V. Ulusal Üretim Araştırmaları Sempozyumu, İstanbul Ticaret Üniversitesi, 25-27 Kasım 2005
GENETİK ALGORİTMA ESASLI PCB MONTAJI OPTİMİZASYONU
Osman KULAK
Pamukkale Üniversitesi
İhsan Onur YILMAZ
Pamukkale Üniversitesi
Hans-Otto GÜNTHER
Berlin Teknik Üniversitesi
Özet
Çift montaj kafalı topla-ve-yerleştir makineleri otomatik PCB (printed circuit board) montajında kullanılan
yerleştirme makinesi tiplerinden birisini temsil etmektedir. Bu tip bir makine için işlemlerin montaj süresini en
aza indiren farklı genetik algoritmalar geliştirilmiştir. Bileşenlerin magazinlere atanması için iki farklı sezgisel
yöntem uygulanmıştır. Genetik algoritma, besleyici ataması (feeder assignment) ve bileşen yerleştirme sırası
(component placement sequence) ve montaj kafalarının çevrim sürelerinin dengelenmesi (gantry cycle time
balancing) problemlerini eş zamanlı olarak çözmektedir. Önerilen algoritmanın etkinliğini değerlendirmek için
farklı PCB’ler tasarlanmış ve deneyler gerçekleştirilmiştir.
Anahtar sözcükler: Genetik Algoritmalar, PCB Montajı, Topla-Ve-Yerleştir Makinesi
1. GİRİŞ
Günümüzde yaygın olarak kullanılan digital elektronik ürünlerin üretimi için PCB (printed circuit board) montajı
önemli bir üretim sürecidir. Modern PCB montajında farklı tipteki bileşenler, PCB’ler üzerinde daha önceden
belirlenmiş bölgelere ileri derecede otomasyona ve bilgisayara sahip makinelerin kullanımı ile yerleştirilirler
(Strauss, 1997). Ammons ve diğerlerine (1997) göre PCB montajının planlanması ve çizelgelenmesinde 3 ana
problem mevcuttur: (1) Çeşitli tipteki PCB’lerin gruplanarak PCB ailelerinin oluşturulması, (2) Bir makine
grubu çok yönlü makineler içerdiğinde, bileşen tiplerinin makinelere tahsis edilmesi, (3) Her bir yerleştirme
(placement) makinesinde bileşen besleyicilerin (component feeders) bileşen magazinindeki yerlere tahsis
edilmesi ve her bir makine ve PCB türü için yerleştirme işlemlerinin sıralanması. Tüm bu problemler birbirleri
ile oldukça ilişkilidir.
Endüstriyel üretim ortamının özelliklerine bağlı olarak, farklı montaj sistemi düzenlemeleri ve farklı hazırlık
süresi stratejileri kullanılmaktadır. Çeşit sayısı düşük, parti hacmi büyük PCB montajının gerçekleştirildiği
kitlesel üretim ortamında, herbir PCB türü için üretim süresini en küçükleyecek dizilimi sağlayacak hazırlık
işlemleri yapılır. Bu yayında belirtilen hazırlık stratejisi tek makinalı ortamda incelenmektedir. Bundan dolayı,
bu özellikteki bir üretim için eş zamanlı olarak, parça besleyicilerin magazindeki konumlarına atanması ve parça
yerleştirme işlemlerinin sırasının belirlenmesi problemlerinin çözülmesi gerekmektedir.
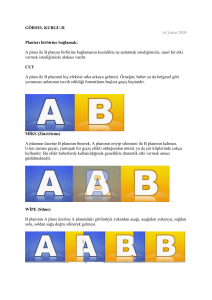
Bu çalışma, montaj yapabildiği bileşen tiplerinin aralığı gözönüne alındığında yüksek hızda ve yüksek derecede
esneklik sağlayan topla-ve-yerleştir makinelerine odaklanmaktadır. Şekil 1’de dönel (rotary) özelliğe sahip çift
montaj kafalı topla-ve-yerleştir makinesi görülmektedir. Bu makinenin çalışma prensibi aşağıda belirtildiği gibi
tanımlanabilir. Montaj süreci boyunca PCB sabit bir çalışma masasında bulundurulur ve bileşen besleyicileri için
sınırlı sayıda pozisyon (slot) bulunduran bileşen magazinlerinin tam ortasına yerleştirilir. Her bir besleyici
sadece tek bir tip parça içerir. Bu makinedeki her bir montaj kafası ayrı ayrı bir kızak (gantry) sisteminde
bulundurulur ve her biri belirli sayıda pipet (nozzle) içerir (tipik olarak 6 yada 12). İlk önce, başlangıç
noktasından ilk montaj kafası parça magazinine gider ve dönel adım hareketleri gerçekleştirerek çeşitli
besleyicilerden parçaları toplar. Daha sonra ilgili montaj kafası PCB tarafına geçer ve parçaları karttaki
konumları daha önceden tanımlı yerlere tek tek yerleştirir. Bu sırada diğer montaj kafası yanındaki magazinden
121
O. Kulak, İ. O. Yılmaz, H. O. Günther
ilk tur için parçaları toplar. İlk montaj kafası yerleştirme turunu tamamladıktan sonra magazine geri dönerken,
ikinci montaj kafası PCB tarafına geçer. İlk montaj kafası ilgili magazinden ikinci tur için parçaları toplarken,
ikinci montaj kafası ise PCB üzerinde konumları önceden belirlenmiş parçaları ilgili yerlere yerleştirir. Aynı
şekilde PCB üzerindeki tüm parçaların montajı tamamlanana kadar montaj kafaları birbiri ile uyumlu bir şekilde
topla-ve-yerleştir işlemlerini gerçekleştirirler. Parçaların montajı tamamlandıktan sonra montaj kafaları başlangıç
noktalarına dönerler.
Literatürde farklı tipteki montaj makineleri için bir çok çalışma olmasına rağmen, topla-ve-yerleştir
makinelerindeki işlemlerin optimizasyonuna yönelik çok az sayıda çalışma mevcuttur. Örneğin, Altınkemer ve
diğerleri (2000) topla-ve-yerleştir makinelerinin işlem sıralarının optimizasyonu için bir yöntem geliştirmiştir.
Bu yöntem, besleyici atama ve parça yerleştirme sıralaması problemlerini eş zamanlı çözebilmek için problemi
iki alt modele ayrıştıran Lagrange gevşetmesi (Lagrangean relaxation) içermektedir. Yine topla-ve-yerleştir
makinesinde işlemlerin optimizasyonu için üç adımlı sezgisel bir yaklaşım Grunow ve diğerleri (2004)
tarafından sunulmuştur. Farklı PCB montaj makinelerinin optimizasyonu için son yıllarda genetik algoritmaları
kullanan yöntemler de geliştirilmiştir. Khoo ve Ng (1998) PCB’lerin yarı-otomatik montajı için parça
yerleştirme sırasını ve mesafesini optimize eden prototip niteliğinde bir genetik algoritma geliştirmiştir. Bu
uygulamada hem besleyici atama problemi çözülmemiş hem de farklı problem hacimlerine sahip PCB’ler test
edilmemiştir. Hong ve diğerleri (2000) sıralı pipetli (beam type) yüzey montaj makinelerinde PCB montaj
zamanını en aza indirmek için genetik algoritma prensibine benzer çalışan biyolojik bağışıklık algoritmasını
(BIA - Biological Immune Algorithm) geliştirmiştir. Bu yöntem, problemi parça tiplerinin montaj kafalarına
atanması, parça tipi gruplarının oluşturulması, parça tipi gruplarının ataması ve parça gruplarının sıralaması
adımlarına ayrıştırmaktadır. Yine Loh ve diğerleri (2001) Quad IIIC makinesi için besleyici ataması ve parça
yerleştirme sırası problemlerini çözen bir genetik algoritma modeli geliştirmiştir. Geliştirilen yöntemin test
sonuçları Wong ve Leu (1993) tarafından geliştirilen WL-GA ile Rubinovitz ve Volovich (1994) tarafından
geliştirilen RV-GA genetik algoritmalarıyla karşılaştırılmış ve önerilen algoritmanın daha iyi performans
değerleri verdiği belirtilmiştir. Sun ve diğerleri (2005) sıralı pipetli çift montaj kafalı yüzey montaj makinesinde
işlemlerin optimizasyonu için genetik algoritma yaklaşımını da içeren bir yöntem sunmuştur. Bu çalışma, parça
yerleştirme sırası ve montaj kafası çizelgeleme problemlerinin çözümünü içermemektedir. Literatürde, dönel
montaj kafalı topla-ve-yerleştir makinesi işlemlerini genetik algoritmalar ile optimize etmeye çalışan bir çalışma
bilgimiz dahilinde mevcut değildir.
Şekil 1. Çift dönel montaj kafalı topla-ve-yerleştir makinesi
Genetik algoritma (GA) yöntemi, PCB montajındaki besleyici ataması ve parça yerleştirme sırası problemlerini
eş zamanlı olarak, genetik adaptasyon ve seçim prensipleri yardımıyla yüksek performansda çözme yeteneğine
sahiptir. Parça sayısının fazla olduğu PCB örneklerinde ise kromozomdaki gen sayısı artmakta ve genetik
algoritmaların performansı düşmektedir. Bu nedenle, literatürdeki çalışmalarda ya montajı yapılacak parça sayısı
düşük tutulmakta ya da sayının fazla olduğu durumlar için GA performansı düşük kalmaktadır. Bu çalışma ile
endüstriyel uygulamalarda kullanılan PCB örneklerini kabul edilebilir zaman içinde cözebilecek yeni GA
çözümleri sunulmaktadır.
122
V. Ulusal Üretim Araştırmaları Sempozyumu, İstanbul Ticaret Üniversitesi, 25-27 Kasım 2005
2. GENETİK ALGORİTMA ESASLI PCB MONTAJ YÖNTEMİ
Genetik algoritmalar diğer klasik arama tekniklerinden farklı olarak, topluluk olarak adlandırılan başlangıç rassal
çözümler kümesi ile çözüme başlarlar (Gen ve Cheng, 1997). Mevcut problem için bir çözümü temsil eden
topluluktaki her bir birey kromozom olarak adlandırılır. Kromozomlar bir dizi kısımlardan oluşur ve her bir
kısım gen olarak ifade edilmektedir. Kromozomlar başarılı iterasyonlar vasıtası ile evrim geçirirler ve yeni
nesilleri oluştururlar. Her bir nesil ya da iterasyon için, topluluktaki her bir kromozom uygunluk fonksiyonu
(fitness function) ile değerlendirilir. Çocuk (offspring) olarak adlandırılan yeni kromozomlar hem çaprazlama
(crossover) operatörü kullanılarak mevcut nesildeki iki kromozomun eşleştirilmesi, hem de mutasyon (mutation)
kullanılarak bir kromozomun modifikasyonu ile ortaya çıkarılırlar. Aile (parent) kromozomlarının ve oluşturulan
çocukların bir kısmı uygunluk değerlerine göre seçilir. Geri kalanlar topluluk hacminin sabit tutulması için
elenir. Bu uygulama sonucunda yeni bir nesil oluşturulur. Belli bir iterasyon sonucunda ilgili probleme en iyi
çözüm üreten kromozom ortaya çıkmaktadır.
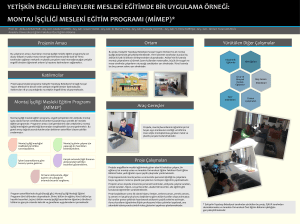
Kromozom Yapısı: PCB işlemlerinin optimizasyonu için geliştirilen GA kromozom yapısı iki kısımdan
oluşmaktadır. İlk kısım ilk montaj kafasının kullandığı magazin ve gerçekleştirdiği işlemleri içerirken, ikinci
kısım da diğer montaj kafasının kullandığı magazin ve gerçekleştirdiği işlemleri kapsamaktadır. Her iki kısımda
da besleyici ataması ve parçaların montaj sırası optimizasyonu eş zamanlı olarak gerçekleştirilmeye
çalışılmaktadır. Şekil 2’de çift montaj kafalı topla-ve-yerleştir makinesi işlemlerinin optimizasyonu için
geliştirilen kromozom yapısı gösterilmektedir.
1. Besleyici
Ataması
a1
a2
….
1. Kafa Parca
İşlem Sırası
as
b1
b2
….
2. Besleyici
Ataması
bn
a1
a2
….
2. Kafa Parca
İşlem Sırası
ak
b1
b2
….
bm
ai ve aj: Sırasıyla birinci ve ikinci magazin için atanan parça tipleri (i= 1,2,...,s ve j= 1,2,...,k)
bt ve bp: Sirasiyla birinci ve ikinci montaj kafasının montaj işlemleri sırası (t=1,2,..., n ve p=1,2,..,m)
Şekil 2. Kromozom yapısı
Başlangıç Topluluğunun Oluşturulması: Genetik algoritma, başlangıç topluluğu olarak bilinen ve rassal olarak
belirlenmiş büyük bir kromozom kümesi ile çözüme başlar. Çok iyi uygunluk değerine sahip bir kromozomun
başlangıç çözümünde üretilmesi rassallıktan dolayı oldukça zordur. Geliştirilen genetik algoritmada, başlangıç
topluluğu topluluk hacminin iki katı olarak alınmıştır.
Uygunluk Fonksiyonu: Her nesil için topluluktaki tüm kromozomlar uygunluk fonksiyonu ile değerlendirilirler.
Uygunluk değeri daha iyi olan kromozomlar yeni çocukları oluşturmak için eşleştirme havuzuna seçilirler.
Uygunluk değeri daha iyi olan kromozomların eşleştirilmesi GA’nın çözüme daha kısa zamanda ulaşmasını
sağlamaktadır. Geliştirilen GA’da uygunluk fonksiyonu PCB montajının toplam süresi olarak belirlenmiştir.
Tüm kromozomlar içinde en düşük montaj süresini veren kromozom en iyi çözüm olarak değerlendirilir.
Aile Seçimi: Eşleştirme prosesi ile seçilmiş aile kromozomlarından bir ya da daha fazla çocuk üretilmesi
amaçlanmaktadır. Her nesil için eşleştirme havuzu oluşturulmadan belirtilen süreç gerçekleştirilemez. Topluluk
içinden eşleştirme havuzuna seçilecek kromozomların belirlenmesi de GA’nın iyi performans vermesi açısından
oldukça önemlidir. Bu çalışmada, uygunluk değeri topluluğun ortalama uygunluk değerine eşit ya da daha iyi
olan kromozomlar eşleştirme havuzuna alınmaktadır. Çocukların oluşturulması için eşleştirme havuzundan aile
kromozom çiftlerinin belirlenmesinde kullanılan yöntemler rulet tekeri (roulette wheel), sıra esaslı
ağırlıklandırma (rank weighting) ve turnuva (tournament) metodlarıdır.
Genetik Algoritma Operatörleri: Genetik operatörler kullanılarak, uygunluk değeri daha iyi yeni çocuk
kromozomların oluşturulması amaçlanmaktadır. Bu amaç doğrultusunda çeşitli çaprazlama ve mutasyon
operatörleri kullanılmaktadır.
Çaprazlama operatörü, iki aile kromozomun özelliklerini birleştirerek daha iyi uygunluk değerine sahip
çocukların bulunması için kullanılmaktadır. Literatürde bir çok çaprazlama operatörü çeşidi sunulmuştur. Bu
çalışmada, sıra çaprazlama (order crossover - OX), pozisyon esaslı çaprazlama (uniform(position)-based
crossover), kısmı ilişkilendirilmiş çaprazlama (partially mapped crossover - PMX) ve çevrim çaprazlama (cycle
crossover - CX) yöntemleri uygulanmış ve test edilmiştir. İlgili çaprazlama yöntemleri ile ilgili detaylı bilgi Gen
ve Cheng (1997)’de bulunabilir.
123
O. Kulak, İ. O. Yılmaz, H. O. Günther
Mutasyon, GA yönteminin çözüm arama sürecinde tüm arama bölgelerine girişini sağlayan önemli bir
operatördür. Geliştirilen yöntem iki nokta değiş tokuş (swap), ters çevirme (inversion), sola kaydırma (left
rotation), sağa kaydırma (right rotation) ve karışık (mixed) mutasyon operatörlerini içermektedir. Karışık
operatör yaklaşımında ilk 4 yöntemden birisi rassal olarak seçilmekte ve ilgili nesil için seçilen bu operatör
kullanılmaktadır. Böylece değişik nesiller için farklı mutasyon operatörleri kullanılabilmektedir.
Sonlandırma Koşulu: GA iterasyonlarını sonlandırmak için uygunluk fonksiyonu değeri ve üst zaman sınırı
olmak üzere eş zamanlı iki sonlandırma koşulu kullanılmaktadır. Eğer mevcut topluluktaki ortalama ve en iyi
uygunluk fonksiyonu değerleri bir sonraki topluluktaki ilgili değerlere belirli bir iterasyon sayısı süresince eşit
kalıyorsa GA arama süreci sonlandırılır. Ayrıca her bir deneyin gerçekleşme süresini kontrol altında tutmak için
üst zaman sınırı da belirlenmektedir.
3. ÇİFT MONTAJ KAFALI
GELİŞTİRİLEN YÖNTEMLER
TOPLA-VE-YERLEŞTİR
MAKİNELERİ
İÇİN
Çift montaj kafalı topla-ve-yerleştir makineleri her bir montaj kafası için birer magazine sahip olduğu için tüm
parça türü besleyicilerinin magazinlerden birisine atanması gerekmektedir. Bu atama problemini çözmek için iki
farklı strateji geliştirilmiştir. Bu yöntemlerden ilki, bir parça tipinin sadece tek bir magazine atandığı tek
besleyici atama yöntemidir. (Bölüm 3.1). Diğer yöntem ise bir parça tipinin iki magazine de atanabildiği çoklu
besleyici atama yöntemidir. (Bölüm 3.2).
3.1. Tek Besleyici Ataması
Besleyici atamasındaki ana düşünce her bir montaj kafası için iş yükü dengesinin sağlanmasıdır. Bu problemi
çözebilmek için geliştirilen ilk yöntemde bir parça tipi sadece tek bir magazine atanmaktadır. Bir magazine
atanan herhangi bir parça türüne ait tüm işlemler magazinle ilgili montaj kafası tarafından gerçekleştirilmektedir.
Belirtilen atama sezgiselinin uygulama adımları şunlardır:
Adım 1. PCB’deki parça türleri ve sayılarını belirle. Parça sayısına göre büyükten küçüğe tüm parçaları sırala.
Adım 2. Her bir parça türünün işlemleri itibariyle hangi magazine yakın olduğunu belirle.
Adım 3. Eğer iki magazinin iş yükü farkı pipet sayısından (6 yada 12) küçükse, belirlenen parça türlerini yakın
oldukları tarafa ata. Bu koşul sağlanmıyorsa iş yükü küçük olan tarafa ata.
Adım 4. Tüm parça türlerini herhangi bir magazine atanana kadar adım 3’e devam et.
Adım 5. Her bir montaj kafası için tur sayısının eşit olmaması durumunda, eğer mümkünse son turda fazla işlem
sayısına sahip montaj kafasından diğerine bu montaj kafasının son turundaki boşluğu aşmayacak şekilde atama
yap.
3.2. Çoklu Besleyici Ataması
Çoklu besleyici ataması yönteminin amacı her iki montaj kafası arasındaki iş yükü dengesini geliştirmektir. Bu
yöntem ile bir taraftan eşit işyükü dağılımı sağlanırken, diğer taraftan bir parça türü her iki magazine de
atanabildiği için fazla besleyici ihtiyacı ortaya çıkmakta ve bu da fazla yatırım maliyetine neden olabilmektedir.
Belirtilen dağıtım sezgiselinin uygulama adımları şu şekildedir:
Adım 1. PCB üzerindeki tüm montaj işlemleri için bölüm 3.3’de belirtilen yöntemle küçük kümeler oluşturulur.
Adım 2. Kümelerin yoğunluk merkez noktaları y ekseni boyunca birinci magazinden ikinci magazine doğru
sıralanır.
Adım 3. Tüm kümeler merkez noktası en yakın olan magazin ve bu magazinden parça toplayan montaj kafasına
atanır. Magazin ve ilgili montaj kafalarına eşit sayıda küme atanmadığında, eşitlik sağlanıncaya kadar fazla
küme atanmış magazinden en uzağındaki küme ya da kümeler diğer magazine atanir.
Adım 4: Atama sonrasında ilk montaj kafasına atanmış işlemlerin gerektirdiği parça türleri birinci magazini
oluştururken, diğer montaj kafasına atanmış işlemlerin gerektirdiği parça türleri de ikinci magazini oluşturur.
Atama sonucunda bir parça türü her iki magazinde de bulunabilir.
3.3. Kullanılan GA Yöntemleri
İş yükü dağıtımından sonra parça türleri ve işlemler bazında birinci montaj kafası ve birinci magazin
parçalarından oluşan ilk kısım kendi arasında, ikinci montaj kafası ve ikinci magazin parçalarından oluşan ikinci
kısım da kendi arasında olmak üzere atama gerçekleşir. Bu kısımda, atama sonrasında işlemlerin kromozom
üzerinde yerleştirilmesi şekline bağlı olarak üç farklı GA yöntemi oluşturulmuştur.
Tüm İşlemleri Bütün Olarak Dikkate Alan Yöntem: Şekil 2’de gösterildiği gibi, atama sonrasında montaj
kafalarına atanan tüm işlemler, kromozom üzerinde ilgili montaj kafasına ait işlem sırasının belirlendiği kısma
yerleştirilirler. GA işlemleri boyunca bu bölümler bütün olarak dikkate alınırlar.
Küçük İşlem Kümelerini Dikkate Alan Yöntem: Bu yaklaşım, birinci ve ikinci montaj kafasının gerçekleştireceği
işlemlerinin pipet sayısı (6 yada 12) miktarınca küçük kümelere ayrılmasını içermektedir. Küçük kümelerin
oluşturulması Ahmadi ve Osman (2005) tarafından geliştirilen yoğunluk tarama yapılandırma yöntemi (density
search construction method - DSCM) ile gerçekleştirilmektedir. DSCM’ye göre oluşturulan küçük kümeler,
124
V. Ulusal Üretim Araştırmaları Sempozyumu, İstanbul Ticaret Üniversitesi, 25-27 Kasım 2005
kümelerin merkez noktaları değerleri gözönüne alınarak x ekseni boyunca sıralanırlar. Bu sıraya uygun olarak da
kromozom üzerinde yerleştirmeleri gerçekleştirilir.
Büyük İşlem Kümelerini Dikkate Alan Yöntem: Bu yaklaşım birinci ve ikinci montaj kafası işlemleri için ayrı
ayrı oluşturulan küçük kümelerden büyük kümelerin oluşturulması esasına dayanmaktadır. Küçük kümelerden
büyük kümelerin oluşturulması, kromozom üzerindeki işlem sıraları bölümleri, pipet sayısının (6 yada 12) katları
olacak şekilde 60 ile 96 arasında işlem içerecek şekilde bölümlere ayrılır.
4. SAYISAL İNCELEME
4.1. Deneysel Tasarım
Önerilen yöntemlerin performanslarını değerlendirmek için farklı PCB’lere yönelik sayısal testler bu bölümde
sunulmaktadır. GA yöntemlerini içeren bir yazılım Visual C++ .NET programlama dili kullanılarak kodlanmış
ve sayısal deneyler Athlon XP 1700+ GHz işlemci ve 512 MB RAM içeren bir bilgisayar yardımıyla
gerçekleştirilmiştir. Analizler boyunca, 12 pipetli çift yerleştirme montaj kafasına sahip topla-ve-yerleştir
makinesi göz önüne alınmıştır. Bu makineye ait özellikler tablo 1’de gösterilmektedir.
Sayısal deneyler için geliştirilen PCB’lerde işlem sayısı 240, 360 ve 480, her bir PCB’deki parça türü sayısı da
36 ve 60 olarak tanımlanmış ve bu şekilde toplam 6 adet PCB üretilmiştir. Her bir PCB için, bir parça türüne ait
montajı yapılacak parça sayısı ve herbirinin yerleştirme koordinatları düzgün dağılıma göre rassal olarak
oluşturulmuştur.
Tablo 1. Topla-ve-yerleştir makinelerinin özellikleri
X ve y eksenindeki hareket hızı (mm/s)
Montaj kafası dönüş hızı (s)
Parça yerleştirme süresi (s)
Parça alış süresi (s)
Başlangıç pozisyonu (mm olarak x ve y değerleri)
Makine işlem alanı boyutları (mm olarak x ve y değerleri)
Birinci besleyici pozisyonu (mm olarak x değeri)
Besleyici pozisyon sayısı
Pozisyon genişliği (mm)
Magazin y ekseni değeri (mm)
800,0
0,05
0,04
0,04
10,0
1000,0
100,0
100
8,0
100,0
GA yöntemlerinden etkin sonuçlar elde edebilmek için GA işlem parametrelerinin seçimi oldukça önemlidir.
Gerçekleştirilen ilk deneyler sonucunda tablo 2’de gösterilen parametreler belirlenmiştir. Bu parametreler
önerilen yöntemlerin karşılaştırılması için üretilen PCB’lerin analizinde kullanılacaktır.
Tablo 2. GA Parametreleri
Topluluk boyutu
Çaprazlama yöntemi
Çaprazlama oranı
Mutasyon yöntemi
Mutasyon oranı
Mutasyon stratejisi
Mutasyon azalma oranı
Aile seçim yöntemi
2000
Pozısyon esaslı
% 90
Ters çevirme
% 10
Üssel azalan
% 50
Rulet tekeri
4.2. Yöntemlerin ve Stratejilerin Karşılaştırılması
Gerçekleştirilen deneyler sonucunda büyük işlem kümelerini dikkate alan GA yöntemi, tüm işlemleri bütün
olarak dikkate alan GA yönteminden daha kısa sürede daha iyi sonuçlar elde etmiştir. Kücük işlem kümelerini
dikkate alan GA yöntemi ise diğer iki yöntemden de daha kötü sonuçlar vermiştir. Bu nedenle tablo 3’de
gösterilen stratejilerin karşılaştırılması büyük işlem kümelerini dikkate alan GA sonuçları ile yapılmaktadır.
Tablo 3’deki değerler her bir PCB örneğinin 8 defa çalıştırılıp en iyi değerin seçilmesi ile elde edilmiştir.
125
O. Kulak, İ. O. Yılmaz, H. O. Günther
Tablo 3. GA yöntemlerinin karşılaştırılması
PCB
(parça,tür)
(240,36)
(240,60)
(360,36)
(360,60)
(480,36)
(480,60)
Montaj
süresi(s)
32,74
32,81
48,19
47,84
63,79
63,54
Tek besleyici ataması
Hesap
Besleyici
süresi(s)
sayısı
1117
36
2097
60
5817
36
3734
60
7580
36
9872
60
İşyükü
(kafa 1/ 2)
115/125
114/126
175/185
174/186
238/242
235/245
Montaj
süresi(s)
30,95
30,36
44,77
44,87
59,64
60,37
Çoklu besleyici ataması
Hesap
Besleyici
İşyükü
süresi(s)
sayısı
(kafa 1/ 2)
4029
64
120/120
3712
106
120/120
7922
50
180/180
12051
71
180/180
14094
53
240/240
13056
76
240/240
Tablo 3’de görüldügü gibi çoklu besleyici ataması sonuçları diğer yönteme göre ortalama % 6 gelişme
göstermektedir. Bu yöntemde işyükünün eşit dağıtılması ve bu süreç içerisinde işlemlerin kendisine yakın olan
magazine atanması önceliği daha düşük montaj sürelerinin elde edilmesini sağlamıştır. Buna karşılık kullanılan
toplam besleyici sayısında belirli bir artış gözlenmektedir.
5. SONUÇ
Çift montaj kafalı topla-ve yerleştir makinasında PCB işlemlerinin montaj süresini en aza indiren üç farklı GA
yöntemi gerliştirilmiştir. Örnek PCB’ler ile gerçekleştirilen testler sonucunda büyük işlem kümelerini dikkate
alan GA yönteminin diğerlerine göre daha iyi sonuçlar verdiği belirlenmiştir. Ayrıca en iyi sonucu veren yöntem
kullanılarak besleyici atama stratejileri karşılaştırılmış ve geliştirilen GA kafaların çevrim sürelerini eş zamanlı
olarak dengelediğinden etkin sonuçlar elde edilmiştir.
6. KAYNAKÇA
AHMADI, S., OSMAN, I. H., 2005, “Greedy Random Adaptive Memory Programming Search for the
Capacitated Clustering Problem”, European Journal of Operational Research, 162, 30-44.
ALTINKEMER, K., KAZAZ, B., KÖKSALAN, M., MOSKOWITZ, H., 2000, “Optimization of Printed
Circuit Board Manufacturing: Integrated Modeling and Algorithms”, European Journal of Operations Research,
124, 409-421.
AMMONS, J. C., CARLYLE, M., CRANMER, L., DEPUY, G. W., ELLIS, K., MCGINNIS, L. F., TOVEY,
C. A., XU, H., 1997, “Component Allocation to Balance Workload in Printed Circuit Card Assembly Systems”,
IIE Transactions, 29, 265-275.
GEN, M., CHENG, R., 1997, “Genetic Algorithms and Engineering Design”, John Willey & Sons, Inc., New
York.
GRUNOW, M., GÜNTHER, H. O., SCHLEUSENER, M., YILMAZ, I. O., 2004, “Operations Planning for
Collect-and-Place Machines in PCB Assembly”, Computers & Industrial Engineering, 47, 409-429.
HONG, J., LEE, W., LEE, S., LEE, B., LEE, Y., 2000, “An Efficient Production Planning Algorithm for
Multi-Head Surface Mounting Machines Using the Biological Immune Algorithm”, International Journal of
Fuzzy Systems, 2 (1), 45-53.
KHOO, L. P., NG, T. K., 1998, “A Genetic Algorithm-Based Planning System for PCB Component
Placement”. International Journal of Production Economics, 54, 321-332.
LOH, T. S., BUKKAPATNAM, S. T. S., MEDEIROS, D., KWON, H., 2001, “A Genetic Algorithm for
Sequential Part Assignment for PCB Assembly”, Computers & Industrial Engineering, 40, 293-307.
RUBINOVITZ, J., VOLOVICH, D., 1994, “Genetic Algorithm for the Robotic Assembly Plan Problem”,
SME Technical Paper MS940200.
STRAUSS, R., 1997, “Surface Mount Assembly”. Oxford ve diğerleri.: Butterworth-Heinemann, 2nd ed.
SUN, D. S., LEE, T. E., KIM, K. H., 2005, “Component Allocation and Feeder Arrangement for A Dualgantry Multi-Head Surface Mounting Placement Tool”. International Journal of Production Economics, 95, 245264.
WONG, H., LEU, M. C., 1993, “Adaptive Genetic Algorithm for Optimal PCB Assembly Planning”. CIRP
Annals, 42 (1), 17-20.
126