6th International Advanced Technologies Symposium (IATS’11), 16-18 May 2011, Elazığ, Turkey
CNC Torna Tezgahinda 17-4 PH Paslanmaz
Çeliğin ĠĢleme Parametrelerinin Deneysel
Olarak Belirlenmesi
M. Ay1, A. Kalyon2
1
University of Marmara, Ġstanbul/Turkey, [email protected].
2
University of Karabük, Turkey, [email protected]
Experimental Determination of Machining
Parameters of 17-4 Ph Stainless Steel in Cnc
Turning
Abstract--In this study, an experimental investigation on
cutting forces, surface roughness and the hardness of metarial
after machining in turning of 17-4 PH stainless steel using PVD
coated cutting tools is presented. The influences of feed rate, tool
peak radius, depth of cut on surface roughness and cutting force
have been examined. In order to optimize the turning process,
Taguchi optimization method has been used. The influence of
each parameter on obtained results has been determined by using
analysis of varience (ANOVA). The relationship between
dependent parameters and independent parameters has been
modeled by Regression analysis. The optimal Machinability of 174 PH stainless steel with PVD coated insert has been succesfully
determined in this study.
Keyword--Machinability, Taguchi method, PVD coated cutting
tool, Surface roughness, Cutting force
I. GĠRĠġ
esici takımın daha uzun ömürlü olabilmesi ve iĢ
parçasının ise istenilen kalitede üretilerek hammadde
israfını önlemek için, kesme performansı ve Ģartlarını
optimize etme gerekliliği ortaya çıkmıĢtır. Bunu
gerçekleĢtirebilmek için, kesici takımların ömrüne tesir eden
etkenler ile iĢ parçasının kalitesinin belirlenmesinde etkili olan
etkenler bilim adamları tarafından araĢtırılmaktadır. Uzun
yıllardır yapılan çalıĢmalar göstermektedir ki; tornalamada
kesici takım ömrünü ve iĢ parçası kalitesini etkileyen birçok
parametre ve durum vardır. Kesici takım ömrü ve üretilen
ürünün kalitesini etkileyen faktörler; kesici takımın geometrik
özellikleri, ilerleme oranı, kesme hızı, talaĢ derinliği,
kaplamalar, iĢ parçası ve kesici takım rijitliği oranı vs. gibi
parametreler hem kesici takım ömrünü hem de üretilen ürünün
yüzey kalitesini artırmaktadır.
Aynı zamanda üretim
maliyetini ve sarf edilen enerjiyi azaltmaktadır. Tüm bunlar
dikkate alındığında parametrelerin seçilmesinin önemi
görülmektedir. Zdzislaw Klim ve arkadaĢları yapmıĢ oldukları
çalıĢmada 17-4 PH paslanmaz çeliğini iĢleyerek takım ömrünü
belirlemeye yönelik yeni bir model geliĢtirmiĢlerdir.
OluĢturulan model ile serbest yüzey aĢınması dikkate alarak
takım ömrünü analiz etmiĢlerdir. OluĢturulan metot sabit ve
K
değiĢken ilerleme Ģartlarında takım performansının detaylı
analizinin yapılmasını sağlamıĢtır [1]. A. Senthil Kumar ve
arkadaĢları yapmıĢ oldukları çalıĢmada sertleĢtirilmiĢ
martenzitik paslanmaz çeliğin iĢlenebilirliğinin takım
aĢınmasına ve takım ömrüne olan etkisini incelemiĢlerdir.
ÇalıĢmaları sonucunda serbest yüzey aĢınmasının takım
ömrüne düĢük hızlarda etki ettiğini buna karĢılık krater ve
çentik aĢınması takım ömrüne yüksek iĢleme hızlarında etki
ettiğini bulmuĢlardır [2]. M.Y. Noordin ve arkadaĢları yapmıĢ
oldukları çalıĢmada sertleĢtirilmiĢ martenzitik malzemeyi kuru
olarak kaplamalı uçlarla iĢlenebilirliğini incelemiĢlerdir.
Yaptıkları çalıĢma sonucunda kesme hızının ve ilerlemenin
takım aĢınmasına etkisi olduğunu bulmuĢlardır [3]. ġeker U.
ve arkadaĢları yapmıĢ oldukları çalıĢmada farklı oranlarda
nikel ve bakır içeren sünek malzemelerin yüzey pürüzlülüğüne
ve kesme kuvvetine olan etkisini araĢtırmıĢlardır. YapmıĢ
oldukları deneyler sonucunda en iyi yüzey kalitesini ve kesme
kuvvetleri sonucunu %7 nikel ve %0,7 bakır içeren
numunelerde bulmuĢlardır [4].
PVD kaplama yöntemi; dekoratif ve mekanik özellikleri
geliĢtirici amaçlı geliĢtirilen bir yüzey kaplama tekniğidir.
TalaĢlı ve talaĢsız üretimde kullanılan takım ve kalıpların
ömürleri parça baĢına maliyetlerde baĢrolü oynamaktadır.
Takım ve kalıplardan beklenilen, maksimum sayıda parçayı,
minimum maliyetle üretim isteğini gerçekleĢtirebilmek için
yüzey kaplamalarına ihtiyaç duyulmaktadır[5]. Korkut Ġ. ve
arkadaĢları östenitik paslanmaz çeliğin semente karbür
takımlarla
uygun
kesme
hızında
iĢlenebilmesini
araĢtırmıĢlardır. Yaptıkları çalıĢmada yüzey pürüzlülük
değerinin artan kesme hızlarında azaldığını bulmuĢtur [6].
17-4 PH paslanmaz çeliği iyi süneklik ve tokluk yanında, orta
ila iyi derece arasında korozyon dayanımı gösterir. Bu çelikler,
martenzitik çeliklerle kıyaslandığında, mukavemet ve
korozyon dayanımlarının iyi bir kombinasyonu elde edilir. Bu
durum yüksek miktardaki alaĢım elementleri ve en çok %0,04
C bulunmasından dolayıdır. Ancak, bunun sonucunda aĢınma
dayanımında düĢüĢ gözlenir [7].
Günümüzde üretilen 17-4 PH paslanmaz çelikler, yüksek hızlı
uçakların dıĢ yüzeylerinde, füze gövdelerinde, deniz
taĢıtlarında, yakıt tanklarında, uçakların iniĢ takımlarında,
pompalarda, millerde, somun, cıvata, kesici aletler ve
kavramalarda yaygın bir kullanım alanına sahiptir. Diğer
kullanım alanları içinde filtreler veya makinelerin hareketli
197
M.Ay, A. Kalyon
parçaları gibi korozif ortamlarda kullanılan ağırlıkça hafif
yüksek mukavemetli parçalar girmektedir [1].
Tablo 2. Deney parametreleri
(B)
TalaĢ Derinliği
(mm)
(C)
KöĢe Radüsü
(mm)
Seviye I
(A)
Ġlerleme
(mm/dev
)
0.1
0.4
0.4
Seviye II
0.2
0.8
0.8
Seviye III
0.3
1.0
1.2
Parametreler
II. MALZEME VE METOD
ĠĢlenebilirlik deneylerinde 2 adet Ø18 mm ölçüsünde 90 mm
boyunda ısıl iĢlem öncesi 24 HRC sertlikte olan iĢ parçaları
kullanılmıĢtır. Numunelere ait kimyasal bileĢim Tablo 1’de
verilmiĢtir.
Tablo 1. Malzemenin kimyasal içeriği
C
0.04
Mn
0.78
Cr
15.9
Mo
0.40
Ni
4.69
Co
0.06
Cu
3.4
Tablo 3. L9 Deney tasarımı
Nb
0.2
Fe
Deney
No.
DeğiĢkenler
(A)
F (mm/dev)
(B)
D (mm)
(C)
R (mm)
1
A1B1C1
1
1
1
2
A1B2C2
1
2
2
3
A1B3C3
1
3
3
4
A2B1C2
2
1
2
5
A2B2C3
2
2
3
6
A2B3C1
2
3
1
7
A3B1C3
3
1
3
8
9
A3B2C1
A3B3C2
3
3
2
3
1
2
73.9
TalaĢ kaldırma iĢlemi sırasında kesici takım ucu olarak
KENNAMETAL firmasının üretmiĢ olduğu KC5010
deformasyona karĢı çok dirençli alaĢımsız karbür alt yapısı
üzerine geliĢmiĢ PVD TiAlN kaplamalı uçlarla uç kavis
yarıçapları farklı finiĢ uçlar kullanılmıĢtır.
Deneylerde Johnford TC 35 CNC Fanuc OT x-z eksenli bir
tezgah kullanılmıĢtır. Deneyde Mahr firmasının perhometer
M1 tipi yüzey pürüzlülüğü ölçüm aleti kullanılmıĢtır. DIN,
ISO, JIN, AISI standartlarına göre çeĢitli parametrelerle yüzey
pürüzlülüğü tayin edilir. Bulunan değer ekranda görülmesiyle
birlikte Ra, Rz vb yüzey pürüzlülük değerlerinde çıktı
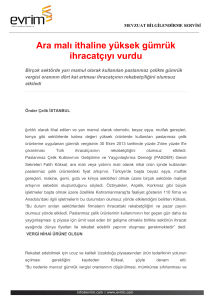
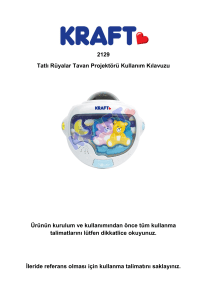
alınabilir. Deneylerde kuvvet ölçümü için KISTLER 9121
kuvvet sensörü, KISTLER 5019b tipi yük amplifikatörü ve
DynoWare analiz programı kullanılmıĢtır ( ġekil 1.)
III. SONUÇLAR VE DEĞERLENDĠRME
III.I. YÜZEY PÜRÜZLÜLÜK SONUÇLARININ
DEĞERLENDĠRĠLMESĠ
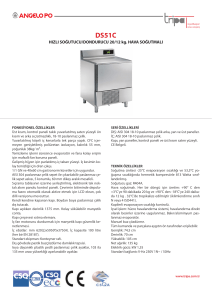
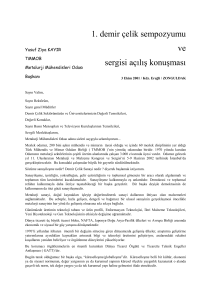
Yapılan dokuz deneyde elde edilen sonuçlara göre ilerleme 0,1
mm/dev, talaĢ derinliği 1 mm ve uç kavis yarıçapı 0,8
olduğunda en iyi yüzey kalitesinin elde edileceği
anlaĢılmaktadır. Ġlerleme ve talaĢ derinliğin artması yüzey
pürüzlülüğünü olumsuz olarak etkilemektedir. Uç köĢe
radyüsünün artmasına rağmen ve talaĢ derinliğinin artması
yüzey pürüzlülüğünü artırmaktadır.
ġekil 1. Deney düzeneği
II. I DENEYSEL PROSEDÜR
Bu çalıĢmada deneysel parametreler olarak, Ġlerleme (f), devir
(N) ve talaĢ derinliği (d) seçilmiĢtir. Deneylerde iĢ parçasının
CNC torna tezgahında ortogonal kesme yapılarak sonuçlar
elde edilmiĢtir. Deneyde kullanılacak parametreler ve
seviyeleri Tablo 2 ve Tablo 3’te L9 deney tasarımı
sunulmuĢtur.
198
ġekil 2. TalaĢ derinliğinin ve ilerlemenin yüzey pürüzlülüğüne
etkileri
CNC Torna Tezgahinda 17-4 PH Paslanmaz Çeliğin İşleme Parametrelerinin Deneysel Olarak Belirlenmesi
ġekil 6. Uç köĢe radyüsünün ve ilerlemenin kesme kuvvetine
etkisi
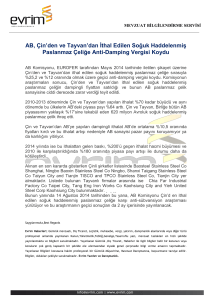
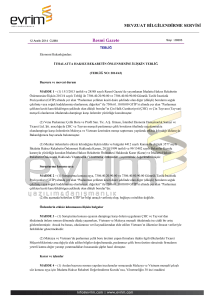
ġekil 3. TalaĢ derinliğinin ve uç köĢe radyüsünün yüzey
pürüzlülüğüne etkileri
ġekil 7. TalaĢ derinliği ve uç köĢe radyüsünün kesme
kuvvetine etkisi
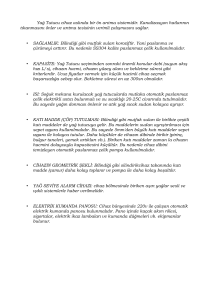
ġekil 4. Uç köĢe radyüsünün ve ilerlemenin yüzey
pürüzlülüğüne etkileri
III. III DOĞRULAMA DENEYLERI
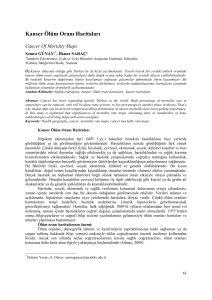
III. II KESME KUVVETI SONUÇLARI DEĞERLENDIRILMESI
Yapılan deneylerde elde edilen 0.2 ilerleme mm/dev, 0.4 mm
talaĢ derinliği ve 1.2 köĢe radyüsü ile en düĢük kesme
kuvvetinin elde edildiği anlaĢılmaktadır. ġekil 5 ve 6’da
görüldüğü gibi ilerleme artınca kesme kuvveti de artmaktadır.
TalaĢ derinliği artıkça kesme kuvveti artmaktadır.
Taguchi optimizasyon metodu kullanılarak, yapılan deneysel
çalıĢmada optimal sonuçları elde edilmektedir. Elde edilen bu
sonuçlar bazı zamanlarda mevcut deneylerden herhangi biri
olabilirken, bazı zamanlarda ise yapılan deneylerin haricinde
bir deney yaparak optimal sonuca ulaĢmayı da gerektirebilir.
Doğrulama deneyinde elde edilen sonuçlar, yapılan
optimizayonun baĢarısını yansıtmaktadır. Bu bağlamda
optimal Ģartların tahmin edildiği ve hesaplamalar sonucu elde
edilen değerler ile doğrulama deneyleri sonucunda elde edilen
ilerleme oranı, kesme kuvveti, uç köĢe radüsü değerleri
aĢağıdaki tablolarda sunulmuĢtur.
Elde edilen sonuçlar incelendiğinde, elde edilen sonuçların
gayet tatminkar olduğu görülmektedir. Bu sonuçlar, yapılan
deneylerde Taguchi Optimizasyon metodunun baĢarı ile
uygulanabildiği sonucuna ulaĢılmıĢtır.
Tablo 3. Yüzey Pürüzlülüğü Ġçin Optimal Sonuçlar
ġekil 5. TalaĢ derinliği ve ilerlemenin kesme kuvvetine etkisi
199
Tahmin Edilen
Doğrulama Deneyi
Seviye
A1B3C2
A1B3C2
Pürüzlülük değeri (µm)
0.79
0.82
M.Ay, A. Kalyon
Tablo 4. Kesme Kuvveti Ġçin Optimal Sonuçlar
Tahmin
Doğrulama
Edilen
Deneyi
Seviye
A2B1C3
A2B1C3
Kesme Kuvveti değerleri
(N)
218.75
223.49
III.IV ANOVA ANALĠZĠ
17-4 PH çeliği üç değiĢik faktör, üç değiĢik seviyede
kullanılarak ince ve kaba paso olmak üzere dokuzar deney
yapılmıĢ ve bu deneylerin her birinden farklı Ra yanıt değeri
ölçülmüĢtür. Bu farklılıkların tamamen tesadüf mü yoksa
faktörlerinden mi kaynaklandığı ve her faktörün bu yanıta
etkisini belirlemek için varyans analizi kullanılmaktadır. ĠĢ
parçasının iĢleme parametrelerinin varyans analizi sonuçları
Tablo 5’de sunulmuĢtur. Tablo 5’de görüldüğü gibi, 17-4 PH
paslanmaz çeliğinin iĢlenmesi sonucu iĢlenen yüzeydeki
pürüzlülüğünün oluĢumunda en etkili faktör %81,3 ile
ilerlemedir.
Tablo 5. Ra değerlerine göre ANOVA sonuçları
Serbestlik
Derecesi
Karelerin
Toplamı
DeğiĢkenler
F
oranı
A
2
10.6182
5.3091
14.96
Yüzde
Oran
(%)
81.30
B
2
0.5872
0.2039
0.83
4.51
C
2
1.8558
0.0421
2.61
14.18
Hata (e)
2
0.7100
0.0005
Toplam
8
13.7711
Notasyonlar
100
ĠĢ parçasının iĢleme parametrelerinin varyans analizi sonuçları
Tablo 6’da sunulmuĢtur. 17-4 PH paslanmaz çeliğinin
iĢlenmesi sonucu iĢleme esnasında kesme kuvvetleri
değerlerinin oluĢumunda en etkili faktör %48,17 ile talaĢ
derinliğidir.
Tablo 6. Kesme kuvveti değerlerine göre ANOVA sonuçları
Notasyonlar
Serbestlik Karelerin
DeğiĢkenler
F
Yüzde
Derecesi
Toplamı
oranı
Oran
(%)
A
2
34770
17385
198.7
43.85
2
38193
19097
218.3
48.17
C
2
6324
3162
36.15
7.97
Hata (e)
2
175
87
Toplam
8
79461
IV. SONUÇLAR
Yapılan çalıĢmada, sonuçların daha sağlıklı ve kabul edilebilir
değerlerde çıkmasına yardımcı olacağı ve optimal sonuçlara
ulaĢılarak zaman ve maliyetten kazanımların olacağı
düĢünülerek, istatistiksel bir yöntem olan Taguchi metodu
kullanılmıĢtır. Taguchi ile hem deney tasarımı yapılarak daha
az deney ile daha verimli sonuçlara ulaĢılmıĢ ve böylece
gereksiz deneylere harcanacak zaman ve maliyetten tasarruf
edilmiĢ hem de deney sonuçlarında elde edilen veriler
optimize edilerek en iyileĢme gerçekleĢtirilmiĢtir. Bu çalıĢma
ile ulaĢılan sonuçlar aĢağıda sunulmuĢtur.
Deneysel ve istatistiksel yöntemler kullanılarak yapılan
bu çalıĢmada, elde edilen sonuçlar; deney tasarımı
aĢamasında belirlenen parametreler ile bu çalıĢma ile
hedeflenen, yüzey kalitesi ve kesme kuvveti
parametreleri uyuĢmuĢ ve böylece çalıĢma baĢarıyla
tamamlanmıĢtır. Kısaca, bağımlı değiĢkenler için
tahmin edilen bağımsız değiĢkenler probleme çözüm
getirmiĢtir.
ii. Bu çalıĢma ile 17-4 PH paslanmaz çeliğinin, ilerleme
oranı, talaĢ derinliği ve uç köĢe radyüsü farklı sertlik
değerlerindeki iĢ parçalarının yüzey pürüzlülüğü ve
kesme kuvvetine olan etkisi belirlenmiĢtir.
iii.
Yapılan deneysel çalıĢmada ilerlemenin artmasıyla
parçanın
yüzey
pürüzlülük
değerinin
artığı
gözlenmiĢtir. DüĢük ilerleme hızlarında daha iyi yüzey
kalitesi elde edilmiĢtir. Bu da literatürdeki çalıĢmalarla
bağdaĢmaktadır.
iv.
Yapılan deneysel çalıĢmada kesme kuvvetine talaĢ
derinliği, ilerleme ve uç radyüsünün etkisi incelenmiĢ
artan talaĢ derinliği ve ilerleme hızlarında kesme
kuvvetlerinin arttığı belirlenmiĢtir.
i.
0.01
B
Yüzey Pürüzlüğü (Ra µm) = - 0.041 + 1.32 A + 0.200 B –
0.553 C R = %90.8
(1)
ĠĢ parçası için oluĢturulmuĢ kesme kuvveti denklemi aĢağıda
denklem 2’de sunulmuĢtur.
Kesme Kuvvet (N) = - 37.5 + 75.6 A + 79.6 B+ 31.9 C
R = %98.6
(2)
Bu denklemlerde A ilerleme, B talaĢ derinliğini ve C uç köĢe
radyüsünü sembolize etmektedir. R katsayısı değerleri sırasıyla
%90.8, %98.6 olarak elde edilmiĢtir. Bu değerlerde tahmin
modelinin gerçek iliĢkiye yakınlığını ifade etmektedir. 80%
üzeri olması durumunda kuvvetli iliĢki olarak kabul
edilmektedir. Bu çalıĢmada elde edilen tahminsel denklemde R
80% üzeri olduğu için kabul edilebilir sınırlar içindedir ve
kuvvetli iliĢkiye sahiptir.
0.01
100
TEġEKKÜR
III.V REGRESYON ANALĠZĠ
TalaĢ kaldırma için kontrol faktörleri (ilerleme oranı, talaĢ
derinliği ve uç köĢe radüsü) ile (ortalama yüzey pürüzlülüğü)
arasında tahmini denklem oluĢturma ve bunlar arasındaki
iliĢkiyi tanımlayabilmek için doğrusal regresyon analizi
kullanılmıĢtır. ĠĢ parçası için oluĢturulmuĢ Ra ve kesme
kuvveti denklemi aĢağıda denklem 1 ve 2’de sunulmuĢtur.
Bu çalıĢma Marmara Üniversitesi FEN-C-YLP-3105100189 nolu projeden destek almıĢtır.
200
CNC Torna Tezgahinda 17-4 PH Paslanmaz Çeliğin İşleme Parametrelerinin Deneysel Olarak Belirlenmesi
KAYNAKLAR
[1] K. Zdzislaw, E. Elmekki, M. Balazinski, C. Fortin, “ Cutting tool
reliability analysis for variable feed milling of 17-4 PH stainless steel ”, Wear,
vol. 195, p.p. 206-213, 1996.
[2] A. S. Kumar, A. R. Durai, T. Sornakumar: “ The effect of tool wear on
tool life of alumina-based ceramic cutting tools while machining hardened
martensitic stainless steel”, Journal of Materials Processing Technology, vol.
173, p.p. 151-156, 2006.
[3] M.Y. Noordin, V.C. Venkatesh, S. Sharif: “Dry turning of tempered
martensitic stainless tool steel using coated cermet and coated carbide tools”,
Journal of Materials Processing Technology, vol. 185, p.p. 83-90, 2007.
[4] U. ġeker, I. Çiftçi, H. Hasırcı, “ The effect of alloying elements on
surface roughness and cutting forces during machining of ductile iron”
Materials and Design, vol. 24, p.p. 47-51, 2003.
[5] E. Ġnçal, “PVD Yöntemi Ġle Kaplanan HSS Takım Çeliklerinin
Karakterizasyonu Ve AĢınma Dayanımının Ġncelenmesi”, Yüksek Lisans
Tezi, Ġstanbul, 2007.
[6] I. Korkut, M. Kasap, I. Çiftçi, U. ġeker, “ Determination of optimum
cutting parameters during machining of AISI 304 austenitic stainless steel”,
Materials and Design, vol. 25, pp 300-305, 2004.
[7] U. OdabaĢ, Paslanmaz Çelikler, Kaynak Yöntemleri, 2. Baskı, ġubat
2004.
201