www.teknolojikarastirmalar.com
ISSN:1305-631X
Yapı Teknolojileri Elektronik Dergisi
2008 (2) 31-41
TEKNOLOJĐK
ARAŞTIRMALAR
Makale
Farklı Tuğla Fabrikası Atıklarının Tuğla Üretiminde Kullanılabilirliği
Kürşat YILDIZ*
Gazi Üniversitesi Teknik Eğitim Fakültesi Yapı Eğitimi Bölümü, 06500, Ankara
ÖZET
Bu araştırmada, iç Anadolu yöresinde faaliyet gösteren dört farklı tuğla fabrikası atığının, tuğla üretiminde
tekrar kullanılabilirliği araştırılmıştır. Bu amaçla elde edilen atıklar öğütülmüş ve tuğla hammaddesi olan
kil’e %0, %5 ,%10, %15, %20, %25 ve %30 oranlarında ikame edilmek suretiyle altı tip tuğla üretilmiştir.
Bu numuneler 750 0C, 850 0C, 950 0C ve 1050 0C sıcaklıklarda pişirildikten sonra, tuğla numunelerinin
mekanik ve fiziksel özellikleri belirlenmiştir. Sonuç olarak, 1050 0C’de her grupta %5,%10,%15,%20,%25
ve %30 ikame oranlarında tuğla üretilebileceği, hem fiziksel hem de mekanik özellikler açısından mümkün
olabileceği tespit edilmiştir.
Anahtar Kelimeler: Tuğla atığı, Kil, Đkame,Tuğla
1. GĐRĐŞ
Günümüzde inşaat sektörünün hızla gelişmesi, bu sektörün önemli girdilerinden olan tuğla talebini
artırmakla birlikte hammadde ihtiyacını doğurmaktadır. Tuğla fabrika atıklarının fabrika dışına taşınması
hem çevre hem de ekonomik anlamda düşündürücüdür. Yapılan inceleme ve araştırmalar atık miktarının
toplam üretimin %10’u dolaylarında olduğunu göstermektedir.
Kırka Boraks Đşletmesi atık ürünlerinin seramik yapıda atık malzeme ve seramik üretimi için uygun
olabilecek bir malzemenin potansiyel kullanımını araştırmıştır. Boraks işletmesinin atık malzemesi
üzerinde yapılan toplam kayaç X-Ray Difraktometre çalışmasında ortalama % 41-45 dolomit, % 24-28
boraks, % 10-14 üleksit ve % 18-21 kil mineralleri bulmuştur. Çalışmasında % 17-21 kuvars, %7-11
kalsit, % 56-60 simektit ve % 12-16 illit + plajiyoklas + K-feldispat mineral topluluğu içeren Turgutlu
tuğla hammaddesini kullanmış ve 850 - 900 °C gibi düşük sıcaklıklarda bor atıklarıyla üretilen; tuğla
numuneler elde edilmiştir [1].
Afşin-Elbistan termik santralinden elde edilen uçucu küllerin tuğla üretiminde kullanmışlardır. ø5 x 10
cm.lik silindirik numuneler üzerinde bir takım fiziksel ve mekanik deneyler yapmışlardır. Örneklerin su
içerisinde stabilitelerinin bozulması karışıma agrega ilave etmelerine neden olmuştur [2].
Afyon yöresi tüflerinden tuğla üretmiş hammadde içerisine % 10, % 20 ve % 30 oranında tüf kullanmış
ve numunelerini 900ºC’ de pişirerek olumlu sonuçlar elde etmiştir [3].
Dökmen, Tuğla kiremit imalinde kullanılacak toprakların plastisite suyu oranının % 25 - % 35 arsında
bulunması gerektiğini vurgulamış, kumlu ve yağlı killerin % 25 su ile plastik hale getirilebileceğini
açıklamıştır [4].
________________________________
*Đletişim, E-mail: [email protected]
Teknolojik Araştırmalar : YTED 2008 (2) 31-41
Farklı Tuğla Fabrikası Atıklarının Tuğla Üretiminde Kullanılabilirliği
Uz, Killerin; kum içerdikleri gibi, saf olarak ta bulunabildiklerini, genellikle yüzeyde veya yüzeye yakın
yerlerde depolandıklarını açıklamıştır. Araştırmacı killerin tuğla yapımı için uygun malzeme olduğunu
biraz kum içermelerinin, tuğlanın kalitesini yükselttiği için uygun olacağını belirtmiştir [5].
Ertürkan, Çalışmasında kil arıtma tesisi atıklarından tuğla numuneleri üretmiştir. Atığı hammadde
içerisine sırasıyla; % 5, % 10, % 15, % 20, % 30, % 40 ve % 50 oranlarında katarak numunelerini
hazırlamış ve ilgili TS’ larına uygun deneyler yapmıştır. Hammadde ile kil atığının %20 oranına kadar
katılabildiğini görmüştür [6].
Rahman, Pirinç kabuğu külü ile kırmızı killi toprak karışımından oluşmuş tuğlalar üzerine yaptığı
deneysel çalışmada pirinç kabuğu külünün etkisi incelemiştir. Kül katkısının artışı ile rötre değeri
azalmış, su içeriği artmıştır [7].
Yıldırım, Çorum yöresine ait tuğla atıklarını çalışmasında kullanmıştır. Bu amaçla iki farklı incelikte
seriler oluşturmuş bu serilere ait numuneleri 900 ºC, 1000 ºC ve 1100 ºC’ de pişirerek fiziksel ve mekanik
deneyler yapmıştır. Tuğla atığı malzemenin 0,600 mm öğütülerek kullanılabileceğini ortaya koymuştur
[8].
Sümer, Tuğla killerin su plastisitesi değerleri % 13,20- 40,70 arasında olmalıdır demiştir [9]. Tuğla
yapımında kaliteye, hammaddelerin kimyasal bileşimi, tane büyüklüğü, yüzey durumu, öğütme yöntemi,
şekillendirme, ısısal zaman, pişirme zamanı ve sıcaklık gibi birçok faktör etki etmektedir [10].
Bideci, araştırmasında diatomitin tuğla üretiminde kullanılabilirliğini araştırmıştır. Bu amaçla tuğla
hammaddesi içerisine % 10, % 20, % 30 oranlarında diatomit katmış ve 800°C, 900°C ve 1000°C’ de
pişirmiştir. Hammadde içerisine % 20 oranında diatomit katkısı ve 900°C’ de pişirilmesiyle olumlu
sonuçlar almıştır [11].
Doğan, Fırın sıcaklığının artması sonucu kaolinit kili silis ve alümin ayrılması ile demir oksit ve tuğlalar
hammadde içerisindeki kilin özelliğine, üretilecek malzeme çeşidine bağlı olarak belirli süre ve ısı
derecesinde pişirilir. Kil hamuru küçük ısı derecesinde bir etüvde bekletilirse önce serbest haldeki
suyunu, daha sonrada emdiği suyun bir kısmını kaybederek zaman içinde artan bir rötre yaparak
sertleşeceğini belirtmiştir [12].
Tokyay ve Çetin, Uçucu kül - kireç karışımlarından üretilen preslenmiş duvar blok elemanlarının basınç
dayanımını ve su emme özelliklerini araştırmışlardır. Bu amaçla, Soma - B ve Tunçbilek Termik
santralleri külleri değişik oranlarda kireç ve toplam katı ağırlığın % 10’u kadar su ile karıştırılıp
preslenerek tuğla boyutlarında elemanlar üretmişlerdir. Elde edilen sonuçlar her iki uçucu külün duvar
blok elamanı üretiminde kullanılabileceğini ortaya koymuştur [13].
Uchida ve Ichikawa, çalışmalarında Al ve Si tozlarının yanmamış MgO-C tuğlalarına katılması ile seçilen
sıcaklıklardaki üretimde; değişen mikro yapı, mekanik ve termal özelliklerini incelemişlerdir. Pişirme ve
soğutma işlemi sonunda; oda sıcaklığından, 500 ºC, 1000 ºC ve 1300 ºC’ye kadar tüm örneklerde,
sıcaklıkla genleşme oranının azaldığı saptamışlardır [14].
Satapathy, çalışmasında zirkonya ve uçucu kül katkıları ile tuğla üreterek, kompozit malzemenin mekanik
ve fiziksel özelliklerini incelemiştir. Çalışmasının sonucunda artan katkı oranıyla su emme azalmış ve
sertlik dayanımı artmıştır [15].
Bu çalışmada, iç Anadolu bölgesinde faaliyet gösteren dört farklı tuğla fabrika atığının tuğla hammaddesi
yerine ikame edilerek tuğla özellikleri üzerindeki etkisi, mekanik ve fiziksel özellikleri açıksından
32
Yıldız, K.
Teknolojik Araştırmalar : YTED 2008 (2) 31-41
incelenmiştir. Bu çalışma tuğla üretim atığının yeniden değerlendirilmesi, maliyetin azaltılması, çevre
kirliliğinin önlenmesi ve tarım alanlarının daha fazla tahrip edilmemesi adına önemli bulunmuştur.
2. MATERYAL ve YÖNTEM
2.1 Materyal
Çalışmada, iç Anadolu bölgesi tuğla üretiminde kullanılan kil hammaddesi ve yine aynı bölgede faaliyet
gösteren tuğla fabrika atıkları kullanılmıştır. Kullanılan malzemeye ait kimyasal özellikler Tablo 1’de
verilmiştir.
Tablo 1. Kil ve Fabrika Atıklarına Ait Kimyasal Analiz
Kimyasal Bileşim (%)
SiO2
Al2O3
Fe2O3
CaO
MgO
SO3
K 2O
Na2O
Kızdırma kaybı
Kil
FBA1
48,75
13,04
11,25
9,72
11,30
0,41
1,00
2,02
0,61
46,03
12,08
9,63
8,21
9,10
0,03
1,17
2,23
9,13
Fabrika Atığı
FBA2
FBA3
47,95
49,05
12,83
12,45
11,54
12,03
9,45
10,02
10,96
10,65
0,42
0,39
1,03
1,02
2,15
2,09
0,64
0,68
FBA4
45,97
11,35
10,86
9,78
10,56
0,41
0,97
1,97
0,79
2.2 Yöntem
Çamur hazırlama ve numunelerin şekillendirilmesi
Kimyasal kompozisyonları bilinen dört tip tuğla fabrikası atığı, önce düz çeneli kırıcıdan geçirilmiş daha
sonra bilyeli değirmende üç saat süreyle öğütülmüştür. Öğütülen tuğla atıkları 150 µm elekten elenmiş ve
alta geçen kısım kil içerisine %0, %5 ,%10, %15, %20, %25 ve %30 oranlarında ikame edilmiştir.
Belirtilen oranlarda atık, kil ve su karıştırılarak içerisinde hava boşluğu kalmayacak şekilde hamur elde
edilmiştir. Hazırlanan çamur üzeri nemli bir bezle örtülerek 24 saat dinlenmeye bırakılmıştır. 24 saat
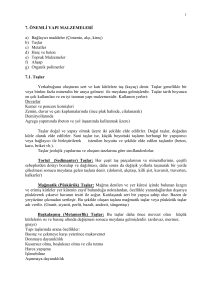
dinlendirilen çamur sistematiği Şekil 1’de verilen pnömatik sistemle çalışan cihazla şekillendirilmiştir.
Şekillendirilen numuneler 25x115mm silindir prizma ebadında kesilmiştir. Numunelerin plastik
uzunlukları, kumpasla, ağırlıkları 0,01gr hassasiyetli terazide tartılmış ve TS 4790’a göre plastik suyu
değerleri hesaplanmıştır [16].
1
A
1
2
3
2
4
5
6
A-A Kesiti
A
Şekil 1. Pnömatik Sistemin Sistematiği
Şekil 1’de verilen deney seti üzerinde rakamlarla ifade edilen aparat ve/veya bölümler; 1)Kesme aparatı,
2)Çamur haznesi, 3)Kumanda ünitesi, 4) Manometre, 5) Kompresör, 6) Pnömatik sistem
33
Teknolojik Araştırmalar : YTED 2008 (2) 31-41
Farklı Tuğla Fabrikası Atıklarının Tuğla Üretiminde Kullanılabilirliği
Kurutma
Numuneler, TS 4790 a uygun olarak hazırlanan tahta bir zemin üzerine yerleştirilerek 24 saat süreyle
normal oda sıcaklığında bekletilmiştir. Tuğla numuneleri, ilk iki saat içinde çarpılmalarını engellemek
için çarpılma durumlarına göre döndürülmüş ve diğer yüzeylerinin de kurumaları sağlanmıştır. Đlk
kuruma periyodundan sonra numuneler, 55 ± 5 °C’ sıcaklığa sahip etüvde 4 saat kurutulmuştur. Bu işlemi
takiben tuğla numuneleri, etüvden çıkarılmadan 105±5 °C sıcaklıkta 24 saat kurutulmuş ve sonra oda
sıcaklığına gelinceye kadar etüvde bekletilmiştir. Numunelerin kuru ağırlıkları ve kuru uzunlukları,
hassas terazi ve kumpas kullanılarak belirlenmiş ve TS 4790’a göre doğrusal kuruma küçülme değerleri
hesaplanmıştır[16].
Pişirme
Şekillendirilen numuneler 750 0C, 850 0C, 950 0C ve 1050 0C olmak üzere dört farklı sıcaklıkta ve son
sıcaklık derecesinde 30dk pişirilmiştir. Numuneler, fırın sıcaklığı 100 °C’ nin altına indiğinde fırından
çıkarılmış ve oda sıcaklığına kadar soğuması için bekletilmiştir. Numunelerin toplam doğrusal küçülme
deneyi TS 4790’a, su emme deneyi TS 704’e ve basınç dayanımı deneyi TS 705’e göre
yapılmıştır[16,17,18].
3. BULGULAR ve DEĞERLENDĐRME
3.1 Plastik suyu
Plastik suyu yüzde değerlerinin belirlenmesinde her bir grup için beş tekerrürlü deneme yapılmış ve
ortalama değerler Tablo 2’de verilmiştir. Her grup fabrika atığı yüzdelerinin artışı plastisiteyi etkilediği
belirlenmiştir. Bununla beraber bu artış hiçbir grupta literatür sınır değerleri aşmamıştır (Şekil 2).
Tablo 2. Her Bir Grup Đçin Plastik Suyu % Değerleri
Plastik Suyu (%)
Fabrika
Atığı (FA)
FA1
FA2
FA3
FA4
%0
21,81
22,33
21,16
20,95
%5
22,90
23,17
23,56
23,87
Fabrika Atığı Đkame Oranları (%)
%10
%15
%20
23,04
24,09
24,78
23,56
24,12
24,85
23,40
24,81
24,76
23,97
24,56
24,96
34
Literatür Sınır
değerleri [19]
%25
25,06
25,23
25,49
25,59
%30
25,87
25,96
26,75
26,64
%13,20-%40,70
Yıldız, K.
Teknolojik Araştırmalar : YTED 2008 (2) 31-41
Plastik Suyu (%)
40
Üst Sınır Değer ( % 40,70 )
FA1
30
FA2
FA3
20
Alt Sınır Değer ( % 13,20 )
FA4
10
0
0%
5%
10%
15%
20%
25%
30%
Fabrika Atığı Đkame Oranları (%)
Şekil 2. Grupların %Đkame - % Plastik Suyu - Sınır Değer Gösterimi
3.2 Doğrusal Kuruma Küçülmesi
Tuğla üretiminde önemli kriterlerden biri olan doğrusal kuruma küçülmesi, yüzde değerlerinin
belirlenmesinde her bir grup için toplam elli adet numune kullanılmış ve elde edilen verilerin
ortalaması alınarak Tablo 3’de verilmiştir. Her grup fabrika atığının ikame oranlarının artışına karşın
doğrusal kuruma küçülmesinin azaldığı tespit edilmiştir. Bunu yanı sıra her grupta %25 ve %30 ikame
oranları arasında doğrusal kuruma küçülmesinin hemen hemen değişmediği tespit edilmiştir (Şekil 3).
Tablo 3. Her Bir Grup Đçin Doğrusal Kuruma Küçülmesi % Değerleri
Doğrusal Kuruma Küçülmesi (%)
Fabrika
Atığı (FA)
%0
4,75
4,73
4,70
4,72
Doğrusal Kuruma Küçülmesi (%)
FA1
FA2
FA3
FA4
%5
4,53
4,62
4,44
4,56
Fabrika Atığı Đkame Oranları (%)
%10
%15
%20
4,16
3,89
3,55
4,21
3,75
3,49
4,06
3,83
3,40
4,19
3,79
3,39
10
9
8
7
6
5
4
3
2
1
0
Literatür Sınır
değerleri [20]
%25
3,22
3,24
3,16
3,12
%30
3,20
3,23
3,15
3,11
Maksimum
%8
Sınır Değer Max %8
FA1
FA2
FA3
FA4
0%
5%
10%
15%
20%
25%
30%
Fabrika Atığı Đkame Oranları (%)
Şekil 3. Grupların %Đkame - % Doğrusal Kuruma Küçülmesi - Sınır Değer Gösterimi
35
Teknolojik Araştırmalar : YTED 2008 (2) 31-41
Farklı Tuğla Fabrikası Atıklarının Tuğla Üretiminde Kullanılabilirliği
3.3 Toplam Doğrusal Küçülme
Tuğla üretiminin önemli ve bir o kadar hassas kriterlerinden toplam doğrusal küçülme, yüzde
değerlerinin belirlenmesinde her bir grup için toplam elli adet numune kullanılmış ve elde edilen
verilerin ortalaması alınarak Tablo 4’de verilmiştir. Her grup fabrika atığının ikame oranlarının artışına
karşın toplam doğrusal küçülmenin azaldığı tespit edilmiştir. Bu da tuğla üretiminde, tuğla fabrika
atıklarının olumlu yönde etki ettiğini ortaya koymuştur. Pişirme sıcaklığı arttıkça bütün gruplarda
toplam doğrusal küçülme de artış gözlenirken, fabrika atığı ikame oranı arttıkça toplam doğrusal
küçülme yüzdesinde azalmalar görülmüştür. Yalnız %25 ve %30 ikame oranlarındaki toplam doğrusal
küçülme yüzdeleri arasındaki fark yok denecek kadar azdır (Şekil 4).
Tablo 4. Farklı Sıcaklıklarda Her Bir Grup Đçin Toplam Doğrusal Küçülme % Değerleri
Fabrika Atığı Đkame Oranları (%)
%10
%15
%20
4,95
4,51
4,15
4,92
4,52
4,13
4,96
4,49
4,10
4,89
4,45
4,02
5,06
4,70
4,35
5,09
4,75
4,39
5,10
4,72
4,33
5,11
4,71
4,30
5,35
5,12
4,89
5,38
5,11
4,91
5,34
5,16
4,92
5,32
5,17
4,89
6,25
6,01
5,87
6,28
6,05
5,83
6,27
6,04
5,81
6,25
6,07
5,90
12
11
10
9
8
7
6
5
4
3
2
1
0
5%
10%
15%
20%
25%
%30
3,87
3,83
3,81
3,86
4,01
4,02
3,98
4,00
4,60
4,61
4,62
4,65
5,67
5,68
5,61
5,70
Maksimum
( % 10)
30%
0C
Sınır Değer Max %10
85
0
75
0
0C
Toplam doğrusal küçülme (%)
0%
%25
3,89
3,84
3,82
3,87
4,11
4,15
4,13
4,13
4,68
4,64
4,63
4,67
5,70
5,69
5,64
5,72
°C
%5
5,12
5,16
5,11
5,19
5,52
5,55
5,56
5,50
5,75
5,76
5,70
5,74
6,65
6,64
6,65
6,68
Literatür Sınır
değerleri [20]
10
50
%0
5,43
5,41
5,44,
5,48
5,78
5,74
5,79
5,76
6,03
6,08
6,05
6,04
6,97
6,95
7,01
7,02
°C
FA1
FA2
FA3
FA4
FA1
FA2
FA3
FA4
FA1
FA2
FA3
FA4
FA1
FA2
FA3
FA4
Toplam Doğrusal Küçülme (%)
95
0
1050 °C
950 °C
850 0C
750 0C
Sıcaklık 0C
/ Fabrika
Atığı (FA)
Pişirme sıcaklığı
Şekil 4. Farklı Sıcaklıklarda Grupların % Đkame - % Toplam Doğrusal Küçülme - Sınır Değer Gösterimi
36
Yıldız, K.
Teknolojik Araştırmalar : YTED 2008 (2) 31-41
3.4 Su Emme
Tuğla üretiminin önemli fiziksel özelliklerinden olan su emme yüzde değerlerinin belirlenmesinde, her bir
grup için elli adet numune kullanılmıştır. elde edilen verilerin ortalama değerleri Tablo 5’te verilmiştir.
Her bir grupta fabrika atığı ikamesinin artışı su emme yüzdesinde artışa sebep olmuştur. Fakat pişirme
sıcaklığı arttıkça su emme yüzde değerlerinde düşüşler gözlenmiştir (Şekil 5). Bu iki değişken arasında
ki ters ilişki göz önünde bulundurulacak olursa yüksek oranda fabrika atığı katkılı tuğla yüksek
sıcaklıklarda pişirildiği takdirde kullanımını mümkün kılacaktır.
Tablo 5. Farklı Sıcaklıklarda Her Bir Grup Đçin Su Emme % Değerleri
1050 °C
950 °C
850 0C
750 0C
Sıcaklık 0C
/ Fabrika
Atığı (FA)
FA1
FA2
FA3
FA4
FA1
FA2
FA3
FA4
FA1
FA2
FA3
FA4
FA1
FA2
FA3
FA4
Su Emme (%)
%0
15,79
15,68
15,59
15,83
15,05
15,34
15,26
15,45
14,95
15,20
15,12
15,32
14,83
15,05
14,95
15,21
%5
15,98
15,85
15,97
16,05
15,51
15,51
15,79
15,76
15,11
15,30
15,45
15,45
15,01
15,15
15,08
15,32
Fabrika Atığı Đkame Oranları (%)
%10
%15
%20
16,12
16,54
16,98
16,09
16,42
16,74
16,35
16,64
16,82
16,41
16,77
16,97
16,01
16,15
16,66
15,86
16,07
16,45
16,13
16,41
16,65
16,05
16,42
16,67
15,85
16,04
16,34
15,61
15,92
16,19
15,78
16,16
16,45
15,78
16,19
16,40
15,65
15,89
16,09
15,30
15,74
16,03
15,42
15,79
16,23
15,47
15,68
16,11
0%
5%
10%
15%
20%
Standart Sınır
değeri [17]
%25
17,52
17,41
17,77
17,88
17,15
17,19
17,28
17,11
16,73
16,86
16,85
16,91
16,42
16,28
16,48
16,70
25%
%30
17,93
18,03
18,12
18,42
17,38
17,68
17,87
17,26
17,16
17,24
17,45
17,08
16,86
17,02
16,97
16,95
Maksimum
( % 18)
30%
Su Emme (%)
25
20
Sınır Değer Max %18
15
°C
10
50
°C
95
0
0C
85
0
75
0
0C
10
Pişirme sıcaklığı
Şekil 5. Farklı Sıcaklıklarda Grupların % Đkame - % Su Emme - Sınır Değer Gösterimi
37
Teknolojik Araştırmalar : YTED 2008 (2) 31-41
Farklı Tuğla Fabrikası Atıklarının Tuğla Üretiminde Kullanılabilirliği
3.5 Basınç Dayanımı
Üretilen tuğla numuneler üzerinde her grup için farklı pişirme sıcaklığı ve farklı ikame oranlarında tek
eksenli basınç dayanımı deneyi yapılmıştır. Elde edilen verilerin aritmetik ortalamaları Tablo 6’da
verilmiştir. Veri dağılımları fabrika atığı tuğla tozu ikamesinin artışına bağlı olarak basınç dayanımını
olumsuz yönde etkilediği, bununla beraber pişirme sıcaklığının artışı ile basınç dayanımlarının arttığını
ortaya koymuştur. Bazı gruplarda kabul edilebilir standart sınır değerin altına düştüğü görülmüştür (Şekil
6).
Tablo 6. Farklı Sıcaklıklarda Her Bir Grup Đçin Basınç Dayanımı Değerleri
1050 °C
950 °C
850 0C
750 0C
Sıcaklık 0C
/ Fabrika
Atığı (FA)
FA1
FA2
FA3
FA4
FA1
FA2
FA3
FA4
FA1
FA2
FA3
FA4
FA1
FA2
FA3
FA4
Basınç Mukavemeti (MPa)
%0
11,51
11,42
11,48
11,63
13,79
13,67
13,79
13,85
18,59
18,42
18,59
18,93
23,05
22,79
22,46
22,93
%5
11,41
11,37
11,29
11,46
13,56
13,46
13,54
13,62
18,45
18,29
18,34
18,46
22,87
22,64
22,16
22,71
0%
Standart Sınır
değeri [18]
Fabrika Atığı Đkame Oranları (%)
%10
%15
%20
10,26
9,56
8,97
10,12
9,45
8,56
10,06
9,46
8,74
10,32
9,76
8,89
12,58
11,90
11,09
12,34
11,75
11,02
12,51
11,79
10,98
12,78
11,89
11,05
17,31
16,16
15,16
17,16
16,49
15,49
17,26
16,45
15,64
18,49
16,78
15,38
21,49
20,59
19,49
21,59
20,48
19,78
21,01
20,79
19,59
21,09
20,16
19,67
5%
10%
15%
20%
25%
%25
8,02
8,03
8,06
8,09
10,12
10,29
10,09
10,11
14,49
14,64
14,34
14,39
18,45
18,59
18,69
18,99
%30
7,46
7,49
7,62
7,57
9,23
9,16
9,42
9,34
13,91
13,98
13,89
13,48
17,89
17,84
17,67
17,96
Minimum
( 9,8 MPa)
30%
20
Sınır değer (9,8 MPa)
Basınç Dayanımı (Mpa)
25
15
10
5
°C
10
50
°C
95
0
0C
85
0
75
0
0C
0
Pişirme sıcaklığı
Şekil 6. Farklı Sıcaklıklarda Grupların % Đkame – Basınç Dayanımı - Sınır Değer Gösterimi
38
Yıldız, K.
Teknolojik Araştırmalar : YTED 2008 (2) 31-41
3.6 Zararlı Manyezi ve Kireç Deneyi
Bu deneyde numuneler 24 saat süreyle suda bırakıldıktan sonra kaynayan suda iki saat süreyle tutulmuş
ve sudan çıkarılmadan oda sıcaklığında soğumaya bırakılmıştır [18]. Soğuyan numunelerin göz ile
yapılan kontrolünde her grupta kopma ve dağılma gibi bir oluşuma rastlanmazken, bazı gruplarda
pullanma, çatlama, ve kabarma gibi bir takım oluşumlara rastlanmıştır. Daha sonra bu numuneler tekrar
kırılma yükü deneyine tabi tutulmuşlardır. Elde edilen veriler Tablo 7’de verilmiştir.
Tablo 6. Farklı Sıcaklıklarda Her Bir Grup Đçin Basınç Dayanımı Değerleri
1050 °C
950 °C
850 0C
750 0C
Sıcaklık 0C
/ Fabrika
Atığı (FA)
Zararlı Manyezi ve Kireç Deneyi Sonrası Basınç Dayanımı (MPa)
%0
9,51
9,44
9,49
9,71
11,51
11,49
11,76
11,97
14,89
14,76
14,72
14,92
19,67
19,79
19,85
19,56
FA1
FA2
FA3
FA4
FA1
FA2
FA3
FA4
FA1
FA2
FA3
FA4
FA1
FA2
FA3
FA4
%5
9,05
9,06
9,01
9,11
11,12
11,09
11,12
11,46
14,78
14,59
14,76
14,67
19,32
19,31
19,42
19,16
Fabrika Atığı Đkame Oranları (%)
%10
%15
%20
8,72
6,65
4,46
8,46
6,46
4,42
8,14
6,32
4,31
8,36
6,29
4,37
9,79
7,32
5,26
9,72
7,46
5,62
9,76
7,56
5,41
9,68
7,29
5,82
13,16
11,15
9,76
13,18
11,21
9,82
13,24
11,14
9,84
13,27
11,16
9,78
18,16
16,17
14,15
18,46
16,46
14,24
18,31
16,34
14,46
18,01
16,48
14,43
0%
5%
10%
15%
20%
%25
3,98
3,94
3,91
3,87
4,59
4,51
4,58
4,52
8,76
8,46
8,59
8,56
13,19
13,21
13,26
13,48
25%
%30
3,06
3,08
3,04
3,09
3,19
3,15
3,16
3,17
7,67
7,61
7,64
7,63
12,46
12,45
12,41
12,47
Standart Sınır
değeri [18]
Minimum
( 8,3 MPa)
30%
20
Sınır değer( 8,3 MPa)
Basınç Dayanımı (Mpa)
25
15
10
5
Pişirme sıcaklığı
°C
10
50
°C
95
0
0C
85
0
75
0
0C
0
Şekil 6. Farklı Sıcaklıklarda Grupların % Đkame – Basınç Dayanımı - Sınır Değer Gösterimi
39
Teknolojik Araştırmalar : YTED 2008 (2) 31-41
Farklı Tuğla Fabrikası Atıklarının Tuğla Üretiminde Kullanılabilirliği
4. SONUÇ VE ÖNERĐLER
Çalışmada iç Anadolu bölgesini temsilen bölgede faaliyet gösteren dört farklı tuğla fabrikasından elde
edilen fabrika atıklarının, tuğla sektörüne tekrar kazandırılabilirliği amacıyla yapılan çalışmada;
Fabrika atıkları kimyasal özellikleri bakımından benzer özellikler sergilemiştir. Laboratuar ortamında,
tuğla üretim aşamasında bütün fabrika atığı katkılı tuğla numuneleri fiziksel özellikleri bakımından
literatür sınır değerlerini karşılamıştır. Bu sonuç Şekil 2-3-5’te görülmektedir.
Tuğla üretim aşamasında mekanik özellikler belirlenirken 750 0C’de %15,%20,%25 ve %30 ikame
oranlarında ve 850 0C’de, %30 ikame oranında tuğla üretiminin gerçekleştirilemeyeceği tespit edilmiştir.
Bu sonuç Şekil 6’da belirtilen gruplar sınır değerlerin altında kalmıştır.
Zararlı manyezi ve kireç deneyi sonucunda FA1, FA2 ve FA4 gruplarının %20, %25 ve %30 ikameli olan
numunelerde pullanma, çatlama ve kabarmalar gözlenirken, FA3 grubunda bu tür bozulmalara
rastlanmamıştır. Bununla beraber hiçbir grupta kopma ve dağılmalara rastlanmamıştır.
Zararlı manyezi ve kireç deneyinden çıkan numuneler üzerinde gerçekleştirilen tek eksenli basınç deneyi
sonucunda, Şekil 6’da açıkça görüldüğü üzere her grupta 750 0C ve 850 0C pişirme sıcaklıkların da,
%15,%20,%25 ve %30 ikameli numuneler 950 0C’de %30 ikameli numuneler standart sınır değerlerinin
altında kalmıştır.
Đç Anadolu bölgesini temsil edebilecek şekilde seçilen pilot fabrikalardan elde edilen atıklar, gerek
fiziksel gerekse mekanik özellikler açısından yakın eğerlerde seyretmiştir. Bu sonuç Đç Anadolu
bölgesinde üretilen tuğla ve türevlerinin homojen bir dağılım sergilediğini ortaya koymuştur.
1050 0C’de her grupta %5,%10,%15,%20,%25 ve %30 ikame oranlarında yeterli fiziksel ve mekanik
özelliklere sahip tuğla üretilebileceği belirlenmiştir.
Sonuç olarak tuğla atıklarının yeniden üretimde kullanılması ile hammadde kaynaklarında tasarruf
sağlanabileceği gibi tuğla atıklarının çevreye vermesi muhtemel zararlar önlenmiş olacaktır.
KAYNAKLAR
1. Çolak, M., 1999, Etibank Kırka boraks işletmesi atıklarının Turgutlu killeri ile tuğla-kiremit
denemesi, Tuğla ve Kiremit Endüstrisi Dergisi, s.10-16.
2. Özkul, H., Koral, S., 1995, Afşin Elbistan Uçucu Küllerinin Tuğla Blok Elemanı Üretiminde
Kullanılma Olanaklarının Araştırılması, Endüstriyel Atıkların Đnşaat Sektöründe Kullanılması
Sempozyumu Bildiriler El Kitabı, TMMOB Đnşaat Mühendisleri Odası, Ankara.
3. Demir, Đ., 2001, Afyon Bölgesi Tüflerinin Tuğla Üretiminde Kullanılması, Doktora Tezi, G.Ü.,
Fen Bilimleri Enstitüsü, Ankara.
4. Dökmen, L., 1989, Salihli ve Turgutlu’dan Alınan Tuğla Kiremit Hammaddelerine Uygulanan
Analizler ve Sonuçları, Dokuz Eylül Üniversitesi Yayını, Đzmir.
5. Uz, B., 1990, Mineraller, Đstanbul Teknik Üniversitesi, Maden Fakültesi Yayını, Đstanbul.
6. Ertürkan, Y., 1997, Kil Arıtma Tesisi Atıklarının Tuğla Üretiminde Kullanılabilirliğinin
Araştırılması, Yüksek Lisans Tezi, Gazi Üniversitesi Fen Bilimleri Enstitüsü, Ankara.
40
Yıldız, K.
Teknolojik Araştırmalar : YTED 2008 (2) 31-41
7. Rahman, M. A., 1988, Effect of Rice Husk Ash on the Properties of Bricks Made from Fires
Lateritic Soil-Clay Mix. Materials and Structures, s.222-227.
8. Yıldırım, E., 2001, Çorum’da Üretilen Tuğla Atıklarının Tekrar Değerlendirilmesinin
Araştırılması, Yüksek Lisans Tezi, Gazi Üniversitesi Fen Bilimleri Enstitüsü, Ankara.
9. Sümer, G., 1992, Endüstriyel Seramikler, Anadolu Üniversitesi Yayını, Eskişehir, s.798-799.
10. Sümer, G., 1994, Endüstriyel Seramikler, Anadolu Üniversitesi Yayını, Eskişehir, s.837-838.
11. Bideci, A., 2003, Diatomit Hammaddesinin Tuğla Üretiminde Kullanılabilirliğinin Araştırılması,
Yüksek Lisans Tezi, Gazi Üniversitesi Fen Bilimleri Enstitüsü, Ankara.
12. Doğan, Ş., 1985, Açıklamalı Seramik Teknolojisi, Birsen Yayınevi, Đstanbul.
13. Tokyay, M., Çetin (Küçüköner), B., 1991, Preslenmiş, Buhar Kürü Uygulanmış Uçucu Kül-Kireç
Tuğlalarının Dayanım ve Su Emme Özellikleri, ĐMO Teknik Dergi, s.385-394.
14. Uchida, S., and Ichikawa, K., 1998, High Temperature Properties of Unburned MgO-C Bricks
Containing Al and Si Powders, Journal of The American Ceramic Society, Vol :81, pp:2910-2916.
15. Satapathy, L. N., 2000, Study on the Mechanical Abrasion and Micro structural Properties of
Zirconia-Fly ash Materials, Ceramics International, Vol:26, pp:39-45.
16. TS 4790, 1986, Tuğla ve Kiremit Topraklarının Deney Metodu, Türk Standardları Enstitüsü,
Ankara.
17. TS 704, 1979, Harman Tuğlası, Duvarlar için, Türk Standartları Enstitüsü, Ankara
18. TS 705, 1985, Fabrika Tuğlaları-Duvarlar için Dolu ve Düşey Delikli, Türk Standartları Enstitüsü,
Ankara.
19. Sümer, G., 1990, Endüstriyel Seramikler, Anadolu Üniversitesi Yayını, Eskişehir, s.330-332.
20. Köktürk, U., 1993, Endüstriyel Hammaddeler, Dokuz Eylül Üniversitesi Yayını, Đzmir, s.205.
41