edilerek bulunur. Sonuçlar tork-burulma diyagramı olarak elde edilir. Numunelerde
kayma gerilmeleri radyal bölgeye göre lineerdir. Aynı zamanda kayma gerilmeleri,
kesit merkezinde sıfır, dış kısımlarda ise maksimumdur.
Maksimum kayma gerilmesi max burulma açısı θ ile şu şekilde ilişkilidir; max
Gr
l0
Burada θ radyan cinsindendir, r numune yarıçapı, l0 ilk boy ve G ise kayma(rijitlik)
modülüdür.
Tr
Maksimum kayma gerilmesi uygulanan tork (T) ile de ilişkilidir; max
Burada J kesit alanın polar atalet momentidir.
J
1 4
J r
2
Kayma modülü elastik limit gibi bulunabilir ve burulma akma gerilmesi Ssy burulma testi
için kırılma modülünü tanımlar.
Tu r
Tork-burulma diyagramındaki maksimum nokta Tu’dur. Ssu
J
Prof. Dr. Mehmet Fırat
9
Mühendislik Gerilme-Gerinim Eğrisi
el noktasına elastik limit denilir.
•
Sy akma noktasıdır.
•
a noktası genellikle ilk boyun %0.2’sidir.
•
Su or Suy noktaları maksimum çekme dayanımıdır.
Gerilme σ=P/A0
•
Gerinim ε
Gerinim ε
Prof. Dr. Mehmet Fırat
10
•
Mühendislik gerilmesi hesabı yük
uygulanmadan önceki orijinal kesit
alanına bağlıdır.
•
Gerçekte, yük uygulandıkça kesit alanı
daralır, bu nedenle gerçek gerilme
mühendislik gerilmesinden daha büyüktür.
•
Gerçek gerilmenin elde dilebilmesi için
yük ve kesit alanı test süresince
ölçülmelidir.
•
Gerçek gerilme kırılma gerçekleşene
kadar artmaya devam eder.
Gerçek gerilme
Gerçek gerilme-gerinim diyagramı
Gerçek gerinim
dl
l
ln
l0 l
l0
l
Prof. Dr. Mehmet Fırat
11
Malzeme Dayanımı ve Rijitliği
Dayanım, malzeme ya da proses seçiminden dolayı bir malzemenin ya da bir
makine elemanının kalıcı özelliğidir.
Dayanım, geometrinin kritik bölgesinde ve kullanım sırasında aynıdır.
Örneğin bir parça çalışan bir makine üzerinde de olsa,montaj hattında
montaj için bekletiliyor da olsa dayanımları aynıdır.
Gerilme, parçada oluşan bir durumdur, genellikle yükleme ya da montaj
sonrasında oluşur.
Gerilme bir prosesle malzemede meydana getirilebilir. Örneğin bilyalama
prosedürü parçanın dış kısmında basma gerilmesi meydana getirir ve
aynı zamanda parçanın yorulma dayanımını arttırır.
Bu nedenle makine tasarımda gerilme ve dayanım ifadelerini ayrı tutmak
önemlidir.
Prof. Dr. Mehmet Fırat
12
Bir malzemenin enerji absorbe etme karakteristiği
Gerilme-gerinim diyagramı malzemenin dayanımı hakkında bilgi verdiği gibi enerji
absorbe etme karakteristiği hakkında da bilgi verir. Bunun nedeni gerilme-gerinim
diyagramı yük ve sehimleri içerir ve bu parametreler enerjiyle doğrudan ilişkilidir.
Bir malzemenin elastik bölgedeki enerji absorbe etme kapasitesine rezilyans
denilir. Rezilyans modülü, uR, bir malzemenin kalıcı deformasyon olmadan birim
hacimde absorbe ettiği enerji olarak tanımlanır ve gerilme-gerinim diyagramının
lineer bölgesinin altında kalan alandır.
uR
y
0
S 2y
1
1
d S y y (S y )(S y / E )
2
2
2E
Aynı akma dayanımındaki iki malzemeden daha düşük rijitliğe sahip olan
(daha düşük E), daha iyi bir rezilyansa sahiptir ve bu akma olmadan daha fazla
enerji absorbe edebilme yeteneğidir.
Prof. Dr. Mehmet Fırat
13
Bir malzemenin enerji absorbe etme karakteristiği
Bir malzemenin kırılmadan enerji absorbe edebilme kapasitesine tokluk denilir.
Bir malzemenin tokluk modülü uT, kırılma olmadan birim hacimde absorbe edilen
enerjidir ve gerilme gerinim diyagramının altında kalan toplam alan olarak ifade
edilir,
f
u T d
0
Tokluk ve rezilyansın birimi hacim başına düşen enerji (J/m3)’tür. Bu
nümerik olarak pascal’a (Pa) eşittir.
Tokluğun ve rezilyansın bu tanımları gerilme-gerinim diyagramını elde etmek için
uygun olan düşük gerinim oranı varsayımı ile yapılmıştır. Yüksek gerinim oranları
için, bu ifadeler darbe özelliklerinden elde edilir.
Prof. Dr. Mehmet Fırat
14
Gerilme-gerinim diyagramı tek bir çekme
testinin sonucunu temsil eder. Eğer 1000 tane
numune olursa, dayanım değerleri bazı
minimum ve maksimum değerler arasında
dağılım gösterir.
Olasılıksal yoğunluk
Malzeme Özelliklerinin İstatistiksel Önemi
Maksimum çekme dayanımı, MPa
Şekildeki sütün grafiği olasık yoğunluğunun dağılımını göstermektedir.Eğer
veri Gauss ya da normal dağılım formunda ise, olasılık yoğunluğu
fonksiyonu şu şekilde ifade edilebilir,
1 x 438.3 2
1
f (x)
exp
17.9 2
2 17.9
Grafikte ortalama gerileme 438.3 MPa ve standart sapma 17.9 MPa’dır.
S ut N ( 438.3,17.9 2 )
Mühendisler özellik testleri talep ederken, talimatları bildirmelidirler.
Böylelikle oluşturulan veri, istatistiksel olarak kullanılmak ve dağılım
karakteristiğini tanımlamak için yeterli olur.
Prof. Dr. Mehmet Fırat
15
Eğer bir malzeme akma gerilmesinden sonra bir i
noktasına kadar yüklenirse ve ardından yük
boşaltılırsa, malzemede kalıcı plastik deformasyon
meydana gelir εp.
Yük boşaltıldıktan sonra, i noktasına kadar
uygulanan yük tekrar uygulanırsa, malzeme εe
kadar elastik olarak deforme edilir
i noktasındaki toplam birim gerinimi εe ve εp olmak
üzere iki kısımdan oluşur ve
Anma gerilmesi, σ
Pekleşme
Birim gerinim, ε
e p
Bu malzemeye belirli bir çevrim sayısı kadar yükleme-boşaltma yapılabilir.
Her tekrarda oluşan eğrinin lineer kısmı yaklaşık olarak başlangıçtaki elastik
i
eğriye (Oy) paralel olarak oluşur.
e
E
Malzeme artık daha yüksek bir akma noktasına ve gerinim kapasitesindeki
azalmanın bir sonucu olarak daha düşük sünekliğe sahiptir. Bu olaya
pekleşme denilir.
Prof. Dr. Mehmet Fırat
16
Soğuk İş
Soğuk iş gerilme-gerinim diyagramının plastik
kısmında yeniden kristalleşme sıcaklığının altında
gerçekleştirilen plastik şekil verme prosesidir.
Pf yüküne bağlı, sünekliğin ölçüsü olan, alandaki
azalma şu şekilde tanımlanabilir;
A0 Af
Af
R
1
A0
A0
Yük, P
Yandaki şekil, deformasyon alanı-uygulanan yük
grafiğini göstermektedir.
Soğuk iş faktörü, W, şu şekilde gösterilebilir;
A 0 A i' A 0 A i
W
A0
A0
Alan deformasyonu (azalan)
A’i : Pi yükü kaldırıldıktan sonraki alanı göstermektedir
Prof. Dr. Mehmet Fırat
17
Soğuk İşin Gerilme-Gerinim Diyagramına Etkileri
Gerilme-gerinim diyagramının plastik bölgesi şöyle ifade edilebilir;
Burada, σ : gerçek gerilme
o m
σ0 : Mukavemet katsayısı
ε : gerçek plastik gerinim
m : pekleşme üsteli, sabit bir noktada m= εu
Eğer i noktası u noktasının solunda ise, Pi < Pu ve yeni akma dayanımı;
S' y
Pi
m
0 i
A i'
Pi Pu
Aynı zamanda çekme dayanımı da değişir,
Su A 0
Su
Pı
'
'
i
S
Su '
u
A 0 (1 W ) 1 W
Ai
Bu ifade de i noktası u noktasının solunda yer alırsa geçerlidir.
u
u noktasının solunda kalan noktalar için, akma dayanımı çekme dayanımına yaklaşır
ve hassasiyette küçük bir azalma meydana gelir.
'
'
m
Su S y 0 i
Prof. Dr. Mehmet Fırat
i u
18
Sertlik
Bir malzemeye sivri uçlu bir cismin batırılması sonucu malzemenin
gösterdiği dirence sertlik denilir.
En sık kullanılan setlik ölçme yöntemlerinden ikisi:
Rockwell sertlik ölçme yöntemi,bu yöntemde kullanılan uçlar eşkenar
dörtgen uç, 1.6mm çapında bilya uç ve sırasıyla A, B ve C ölçülerinde
eşkenar dörtgen uç olarak kullanılmaktadır. Uygulanan yükler 60, 100
ve 150kg’dır.
Brinell sertlik ölçme yöntemi,bu yöntemde yük uygulayan uç küresel
bilya uçtur, sertlik (HB) uygulanan yükün, bilyanın yüzey alanına
bölünmesiyle bulunur.
200 HB 450 sertlik aralığındaki çelikler için, minimum çekme
dayanımı ve Brinell sertliği arasında Su 1.58H B 86MPa (ASTM)
ve Su 1.58 H B 86 MPa (SAE) şeklinde bir ilişki vardır.
Prof. Dr. Mehmet Fırat
19
Süneklik-Rijitlik dönüşümü gösteren bir
malzeme için darbe değerlerine
sıcaklığın etkisi yandaki şekilde (üst)
görülmektedir.
Oran,
Dayanım, MPa
Yandaki şekilde (alt) görüldüğü gibi
darbe koşullarında, gerinim oranının
artmasıyla, dayanım artar.
Maksimum
dayanım,
Oran,
Sıcaklık, 0C
Toplam uzama
Akma dayanımı
% Uzama
Uygulanma süresi, bir yapının ya da
parçanın doğal titreşim periyodunun
üçte birinden daha az olan ekstra
kuvvetlere darbe yükü denilir.
Charpy, J
Darbe Özellikleri
Deformasyon hızı,
Prof. Dr. Mehmet Fırat
20
Sıcaklık Etkisi
•
Dayanım, süneklik veya gevreklik
özellikleri çalışma ortamında sıcaklıktan
etkilenen özelliklerdir.
•
Çeliklerin statik özelliklerine sıcaklığın
etkisi yandaki şekilde dayanım-sıcaklık
açısından gösterilmiştir.
•
Beklenildiği gibi yüksek sıcaklıklarda
süneklikte önemli bir artış
gözlemlenmektedir.
Sıcaklık, 0C
•
Mevcut gerilmeler, aynı sıcaklıkta yapılan kısa zamanlı testlerden elde
edilen akma gerilmesinden daha küçük olduklarında bile testler sırasında
numuneler kalıcı olarak deforme olurlar.
Prof. Dr. Mehmet Fırat
21
Numaralandırma Sistemi
•
UNS
G: Karbon&Alaşımlı çelik
A: Alüminyum alaşımı
C: Bakır bazlı alaşımlar
S: Paslanmaz çelik
•
ANSI
G 52986
Özel durumlar
için
Kompozisyon Nominal Karbon İçeriği
A N S I 52100
Prof. Dr. Mehmet Fırat
22
Üretim Prosesi
1.
Kum kalıba döküm sıvı metalin kum kalıplara döküldüğü basit, düşük maliyetli
bir prosestir. Kum kalıba döküm tasarımının kuralları;
1) Bütün kısımlar uniform bir kalınlıkta tasarlanmalıdır.
2) Döküm, gerekli olan yerlerde bölgeden bölgeye aşamalı değişimle
üretilebilecek şekilde tasarlanmalıdır.
3) Bitişik bölgeler geniş radüslerle tasarlanmalıdır.
4) Karmaşık bir parça, sonrasında perçin ya da kaynakla montajı
gerçekleştirilebilecek şekilde iki ya da daha fazla basit döküm parçaları
olarak tasarlanmalıdır.
2.
Kabuk döküm prosesi, kuru kum ve reçine karışımı içeren kabuk döküm
kalıbına ısıtılmış metalin dökülmesi ile gerçekleşir.
3.
Hassas döküm prosesinde, mum, plastik ya da diğer malzemelerden üretilen
kalıplar kullanılır.
4.
Toz metalurjisi, bir ya da daha fazla metalden ya da metal ve metal dışı
malzemelerin tozlarının kullanıldığı bir seri üretim prosesidir.
Prof. Dr. Mehmet Fırat
23
Sıcak iş prosesi
Haddeleme, dövme, sıcak ekstrüzyon ve sıcak presleme gibi sıcak iş proseslerinde
metal yeniden kristalleşme sıcaklığının üzerinde ısıtılır.
•
Sıcak haddeleme genellikle belirli bir ölçüde ya da şekilde çubuk malzeme
üretmek için kullanılır.
•
Borulama şerit ya da levhaların sıcak haddelemesi ile gerçekleştirilebilir.
•
Ekstrüzyon malzemenin ısıtılarak kalıptan akmasını sağlamak için yüksek
basınç uygulanan bir yöntemdir.
Prof. Dr. Mehmet Fırat
24
Soğuk iş prosesi
Soğuk çekilmiş
•
•
Soğuk iş, metali düşük sıcaklıkta
(genelde oda sıcaklığında) şekillendirme
prosesidir.
Soğuk haddeleme genellikle geniş yassı
malzemelerin ve sacların üretiminde
kullanılır.
Akma noktası
Dayanım, MPa
•
Sıcak haddelenmiş
Akma noktası
Soğuk haddeleme ya da soğuk çekmenin
malzeme özellikleri üzerine etkisi aynıdır:
tanecik boyutunu değiştirmezler yalnızca
dizilimlerini değiştirirler.
Uzama, mm
Prof. Dr. Mehmet Fırat
25
Çeliklerin Isıl İşlemi
Çeliklerin ısıl işlemi kalıntı gerilmeleri gideren ve/veya malzeme
özelliklerini değiştiren zaman ve sıcaklığa bağlı yapılan uygulamalardır.
•Tavlama: Tane yapısını iyileştirmek ve kalıntı gerilmeleri gidermek için
kullanılan, malzemeyi daha sünek ve yumuşak yapan bir ısıl işlemdir.
•Temperleme (Menevişleme): İç gerilmelerin giderildiği ısıl işleme gerinim
giderme, yumuşatma ve gerilim gidemeyi gerçekleştiren ısıl işlemlerdir.
•Su verme: Su veya yağ ile yapılan kontrollü soğutmadır. Dönüşüm sıcaklığının
seçimiyle herhangi bir varyasyondaki yapı elde edilebilir. Oluşturulabilecek yapı
yelpazesi kaba perlitten ince martenzite kadar uzanmaktadır.
•Yüzey sertleştirme: Düşük karbonlu çeliklerin dış yüzeyini sertleştiren prosestir
ve aynı zamanda yüzeydeki karbon miktarını yükselterek süneklik ve tokluğu
muhafaza eder.
Prof. Dr. Mehmet Fırat
26
Çeliklerin Isıl İşlemi
Prof. Dr. Mehmet Fırat
27
Prof. Dr. Mehmet Fırat
28
Prof. Dr. Mehmet Fırat
29
Prof. Dr. Mehmet Fırat
30
Prof. Dr. Mehmet Fırat
31
Prof. Dr. Mehmet Fırat
32
Prof. Dr. Mehmet Fırat
33
Prof. Dr. Mehmet Fırat
34
Prof. Dr. Mehmet Fırat
35
Prof. Dr. Mehmet Fırat
36
Prof. Dr. Mehmet Fırat
37
Alaşımlı Çelikler
Alaşımlı çelikler karbon dışında uygun miktarlarda bir ya da daha fazla
elemente sahiptirler.
•Krom: Krom eklenmesi çeliğin sertliğini oldukça arttırır ayrıca karbon miktarı
artırılarak aynı sertliğe getirilen çeliklerden daha yüksek bir süneklik sağlar.
•Nikel: Nikel eklenmesi demir-karbon denge diyagramındaki ötektoit noktayı sola
kaydırır ve kritik sıcaklık bölgesini yükseltir.
•Mangan: Ferrit içerisinde çözünür ve karbür oluşturur. Ötektoit noktanın sola
kaymasına neden olur ve kritik sıcaklık bölgesini düşürür.
•Silisyum: Düşük karbonlu çeliklere silisyum eklenirse malzemeyi gevrek hale
getirir.
•Molibden: Ferrit içerisinde çözünür ve karbür oluşturur. Sertliği ve tokluğu arttırır.
•Vanadyum: Çeliğe geniş bir sertleşme yelpazesi kazandırır ve alaşımın daha
yüksek bir sıcaklıkta sertleşmesini sağlar.
•Tungsten: Düzgün, sıkı bir yapı oluşturur, sertlik ve tokluğu arttırır
Prof. Dr. Mehmet Fırat
38
Korozyon Dirençli Çelikler
• Demir bazlı alaşımlar en az %12 krom içerir ve bu alaşımlara
paslanmaz çelik denilir. Dört çeşit paslanmaz çelik mevcuttur; ferritik
paslanmaz çelikleri, östenik krom-nikel çelikleri, martenzitik
paslanmaz çelikler ve çökelme ile sertleştirilebilen paslanmaz
çeklikler.
• Ferritik paslanmaz çelikler %12-27 arasında değişen bir krom
oranına sahiptirler.
• Krom-nikel paslanmaz çelikleri oda sıcaklığında östenitik yapıdadırlar
bu nedenle ısıl işleme uygun değildirler.
Prof. Dr. Mehmet Fırat
39
Döküm Malzemeleri
•Gri Dökme Demir: En geniş kullanım alanına sahiptir çünkü maliyeti oldukça düşüktür,
geniş miktarlarda dökülebilir ve işlenmesi kolaydır. Bununla beraber, çekmeye karşı
zayıftır ve gevrektir. Grafitin yapıdaki koyu renginden dolayı gri dökme demir denir.
•Beyaz Dökme Demir: Sementit ve perlit formunda bir yapıya sahiptir. Gevrektirler
işlenmesi zordur fakat aşınma dirençleri oldukça yüksektir.
•Temper Dökme Demir: Beyaz dökme demirin ısıl işlemi ile oluşturulur. Temper dökme
demirlerin içerisindeki grafit, küresel yapıdadır ve temper karbonu olarak bilinir. Temper
dökme demirlerin büyük kısmı 350MPa’ın üzerinde akma dayanımına ve %18 civarında
uzama miktarına sahiptirler.
•Küresel Grafitli Dökme Demir: Temper dökme demirle aynı özelliktedir çünkü her iki
dökme demir de küresel yapıda grafit içerir. Gri dökme demire göre yüksek elastisite
modülüne sahiptir (172 GPa) ve gerilme-gerinim diyagramlarının bir kısmının lineer
olması bakımından elastiklerdir.
•Döküm Çelikleri: Parçalar karmaşıksa ve yüksek dayanıma sahip olmaları
gerekiyorsa, döküm prosesi çelikler için de kullanılır.
•Alaşımlı Dökme Demirler: Nikel, krom ve molibden, dökme demirler için sıklıkla
kullanılan alaşım elementleridir.
Prof. Dr. Mehmet Fırat
40
Alüminyum
• Alüminyum ve alaşımları iyi bir mukavemet-ağırlık oranına sahiptir,
korozyon dirençleri yüksektir ve yüksek ısı ve elektrik iletkenliğine
sahiptirler.
• Alüminyum kum kalıba döküm, basınçlı döküm, sıcak veya soğuk iş
prosesleri ya da ekstrüzyon ile işlenebilirler. Aynı zamanda
presleme, lehimleme ve kaynak işlemleri de gerçekleştirilebilir.
• İnce oksit tabakasının yapısından dolayı korozyon dirençleri
yüksektir.
• Alüminyum için en kullanışlı alaşım elementleri, bakır, silisyum,
mangan, magnezyum ve çinkodur.
Prof. Dr. Mehmet Fırat
41
Alüminyum
Prof. Dr. Mehmet Fırat
42
Demir Dışı Metaller
• Magnezyum: Ticari metallerin en hafifidir, havacılık ve otomotiv sektörü en
sık kullanıldığı alanlardır. Magnezyum alaşımları, dayanımın önemli olmadığı
durumlarda sıklıkla yer alırlar.
• Titanyum: Titanyum ve alaşımları, düşük dayanımlı çeliklere benzer bir
dayanım miktarına sahiptirler fakat ağırlıkları çeliklerin yarısı kadardır.
Korozyon dirençleri oldukça yüksektir, ısı iletkenliği düşüktür,
mıknatıslanamazlar ve yüksek sıcaklık dayanımına sahiptirler.
• Bakır bazlı alaşımlar:
Pirinç: Çinko alaşımıdır.
%5-15 çinko: Soğuk iş proseslerine
yatkındır.
%20-36 çinko: Daha ucuz alaşımdır,
talaşlı imalata daha yatkındır, az oranda
daha iyi dayanıma sahiptir bununla
beraber korozyon dayanımı düşüktür.
%36-40 çinko: Daha az sünektir ve ağır
soğuk iş proseslerine uygun değildir.
Bronz:
Silisyum bronzu
Fosfor bronzu
Alüminyum
Berilyum bronzu
Prof. Dr. Mehmet Fırat
43
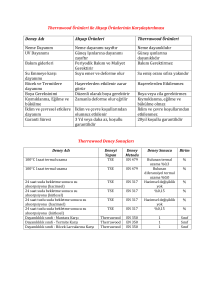
Plastikler
• Akışkanlık gösteren veya ısı uygulandığında kalıplanabilen
plastiklere termoplastikler denilir. Bu terim bazen basınç altında
kalıplanabilen plastikler için de kullanılır.
• Polimerizasyon prosesinin, plastiğin basınç altında eritildiği sıcak
kalıplama preslerinde yapıldığı plastiklere termoset plastikler
denilir.Termoset plastikler yeniden kalıplanamazlar.
İsim
Su MPa
E Gpa
Sertlik
Rockwell
% Uzama
Boyutsal Kararlılık
Isıl Direnç
Kimyasal
Direnç
İşlem
Alkit
20-62
0,34-2,07
99M*
…
Mükemmel
Çok İyi
İyi
M
Allilik
28-69
…
105-120M
…
Mükemmel
Mükemmel
Mükemmel
CM
Amino Grubu
34-55
0,90-1,65
110-120M
0.30-0.90
Çok İyi
Mükemmel*
Mükemmel*
LR
Epoksi
34-138
0,21-2,07*
80-120M
0-10
Mükemmel
Mükemmel
Mükemmel
CMR
Fenolikler
34-62
0,69-1,72
70-95E
…
Mükemmel
Mükemmel
Çok İyi
EMR
Silikonlar
34-41
…
80-90M
…
…
Mükemmel
Mükemmel
CLMR
* İstisnalar bulunabilir.
C: Kaplama L: Levhalar R: Reçineler E: Ekstrüzyon M: Döküm S: Sac F: Köpük P: Pres ve sinteleme metodları T: Borulama
Prof. Dr. Mehmet Fırat
44
Plastikler
İsim
Su MPa
E Gpa
Sertlik
Rockwell
% Uzama
Boyutsal Kararlılık
Isıl Direnç
Kimyasal
Direnç
İşlem
ABS Grubu
14-55
0.69-2.55
60-110R
3-50
Çok İyi
*
İyi
EMST
Asetal
55-69
2.83-3,59
80-94M
40-60
Mükemmel
Çok İyi
Yüksek
M
Akrilik
34-69
1.38-3.24
92-110M
3-75
Yüksek
*
İyi
EMST
Florlu Plastikler Grubu
34-48
…
50-80D
100-300
Yüksek
Mükemmel
Mükemmel
MPR*
Naylon
55-97
1.24-3.10
112-120R
10-200
Zayıf
Zayıf
Çok İyi
CEM
Fenilen Oksit
48-124
2.41-6.34
115R, 106L
5-60
Mükemmel
Çok İyi
İyi
EFM
Polikarbonat
55-110
2.34-5.93
62-91M
10-125
Mükemmel
Mükemmel
İyi
EMS
Polyester
55-124
1.93-11.03
65-90M
1-300
Mükemmel
Zayıf
Mükemmel
CLMR
Poliimid
41-345
…
88-120M
Çok düşük
Mükemmel
Mükemmel
Mükemmel*
CLMP
Polifenilin Sülfür
97-131
0.76
122R
1
Çok İyi
Mükemmel
Mükemmel
M
Polistiren Grubu
10,3-83
0.97-4.14
10-90M
0.5-60
…
Zayıf
Zayıf
EM
Polisülfon
69
2.48
120R
50-100
Mükemmel
Mükemmel
Polivinil klorür
10,3-52
2.41-4.14
65-85D
40-450
…
Zayıf
Prof. Dr. Mehmet Fırat
Mükemmel
Zayıf
EFM
EFM
45
Kompozit Malzemeler
• Kompozit malzemeler, her biri malzeme özelliklerini etkileyen iki ya da daha
fazla benzer olmayan malzemeden oluşurlar.
• Mühendislikte en sık kullanılan kompozitler iki malzemeden oluşurlar: Matris
ve dolgu denilen takviye elemanı. Dolgu rijitlik ve dayanımı sağlarken matris
malzemeyi bir arada tutar ve yükü takviyelerin arasına transfer eder.
• Kompozit malzemelerin yapıları katmanlardan oluşur ve her katman
optimum rijitlik ve dayanım performansı elde edilecek şekilde yerleştirilir.
• Yüksek dayanım-ağırlık oranları ve yüksek rijitlik-ağırlık oranları vardır
• Kompozit malzeme özelliklerinin yöne bağımlılıkları yapısal analizlerin
karmaşıklığını arttırır.
Tanecik yapılı
kompozit
Rastgele dizilimli
kısa fiber yapılı
kompozit
Tek yönlü sürekli fiber
yapılı kompozit
Prof. Dr. Mehmet Fırat
Örgülü kompozit
46
Malzeme Seçimi Prosesi
1. Bir makine parçası için malzeme seçimi, tasarımcı için en önemli
kararlardan birisidir.
2. Malzeme seçimi prosesi, fiziksel, ekonomik ya da proses özellikleri
dikkate alınarak yapılır.
3. En basit tekniklerden birisi, tasarımla ilişkili bütün malzemelerin
listelenmesidir. Ör. Mukavetmet, rijitlik ve maliyete vb. göre.
4. Sonra, her bir özellik için, önem sırasına göre listedeki malzemeler
sıralanır.
5. Listenin son hali elde edildikten sonra, listenin üst sıralarından
olmak üzere malzeme seçimi gerçekleştirilir.
Prof. Dr. Mehmet Fırat
47
Malzeme şeçimi şeması : Elastisite modülü
Çeşitli malzemeler için Elastisite Modülü
•Kaynak (Prof. Mike Ashby, Granta Design, Cambridge, U.K.)
Tungsten karbürleri
Nikel
alaşımları
Kır dökme demir
Titanyum alaşımları
Düşük alaşımlı
çelikler
GFRP, epoksi matriks (izotropik)
Bakır alaşımları
Elastisite modülü GPa
Bakır alaşımları
soda kireç camı
Ahşap, tipik ara taneli
polyester
Ahşap, tipik çarprazlama taneli
Akrinonitril butadiyen sitren (ABS)
Rijit polimer köpük (MD)
Mantar
Poliüretan
Sentetik kauçuk
Esnek polimer foam (VLD)
Prof. Dr. Mehmet Fırat
48
Malzeme seçimi şeması : Elastisite modülü-yoğunluk
Prof. Dr. Mehmet Fırat
49
Malzeme şeçimi şeması : Dayanım-yoğunluk
Metaller ve polimerlerin akma gerilmeleri
Seramik ve Camların MGR’si
Elastomerlerin çekme yırtılma dayanımı
Kompozitlerin çekme hasarı
Prof. Dr. Mehmet Fırat
50