tmmob
nıakina mühendisleri
odası
II.ULUSAL
DEMİR-ÇELİK
SEMPOZYUMU VE SERGİSİ
BİLDİRİLER
KİTABI
İİ
Yayın No:
E/2003/336
tmmob
makina mühendisleri odası
Sümer Sok. 36/ 1-A
06440 Demirtepe / ANKARA
Tel: (0312) 231 31 59 Faks: (0312) 231 31 65
e-posta: [email protected]
http://www.mmo.org.tr
Yayın No: E/2003/336
ISBN: 975-395-646-0
Bu yapıtın yayın hakkı Makina Mühendisleri Odası'na aittir. Kitabın hiçbir bölümü
değiştirilemez. MMO'nın izni olmadan kitabın hiçbir bölümü elektronik, mekanik vb. yollarla
kopya edilip kullanılamaz. Kaynak gösterilmek kaydı ile alıntı yapılabilir.
Ekim 2003 / Ankara
Baskı: Özkan Matbaacılık (312) 229 59 74
/
II. DEMIR-ÇELIK SEMPOZYUM BİLDİRİLERİ / 01
tmmob
makina mühendisleri
odası
"Türkiye paslanmaz çelik üretebilir mi ?"
Yusuf Ziya KAYIR
KOSGEB Sincan Müdürlüğü
11
TÜRKİYE PASLANMAZ ÇELİK ÜRETEBİLİR Mİ?
Yusuf Ziya KAYIR
KOSGEB
Tel: (312) 267 02 85
06935 Sincan/Ankara
E-posta: [email protected]
Özet: Ülke kaynaklarını (yer altı, yer üstü ve insan kaynakları da dahil) harekete geçirerek ülke insanın ihtiyaçlarını
karşılayabilen teknoloji kritik teknolojidir. Türkiye dünyada krom cevheri üretimi sıralamasında ilk 8 ülke içindedir. Krom
cevherimiz yüksek kalitelidir. Yalnızca Türkiye ve Arnavutluk'un paslanmaz çelik tesisi yoktur, Küba'da bile ihracat
yapabilen 150.000 ton kapasiteli bir paslanmaz çelik tesisi bulunmaktadır. Türkiye, 2002 yılında, dünya demir çelik
üreticisi ülkeler sıralamasında 13. büyük Demir Çelik üreticisi olmuştur. Ülkemiz demir ve çelik üretiminde birikim ve
deneyim sahibidir. Krom cevherlerimizden, Etibank'a ait Elazığ ve Antalya Ferrokrom Tesislerinde üretilen ürünler iç ve
dış piyasalara satılmaktadır. Türkiye için paslanmaz çelik üretimi kritik bir teknolojidir.
Gelişmiş ülkelerde çelik sektörü entegre tesislere dayalı olup, katma değeri yüksek; paslanmaz çelik, vasıflı çelik, özel
çelikler gibi ürünlere yönelmiştir. Gelişmekte olan ülkelerde çelik sektörü, yarı entegre tesislere dayalı olup, hurda gibi
parçalı girdilerden nispeten ucuz ürünler üretmektedir. Demir Çelik sektörünün özelliğinden; tonu 200-250 S'lık ürünler
üretilebildiği gibi maliyetleri fazla artırmadan, paslanmaz çelik gibi, tonu 1.500-2.000 $'lık ürünler de üretmek
mümkündür. Bu bildiride, Türkiye'nin paslanmaz çelik üretimi konusu irdelenecek yaratacağı olanaklar; istihdam ve
ekonomik faydalar ortaya konularak başlıktaki soru yanıtlanmaya çalışılacaktır.
Anahtar sözcükler: Demir ve Çelik, Krom, Nikel, Ferrokrom, Paslanmaz Çelik, Teknoloji, Sanayileşme, Kalkınma
1.
açısından durumlarını belirlemek ve ülkemiz sanayinin
gerçekçi bir profilini çıkarmak üzere, bu alt sektörlerin,
toplam istihdam, ihracat, katma değer ve satış hasılatını
hesaba katan bileşik bir endeks oluşturulmuş ve söz konusu
sektörlerin bu endekse göre sıralaması yapılmıştır. Bileşik
endekste en büyük ağırlık alt sektörün istihdamdaki payına
verilmiş; ihracattaki pay ikinci ağırlık ölçütü olarak
alınmıştır. Katma değer ve satış hasilatındaki paylara ise
göreli olarak en düşük ağırlıklar verilmiştir.
İmalat sanayi alt sektörleri arasında söz konusu bileşik
endekse göre yapılan sosvo-ekonomik bazdaki stratejik
önem sırası Tablo 1 'de verilmiştir.
GİRİŞ
Ülke ekonomisini büyüterek ve geliştirerek yeniden
üretecek, ulusal ölçekte altyapı yatırımları; sanayimize
rekabet üstünlüğü, kazandıracak, teknolojik ve sistemsel
düzenlemeler; geniş ölçüde istihdam olanağı yaratacak yeni
sanayi atılımları; ve yarınlarımızı inşa edecek jenerik
teknolojiler bilim ve teknolojide atılım, geniş halk
kitlelerine daha iyi bir yaşam, yükselen refah ve aydınlık
yarınlar vaat edebilecek hedeflere odaklanmış bir
yaklaşımla ülke ekonomisine katkıları göz önünde
bulundurularak stratejik öneme sahip* .sektörler tüm
verileriyle ortaya konulmalı; bunun yanı sıra gelişmeye açık
sektörler de göz önünde tutularak öncelikli alanlar tespit
edilmelidir.
Tablo 1. İmalat Sanayi Alt Sektörleri Stratejik Önem Sırası
8) Makine İmalat
D Tekstil ve Giyim
9) Petrol ürünleri
2) Gıda, İçki, Tütün
10) Metal eşya
3) Kimya ve ilaç
4) Demir ve Çelik
11) Kağıt ve Basım
12) Plastik ve Kauçuk
5) Toprak ürünleri
13) Demir Dışı Metal
6) Taşıma araçları
14) Kereste ve Mobilya
7) Elektrik Makineleri
"Sanayi Stratejisi 1995-2005" 1 adını taşıyan çalışmada
imalat sanayi alt sektörlerinin sosyo-ekonomik etki
1
TÜBA-TÜBÎTAK-TTGV BİLİM -Teknoloji -Sanayi
Tartışmaları Platformu, İleri Malzemeler Bilim-Teknoloji-Sanayi
Politikaları Çalışma Grubu, Ocak 96, 24. sayfa
Bu tablodan görüleceği üzere ilk beş sırada yer alan
sektörler, ülke ekonomisinde belirleyici özelliğe sahiptir.
13
İhracatta toplam pay % 83, istihdamda toplam pay % 66 bir
başka deyişle, bu sektörlerden herhangi birisindeki büyük
çaplı bir kriz önemli sosyo-ekonomik etkilere yol
açabilecektir. Bu nedenledir ki bunlara stratejik bir önem
atfedilmektedir.
Demir
çelik
sektörümüz
sosyo-ekonomik
stratejik
sıralamada 4. sırada yer almıştır.
kısmını korur.
Yüzeydeki pas katmanının alınması
durumunda yeni bir pas katmanı oluşur. Bu durum
paslanma olarak adlandırılır. Boyama, çinko kaplama (
galvanizleme), epoksi reçinelerle yapılan çeşitli kaplamalar
paslanma sürecini durdurur.
Paslanmaz çelik değişik kullanım alanlarında koruyucu bir
kaplamaya sahip karbon çelikleri, alüminyum, pirinç ve
tunçla rekabet etmektedir. Paslanmaz çeliğin rekabet gücü
emsalsiz ve karizmatik bir özelliğinden gelmektedir.
Yukarıda özetlenen stratejik yaklaşım çerçevesinde ve
verilerden yola çıkarak sektörlerin kullandıkları girdiler,
üretim süreç ve teknolojileri, ürün ve pazar özellikleri
açısından Demir-Çelik
sektörü değerlendirilmiş ve bu
sektör için geleceğe dönük öneriler belirlenmiştir:
Paslanmaz çelikteki kromun oksijene büyük bir yakınlığı
vardır. Krom oksijenle karşılaştığında çeliğin yüzeyinde
moleküler düzeyde bir krom oksit filmi oluşur. Bu
6
filmin kalınlığı 130 Angstrom ( 1 Angstrom = 10" cm. )
'dür.
Bu durum, büyük bir binayı, mektup kağıdı
kalınlığındaki çatı saçıyla yağmurdan korumak gibi bir
şeydir.
DEMİR-ÇELİK SEKTÖRÜ İÇİN ÖNERİLER
K
O
: Kısa dönem için önerilen çalışmalar
: Orta dönem için önerilen çalışmalar
Krom oksit katmanı edilgin, kuvvetli ve kendi kendini
yenileme özelliğine sahiptir.
Edilgin demek diğer
malzemelerle tepkimeye girmeyen demektir.
Kuvvetli
demek çelik yüzeyine iyi yapışmış, yerinden kolayca
sökülemez demektir. Yenilenebilir demek eğer krom oksit
katmanı aşınırsa veya zorla yüzeyden sökülürse çeliğin
içindeki krom tekrar havayla hemen yeni bir krom oksit
katmanı oluşturur demektir.
Hammadde, Yardımcı Madde Ve Teknoloji Girdileri
Bazında:
-kimyasal katkılar ( K, O )
-demir çelik sanayinde kullanılan makine parçaları( K)
-vakumda gazlaştırma teknolojileri( K )
-pota metalürjisi, kontrollü haddeleme teknolojisi ( K)
-ısıl işlem teknolojileri ( K )
-sürekli tavlama teknolojileri ( K)
-sürekli döküm teknolojileri ( K)
-kaplama ve koruma işlemleri ( K , O)
-cüruf ve atık değerlendirme teknolojileri ( K , O )
Çıktılar Bazında:
-çok düşük karbonlu derin çekme çelikleri üretimi ( K )
-soğuk şekillenebilen yüksek dayanım-düşük alaşım
çelikleri (HSLA) üretimi (K)
-bake hardenable
çeliklerin ve paslanmaz çeliklerin
üretimi
-mikro-alaşımlı termomekanik haddelenmiş çeliklerin
üretimi ( K )
-çift fazlı çelikler, dupleks çelikler ve hız çeliklerinin
üretimi ( K )
>.
Paslanmaz çelikten yapılmış bir çakı, uzun süre
kullanıldığında aşınır ve ağzı körelir, bileği taşında
bilendiğinde krom oksit katmanı sökülür.
Kromun
sağladığı bu yenilenme özelliği sayesinde paslanmazlığını
muhafaza eder.
Paslanmaz çeliğin ostenitik, martenzitik, ferritik ve
çökelme sertleştirmen gibi dört ana grubu vardır. Ostenitik
paslanmaz çelik krom, nikel ve manganez alaşımıdır. Bu
grup paslanmaz çelikler 200 ve 300 nolu serilerde yer
alırlar. Bu grubtaki 304 paslanmaz,çelik çok tanınır.
Ferritik paslanmaz çelik 400 seride yer alır. Bu gruptaki
çeliklerde ana alaşım elementi kromdur. Bu grupta yer alan
çeliklerin işlenme kabiliyetleri, 200 ve 300 serideki
çeliklere göre daha yüksektir.
2. PASLANMAZ ÇELİK NEDİR?
Paslanmaz çelik, esas olarak paslanmayan çeliklerin genel
adıdır. Özellikle nikel ve molibden çeliğin paslanmazlık
özelliğini iyileştirmek için alaşım yapımında kullanılsa da
paslanmazlığı
sağlayan
ana
element
kromdur.
Paslanmazlık için gerekli en az krom miktarı, kütle olarak,
yüzde 10.5'tir. Dünyada üretilen çeliğin çoğu karbon ve
alaşımlı çeliktir. Karbon ve alaşımlı çeliğe göre paslanmaz
çeliğin, daha küçük, fakat cazip ve gelişen bir pazarı vardır.
Martenzitik paslanmaz çelikler de 400 seride yer alır. Fakat
ferritik çeliklere göre daha az krom, daha çok karbon
içerirler. Sertliklerini artırmak için ısıl işlem gerekir.
Çökelme sertleştirmeli paslanmaz çelikler paslanmaz
çeliklerin küçük bir grubudur. Yüksek krom ve nikel
içerirler. Yaşlanmayla sertleşirler. Özellikleri martenzitik
paslanmaz çeliklere benzemektedir.2
Doğada yalnızca altın ve platin gibi metaller saf halde
bulunur, normal metallerse diğer elementlerle bileşmiştir.
Paslanma, bu yüzden doğal bir olaydır. Doğada demir
cevheri şeklinde bulunan demir, bu yüzden dengesizdir ve
paslanmak ister. Paslanmak saf demirin suyun
mevcudiyetinde oksijenle birleşmesidir.
Herhangi bir koruyucu kaplamaya sahip olmayan karbon
çeliği üzerinde bir pas katmanı oluşur ve çeliğin kalan
ISSF-International Stainless Steel Forum (Uluslararası
Paslanmaz Çelik Forumu)
What is stainless steel?,
www.wordstainless.org
14
3.
Tablo 3. Dünya Paslanmaz Çelik Fiyatları ( dolar/ metrik ton)
Tarih Sıcak Nervürlü Ticari Paslanmaz CR Paslanmaz
hadde Çubuk Çubuk
Tip 304
CRTip
rulo
316
Aralık 02
262
328
298
1.470
2.036
Ocak 03
342
271
302
1.545
2109
Şubat 03
345
283
315
1.606
2.167
344
294
Mart 03
322
1.662
2.248
DÜNYA PASLANMAZ ÇELİK ÜRETİMİ
1950'lili yılların başında 1 milyon ton civarında olan dünya
paslanmaz çelik üretimi, 20. Yüzyılın sonunda 20 milyon
tona ulaşmıştır. Şekil 2'de görüldüğü gibi, 2010 yılında
dünya paslanmaz çelik üretimi 30 milyon ton olacaktır.
Kişi başına paslanmaz çelik tüketimi, gelişmiş ülkelerde
6,5 - 7 Kilogramdır. Ülkemizde ise paslanmaz çelik
3
tüketimi 1,5 Kilogram civarındadır.
5.
PASLANMAZ ÇELİK NASIL ÜRETİLİR ?
Dünyada paslanmaz çelik; entegre demir çelik tesislerinde
ya da yarı entegre demir çelik tesislerinde ( ark ocaklarında
) yapılabilmektedir.
Uluslararası Paslanmaz Çelik Forumu'nun tahminlerine
göre; 2003 yılı dünya paslanmaz çelik üretiminin 20.9
milyon tona ulaşacağı beklenmektedir. 2002 yılı üretimine
göre ( 20,1 milyon ton ) 2003 yılı üretiminde yüzde 4'lük
bir artış gerçekleşmiş olacaktır. Dünya paslanmaz çelik
talebinin 2004 yılında, bugüne kadar en yüksek miktar olan
4
22.5 milyon tona ulaşması beklenmektedir.
Paslanmaz çelik genelde paslanmaz çelik hurdası, krom,
nikel, molibden gibi çeliğin tipine göre katılan alaşım
elementleriyle
karbon
elektrotlu
ark
ocaklarında
üretilmektedir.
Tablo 2. Dünya Paslanmaz Çelik (İngot) Üretimi ( bin ton)
Bölgeler /Yıllar
2002
2003 +/-%
Batı Avrupa/ Afrika
8,600
8,850 + 2.9
Merkez ve Doğu Avrupa
165
200 +21.2
Amerika
2,770
2,830 + 2.2
Asya
8,550
9,000 + 5.3
Dünya Toplamı
20,085
20,880 + 4.0
Ark ocağının karbon elektrotundan elektrik akımı
geçtiğinde, sıcaklık yavaş yavaş yükselir. Hurda ve alaşım
elementleri ergimeye başlar. Ergime tamamlandığında sıvı
metal, ark ocağından Argon-Oksijen Karbon Düşürme
kabına alınır. Karbon miktarı düşürülür. ( Bilindiği gibi;
paslanmaz çelik, yumuşak çeliğe göre çok daha az karbon
içerir )
Bundan sonra, elde edilen
sıvı metal
alaşımlandınlarak hedeflenen paslanmaz çeliğin analizine
ulaşılır. Paslanmaz çeliğin ergitilmesi ve slab veya billet
biçiminde dökümü ( ingot kalıbında ya da sürekli döküm
makinesinde ) Şekil l.'de görülmektedir.
Dünyada 15 büyük paslanmaz çelik uzun ürün üreticisinin
dünya üretimindeki payı yüzde 70'tir. (Şekil 3 )
ABD, Japonya, Çin, Almanya, İtalya, G.Kore, Fransa,
Hindistan, Tayvan ve İspanya'nın paslanmaz çelik
üretimleri toplamı dünya üretiminin yaklaşık yüzde
80'inidir. ( Şekil 4 )
Bundan sonra malzeme tavlanır ve sıcak olarak haddelenir
ya da son şeklini alması için dövülür. Sacların kalınlığı,
çubuk ve tellerin çapı soğuk haddelemeyle düşürülür. Çoğu
paslanmaz çelik yapının yumuşaması için tavlanır. Sonra
oksitlerin giderilmesi için asitle yıkanır. Böylece, koruyucu
pasif filmin doğal bir biçimde oluşması sağlanmış olur.
4. DÜNYA PASLANMAZ ÇELİK FİYATLARI
Bu Tablo 3.'te görüldüğü gibi, 304 paslanmaz çeliğin fiyatı,
nervürlü inşaat demirinden 5 kat; 316 paslanmaz çelik ise
nervürlü inşaat demirinden 7 daha pahalıdır.
Şekil 1.Paslanmaz Çeliğin Yapılısı
^[
Sen»
3
T. Çamhdere, " Kromit, Ferrokrom, İnsan Kaynaklan ve
Paslanmaz Çelik, ETİ KROM A.Ş. Darboğaz Raporu" Eti
holding A.Ş., Nisan 1999
4
ISSF, International Stainless Steel Forum,
www.wordstainless.org
15
Paslanmaz çelik üretimi, yılda yüzde 5 artarak
2010 yılında 30 milyon tona ulaşacaktır.
20.000
ic
o
E
i
Şekü 2 : Dünyada Yıllara Göre Paslanmaz Çelik Üretim
Kavnak- www smr at
seuuof OOO, uı
17
mm®
ABD
Japonya!
Çin
00
Almanya
İtalya
500
1.000
1.500
Şekil 4 : Paslanmaz Çelik Üreticisi Ülkeler ve Üretimleri
Kaynak: www.smr.at
2.000
2.500
3.000
6. DÜNYADA DEMİR ÇELİK ÜRETİMİ
Çek cumhuriyeti
Avusturya
Hollanda
isveç
Romanya
Kazakistan
Arjantin
Mısır
20. yüzyılın başında 28 milyon ton olan dünya çelik
tüketimi bu yüzyılın sonunda 780 milyon tona ulaşmıştır.
2001 yılında, 850 milyon ton olan dünya ham çelik üretimi
2002 yılında 902 milyon tona yükselmiştir. ( Tablo 4 )
Uluslararası Demir ve Çelik Enstitüsü'nün rakamlarına
göre 2001 yılında nihai ürün olarak 758 milyon ton demir
çelik üretilmiştir. Dünya demir çelik ihracatı nihai ürün
cinsinden 300 milyon tondur.
Dünya Üretimi
595
644
716
719
1990
770
1995
752
1996
750
1997
799
1998
777
1999
788
2000
848
2001
850
2002
902
Kaynak: Uluslararası Demir Çelik Enstitüsü
%
1,6
2,2
0,1
1,4
-2,3
-0,1
1,3
-0,6
0,3
Üretim
181,6
107,7
92,2
59,8
45,4
20,3
18,2
Sıra
1
2
3
4
5
6
7
8
9
10
11
12
Türkiye
ispanya
Kanada
16,5
16,4
16,0
13
14
15
Meksiko
ingiltere
Belçika
G. Afrika
Polonya
Avusturalya
Iran
14,1
11,7
11,3
91
8,4
7,5
7,3
16
17
18
19
20
21
22
İtalya
Fransa
Çin Taipei
45
33,4
29,6
28,8
26,1
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
7. TÜRKİYE'DE DEMİR ÇELİK ÜRETİMİ
1,5
0,0
1,2
Bugün Türkiye'de dört tane büyük demir-çelik ağır sanayi
merkezi vardır. Birisi Orta Karadeniz, Karabük ve
Ereğli'nin bulunduğu yer; ikincisi Akdeniz, İskenderun ve
Ekinciler'in
bulunduğu
yer;
üçüncüsü
Marmara
Çolakoğlu'nun ve ark ocaklarının bulunduğu yer;
dördüncüsü Aliağa İzmir; orası da ark ocaklarının
bulunduğu bir merkezdir. Ve Türkiye'de bugünkü demir
çelik üretimi 16,5 milyon tonu bulmuştur. Türkiye, bu
üretim rakamıyla dünyada 13. üncü sıraya ulaşmıştır. 5 (
Tablo 5)
Tablo 5. 2002 Yılında ülkelere göre Çelik üretimi
Ülkeler
Çin
Japonya
ABD
Rusya
G.Kore
Almanya
Ukrayna
Brezilya
Hindistan
5,8
5,5
4,8
4,4
4,3
4,3
4,2
Slovakya
Venezüella
Malezya
4,1
4.0
Finlandiya
Suidi Arabistan 3,6
Endonezya
2,8
Lüksemburg
2,7
Tayland
2,3
Macaristan
2,1
Diğer
22,3
Dünya
902,4
Kaynak: Uluslararası Demir Çelik Enstitüsü
Tablo 4. Dünya Ham Demir Çelik Üretimi
Yıllar
1970
1975
1980
1985
6,5
6,2
6,1
Türkiye, 2001 yılında 10.6 milyon tonluk demir çelik
ihracatıyla, dünyada demir çelik ihracatçısı ülkeler arasında
9. büyük ihracatçı ülke olmuştur. Ayni yıl 5.5 milyon ton
çelik ithal eden Türkiye, dünya demir çelik ithalatında 15.
Sırada yer almıştır, ülkemiz 5.1 milyon tonluk net demir
çelik ihracatıyla Japonya, Ukrayna, Rusya, BelçikaLüksemburg ve Brezilya'dan sonra 6. sırada yer almıştır.
Dünya demir çelik üretiminde ülkemizin payı, yüzde 1,8;
dünya ihracatındaki payı ise yüzde 3,5'tir.
8.
DÜNYADA VE TÜRKİYE'DE KROM ÜRETİMİ
Halihazırda Dünya ferrokrom üretimi 4.4 milyon ton/yıl
civarındadır ve üretilen ferrokromun yüzde 70'i paslanmaz
çelik üretiminde kullanılmaktadır. Dolayısıyla ferrokrom
piyasası, birincil olarak paslanmaz çelik endüstrisindeki
faaliyetlere bağlı olarak değişmektedir. Ülkemizde üretilen
ferrokrom, 1995'te dünya üretiminin yüzde 1,9'unu
5
Word Steel in Figures.International Iron and Steel
Institute, 2003, www.wordsteel.org
19
oluştururken, 1998'de bu oran yüzde 2,5'e yükselmiştir.
1.
Ülkemizde, yüksek karbonlu ferrokrom üretiminde tam
Tablo 6. FERROALASIMLAR SEKTÖRÜNDE ÖNEMLİ KURULUŞLAR
YERİ
KURULUŞUN ADI
ÜRÜNLERİ
KAPASİTESİ
Eti Elektrometalurji A.Ş. Antalya
Düşük Karbonlu ( D.K.) Ferrokrom
11.500 ton/yıl
Ferrosilisyum
5.000 ton/yıl
7.300 ton/yıl
Silikoferrokrom
2.
Eti Elektrometalurji A.Ş. Elazığ
TOPLAM
Kaynak: Eti Holding A.Ş.
JTüksek Karbonlu ( Y.K.) Ferrokrom
Ferrokrom + Silikoferrokrom
150.000 ton/yıl
173.800 ton/yıl
1
İ
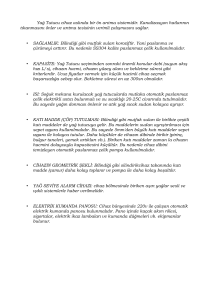
(SEKİL 5-KROMİT ÜRETİCİSİ BAZI ÜLKELERDE PASLANMAZ ÇELİK
l
ÜRETİM DEĞİŞİMİ
l
i
1800 ıS
-
1600
1400
800
600
400
200
1
1
BİNTO
1000
1
1
1
i
1200
1
0
\
«S
O\
OO
f)
O\
^
O\
OO
OO
1
1
1
90
tğğt 4Hlm|llllJ w
|
• Brezilya
I
T
1
30
9\
OO
VS
OO
WA
OO
^^
OO
ON
G\
^P\
il Finlandiya
1
kapasiteye
ulaşılmasıyla
birlikte,
dünya
ferrokrom
üretiminde yaklaşık yüzde 4'lük bir paya sahip olacaktır.
Son 20 yıl içerisinde Dünyada ferrokrom endüstrisinde,
yukarıda anılan değişikliklerin yanı sıra, tüketilen
ferrokrom türünde de değişiklik gözlenmiştir. Bu dönemde
Y.K. Ferrokrom tüketimi hızlı bir şekilde artmıştır. Bu
artışın ardında yatan temel neden, paslanmaz çelik üretim
teknolojisindeki gelişmelerdir. Bu dönem içerisinde
özellikle çelik üretiminde, argon-oksijen-dekarbürizasyon
(AOD), ASEA (prosesi geliştiren firma ismi) ve benzeri
proseslerin kullanımı yaygınlaşmıştır.
1970'li yıllarda batı dünyasında en büyük iki tüketici ülke
ABD ve Japonya, aynı zamanda dünya ferrokrom
ON
Q*\
ON
V\
ON
• Hindistan
1
1
9S
^^
*J">
ON
^^ı
ON
^^ı
ON
^T\
D G.Afrika
1
1
üretiminin yaklaşık % 45'ini gerçekleştirmekte iken, bugün
üretimdeki payları % 5'in altına düşmüştür. Aynı dönemde
başta G. Afrika Cumhuriyeti olmak üzere, gelişmekte olan
ülkeler grubunda yer alan kromit üreticisi ülkelerin üretimi
hızla artmıştır.
Gelişmiş ülkelerin Dünya ferrokrom üretimlerindeki toplam
paylan sürekli azalmasına rağmen, paslanmaz çelik üretim
artışı yönünde yatırımları devam etmektedir. ( Şekil 5 ) 6
Ülkemizin kromit cevherleri kaliteli ve yüksek tenörlüdür.
FERROKROM 7 : VII. Beş Yıllık Kalkınma Planı
6
T. Çamlıdere, " Kromit, Ferrokrom, İnsan Kaynaklan ve
Paslanmaz Çelik, ETİ KROM A.Ş. Darboğaz Raporu" Eti
holding A.Ş., Nisan 1999
7
8. Beş Yıllık Kalkınma Planı Ferroalaşımlar Özel İhtisas
Komisyonu Raporu
20
döneminde Eti Holding A.Ş.'nin ferrokrom üretim
kapasitesi
60.000
ton/yıl'dan
161.500
ton/yil'a
silikoferrokrom kapasitesi 7.300 ton/yıl'a çıkartılmıştır.
Düşük Karbonlu ferrokrom üretiminde ortalama kapasite
kullanım oranı ( KKO ) yüzde 90, Yüksek karbonlu
ferrokrom üretiminde ise ortalama KKO yüzde 70 olarak
gerçekleşmiştir. ( Tablo 6 )
Hem insanlarımızın öğrenmesi bakımından, hem
8
memleketimizin ihtiyacının karşılanması bakımından.
10. PASLANMAZ ÇELİK ÜRETMEK İÇİN NE KADAR
BİR YATIRIM GEREKLİDİR?
Türkiye'nin paslanmaz çelik tüketimi kişi başına 1,5
kilogram olarak varsayıldığında yurt içi paslanmaz çelik
tüketimi yaklaşık 100.000 ton olarak kabul edilebilir. Bu
rakama yurt dışı talep için 50.000 ton eklendiğinde 150.000
tonluk yıllık paslanmaz çelik tesisi kapasitesi başlangıç için
makul görünmektedir. Bu kapasitede bir paslanmaz çelik
tesisi mevcut kromit rezervlerimizi ve ferrokrom üretim
tesislerimizi atıl kalmaktan kurtararak katma değeri yüksek
ürünler üretme olanağı sağlayacaktır.
Ferrokrom üretim kapasitesinin Türkiye'de paslanmaz çelik
döküm üretiminin çok düşük olması sebebiyle iç tüketimi
çok kısıtlıdır. Bu yüzden mevcut üretim kapasitesi esas
olarak ihracata yöneliktir. Ferrokrom ürünlerinde ülkemizin
en önemli ihraç pazarları. ABD, AB Ülkeleri ve
Japonya'dır.
Ancak ETİ Elektrometalurji A.Ş., Elazığ Ferrokrom
Tesisleri mevcut ferrokrom stoklarının artması nedeniyle
geçen yıl üretimini durdurmuş ve özelleştime sürecine
sokulmuştur. Yükselen stoklar ve özelleştirme süreci
tesislerimizin zarar görmesine sebep olacaktır. Kaliteli ve
yüksek tenörlü Kromit rezervlerimiz ve Ferrokrom üretimi,
ülkemiz, demir çelik ve paslanmaz çelik sanayimiz için bir
fırsattır.
Ülkemizde Paslanmaz Çelik üretimi mevcut Entegre
Tesislerinde ya da Yarı Entegre Tesislerinde ( Ark Ocakları
) gerçekleştirebilir. Bu tesislerde, bulunması zor ve pahalı
olan paslanmaz çelik hurdası yerine entegre tesislerinde
üretilen sıvı çelik ya da çelik hurdası kullanılabilir.
Argon Oksijen Karbon Giderme kabında sıvı metalin
karbonu azaltıldıktan sonra ferrokrom ve ferronikel ve diğer
alaşım elementleri eklenerek paslanmaz çelik üretilebilir.
Böyle bir paslanmaz çelik tesisi için gerekli yatırım tutarı,
Argon Oksijen Karbon Giderici, sürekli döküm tesisi,
haddehane, ısıl işlem, asitle temizleme ve malzeme kontrol
ünitelerinden oluşacaktır.
Ayrıca
paslanmaz
çelik
üretiminde
kullanılan
ferroalaşımların her geçen sene üretimlerinin artması da göz
önünde bulundurularak, paslanmaz çelik tesisinin kurulması
konusunda çalışmalar yapılması da önem arz etmektedir. (
8. Plan Demir Çelik ÖİK Raporu s. 209 )
9.
de
TÜRKİYE'DE PASLANMAZ ÇELİK ÜRETMEK
İÇİN
ÖNCEKİ
YILLARDA
YAPILAN
ÇALIŞMALAR
Gerekli olan bu ünitelerin bazıları mevcut tesislerimizde
zaten vardır ve mevcutların paslanmaz çelik üretimine
uyarlanmaları gerekecektir. Böyle bir Paslanmaz Çelik
Tesisi için gerekli yatırım tutarı yeni bir paslanmaz çelik
tesisinin tutarıyla kıyaslandığında yeni tesis tutarının % 2030'u gibi bir yatırım tutarının yeterli olacağı tahmin
edilmektedir.
TMMOB Metalürji Mühendisleri Odasında 1998 yılında
yapılan "Türk Demir Çelik Sektörünün Dünü ve
Bugünü" konulu söyleşisinde Selahattin ŞANBAŞOGLU
anlatıyor;
11. TÜRKİYE'DE PASLANMAZ ÇELİK ÜRETİMİNİN
DEĞERLENDİRİLMESİ
İthalatımıza baktığımızda paslanmaz çelik ve trafo saçları
ithalatının son derece mühim bir yekun tuttuğu söyleniyor.
1972 senesinde Makina Kimya Endüstrisi Kurumu,
Aliağa'da bir çelikhane kurmayı mevzubahis etmişti. Ben
de o planlamadaydım ve bunun paslanmaz çelik ve trafo
saçları olması gerektiğine karar vermiştik ve yabancı bir
mütehassıs bu işi bilen bir insan da bulmuştuk. Aradan bir
zaman geçti, oraya hassas döküm fabrikası kuruldu.
Türkiye'de Demir Çelik Sektörü ve Paslanmaz Çelik Üretimi
değerlendirilmeye çalışılarak, paslanmaz çelik üretimi konusunda
ülkemizin güçlü ve zayıf yönleri, fırsat ve tehditleri Tablo
7.'de sunulmuştur. Bu tablodan da görüldüğü gibi
ülkemizin güçlü yönleri ve paslanmaz çelik üretiminin
yaratacağı olanaklar; istihdam ve ekonomik faydalar
oldukça fazladır.
"Niye?" diye sordum. Dediler ki: Biz gezdik Avrupa'yı bu
gibi tesisler 2 milyon tondan aşağı olmuyor. 2 milyon tona
maddi gücümüz yetmez, o yüzden vazgeçtik." Benim
kanaatimce 50-60 bin tonluk paslanmaz çelik sac imali
tesisi mükemmel randımanlı bir şey olabilirdi. Ve bu
ihtiyaç Türkiye'de yerli olarak karşılanabilirdi.
Doğru
yahut yanlış fakat bence kurulması isabetli bir şey olurdu.
Mevcut demir çelik tesisleri esnek bir biçimde
dönüştürülerek
gerçekleştirilecek
Paslanmaz
Çelik
üretimiyle demir çelik sektörümüze rekabet gücü
kazandırılacak, mevcut istihdam korunacak ve ek istihdam
yaratılmış
olacaktır.
8
Paydossuz Bir Yaşam, Selahaddin ŞANBAŞOGLU, Türk Demir
Çelik Sektörünün Dünü ve Bugünü, TMMOB Metalürji
Mühendisleri Odası, 1998, s.93.
21
Tablo 7. Türkiye'de Demir Çelik Sektörü ve Paslanmaz Çelik Üretiminin Değerlendirilmesi
Türkiye'nin Güçlü Yönleri
Demir Çelik sektörü Türkiye için stratejik sektördür
Demir Çelik üretiminde birikim ve deneyim sahibidir
Uluslar arası standartlarda üretim yapmaktadır
Türkiye dünyada Demir Çelik üretiminde 13. Sırada,
demir çelik ihracatında 9. Sırada yer almaktadır
Paslanmaz Çeliği mevcut demir çelik tesislerinde
üretebileceği yatırımının az finansman gerektirmesi
Türkiye'nin Zayıf Yönleri
Düşük alaşımlı çelik üretimi
Paslanmaz Çelik yatırımının finansmanı
Mevcut Nikel rezervlerinin tenörlerinin düşük oluşu
Ferronikel ihtiyacının dışardan karşılanması
Türkiye'nin Fırsatları
Kaliteli, yüksek tenörlü kromit rezevleri ve ferrokrom
üretimi
Paslanmaz Çelik teknolojisini öğrenmek
Mevcut tesislerinde katma değeri yüksek ürünler
üretmek
Gençlere yeni istihdam olanakları yaratmak
Paslanmaz Çelik ihtiyacını karşılamak
Paslanmaz Çelik ihracatı yapmak
Dış ödemeler dengesini iyileştirmek
Dünya Demir Çelik sektöründe etkinliğini artırmak,
rekabet üstünlüğü sağlamak
Geleceği güvence altına almak
Türkiye'ye Yönelik Tehditler
Enerji fiyatlarındaki yükselişler
Dünyada demir çelik sektöründeki gruplaşma
12. SONUÇ
Anadolu'da, M.Ö. 1700-1200 yıllarında, özgür ve parlak bir
uygarlık kuran Etiler ( Hititler ) dünyanın ilk metalurjistleri
ve gönül uygarlığının ilk temsilcileridir.
Anadolu'da Orta Tunç Çağın en büyük teknolojik aşaması,
çömlekçi çarkının icat edilmesidir.
Bu buluş, dünyada
sanayileşmenin atılımının ilk adımıdır.
Çömlekler artık
makine ile üretiliyordu. 9( M.Ö. 2250-2000 )
Hitit Uygarlığı'nı Yakındoğu'daki komşularından ayıran
en önemli özelliği, insan haklarına duyulan saygıda
belirgin olmaktadır. Hititler insan yaşamına ve kişilik
haklarına büyük önem veriyordu. Onur kırıcı cezalar,
Asur kanunlarında görülen acımasız yargılar Hitit hukukuna
yabancı idi. Nitekim bunun gibi işkencelerin yapılmış
olduğunu
gösteren
tasvirlere
Hitit
sanatında
rastlanmamaktadır. Kölelerin bile hakları güvence altında
idi. 12
Evlerde kullanılan eşya arasında en önemli yeri olağanüstü
form zenginliği ve çeşitlilik gösteren seramik kaplar alıyordu.
Bunlar arasında gaga ağızlı testiler, hayvan biçimli içki
kapları, tek ya da iki kulplu yonca ağızlı vazolar
( kantaroslar), gövdeleri halka biçiminde gayet zarif libasyon
kapları, matara biçimli vazolar,ve diğer bir çok örnek, o
çağların seramik ustalarının zerafet anlayışlarını ve üstün
becerilerini sergilemektedir.
Yine evlerde bulunmuş yün
eğirmeye mahsus ağırşaklar ile dokuma tezgahı ağırlıkları
gelişmiş bir tekstil endüstrisinin varlığını kanıtlamaktadır.
Çoğu tunç ( bronz ) olan çeşitli madeni aletler ( bıçaklar,
oraklar, keskiler ve
baltalar ) metal endüstrisinin
ulaştığı düzeyi göstermektedir.10
Hitit Uygarlığı'nın en ilginç özelliklerinden biri de
Mezopotamya'da erkeklerin baskısı altında yaşayan kadının
Hitit ülkesinde
sahip olduğu saygınlıkta görülmektedir.
Kraliçelerin nerede ise krallar kadar haklara sahip
olmalarından anlıyoruz ki Hititlerde erkek ve kadın
eşdeğerde idi. B
Onların demir madeni filizinin redüksiyonunu yapmak
gibi bazı becerileri olduğunu ve aralarında yetenekli
demircilerin olduğunu düşünebiliriz. Belki de önceleri
uzmanlaşmış bir metalürji endüstrisini geliştirmişlerdi.
Saya geldiğimiz özellikleriyle Hititler Eskiçağ tarihinde
seçkin bir yer alırlar.
Onlar akılcı ve gerçekçi tutumları ile, dilleri ve dinleri
birbirlerinden ayrı düzinelerce yerli halkla birlikte ulusal
kimliklerini yitirmeden, yarım bin yıl süresince güçlü bir
devlet ve özgür bir uygarlık olarak yaşadılar. Hititlerin
Onlar ayrıca çelik üretimi de yaptılar.11
9
Anadolu Kültür Tarihi, Ekrem AKURGAL-Tübitak Popüler Bilim
Kitapları 67,1998, 12. Sayfa
10
Hitit Çağında Anadolu, Sedat ALP-Tubitak Popüler Bilim
Kitapları 140, 2000, 47. Sayfa
" Arkeolojik Belgelere göre Hititler'de Demir, Eric Jean. Çev.
Nuray Yıldız. 6. sayfa
12
Anadolu Kültür Tarihi, Ekrem AKURGAL-Tübitak Popüler Bilim
Kitapları 67,1998, 115. Sayfa
13
Anadolu Kültür Tarihi, Ekrem AKURGAL-Tübitak Popüler Bilim
Kitapları 67,1998, 116. Sayfa
22
en çarpıcı özelliklerinden biri, insan haklarına saygılı bir
devlet kurmuş olmalarıdır.
13. KAYNAKLAR
1)
İnsan haklarına saygı, eşitlik ve özgürlükle karılan bir
potada, demir madeni filizinden kömürle indirgenerek;
dünyada ilk kez demir ve çelik Anadolu'da., üzerinde
yaşadığımız bu topraklarda, gönül uygarlığının ilk
temsilcileri tarafından üretildi ve işlendi.
Türkiye'de paslanmaz çelik üretimi; ülke ekonomisinin
büyütülmesi, geliştirilmesi demir çelik sanayimize rekabet
üstünlüğü kazandırılması, gençlerimize yeni istihdam
olanakları yaratılması ve geleceğin güvence altına alınması,
yükselen refah ve aydınlık yarınlar vaat eden kritik bir
teknolojidir.
2)
3)
4)
5)
Ülkemizde paslanmaz çelik üretimi projesi bu bakımdan
öncelikli bir proje olma özelliğine sahiptir. Bu proje, ülke
insanımıza ve sanayimize önemli bazı fırsatlar sunmaktadır.
Türkiye'de paslanmaz çelik üretimi konusu, 8. Beş Yıllık
Kalkınma Planı Ferroalaşımlar Özel İhtisas Komisyonu
Raporu'nda yer almaktadır.
6)
7)
8)
Ancak ETİ KROM A.Ş. Elazığ Ferrokrom Tesisleri mevcut
ferrokrom stoklarının artması nedeniyle geçen yıl üretimini
durdurmuş ve özelleştime sürecine sokulmuştur. Yükselen
stoklar ve Özelleştirme süreci tesislerimizin zarar görmesine
sebep olacaktır.
Kaliteli ve yüksek tenörlü Kromit
rezervlerimiz ve Ferrokrom üretimi, ülkemiz, demir çelik ve
paslanmaz çelik sanayimiz için bir fırsattır.
Bu bildiri, paslanmaz çelik üretimi için sektörümüzde ortak
bir fikir oluşmasına yardımcı olmak ve insanımıza önemli
fırsatlar sunan bu projenin gerçekleştirilmesine katkı koymak
amacıyla hazırlanmıştır.
Bu sunuşun
sunarım.
bu
amaçlara ulaşmasını
9)
10)
11)
12)
13)
diler, saygılarımı
23
TÜBA-TÜBİTAK-TTGV BİLİM -Teknoloji -Sanayi
Tartışmaları Platformu, İleri Malzemeler BilimTeknoloji-Sanayi Politikaları Çalışma Grubu, Ocak 96,
24. Sayfa
ISSF-International Stainless Steel Forum (Uluslararası
Paslanmaz Çelik Forumu) What is stainless steel?,
www.wordstainless.org
T. Çamlıdere, " Kromit, Ferrokrom, İnsan Kaynaklan
ve Paslanmaz Çelik, ETİ KROM A.Ş. Darboğaz Raporu"
Eti Holding A.Ş., Nisan 1999
ISSF-International Stainless Steel Forum (Uluslararası
Paslanmaz Çelik Forumu) What is stainless steel?,
www.wordstainless.org
Word Steel in Figuresjnternational Iron and Steel
Institute, 2003, www.wordsteel.org
1 T. Çamlıdere, " Kromit, Ferrokrom, İnsan Kaynakları
ve Paslanmaz Çelik, ETİ KROM A.Ş. Darboğaz Raporu"
Eti holding A.Ş., Nisan 1999
8. Beş Yıllık Kalkınma Planı Ferroalaşımlar Özel İhtisas
Komisyonu Raporu
Paydossuz Bir Yaşam, Selahaddin ŞANBAŞOĞLU,
Türk Demir Çelik Sektörünün Dünü ve Bugünü,
TMMOB Metalürji Mühendisleri Odası, 1998, s.93.
Anadolu Kültür Tarihi, Ekrem AKURGAL-TUbitak
Popüler Bilim Kitapları 67,1998, 115. Sayfa
Hitit Çağında Anadolu, Sedat ALP-Tübitak Popüler
Bilim Kitapları 140, 2000, 47. Sayfa
Arkeolojik Belgelere göre Hititler'de Demir, Eric Jean.
Çev. Nuray Yıldız. 6. sayfa
Anadolu Kültür Tarihi, Ekrem AKURGAL-Tübitak
Popüler Bilim Kitapları 67,1998,115. Sayfa
Anadolu Kültür Tarihi, Ekrem AKURGAL-Tübitak
Popüler Bilim Kitapları 67,1998, 116. Sayfa
II. DEMİR-ÇELİK SEMPOZYUM BİLDİRİLERİ / 02
tmmob
makina mühendisleri
odası
M 00 00
"Kaizen Yaklaşımı"
Erdem AYAN
A.Tansel KARAKERİMOGLU
Ereğli Demir ve Çelik Fabrikaları T.A.Ş.
25
KAİZEN YAKLAŞIMI
A. Tansel KARAKERİMOĞLU', Erdem AYAN2
'ERDEMİR 67330 Kdz.Ereğli /Zonguldak
Tel: (372) 329 5745
E-posta: [email protected]
2
ERDEMİR 67330 Kdz.Ereğli /Zonguldak
Tel: (372) 329 5909
E-posta: [email protected]
Özet: Küreselleşmenin sonucu olarak rekabetin arttığı, müşteri isteklerinin daha da önem kazandığı günümüzde yönetim
sistemi olarak Toplam Kalite Yönetimi'ni uygulayan işletmeler rakiplerine karşı avantaj sağlamış ve bu acımasız rekabet
koşullarında ayakta kalabilmiştir.
Sürekli değişen piyasa koşullarında değişim de kaçınılmazdır. Bu sebeple TKY' nin en önemli unsurundan biri olan sürekli
ilerleme, şirkette yer alan herkesin katılımıyla standartlaştırılmış ürünlerin, uygulamaların, sistemlerin, tüm süreçlerin daha
iyi seviyelere sistematik ve sürekli olarak yükseltilmesi olarak ortaya çıkmaktadır. Japonlar bu yaklaşıma "KAİZEN
yaklaşımı" adını vermişler ve herkesin katılımı ile sağlanan, küçük, sık adımlarla gelişme olarak tanımlamışlardır.
Kaizen; yöneticilerden işçilere işletmedeki her kademedeki çalışanı içeren bir yaklaşımdır. Teknolojik gelişmeler seçkinler
zümresi olarak nitelendirilebilecek donanımlı insanların tekelinde olmasına karşın, Kaizen yaklaşımı çalışanların tümünü
kapsamakta ve herhangi bir özel yeteneğe veya bilgiye dayanmamaktadır.
Bu yaklaşım işletmelerde genel olarak Öneri Sistemi ve Takım Çalışmaları ile uygulama alanı bulmuştur. Bu sistemlerden
ilki, çalışma ikliminde motivasyon, iletişim, atıl kalan düşünce ve bilgi birikimini harekete geçiren, insanların çevrelerini
sorgulamasını sağlayan bir araçtır. İkincisi ise kendi deneyimlerine dayanarak, işin kalitesinin yükseltilmesi ve
iyileştirilmeye açık alanların düzeltilmesi yönünde, çalışanların yaratıcılık becerisinden yararlanılmasını içeren bir araçtır.
Anahtar Kelimeler : Toplam Kalite Yönetimi, Rekabet Gücü, Kaizen, Yenilik, Öneri Sistemi, Kalite Çemberleri
1. GİRİŞ
Küreselleşmenin getirdiği ezici rekabet koşullan entelektüel
sermayenin öneminin daha da artmasına sebep olmuştur.
Kendisini sadece mevcudu korumaya ve kapasitesi
dahilinde kitle üretime odaklanmış işletmeler pazar
koşullarına uyum göstermede sorunlar yaşamaktadırlar.
Klasik yönetim anlayışının insan faktörüne bakışı
çalışanların yalnızca makinenin verimini artıran adeta
makinenin bir uzvu olduğudur. Bu anlayışta çalışanların
zihinsel potansiyelleri ve psikolojik durumu göz ardı
edilmiştir.
Geçen yüzyılın son çeyreğinde yaşanan hızlı değişim
dünyayı büyük bir ortak pazar haline getirmiştir. Dünyanın
herhangi bir yerindeki bir şirket başka bir şirketin pazarına
rahatça ulaşma fırsatını yakalamıştır. Bu noktada rekabet
üstünlüğü sağlayacak değişik stratejilerin geliştirilmesi
zorunluluğu belirmiştir. Teknolojik atılım artık eskiden
olduğu
kadar
uzun
süreli
rekabet
üstünlüğü
sağlamamaktadır. Çünkü taklit edilip ve hatta geliştirilerek
herkes tarafından kullanılabilmektedir. Bir ürünün piyasaya
sunulduktan sonraki sönümlenme evresi çok kısalmıştır.
Çünkü
müşteri
beklentileri
ve
istekleri
sürekli
değişmektedir. Bu açıdan hız ve uyum gücü belirleyici
faktörlerdir. İşte bu noktada bir işi en iyi yapan bilir
prensibi doğrultusunda çalışanların yaptıkları işte karar
süreçlerine katılmaları gerekir. Bu gereklilik kültürel
dönüşü ifade etmektedir. Toplam Kalite Yönetimi bu
dönüşümü sağlayacak önemli araçlardan biridir.
Bir şirketin insan potansiyelini etkin ve verimli kullanması
için TKY fırsatlar sunmaktadır. Durağan olmamak, mevcut
ile yetinmemek, sürekli gelişim fırsatlarını aramak
ilkelerine dayanan Kaizen, çalışanların kendilerini
göstermelerini, iş yapış şekillerini sorgulamalarını ve bunun
akabinde şirket çapında uyum sağlayıp, stratejik hedeflere
yönelmeyi getirecek en önemli enstrümandır. Bu açıdan
sadece sorun odaklı değil teşhis ve önlemeye dayanan
proaktif bir çalışan kitlesi oluşturacaktır.
Geçmişte kalmayan geleceğe bakan ve vizyon sahibi
çalışanlar taklit edilme imkanı olmayan büyük bir rekabet
kaynağı olarak ortaya çıkar. Kaizen' de esas olan sinerjidir.
27
Bunun yakalanması için Kalite Çemberleri ve Öneri
Sistemleri'nin aktif bir şekilde kullanılması ve bütün
kademelere yayılması anahtar faktörler arasındadır.
standartlarına dayalı anlayış, sistemin sorgulanmasında ve
geliştirilmesinde aksaklıklara neden olmaktadır.
Teknolojik gelişim sürdüğü sürece rekabet gücünde
üstünlük yaratmış, fakat sürekli değişen pazar ve rekabet
koşulları, yüksek maliyetli bu çeşit yatırımların yapılmasını
riskli hale getirmiştir. Japonlar, bu açmazı sürekli
iyileştirme kavramı ile aşmışlardır. Bu sayede, değişen
koşullara
uyum
yeteneği
ve
yüksek
esneklik
kazanmışlardır. Bunların sonucu olarak rekabette bir adım
öne çıkmışlardır.
2. KAİZEN KAVRAMI
Değişim, yaşam döngüsünde kaçınılmaz bir olgudur.
Termodinamikte önemli bir kavram olan entropi ile
açıklanabileceği gibi bütün sistemlerde çöküş yaşanır. Bu
noktada değişimin önemi daha iyi anlaşılacaktır. Kendisini
değiştiremeyenler
kaçınılmaz
olarak
başarısızlığa
sürükleneceklerdir. Değişimin farklı türleri vardır. Bunlar
Kademeli ve ani değişimdir. Bu açıdan değişimin temel
kavramlarından biri olan sürekli iyileştirme , bilinen adı ile
Kaizen bir fırsat olarak belirmektedir.
Kaizen' in bir özelliği de ürün ve hizmetle sınırlı olmayıp
sistemin bütününün kalitesi dolayısıyla tüm çalışanların
kalitesi ile ilgili olduğudur. Sistem ve elemanlar kalite
odaklı ise diğer tüm faaliyetlerin de kaliteli olacağı açıktır.
Kaizen, Japonca "Kai: Değişim" ve "Zen: İyi, daha iyi"
kelimelerinden oluşup geliştirme, iyileştirme ve özellikle de
"sürekli gelişme" anlamlarında kullanılmaktadır.
Kaizen yöneticilerden işçilere herkesin sorumluluğundadır.
Yalnızca bir zümreye, gruba mal edilemez. Kaizen bir
bakıma bir kültür ve dünyayı algılayış biçimi olarak
tanımlanabilir.
Kaizen' in özünde iyileştirme yatar. Kaizen kavramı, unvanı
ve konumu ne olursa olsun herkesin yaptığı işlerde
iyileştirmeye açık alanların olduğunu kabul etmesi ve
bunları geliştirme çabasıdır.
Toplam
Kalite
Yönetimi
Anlayışı
Tüm Çalışanların
Katılımı
Kaizen
(Sürekli
İyileştirme)
Planlı Sistematik
Yaklaşım
+
Kapsamlı Yaygın
Faaliyetler
1
2.1 Kaizen Değerleri
Kaizen, Japonlara özgü çok sayıda uygulamayı bir araya
getiren şemsiye kavramı olarak ele alınabilir. Kaizen
yaklaşımının şemsiye elemanları aşağıdaki gibidir.
Hataların Önlenmesi
+
Yüksek Verimlilik
• Müşteri yönetimi
• Toplam Kalite Kontrol
• Robot Kullanımı
• Kalite Çemberleri
• Öneri Sistemi
• Otomasyon
• İşyerinde Disiplin
• Toplam Verimli Bakım
• Kanban
• Kalite İyileştirmesi
• Tam Zamanında Üretim
• Sıfır Hata
• İşçi Yönetim İşbirliği
• Verimlilik İyileştirme
• Yeni Ürün Geliştirme
Ürün, Pazar
Çeşitlenmesi
Tasarım, üretim prosesleri, satış, sevkıyat vb. konularda
kullanım fırsatlarını sunan bu uygulamalar, şirketlere kalite,
maliyet ve hız gibi alanlarda ve bunun sonucu olarak
rekabette üstünlük sağlamaktadır.
Batıda uzun süre hakim olan yönetim anlayışında teknolojik
gelişim ve sonrasında oluşturulan prosedürlere, kalite ve iş
+
Eğitim
1
Yüksek Kalite
+
Düşük Maliyet
1
Yüksek Rekabet
Gücü
Şekil 1. Yüksek Rekabet Gücüne Ulaşım
Toplam Kalite Yönetimi ve Şirket Çapında Kalite Kontrol
kavramları Japon şirketlerinin prosese öncelik veren bir
düşünce tarzı oluşturmasına ve organizasyon hiyerarşisinin
her düzeyindekilerin katılımıyla sürekli iyileştirmeyi
sağlayan stratejiler geliştirmesine yardımcı olmuştur.
Kaizen stratejisinin verdiği mesaj, şirketin herhangi bir
biriminde herhangi bir gelişmenin olmadığı tek bir gün bile
geçirilmemesi gerektiğidir.
2.2 Kaizen'in Başlangıç Koşullan
Kaizen' i gerçekleştirmek için üç temel koşulu sağlamak
gerekir:
28
>
Mevcut durumu yetersiz bulmak
>
Bir sistem kusursuz bir şekilde çalışıyor olsa da,
iyileştirmeye açık alanlar mutlaka bulunacaktır. Ayrıca,
bilim ve teknolojideki gelişmeler ile müşteri beklentileri,
her gün "verimlilik" ve "kalite" ölçütlerini ileriye
taşımaktadır.
>
Kaizen yaklaşımının yapı taşlarından biri insan kaynağı
potansiyelinin kullanılmasıdır. Bu sebeple her çalışanın
sürekli iyileştirme faaliyetlerine dahil edilmesi yönünde
çaba gösterilmelidir.
>
Problem çözme tekniklerini yaygın biçimde kullanmak
İşletmelerde karşılaşılan problemlerin % 90'ını çözmek
için basit istatistik ve karar verme teknikleri yeterli
olmaktadır.
3. KAİZEN VE ORGANİZASYONDAKİ ROLLER
Bütün hiyerarşilerde bulunanlar Kaizen' in bir parçasıdır ve
sürekli iyileştirme yaklaşımı ile sistemi sorgularlar.
Kaizen' e katılımda hiyerarşi aşağıdaki gibidir.
3.1 Üst Yönetim
>
>
>
>
>
Kaizen'i
bir şirket stratejisi
olarak başlatma
kararlılığındadır.
Kaynak sağlayarak Kaizen' e destek ve yön verir.
Kaizen için politikayı ve fonksiyonlar arası hedefleri
oluşturur.
Kaizen hedeflerine ulaşmak için politika yayılımı ve
denetlemeleri gerçekleştirir.
Kaizen' e yönelik sistemler, işlemler ve yapılar kurar.
3.2 Orta Kademe Yönetimi
>
>
>
>
>
>
>
Kaizen hedeflerini üst yönetim tarafından belirlenen
politika ve stratejileri fonksiyonlar arası faaliyetler ile
yayar ve yürütür.
Fonksiyonel faaliyetlerde Kaizen'i kullanır.
Standartları oluşturur, korur ve iyileştirir.
Eğitim programları ile çalışanlara Kaizen bilinci aşılar.
Çalışanlara yetenekleri ve problem çözme araçlarını
geliştirmede yardım eder.
Fonksiyonel rollerde Kaizen' i kullanır
Kaizen için planlar hazırlar ve işçilere rehberlik eder.
Çalışanlarla iletişimi güçlendirir ve yüksek moral
sağlar.
Kalite Çemberleri çalışmalarına ve Öneri Sistemi'ne
destek verir.
29
Öneri Sistemi ve
Kalite Çemberleri ile Kaizen'e
katılır.
Sistemin geliştirilmesi için geri beslemelerde bulunur.
İşyeri sistematik ve standartlarına uyar.
Eğitim faaliyetleri ile problem çözebilme yetenek ve
tecrübesini sürekli geliştirir.
4. KAİZEN ve TOPLAM KALİTE YÖNETİMİ KAPSAMI
Japonların geçen yüzyılın son çeyreğinde gösterdiği
atılımın temelinde değişime olan duyarlılıkları yatmaktadır.
Bunun
sağlamasında
Toplam
Kalite
Yönetimi
uygulamalarının öne çıktığı görülmektedir.
Toplam
Kalite
Yönetimi'nin
temel
unsurları,
organizasyondaki
iletişimin
artırılması
ve
kültürel
dönüşümdür.
Şirket kültürü olarak TKY anlayışı
benimsenmelidir. Kültürel uyum Kaizen çalışmalarında
kritik başarı faktörünü oluşturmaktadır.
TKY insan bazlı bir yaklaşımdır. Çalışanların kararlara
katılımı esastır. Bu da günümüz rekabet gücünün en önemli
unsurları olan hız ve esnekliği oluşturan sürekli iyileştirme
faaliyetlerinin öne çıkmasını sağlanmıştır.
Kaizen'
in
şirket
çapında
benimsenmesi
ve
yaygınlaştırılması için yapılacaklar aşağıda sıralanmıştır.
>
>
>
>
>
>
3.3 Amirler
>
y
>
3.4 İşçiler
>
y
>
İnsan faktörünü geliştirmek
İşlerin belirli bir sistematik ve standartta yürütülmesini
temin eder.
>
>
Organizasyondaki
iyileştirilmeye
açık
alanların
belirlenmesi ve çözümü için sürekli çaba göstermek.
Çalışanların eğitim ve öğrenimine önem vermek.
Çalışanlar arasında resmi olmayan liderler yetiştirmek.
Kalite Çemberleri faaliyetlerini oluşturmak.
Çalışanların Kaizen çalışmalarını desteklemek ve
onurlandırmak.
Çalışma ortamının çalışanların yaşam hedeflerini
gerçekleştirebilecekleri yer olması için bilinçli gayret
göstermek.
Çalışma alanı ile sosyal yaşamı mümkün olduğu kadar
bağdaştırmak.
İletişim kanallarını şeffaf hale getirmek ve belli bir
çalışma standardı yakalamak.
Organizasyon kültüründe yaşanacak dönüşümler uzun ve
sabırlı bir çabayı gerektirir. Kısa vadeli kar beklentisi ile
kültürel değişimde yaşanacak zorlukların bağdaştırılması
gerekir. Bu işe karar verenlerin önceliklerini iyi tespit
etmeleri daha sonraki aşamalar için sağlam bir zemin
oluşturulmasını sağlar.
Klasik anlayışta hakim olan sorunu bul ve çöz
yaklaşımından ziyade Kaizen, sorun olabilecek potansiyel
alanların tespiti ve önlem alınmasını benimser. Bu açıdan
bakıldığında proaktif bir tutum ve anlayışa sahip olduğu
görülmektedir.
5. GELİŞİM YAKLAŞIMLARI
İlerleme konusunda iki yaklaşım vardır. Kademeli ilerleme
yaklaşımı (Kaizen) ve tek adımda ilerleme yaklaşımı
(Yenilik).
adım öne geçecektir. Aşağıda bu iki yaklaşımın nerelerde
ve
nasıl
kullanılacağı,
avantajları-dezavantajları
irdelenmiştir. Ayrıca bu iki yaklaşımın farklılıklarının daha
iyi anlaşılabilmesi için bir tablo düzenlenmiştir.
5.1 Kademeli İlerleme Yaklaşımı (Kaizen)
>
>
>
>
>
>
y
>
>
Zaman >
Şekil 2. İdeal Yenilik Modeli
Uzun süreli, uzun vadelidir fakat heyecan verici
değildir.
İlerlemeler küçük adımlarla gerçekleşir.
Temposu sürekli ve düzenli gelişir.
Değişim, kademeli ve süreklidir.
Kurumdaki herkesin katılımıyla gerçekleşir.
Kaizen yaklaşımı çoğulcu ve sistemsel bir yaklaşımdır.
Tarzı koruma ve iyileştirme şeklindedir.
Konvansiyel bilgi ve çağdaş düşünceler mevcuttur.
Uygulama için küçük yatırımlar yapılır, korumaya
dönük yoğun çaba sarf edilir.
Kaizen yaklaşımı yavaş gelişen ekonomilerde avantajlı
olmaktadır.
5.2 Tek Büyük Adımda İlerleme Yaklaşımı (Yenilik)
Olması Beklenen
Gelişmişlik Düzeyi
y
>
>
y
>
Gerçekte Olan Gelişmişlik Düzeyi
>
Zaman"
>
Şekil 3. Gerçek Yenilik Modeli
>
>
Bir atılım ile gerçekleşen sıçramanın etkisinin korunması
için
sürekli
iyileştirme
(Kaizen)
faaliyetleri
ile
desteklenmezse, erişilen yeni performans düzeyi düşecektir.
Bunun için, bir yeniliğin doruk noktasına ulaşıldığında,
ulaşılan düzey bir dizi Kaizen çalışması ile korunmalı ve
iyileştirilmelidir.
Kısa vadeli ve heyecan verici bir yaklaşımdır.
İlerleme büyük adımlarla gerçekleşir.
Tempo aralıklı ve gelişimi düzensizdir.
Bu yaklaşımda değişim birdenbire ve geçicidir.
Bu yaklaşımda katı bireysellik görülür, bireysel fikir ve
çabalar vardır.
Teknolojik atılımlar, yeni keşifler ve yeni teoriler
önemlidir.
Uygulama için büyük yatırımlar yapılır. Koruma
yönünde az çaba harcanır.
Kar amacına yönelik sonuçlar görülür.
Bu yaklaşım hızla gelişen ekonomilere daha uygundur.
5.3. İlerleme Konusundaki Yaklaşım Farklılıkları
Tablo 1. Yenilik ve Kaizen Yaklaşımı Farklılıkları
YENİLİK
KAİZEN
Yenilik
Yaratıcılık
Uyarlama yeteneği
Bireysellik
Takım
çalışması
(sistem
yaklaşımı)
Genelleme yönelimli
Uzmanlık yönelimli
Büyük
sıçramalara Ayrıntılara eğilimli
eğilimli
Teknolojiye dönük
İnsana dönük
Zaman •
Bilgi:Kapalı, kişisel
Şekil 4. Yenilik artı Kaizen
Bilgi: Açık, paylaşılır
Fonksiyonel
uzmanlığa Fonksiyonlar arası faaliyet
yönelim
yönelimi
Yeni teknoloji arayışı
Var
olan
teknoloji
iyileştirmeye yönelik
Fonksiyonel organizasyon Fonksiyonlar arası faaliyet
Değişimin iki unsuru olan Kaizen ve Yenilik yaklaşımları,
farklı şartlar altında fakat nihai hedef olan rekabet
üstünlüğünü sağlamaya odaklanmıştır. Bu sebeple iki
yaklaşımın birbirlerine karşı üstünlükleri ve dezavantajları
vardır. Esnekliğin ön plana çıktığı günümüzde her ikisini de
etkin ve birbirini tamamlayacak şekilde kullanabilenler bir
Sınırlı bilgi iletimi
30
Kapsamlı bilgi iletimi
Kaizen yaklaşımı, şirketlerde genel olarak Öneri Sistemleri
ve Kalite Çemberleri uygulamaları ile yürütülmektedir. Bu
iki sistemin genel işleyiş prensipleri ve yararlan özet olarak
aşağıda verilmiştir.
Kalite Yönetimi'nin gerek şartından birinin oluşmasına
imkan sağlar.
>
Çalışanların kullandıkları teknolojileri özümsemesini
sağlar.
6. ÖNERİ SİSTEMİ
Öneri Sistemi'nin başlangıç noktası, işçinin mevcut çalışma
tarzını değiştirmeye ve iyileştirmeye yönelik olumlu bir
yaklaşım geliştirmesidir. Çalışanlar önerileriyle Kaizen'e
katılabilmekte ve işyerindeki standartların yükseltilmesi ve
iyileştirmeye açık alanların belirlenmesinde aktif rol
alabilmektedir.
Öneri Sistemi aynı zamanda, çalışanların büyük kısmında
var olan yararlı olma isteği ile öneri yaratma potansiyelini
aktif hale getirerek, dinamik ve girişken çalışanların
oluşmasına öncülük etmektedir. Bu da iş yeri verimliliğinin
arttırılması
ve
Toplam
Kalite
Yönetimi'nin
yerleştirilmesine katkı sağlamaktadır.
6.1 Öneri Sisteminin Yararları
>
Çalışanların büyük kısmında var olan yapma ve yararlı
olma isteği potansiyelini harekete geçirir.
Eğer insanlar önerilerin önlerinin açık olmadığı bir
toplumda yaşıyorlarsa bu yolu yine de zorlarlar. Ama
dikkate alınmayan, işlerlik kazanmayan önerilerin sayısı
arttıkça çalışanlar içlerine kapanır, sistemi daha az sorgular
hale gelirler. Diyalog ve iletişim azalır. Öneri sistemi
çalışanların önerilerine olumlu veya olumsuz tepki verdiği
için çalışanlar düşünmeye ve sorgulamaya kanalize olurlar.
Bütün çalışanlar çalıştığı ve içinde bulunduğu sistemi
sorgular duruma gelir. Yaratıcı düşünce harekete geçirilmiş
olur. Sonuçta çalışanların tümü sisteme faydalı, düşünen
birer birey haline gelir.
>
7. KALİTE ÇEMBERLERİ
Kalite ve buna ilişkin sorunları problem çözme tekniklerini
kullanarak belirlemek, analiz etmek ve çözmek amacıyla
gönüllü ve düzenli olarak bir araya gelen iş gören grubuna
Kalite Çemberi adı verilmektedir.
Kalite Çemberi aynı işi yapan veya aynı işyerinde çalışan
6-8 kişiden oluşur. Çemberler çalışma saatleri içerisinde
veya mesai bitiminde toplanırlar. Kalite Çemberleri'nde
süreklilik esastır. Çember bir konuyu çözdükten sonra
başka bir konu belirler. Konuyu tamamladıktan sonra ise
çözümleri
anlatan
bir
sunuş
yaparak
yönetimi
bilgilendirirler.
7.1 Kalite Çemberleri'nin Yararları
7.1.1 Kalite Çemberleri'nin Kuruluşa Yararları
>
>
>
>
>
>
>
Çalışanların önermesini öğrenmelerini sağlar.
Öneri sistemi aynı zamanda önerilerin geçerliliği
konusunda bir geri besleme faaliyeti de içerdiği için;
çalışanlar ne kadar olgun önerilerde bulunduklarını
kendilerini sorgulayıp, test ederek görebilirler. Zamanla
çalışanlar düşündüklerini ifade edebilme yetenekleri gelişir
ve işlerliği daha yüksek öneriler vermeye başlarlar.
>
Öneri sistemi, sahip olunan teknolojiler üzerinde irili ufaklı
değişikler ve iyileştirmeler yapmaya imkan tanıyıp
çalışanların
teknolojiyle
bütünleşmesini
sağlayarak
teknolojilerin özümsenmesine katkıda bulunur.
>
Uzun süredir bilinen fakat çözüm getirilememiş veya
fark edilememiş sorunların çözümü.
Çalışanlar ve üniteler arası işbirliğinde artış.
Çalışanların şirket sorunlarına karşı ilgisinin artması.
Ürün kalitesinde ve iş yapma usullerinde gelişme.
Çalışan ve yönetim arasında daha iyi ilişkiler
kurulması.
Sorumluluk duygusunun gelişmesi.
Yeni teknolojilerin yerleştirilmesi, yeni üretim
alanlarının
çalışanlar
tarafından
daha
istekli
benimsenmesi.
Motivasyonun ve şirkete bağlılığın artması.
7.1.2 Kalite Çemberleri'nin Çalışanlara Yararları
>
>
Çalışanlara kendilerini kanıtlama imkanı sağlar.
Öneri sistemi; değerlendirme, hakemlik, işleyen sistemi ve
itiraz gibi mekanizmalarıyla çalışanların kendilerini
kanıtlamalarına fırsat vermektedir.
>
>
>
^
Toplam Kalite Yönetimi'nin diğer fonksiyonlarının
yerine getirilebilmesine imkan tanır.
>
Toplam Kalite Yönetimi faaliyetleri çok büyük oranda
takım çalışması gerektirmektedir. Öneri Sistemi çalışanların
daha kolay takım olmalarını sağlayan yapısıyla Toplam
31
Çalışanların düşüncelerini söyleyebilecekleri bir yapı
oluşturur.
Bilgiye ulaşma, değerlendirme ve analiz yetenekleri
gelişir.
Çalışanların bilgi ve becerilerini gösterebilmelerini
sağlar.
Çalışanlar arasında iletişim ve arkadaşlık duygusu
gelişir.
Doğrudan yönetim ile temas kurma ve kendilerini
gösterme imkanı sağlar.
Çalışanlara işleri ile ilgili kararlara katılma fırsatı verir.
8. SONUÇ
Kaizen yaklaşımı şirketlerin rekabet güçlerini artırmak ve
sürekli gelişimin sistematik olarak yürütülmesi için
kullandıkları önemli bir araçtır. Teorik sistematiğinin
yanında, hayata geçirilmesi ve uygulanmasının nispeten
kolaylığı
açısından
işletmelerde
yaygın
olarak
uygulanmaktadır.
Mevcut durumu yeterli bulmak, mevcudu korumak,
geleceği tasarlamamak Kaizen'in uygulanabilirliliğini
önemli ölçüde azaltmaktadır.
Şirket açısından getireceği maddi faydalar yanında
çalışanların o şirketin bir parçası olduklarını hissetmelerini
ve dolayısıyla manevi tatmini sağlar.
Kaizen, uygulanmasının pratikliği bakımından hayatın her
safhasında kullanılabilir. Bunu bir yaşam felsefesi olarak
algılamak hem şirketlere hem de insanlara oldukça yararlı
sonuçlar sağlayacaktır,
9. KAYNAKLAR
[1] R. Cheser, "Kaizen Is More Than Continuous
Improvement", Quality Progress , Nisan 1994
[2] S. Gözlü, "Endüstriyel Kalite Kontrolü", İ.T.Ü.
Rektörlüğü, 1990
[3] M. İmai, "Japonya'nın Rekabetteki Başarısının
Anahtarı: Kaizen", Brisa, Mart 1997
[4] t. Kavrakoğlu, "Toplam Kalite Yönetimi", KalDer
Yayınları, Nisan 1994
[5] MESS Eğitim Vakfı, "Kalite Çemberleri Uygulama El
Kitabı", 1994
32
II. DEMİR-ÇELİK SEMPOZYUM BİLDİRİLERİ / 03
tmmob
makina mühendisleri
odası
00 00
00
"Değer Bazlı Yönetim"
Alper ÇELİK
Ereğli Demir ve Çelik Fabrikaları T.A.Ş.
33
DEĞER BAZLI YÖNETİM
Alper ÇELİK
Ereğli Demir ve Çelik Fabrikaları (ERDEMİR) T.A.Ş. 67330 Kdz.Ereğli/Zonguldak
Tel: (372) 329 5118 E-posta:[email protected]
Özet: Küresel ve teknolojik değişimler sistemleri insan odaklı olmaya; gücü, yetkiyi, sorumluluğu ve kontrolü az sayıdaki
insandan, süreçlerden etkilenen herkes üzerine kaydırmaya zorluyor. Bu doğrultuda performansı geliştirme ve değişen
rekabet koşullarına adapte olabilme çabasıyla ortaya çıkan yaklaşımlardan biri olan Değer Bazlı Yönetim (DBY).
şirketlerin yönetim, hizmet veya üretim süreçlerinin tüm aşamalarında değer yaratmaya odaklanmayı ve işletmeyi bu
değerler üzerine inşaa etmeyi hedefliyor. DBY klasik yukarıdan aşağıya yapılı organizasyonları reddeder ve yerine daha
yalın, yatay, etkileşimli sistemleri destekler. DBY stratejik yönetim, iletişim ve ölçüm sistemleriyle geliştirilmiş bir
sistemdir. Kar odaklı şirketlerde yalnızca tek bir amaç olabilir: Değerin, yani karın maksimize edilmesi. Finansal
hedeflerini gerçekleştirebilmek için DBY iki önemli finansal performans kriterini ölçümler: Ekonomik Katma Değer
(EVA) ve Piyasa Katma Değeri (MVA). Değerin maksimize edilmesi ancak MVA'nm maksimize edilmesiyle gerçeklenir.
Bu amaçla yola koyulan G.Kore'li demir-çelik devi Posco; elektronik iş (e-iş) yoluyla süreçlerini iyileştirmiş ve
müşterisine daha yaklaşmış, en güncel bilgi sistemlerini işletmesinde konuçlandırmış ve şirket genelinde kurumsal bir
kültür yeleştirmiştir. Atılım Kaynakları Planlaması (ERP) ve Tedarik Zinciri Yönetimi (SCM) ile iç süreçlerini entegre
etmiş; e-tedarik ve e-satış yoluyla iç ve dış süreçlerini eş zamanlı hale getirmiş ve şirket genelinde ağ tabanlı (Oracle) bir
işletim sistemi kurmuştur (Posvvare). Değer Bazlı ve Dijital Yönetim sayesinde Posco, dünyadaki öncü konumunu devam
ettirmiş ve şirket değerini milyonlarca dolar artırmıştır.
Anahtar sözcükler: DBY, EVA, MVA, POSCO, e-iş, ERP, SCM
1. GİRİŞ
performans ölçümleri kullanmaya çağırır. Tüm şirketler
için geçerli olan ortak ve en öncelikli amaç; hissedarları
(sermayedarları) için değer yaratmaktır. Bahsedilen değer,
hissedarlar tarafından sahip olunan şirketler için ancak kar
ile ve bu karın yatırımcıya geri dönüşüyle (kar payı) ifade
edilir. İşletmeden beklenen, en azından şirkete yatırım
yapmış olanlara makul bir kar payı dönüşü sağlamasıdır.
Değer Bazlı Yönetim (DBY) en basit ifadeyle, küresel
piyasada en etkili şekilde rekabet edebilmek için değer,
ciddiyet, saygınlık ve sorumluluğa dayanan, bunların her
bir paydaşa-özellikle herbir çalışana, müşteriye ve
tedarikçiye-hissettirilip aktarılmasını hedefleyen bir iş
felsefesi ve yönetim sistemidir. Son yıllarda özellikle
yazılım şirketleri ve danışmanlar tarafından, ölçüm ve
yönetim araçları entegre sistemlerini tanımlamak amacıyla
gündeme getirilmiş olan DBY, kusursuz yönetim
yaklaşımlarını
ölçümleyerek
ve
komünikasyonla
bütünleştirerek kritik organizasyonel değişimler ve
verimlilik artışları hedefler. Hizmet, üretim, kamu veya kar
amaçlı olmayan tüm sektörlere uyarlanabilecek bir yönetim
ve organizasyon felsefesi olan DBY'nin üretimde odağı,
tedarik zinciri boyunca değer yaratma fırsatlarıdır.
Bugün, çoğu şirket, modası geçmiş finansal yönetim
sistemleri ile değer yaratma arayışlarını sonu gelmeyecek
bir uğraşa çevirmişlerdir: Genellikle yanlış finansal odaklar,
yanlış para politikaları, yanlış operasyonel hedefler ve
yöneticilerin
çoğu zaman yanlış değerlendirmeleri
dolayısıyla ödüllendirilmeleri, şirketlerin değer yolunda yol
almalarını güçleştirmekte, hatta imkansızlaştırmaktadır.
Aslında DBY'nin arkasındaki düşünce basittir: Şirketin
değeri,
indirgenmiş
gelecekteki
nakit
akışlarıyla
(discounted future cash flow) belirlenir. Değer yalnızca,
şirketler yatırımlarının toplam maliyetinden (sermayenin
maliyeti de dahil olmak üzere) daha fazla geri dönüşüm
sağladıklarında oluşur.
DBY, 1960'ların planlama sistemlerinden çok farklıdır.
Kesinlikle çalışmaya zorlayıcı bir sistem değildir.
Organizasyonun her seviyesinde daha iyi kararlar
alınmasına odaklanır. DBY farkındadır ki, özellikle çokişli
büyük kurumlarda (multi-business corporations) yukarıdanaşağıya emir-kumanda yapıları başarılı olamaz. Bunun
yerine DBY, yöneticileri, daha iyi kararlar için değer bazlı
DBY, "Ekonomik Katma Değer" gibi dinamik, yüksek
performanslı, finansal odaklı araçların güçleri üzerine,
müşteri ve diğer paydaşların bakış açılarının eklenmesiyle
35
etkili sonuçlar yaratır. DBY bu kavramları, şirketlerin
varlıklarını nasıl stratejik ve günübirlik operasyonel
kararlar almada kullandıklarına odaklanarak genişletir.
Düzgün bir şekilde uygulandığında, DBY şirketin tüm
hedeflerini, analitik tekniklerini ve yönetim süreçlerini,
yönetimsel karar verme mekanizmasının kritik değer
yaratıcı etkenlerine odaklanmasında kullanır.
üst yönetimin organizasyonun geri kalan kısmını anlaması
ve neyin başarılmasını beklediğini aktarması bu değer
dinamikleri sayesinde gerçekleşir.
Değer dinamikleri (value drivers), şirketin değerini
etkileyen
tüm
değişkenlerdir.
Yöneticilerin
hangi
dinamiklerin değer üzerinde en fazla etkisi olduğunu
anlayıp, çalışanlara bu dinamikler üzerinde sorumluluk
verebilmesi için değer dinamiklerinin organize edilmesi
gerekir. Şirket performansında (değerinde), dolayısıyla
karında, en fazla etki yaratanlar "Kritik Değer Dinamikleri
(Key Value Drivers)" olarak adlandırılır. Kritik değer
dinamikleri durağan değildir, düzenli olarak gözden
geçirilmeleri gerekir.
2. DEĞER BAZLI YÖNETİMİN
ORGANİZASYONLARDA ENTEGRASYONU
2.1 Değer Yaratma Anlayışı
DBY, en iyi, değer yaratma anlayışı (Value Creation
Mindset) ile bu anlayışı harekete geçirecek yönetim
süreçleri ve sistemlerinin evliliği olarak anlaşılır. Tek
başlarına ele alındıklarında her iki kavram da yetersiz kalır
ama birlikte ele alındıklarında, inanılmaz ve sürdürebilir bir
etkiye sahip olurlar.
Kritik değer dinamiklerinin tanımlanması zor olabilir. Bu
tanımlama süreçlerin farklı bir bakış açısıyla ele alınmasını
gerektirir. Genellikle varolan raporlama sistemleri de
gerekli bilgiyi sağlayacak donanıma sahip olamazlar.
Sadece ulaşılabilir, eldeki bilgiye dayanan mekanik
yaklaşımlar ya da tamamen fınansal ölçümler çok nadir
başarı sağlar. Bunların yerine gereken daha fazla denemeyanılma içeren yaratıcı süreçlerdir.
Değer Yaratma Anlayışı, üst düzey yöneticilerin ve tüm
diğer karar vericilerin, işletmelerinin en büyük ve nihai
amaçlarının değeri yani karı maksimize etmek olduğunun
farkında olmalarını, bu amacın karşılanması beklenilen
diğer hedeflerce geriye atılmasının engellenmesini ve sonuç
olarak, hangi performans değişkenlerinin işletme için değer
yarattığını anlamalarını sağlayan analitik düşünüş biçimidir.
Değer dinamikleri birbirinden ayrı düşünülemezler. Tek
başına fiyat artışı değeri artırabilir ama bu artış pazar
payında daha büyük bir kayıpla sonuçlanırsa değer artmaz,
azalır. Değer dinamikleri arasındaki içsel ilişkiyi anlamaya
yönelik önemli bir araç "Senaryo Analizi'"dir. Senaryo
analizi tutarlı yaklaşımların ve varsayımların şirketin
üzerindeki etkilerini değerlendirmeye yarayan bir yoldur.
Tipik senaryolar, bir fiyat savaşı çıkması durumunda ya da
başka bir ülkedeki kriz, aşırı üretim gibi durumlarda neler
olabileceğini tahminlemeye çalışır. Bu konular üzerinde
düşünmek, şirketin değişiklikler karşısında birdenbire
hazırlıksız yakalanmasını engellediği gibi strateji ve değer
arasındaki ilşkiyi de hayata geçirir.
Yönetim süreçleri ve sistemleri, yöneticileri ve çalışanları
şirketlerinin
değerini
maksimize
edecek
şekilde
davranmaya yönlendirmelidir. Planlama, hedef belirleme,
performans ölçümleri ve prim sistemleri bir bütün olarak
kendilerini çevreleyen etkileşimin sıkı sıkıya değer yaratma
amacına bağlı olması durumunda etkili çalışırlar.
Şirketlerin tüm organizasyonlarını yönlendirebilmeleri, bir
şirket kültürü ve sinerjisi oluşturabilmeleri için müşteri
memnuniyeti, ürün yönetimi, çalışanların tatminliği gibi
fınansal olmayan amaçlara da ihtiyacı vardır. Bu tür
amaçlar en nihai ve büyük finansal amaç olan değer
maksimizasyonuyla çelişmezler ya da onu yadsımazlar.
Bilhassa en varlıklı ve başarılı şirketler özellikle bu
alanlarda üstünlük sağlayanlardır. Yine de fınansal olmayan
amaçlar, şirketin fınansal amaçları çerçevesinde ele alınıp
incelenmelidir. Örneğin, mümkün olduğunca az çalışanla
faaliyet vermenin bir avantaj olduğu kesin olan savunma
sanayii alanındaki bir şirketin, "İşçi çıkarılmayacak"
şeklinde bir amaç benimsememesi gerekir.
2.3. Yönetim Süreçleri
Değer Bazlı bir anlayışı benimsemek ve değer
dinamiklerini bulmak sadece yolu yarılamaktır. Bu anlayışı
şirketin günlük aktivitelerinde hayata geçirmek için,
yöneticiler, işletmelerinde ayrıca süreçler yerleştirmelidir.
DBY'nin kalıcı bir şekilde yerleşmesi için, yöneticilerin
değer bazlı düşünceyi karar verme mekanizmasının
gelişmiş bir yolu olarak benimsemesi ve bu anlayışın
organizasyondaki tüm karar verme yetkisine sahip
çalışanları (decision makers) kapsaması gerekir.
2.2 Değer Dinamiklerinin Bulunması
DBY'nin en hassas noktası belki de, gerçekte iş değerlerini
yaratacak olan performans değişkenlerinin derinlemesine
kavranması ve sistem ve süreçlere entegre edilmesidir.
Böyle bir anlayış zorunludur çünkü organizasyon doğrudan
değer üzerine eğilemez. Değeri yaratacak teşviklere ve
dinamiklere ihtiyacı vardır. Bu yüzden üzerinde etki
yaratabileceği müşteri memnuniyeti, maliyet, sermaye
yatırımları gibi kavramlar üzerine odaklanmalıdır. Dahası,
Kollektif bir şekilde DBY'nin benimsenmesini idare eden
beş temel yönetim süreci vardır:
1) Değer yaratmanın önemini belirten ve başarılmak
isteneni anlatan bir "amacın" tayin edilmesi;
2) Oluşturulan bu amaca ulaşmak için nasıl davranılması
gerektiğini
anlatan
"stratejilerin"
geliştirilmesi
ve
geliştirilen stratejilerin kısa ve uzun dönem kritik değer
36
dinamikleriyle ifade
dönüştürülmesi;
edilmiş
performans
hedeflerine
>
3) Amaca ulaşabilmek için çalışanları teşvik edecek, daha
önceden yerleştirilmiş performans hedefleri karşısında
izleyecek Performans Ölçüm ve Prim Sistemlerinin
yerleştirilmesi;
2.3.3 Ölçüm;
4) Bu ölçümlerin ve amacı gerçekleyecek adımları
belirleyecek bütçe ve faaliyet planlarının, yani "Süreçlerin"
sıralanması;
5) Görüş çizgisinin
"Kararların" alınması.
belirlenmesini
sağlayacak
olan
Bu beş süreç şirket çapında kurumsal, ünitesel ve
fonksiyonel seviyelerde birbirlerine bağlıdır. Değer yaratma
hedeflerinin gerçekleşebilmesi için şirket genelindeki
strateji ve performans hedeflerinin birbirleriyle tutarlı
olması zorunludur.
>
Performans ölçümleri, strateji üzerine odaklanarak ve
hissedarlar için değer yaratma amacını sürdürerek
stratejinin
uygulanabilir
basamaklar
haline
dönüştürülmesine yardımcı olur;
>
Geçmişte
performans
ağırlıklı
olarak
fınansal
kriterlerle ölçülürdü. Bu duruma alternatif, şirketin tüm
değer yaratan kavramlarını kapsayan
ve şirketin
değerini maksimize etme amacına odaklanmış bir
ölçüm mekanizması benimseyen yaklaşımdır;
>
İdeal performans ölçümü; başta hissedarların ve sonra
diğer paydaşların çıkar ve ilgileriyle bağdaşık bir
şekilde, organizayonun uzun ve kısa dönem değerini
maksimize etme amacında olmalı; yönetime kesin,
tutarlı, doğru ama aynı zamanda anlaşılması kolay
sinyaller göndermelidir;
>
Uygun performans ölçümü daha sonra değer
dinamiklerinin tanımlanmasına, iş birimleri boyunca
yaratılan
potansiyel
değerin
ölçülmesine
ve
değerlendirilmesine
ve
rekabetçi
konumun
değerlendirilmesine odaklanacaktır.
2.3.1 Amaç
>
Değer yaratmak için varolan bir şirkette
yatırımcılara 'değer' aktarabilmektir;
>
Yatırımcılara maksimum geri dönüşümü sağlarken,
müşteriler ve çalışanlar gibi diğer önemli paydaşların
gereksinimlerini
ve
beklentilerini
karşılamayı
gerektirir;
>
Birden fazla amaç karışıklığa, netliğin kaybolmasına
ve zayıf karar alabilme mekanizmasına sebebiyet
verecektir;
>
amaç,
2.3.4 Süreçler;
Yönetim süreçleri; şirket felsefesini, davranış ve
faaliyetlerini değiştirme yetkisine sahip idari takımayönetime-beklentiler, işaretler ve bilgi gönderen kritik bir
bağlantıdır. Başarılı bir şekilde değer yaratmak içini, iyi
karar vermeyi destekleyen ve teşvik eden süreçleri düzgün
sıralamak gerekir. Stratejik Planlama, Yıllık Bütçeleme,
Finansal Raporlama, ve Prim/Tazminat şeklinde sıralanan
süreçler organizasyona sırasıyla yön belirler, beklentileri
işaret eder, bilgi sağlar ve başarıyı ödüllendirir.
Hissedarlar tarafından sahip olunan bir şirketin
yalnızca bir amacı olabilir: Değerin (karın) maksimize
edilmesi.
2.3.2 Strateji;
>
İyi tanımlanmış bir strateji değer üretmenin anahtarıdır;
>
Strateji, amaç değildir- "Sektördeki en karlı şirket
olacağız.";
>
Amaç, başarmak istediğinizdir-Bir yarışı kazanmak
gibi;
>
İş hayatında hedefiniz, sonuçta herzaman hissedarlar
için değer yaratmaktır (hisse değerini-shareholder
value-artırmaktır.);
>
Strateji, taktik değildir- "Bu yıl maliyetleri 30 milyon $
düşüreceğiz.";
>
Beklenen piyasa ekonomisi koşulları altında, iyi bir
strateji, şirkete sürdürülebilir rekabetçi avantaj sağlar.
2.3.5 Kararlar;
>
Değer Yönetimi, değer yönetim anlayışı şirketin
operasyonel ve yatırım kararlarına yerleşebildiği
zaman bir gerçek haline gelir;
>
Yönetciler, stratejik tercihler yaparken nelerin hisse
değerini artırdığını bilmeli ve bunlara odaklanmalıdır.
Mesela; "Hangi ürünleri üretmeli, Piyasada nasıl
rekabet etmeli, Operasyonlarını ne zaman genişletmeli/
ilerletmeli" üzerine yoğunlaşmahdır;
Taktikler, stratejilerinizi gerçekleştirmenize yarayan
yollardır (Mesela amerikan futbolunda topu en hızlı
koşan oyuncuya aktarmak gibi);
>
Çoğu DBY şirketleri yöneticilerinin davranışlarını,
şirket geneline yerleştirdiği bir 'bakış açısıyla'
değiştirir;
>
Taktikler, stratejileri desteklemek ve
amacıyla tasarlanırlar;
>
>
Strateji,
amacınızı
nasıl
başaracağınızdır"Sektörümüzde düşük maliyetle çalışan bir üretici
olacağız.";
Bu bakış açısı, yöneticilerin kararlarının stratejik
hedeflere nasıl uygunluk gösterdiğini anlamaya
odaklanmalarını sağlar.
gerçeklemek
37
3. DEĞER BAZLI PERFORMANS ÖLÇÜMLERİ
ve her yıl enflasyon artı "muğlak" bir performans zammı
alan yöneticilerinizin canla başla şirketinizi ileri götürmek
için çalışmasını bekleyemezsiniz. EVA ve değer yönetimi
bağlamında, özellikle tepe yöneticilerin, iş birimlerinden
sorumlu yöneticilerin ve fonksiyonların başlarındaki
yöneticilerin, ücretlerinin bir kısmının yetkileri altındaki
işte yaratılan değere göre değişken olması gerekmektedir.
Primleri doğrudan EVA performansına bağlıycak olursanız,
çalışanlarınızın ve sermayedarlarınızın kaygılarını yanyana
getirmiş olursunuz. Unutulmaması gereken; değer uzun
vadede oluşan ve korunan bir kavram olduğundan, değer
primlerinin, özellikle tepe yöneticilerinize kısa vadeli
başarıların ateşiyle değil, bir kaç yıllık dönemlerdeki kalıcı
değer artışını baz alarak vermek daha doğru olur.
Değer Bazlı Yönetim, adından anlaşılacağı üzere tipik
olarak değer bazlı fınansal performans ve getiri ölçümlerini
kullanır.
3.1 EV A (Economic Value Added)-Ekonomik Katma Değer
EVA'nın
haketmiş
olduğu
popülaritesi,
hissedar
memnuniyetini sağlayan gerçek performansı ölçmesinden
ve yönetmesinden (maksimize etmeye çalışmasından)
kaynaklanmaktadır. Hissedar memnuniyeti, en basit
ifadeyle, sermaye sahiplerinin işe yatırdıkları sermayeleri
ile bu yatırımları sayesinde sahip oldukları haklarını
satmaları durumunda elde edecekleri gelir arasındaki farkla
ölçülür. Yatırımcının tek kaygısı vardır; yatırmış olduğu her
birim sermayenin kendisine ne kadar olarak geri döneceği
ya da getireceğidir. Peter Drucker, Hanvard Business
Revievv'da yayınlanan makalesinde şöyle der: "Bir işletme,
sermayesinin maliyeti üzerinde bir kar yaratmadıkça zarar
ediyor demektir. Vergilerini ödüyor olmasını ve bunun
dışında kar ediyor olmasını boşverin. İşletme halen,
tüketmiş olduğu kaynaklardan çok daha azını ekonomiye
geri gönderiyor demektir. Bu değer yaratmadığı, bilakis yok
ettiği anlamına gelir."
Bu şekilde, EVA, çalışanlarınızı kar yaratacak gerçek
fırsatlar bulmalarına teşvik ederken, değeri yok eden yani
yapılan yatırımı haklı çıkarıcak kadar kar üretemeyen
faktörlerden de uzaklaştırmaktadır. Çalışanlar, EVA
sayesinde kurumsal performansı artırma yönünde gayret
göstermekte ve varlıkları çok daha etkin kullanmaya
yönlendirilmektedir.
Vergilerden arındırılmış net operasyonel kar eksi kullanılan
sermayenin
maliyeti
şeklinde
ifade
edilen
EVA,
matematiksel olarak:
Somut bir örnekle EVA ifade edilmeye çalışılıcak olursa:
Hissedarlarınızın yapmış oldukları yatırımlarından, farzedin
ki %10 getiri beklediklerini kabul edelim. Bu durumda,
hissedarlar ancak ve ancak, vergiler sonrası kendilerine geri
dönen getiri %10'un üzerindeyse gerçek anlamda "para
kazanmış" olacaklar. Bu oranın altındaki her miktar,
yatırımcının bu yatırıma girmek için göze almış olduğu
minimum kabul edilebilir riskin (opportunity cost=fırsat
maliyeti; yatırımcının, yatırım tercihini bir başka
alternatifte kullanmamakla göze almış olduğu risk) altında
ve dolayısıyla yatırımcının zararınadır.
EVA=Net Operasyonel Karlar-Vergiler-Sermayenin Maliyeti (1)
eşitliğiyle ifade edilir. Sermaye; nakit, envanter (stok),
alacaklar, ekipman, bilgisayarlar, ar-ge, leasing, eğitim ve
üzerine kurulu arazi gibi kısa ve uzun dönem varlıkların
hepsini kapsamalıdır. Sermayenin maliyeti, yukarıda da
bahsedildiği üzere, yatırımcıların işletmeyi finanse etmek
üzere ve tabii, pozitif bir getiri kazanmak umuduyla yapmış
oldukları yatırımlardan bekledikleri getiri oranı, faizdir.
Değer ancak, işletmenin gelirleri, işin maliyeti artı
sermayenin maliyeti toplamından büyük olduğu zaman
üretilir.
İşletmeler için sermayenin maliyeti, yukarıda, yatırımcının
yapmış olduğu yatırım ile göze almış olduğu risk ya da
beklediği getiri oranı ile ifade edilmeye çalışılandır. EVA
ile hedeflenen, işletmenin yaratmış olduğu vergiler sonrası
nakit akışı eksi bu nakit akışını yaratmak için kullandığı
sermaye maliyeti miktarını maksimize etmektir. Bu aynı
zamanda, hissedarlan için yaratılan değeri de maksimize
etmek anlamına gelecektir. Yükselen bir inanç vardır ki,
kazançlar değil EVA bir şirketin değerini artırmaktadır.
NOPAT=Satışların Getirisi-Satılan
Amortisman-Vergiler (2)
EVA'nın
uygulanabilmesindeki
anahtar
ise,
şirket
kültürünü değiştirebilmekte yatmaktadır. Şirketlerde kültür
değişimi ise, kanıtlanmış bir gerçek olarak, ancak tüm
çalışanların ve yöneticilerin, prim yani ücret sistemlerinin,
istenilen
performans sağlanılacak şekilde yeniden
tasarlanmasıyla gerçekleşmektedir. Eğer çalışanlarınızın,
özellikle de yöneticilerinizin sürekli artan bir şekilde
şirketin yararına performans göstermelerini istiyorsanız,
bunun yolu, onların ücret paketlerinin bir kısmını şirketin
gidişatına belirlemekten geçmektedir. Sabit ücretle, şirket
batsa da çıksa da, uzasa da kısalsa da her ay aynı maaşı alan
İşletmelerde sermayenin maliyeti biri basit, diğeri kompleks
iki işlemle hesaplanır. Basit olanı, alınmış olan borçların
maliyetine işaret etmekte olup vergiler sonrası kredilerin ve
bonoların faiz oranı ile eşdeğerdir. İkinci ve kompleks olanı
ise, tüm varlıkların maliyetini ya da daha net olarak,
hissedarların beklentilerini analiz etmeyi gerektirir.
Hissenin borsadaki endekse göre nispi değişkenliği yani
riskidir söz konusu olan ve yatırımcının hiç riskin olmadığı
kabul edildiğinde beklediği getiri (% risk free rate) ile
piyasa risk ortalamasının firma hissesinin değişkenlik oranı
ile çarpımı sonucunun, toplamıyla elde edilir. Basit ifade ile
EVA hesaplamalarında kullanılan diğer değişkenlerden
NOPAT (Net Opereating Profits After Taxes), vergiler
sonrası net kazançları ifade etmektedir ve şu şekilde
hesaplanır:
38
Malların
Maliyeti-
Sermayenin Maliyeti; işletmenin kendini finanse etmekte
kullandığı tüm kısa ve uzun dönem borçlanma
enstrümanlarının ağırlıklı ortalama maliyeti (faizi) ile
elindeki tüm sermayesinin çarpımı ile elde edilir.
EVA bu özelliğiyle diğer tüm fınansal performans
kriterlerinden ayrılır ve onlara çok büyük üstünlük sağlar.
Bahsedilen özellik, EVA'nın hesaplamalarında kullanılan
karı oluşturan maliyet unsurudur. Varlıklarının maliyeti, ya
da aldığı borçların (kredi, bono) maliyetinin %15 olduğu
bilinen bir işletmenin yatırımlarının üzerinden %14 kar
etmesi, kazanç değil zarar olacaktır. Pay Başına Düşen Kar
Oranı (EPS-Earnings Per Share) ve Aktif Karlılığı (ROAReturn On Assets), karı oluşturan nakit akışının maliyeti
ile ilgilenmeyip sadece kazançların getirişine bakan,
şirketlerin, yaratılan değeri ölçmekte sıkça kullandıkları
örnek iki finansal performans kriteri olmasından öte, gerçek
anlamda
yaratılan
değeri
ifade
etmekte yetersiz
kalmaktadırlar.
3.2 MVA (Market Value Added)-Piyasa Katma Değeri
Piyasa Katma Değeri, MVA, şirketlerin ne kadar değer
yarattıklarını gösteren en önemli fınansal enstrümandır.
MVA ile EVA arasında çok yakın bir ilişki vardır. MVA,
gelecekte
gerçekleşecek
olan
EVA
değerlerinin
indirgenmiş bugünkü değeridir. MVA, kurumsal bir
kümülatif performans ölçümüdür ve şirketin geçmişteki ve
gelecek için tasarlanmış yatırım projelerinin borsadaki
değerlendirmesini yansıtır. Değer için varolan bir şirketin
en öncelikli amacı MVA'nın maksimize edilmesi olmalıdır.
MVA şirketin toplam piyasa değerinden yatırımcıların
katmış olduğu sermayenin çıkarılmasıyla elde edilir.
MVA'nın ve dolayısıyla hissedar refahının maksimize
edilmesinde EVA'nın hayati önemi vardır.
4. POSCO'DA DEĞER BAZLİ YÖNETİM
1968 yılında ülkesinin yassı çelik ihtiyacını karşılamak
üzere mütevazi bir yatırımla kurulan Güney Kore'li demirçelik devi POSCO, geride kalan 35 yıl içerisinde üretimini
ve teknolojisini dünyanın en önde gelen çelik firmalarından
biri
olacak şekilde geliştirerek ülke ekonomisine
milyarlarca dolarlık değer yaratmıştır. 1973'de %30 olan
ülke çelik talebinin yurt içi piyasalardan karşılanma oranını,
1998'de
%91,6'ya
kadar
yükseltmiştir.
POSCO
günümüzde, 19.200 çalışanı ve yıllık 28,1 milyon tonluk
üretimi (2002 yılı sonu itibariyle) ile dünyanın en büyük 4.
çelik üreticisi konumundadır.
merkezli e-işe geçişi gerçekleştirmiş ve kendisini bu
noktada üç performans kriteri üzerinden değerlendirmiştir:
Üretimde Mükemmelik, Ürün Liderliği ve Müşteriye
Yakınlık. Bu üç kavramdan Üretimde Mükemmellik
bakımından, POSCO'nun dünyanın en önde gelen şirketi
olduğu görülmüş fakat özellikle Müşteriye Yakınlık ve
Ürün
Liderliği
alanlarının
iyileştirilmesi
gerektiği
farkedilmiştir. POSCO bu değerlendirmelerden şu sonucu
çıkarır: Yeni ekonomide ayakta kalabilme, pozisyonunu
koruyabilme ya da daha iyi olabilme ancak müşteri
odakiılıkla mümkündür. Müşteriye ve hissedara yakınlık bir
Zorunluluktur.
POSCO, üretici merkezli geleneksel ekonominin bittiğinin
ve müşteri odaklı e-iş (e-Business) döneminin başladığının
çoktandır farkında olduğundan, bünyesindeki tüm süreçleri
müşteriye daha yakın olacak biçimde (customer intimacy)
iyileştirmeye/yenileştirmeye/geliştirmeye
çalışmaktadır.
POSCO'nun
kendisine
belirlediği
hedef:
Müşteri
memnuniyeti odaklı bir yönetimle Hisse Değerini
(Shareholder Value) maksimize etmektir. Bu hedef
birbirine entegre üç basamağı kapsamaktadır: Hisse
değerinin maksimize edilmesi, müşteriye mümkün
olduğunca yakın olma (müüşteriyi elde tutma ve
memnuniyeti), süreçleri yenileme ve geliştirme (Yönetim
süreçleri, bilgi sistemleri ve organizasyon).
Süreçlerin Yenilenmesi/Geliştirilmesi adımında; POSCO,
öncelikle Dijital Yönetim Sistemi'ni kurmuş ve böylelikle
yönetim
sistemlerini
elektronik
ortama
taşıyarak
geliştirmiş, birbirleri ile entegre etmiş ve küresel bir
standardizasyona kavuşturmuştur. Bunu yaparken de
yönetim sistemlerinin merkezine Müşteri Odaklılığı'nı
yerleştirmiştir.
Yeniden
yapılandırılmış
yönetim
sistemlerinden sonra kurumsal kültürün yenilenmesi ve
geliştirilmesine geçilmiş ve POSCO, Süreç Yönetimi
Modeli'ni müşteriye daha yakın olacak şekilde geliştirerek
organizasyonunu yeniden tasarlamış ve sisteme e-iş'i dahil
etmiştir.
Kurumsal
Kültürün
yenilenmesi
ve
geliştirilmesi
işletmelerde en zor olan işlerin başında gelir. Var olan
sistemi çalışanlara unutturmak ve yenisini kabul ettirmek
için çok iyi bir "Değişimin Yönetimi Sistemi'" kurulması
gerekir. Değişimin Yönetimi, POSCO'nun hassasiyetle
yaklaştığı kavramlardan biridir. Amaç, organizasyonun ve
kurumsal kültürün, yeni sistemleri ve süreçleri kabul
etmesini
sağlayacak
yenileşmeyi
ve
gelişmeyi
gerçekleştirmektir. POSCO bu amacı Uç evrede
gerçekleştirmiş ve başarılı olmuştur: Öncelikle değişimin
yönü bir master plan ile tayin edilmiştir; daha sonra, dış
paydaşlarla (müşteri, hissedar,..) iletişimi kuvvetlendirmek,
süreç yönetimli organizasyonun tanımlanması ve yönetimde
ortak kararlılığı sağlamak amacıyla detay tasarıma ve
sistemin uygulamasına geçilmiş ve bunu yaparken de
değişimi tetikleyen "Değişim Dinamikleri" belirlenmiştir;
son olarak da değişimin yönetilmesi ve sistem ile tam
entegrasyonu sağlanmıştır.
Kurulduğu yıldan bu yana neredeyse her alanda (üretim
kapasitesi; ürün çeşitliliği, maliyet, ekonomiye katkı,
üretilen değer, teknoloji, vs.) sürekli bir gelişme ve ilerleme
kaydeden POSCO, gelişen teknolojik olanaklar, artan
rekabet koşulları altında sektörüne en yeni ve güncel
yönetim sistemlerini kullanmada öncülük etmektedir.
POSCO, Değer Bazlı Yönetim'e kendisini değerlendirerek
başlar; POSCO firma odaklı geleneksel piyasadan, müşteri
39
Süreç Yönetim Modeli'ni geliştirirken POSCO'nun
hedeflediği, kurum içi süreçlerini hem müşterilere hem de
sermayedarlara daha fazla fayda sağlayacak şekilde
bütünleştirmekti. Paydaşların memnuniyeti merkezli böyle
bir sistem ancak e-iş (elektronik iş) ile gerçekleştirilebilirdi.
Bu amaçla yola koyulan POSCO; e-iş yoluyla süreçlerini
iyileştirmiş ve müşterisine daha yaklaşmış, en güncel bilgi
sistemlerini
işletmesinde
konuçlandırmış ve
şirket
genelinde kurumsal bir kültür yerleştirmiştir. Atılım
Kaynaklan Planlaması (ERP-Enterprise Resource Planning)
ve Tedarik Zinciri Yönetimi (SCM-Supply Chain Planning)
ile iç süreçlerini entegre etmiş; e-tedarik ve e-satış yoluyla
iç ve dış süreçlerini eş zamanlı hale getirmiş ve şirket
genelinde Dijital Yönetimin de temelini oluşturan ağ tabanlı
(Oracle) bir işletim sistemi kurmuştur (Posware).
e-Satış yoluyla POSCO'nun gerçekleştirdikleri kısaca
şöyledir: Şirketin web sayfası üzerinden sadece kayıtlı
kullanıcılarca ya da on-line olarak yapılabilen kayıt
işlemlerinden sonra ulaşılabilen ikinci bir on-line siteyle
(Steel-N.com, 30 Ağustos 2000 tarihinden beri kullanıcılara
hizmet vermektedir.), şirket alıcılar için fiyatların ve
miktarın
belirlendiği
on-line
serbest
bir
piyasa
yaratmaktadır. Satıcının POSCO'nun kendisi olduğu ve
alıcılarla on-line olarak yüz yüze geldiği elektronik
ortamda,
POSCO
satabileceği
ürünlerinin
spesifıkasyonlarını, miktarını, ne zaman teklifleri kabul
edebileceğini, teslimatın tahmini ne zaman gerçekleşeceğini
ve fiyat tekliflerini duyurmaktadır. Buna karşılık
POSCO'nun yayınladığı tekliflerle ilgilenen alıcılar, kendi
tekliflerini on-line olarak iletirler: Duyurulmuş olan
ürünlerden hangi spesifikasyonda ne kadar istediklerini ve
ne fiyata istediklerini.
Görüşmeler sonrasında iki taraf da teklifleri değerlendirir
ve uzlaşma sağlanır ya da sağlanamaz. Eğer uzlaşma
sağlanırsa, kontrat yine on-line olarak sonuçlandırılır.
Bundan sonra, müşteri
durumuna gelen alıcılar,
siparişlerinin her aşamasını, nakliyatı ya da teslimatı online olarak takip edebilirler. e-Satışın arkasında çalışan çok
güçlü bir ERP sistemi vardır ki, bu sistem sayesinde
değişiklikler olduğunda bilgiler on-line olarak anında
güncellenmektedir. Şirketin tüm departmanları, birbirlerine
Posware ile bağlanmış olup, iç müşteri ve iç tederikçi
durumundaki üniteler için üretim hatlarında beklemeler,
gecikmeler minimuma indirilmiştir. Bu şekilde siparişler
adım adım takip edilebilmekte ve üretimin hangi
aşamasında
olduğu
istendiği
anda
müşteriye
bildirilmektedir. Müşteri ile üzerine uzlaşma sağlanan ürün,
miktar ve spesifikasyonları itibari ile ERP sayesinde
ünitelere bildirilir ve üretim işlemi tüm üniteler için tam
zamanlı olarak başlatılır.
sermaye yatırım projesi süresi, hammadde envanterçevrimi, standartlaşmış ürün kodları gibi bir çok
performans
kriteri
üzerinde
kaydadeğer gelişmeler
izlenmiştir.
e-Satış ile yukarıda anlatılan müşteriler ve POSCO arasında
karşılıklı teklifler verilerek uzlaşma yollan aramanın
dışında, alıcıların bizzat spesifıkasyonlarını kendilerinin
verdiği ürün siparişleri de kabul edilmektedir (make-toorder).
e-Tedarik ise, e-satışın tedarikçilerle gerçekleştirileni olup,
2 Nisan 2001 tarihinden itibaren şirket ile tedarikçileri
tarafından etkileşimli olarak kullanılmaktadır. e-Tedarik ile
sağlanan, POSCO'nun tedarikçileriyle gerçekleştirdiği tüm
alış-verişlerin web tabanlı bir program üzerinden on-line
olarak
gerçekleştirilmesidir.
Tedarikçilerin
kayıt
olmalarından, satışını yapacakları hammaddeler için teklif
vermelerine
ve
uzlaşma
sağlanırsa
kontratı
sonuçlandırmalarına, ödemenin gerçekleştirilmesine ve
teslimatın yapılmasına kadar tüm işlemler on-line olarak etedarik ile gerçekleştirilir. Amaçlanan, e-tedarik ile uzun
vadeli, devamlı tedarikçiler edinmek ve sabit sayıdaki
tedarikçiler ile Tedarik Zinciri Yönetimi'nin etkinliğini
sürekli olarak artırmaktır.
Müşteri ve Sermayedar Değerini
maksimize etmeyi
amaçlayan Değer Bazlı Yönetim, POSCO tarafından,
süreçlerin, sistemin ve organizasyonun müşteri odaklı
olarak
inşaa edilmesiyle
uygulanmaya çalışılmıştır.
Kanıtlanmış en iyi bilgi sistemleri uygulamaları ile
yenilenip geliştirilmiş Kurumsal Kültür, ve merkezine
Müşteri Memnuniyeti ve e-iş yerleştirilmiş süreçler ile
Değer Bazlı Yönetim yolculuğunda POSCO, dünyada adı
geçen tek demir-çelik şirketi olmuştur.
POSCO, Dijital Yönetim ve e-iş sayesinde küresel lider
konumunu muhafaza etmiş olup, kurumsal değerini ve
şeffalığını milyarlarca dolar artırmıştır.
5. SONUÇ
Şirketler, gelişen teknolojik olanaklar ve artan rekabet
nedeniyle, müşterileri, iş ortakları, çalışanları ve
hissedarları tarafından yeni yönetim ve operasyon
modellerinde çalışmaya, başka bir deyişle sürekli değişime
zorlanmaktadır. Yeni ortamda stratejik yönetim, süreç bazlı
organizayon ve entegre bilgi sistemleri gibi etkin
yaklaşımları uygulamak ve koşullara göre sürekli rekabet
edebilen çevik bir organizasyon yaratabilmek için, şirketler
yoğun olarak yeniden yapılanma çalışmalarına ihtiyaç
duymaktadır. Bu doğrultuda amaç, şirketlerin çağdaş
yönetim yaklaşımları ile bilgi ve iletişim teknolojilerini
kullanarak, işlerini yaparken oluşturdukları katma değeri
artıran, kendilerine rekabet avantajı ve yeni iş fırsatları
yaratmalarını sağlayan çözümleri oluşturarak, başarılarını
yükseltmek olmalıdır. Bu amacı gerçekleştirecek yaklaşım
ise; şirketlerin iş modeline, bu modeli oluşturan misyon,
vizyon ve stratejiler ile iş süreçleri, bilgi sistemleri ve
e-Satış ile POSCO'nun yıllık satışı 600,000 ton civarında
olup, on-line satışlardan sağlanan maliyetten kazanç ile
%3'e varan kar artışları sağlanmıştır. Ayrıca, satış planının
müşteriye bildirimi, teslimat isabet oranı, üretim çevrim
zamanı, pazara girme zamanı, bütçeleme periyodu, aylık
hesap kapama süresi, standart maliyetlendirme peryodu,
40
organizasyona bir bütün olarak bakmak, bu dört unsur
arasında dengeyi ve uyumu sağlamak olmalıdır.
Değer Bazlı Yönetim felsefesi bu ihtiyaçalrdan doğmuştur.
DBY
sisteminin
şirketlerde
konuçlandınlmas.
ve
[15] "Value-Based Management"
http://www.stinnes.de/english/investor/finanzberichte/img/
wert_management_gb_O l_e.pdf
,.„..,_,.,
.
[16] "ORACLE İSTANBUL tarafindan gerçekleştirilen
benimsenmesiyle şirkette değer yaratma/art.rma kültürü Sn^p--?^-^-^!" * 3 ? ^
yerleşecek, şirket değer yaratan hedefler ile çalışmaya ERDEMIR Egıt.m Müdürlüğü,
odaklanacak, çalışanların çıkarları şirket sahiplerinin ve
[17] Alper Çelik
"Değer Bazlı Yönetim" ERDEMİR
hissedarların çıkarlarıyla eşitlenmiş olacak ve yatırımcıların
Yayınları, Eylül, 2002
şirket hissesine sürekli talep yaratmaları için gereken sistem
„ „ , „ , „ ,
,, ,
[1 8 ] P a u l S h a r m a n
V a I u e
B a s e d
kurulmuş olacaktır. Böylelikle şirkette değer yaratma süreci
Management Foc
sürekli ve kalıç, hale gelecektir.
Management Yayınlan, Ekim, 1999
Bu bildiride, DBY sisteminin başarılı uygulanması için
gerekli olan unsurlar ve bu yolda başarıya ulaşmış çabaların
ortak özellikleri yer almıştır. POSCO örneği, DBY'nin
başarılı
uygulamalarının
bir
şirkete
neler
kazandırabileceğini gözler önüne sermektedir.
6. KAYNAKLAR
[I] William E. Trischler "Understanding and Applying
Value-Added Assessment, Eliminating Business Process
Waste"
[2] W. Edvvards Deming "Krizden Çıkış"
[3] Samuel C. Weaver, J. F. Weston "A Unifying Theory
of Value Based Management"
[4] Timothy Koller "What is Value Based Management?"
The McKinsey Quarterly Yayınları, Sayı 3, 1994
[5] "Economic Value Added: The Invisible Hand At Work"
http://www.crfonline.org/orc/pdf/ref8.pdf
[6]"Economic Value-Added (EVA)"
http: //w w w .peterkeen. com/emgbp007 .htm
[7]"Economic Value-Added"
http://www.idgcapitalgroup.com/G&M_Article.htm
[8] "What is EV A?"
http://www.sternstewart.com/evaabout/whatis.php
[9] "Value Based Management-Economic Value Added or
Cash Value Added"
http://www.capitalideasonline.com/books/cfroiacovalue.html
[10] "The ABCs of Supply Chain Management"
http://www.cio.com/research/scm/edi t/Ol 2202_scm.html.html
[II] "The ABCs of ERP"
http://www.cio.com/research/erp/edit/erpbasics.html
[12] "Value Based Management"
http://www.valuebasedmanagement.com/vbm.html
[13] POSCO web sayfası
http://www.posco.co.kr
[14] "Value Based Management"
http://www.financeoutlook.com/vnm.htm
41
II. DEMİR-ÇELİK SEMPOZYUM BİLDİRİLERİ / 04
tmmob
makina mühendisleri
odası
"İsdemirşin Erdemirfe devrinden sonra
yapılan iyileştirmeler ve sonuçları"
Yavuz DEVECİLER
İskenderun Demir ve Çelik Fabrikaları
43
İSDEMİR'İN ERDEMİR'E DEVRİNDEN SONRA YAPILAN
İYİLEŞTİRMELER VE
SONUÇLARI
Yavuz DEVECİLER
İsdemir A.Ş. 31319 İskenderun/Hatay
Tel: (326) 758 41 31 E- Posta: [email protected]
Özet : İsdemir'in Erdemir'e devrinden sonra yapılandırılan Sürekli Dökümler Müdürlüğü bünyesinde pota hazırlama,
ikincil metalürji, tandiş hazırlama ve sürekli blum döküm makinaları tesislerini bulundurmaktadır. Bu çalışmanın amacı, 1
Şubat 2002 tarihinden sonra blum üretimi kapsamında yapılan iyileştirmeleri ve akabinde elde edilen işletme sonuçlarını
üretim, kalite ve ürün çeşitliliği açısından irdelemektedir. Devir öncesi 0,5 m/dak döküm hızları ile 4 kanallı bir blum
makinasında 102 dakika olan ortalama döküm süresi devir sonrası yapılan iyileştirmeler ile 56 dakikaya indirilmiştir. Bu
sayede Yüksek Fırınlar ve Çelikhanede kapasite kaybı yaratmadan daha önceki yıllarda 6 makine ile yapılan blum üretimi
3 makine ile yapılabilir hale gelmiştir. Ayrıca blum kalitesi yönüyle de gerek çelik temizliği gerekse makro yapı
bakımından daha iyi sonuçlar elde edilmiştir.
Bunların yanı sıra devir sonrası İsdemir'de Al ile öldürülmüş düşük Karbonlu ve düşük Silisli SAE 1008, 1006 vb. kalite
çelikler de problemsiz olarak üretimi gerçekleştirilmiş ve ticari olarak satılabilir ürün portföyüne dahil edilmiştir.
Anahtar
1.
Sözcükler:
İsdemir,
Erdemir,
Çelikhane,
Blum
Makinesi,
Pota
Metalürji,
Sürekli
Döküm.
Pota tabanından gaz üfleme sistemi olarak RHI
mekanizmaları
ve
poroz
tapalar
(undirectional)
kullanılmaktadır.
SÜREKLİ DÖKÜMLER MÜDÜRLÜĞÜ
İsdemir'in Erdemir'e devrinden önce Çelikhane Müdürlüğü
bünyesinde yer alan ve aşağıda kısımlar halinde belirtilen
birimler l.Şubat.2003 tarihinden sonra Sürekli Dökümler
Müdürlüğü adı altında toplanmıştır.
Bu kısımlar sırasıyla;
Pota hazırlama kısmında yer alan başlıca ekipmanlar ve
teknik karakteristikleri
Pota Hazırlama kısmı
Pota Metalürji istasyonları
a) Elektrikli pota fırını
b) Kimyasal pota istasyonu
Sayısı
Kapasite
Tablo 1. Tavan Vinçleri
3 adet
80/20 ton
Sayısı
Kapasite
Tablo 2. Monoraj Vinçler
2 adet
5 ton
Tandiş Hazırlama Kısmı
Sayısı
Kapasite
Hareket hızı
Sürekli Blum Döküm Makinaları
a) Radyal Blum Döküm Makinaları
b) Dik Blum Döküm Makinaları
c) Blum Stok Sahası
Sayısı
Kapasite
Astar
1.1 Pota Hazırlama Kısmı
Sürekli dökümler Müdürlüğü'nde 130 ton sıvı çelik
kapasiteli 26 adet çelik potası mevcuttur. Potalarda çalışma
astarı olarak Mgo-c kalite tuğla kullanılmaktadır. Potadan
tandişe sıvı çelik akışı Flocon 6300 model sürgü sistemi ile
kontrol edilmektedir.
Model
Çap
Tipi
Sayısı
45
Tablo 3. Çelik Pota Transfer Arabası
3 adet
180 ton
Tablo 4. Çelik Pota
26 adet
130 ton
MgO-C
Tablo 5. Çelik Pota Sürgü Sistemi
4200 Flocon
0 45
Tablo 6. Pota Hazırlama Stendi
Döner stend (360°)
4 adet
Sayısı
Yanıcı gaz
Sayısı
Kapasite
Sayısı
Modeli
Tablo 7. Pota Kurutma/Isıtma Sistemi
7 adet
Kok gazı
Tablo 8. Pota Tartım Kantarları
3 adet
200 ton
Tablo 9. Pota Nozul Sökme Makinası
1 adet
Gradal
1.2 Tandiş Hazırlama Kısmı
Sürekli Döküm Makinalarında toplam 45 adet tandiş
mevcuttur. Tandişlerin emniyet astarı monolitik malzeme,
çalışma astarı ise MgO kalite püskürtme malzemedir.
Tandiş sıvı çelik kapasitesi 30 ton'dur. Tandişden kalıba
sıvı çelik akışı el ile kumanda edilen monoblok stopernozul kombinasyonu ile sağlanmaktadır. Tandiş Hazırlama
kısmında yer alan başlıca ekipmanlar ve teknik
karakteristikleri
Sayısı
Kapasite
Sayısı
Kapasite
Tablo 10. Tavan Vinçleri
3 adet
80/20, 30/5 ton (2 adet)
Tablo 11. Monoraj Vinçler
2 adet
5 ton
Tablo 12. Tandişler
Sayısı
45 adet
Kapasite
30 ton
Monolitik
Emniyet Astarı
Çalışma
MgO-püskürtme
Stoper
Mekanizma
Tandiş Nozulu
A12O3- C
Monoblok Stoper
A12O3-C
Tablo 13. Tandiş Sökme Makinaları
2 adet
Sayısı
Tipi
Hidrolik
Sayısı
Kapasite
Tablo 14. Tandiş Transfer Arabası
1 adet
50 ton
1.3 Pota Metalürji İstasyonları
Sürekli dökümler müdürlüğünde
ikincil metalürji
uygulamalarının yapıldığı iki adet tesis mevcuttur. Sıvı
çeliğin standartlara uygun kimyasal analizde üretilmesi ve
sürekli döküm teknolojisine uygun
dökülebilirlik
özelliklerinin kazandırılması bu tesislerin temel işlevidir.
1.3.1 Kimyasal Pota Metalürji İstasyonu ( İr-Ut)
Sayısı
İmalatçı
Devreye Alma Tarihi
: 1 adet
: Sumitomo Metal
: 8 Ekim 1993
Ana
•
•
•
•
•
•
•
•
•
Ekipmanlar
Oksijen lansı
Azot lansı
Snorkel
Şarj sistemi
Sıcaklık ve numune alma sistemi
Toz toplama sistemi
Pota arabası
Seviye 1 otomasyon
PLC
Kullanılan Akışkanlar
• Azot gazı : 9 atm
•
Argon gazı: 9 atm
•
Oksijen : 10 atm
1.3.2 Elektrikli Pota Metalürji İstasyonu
Sayısı
İmalatçı firma
Devreye Alma tarihi
Ana
•
•
•
•
•
•
•
•
•
•
•
: 1 adet
: Danieli
: 07 Temmuz 1993
Ekipmanları
Trafo
Elektrot 400 mm çapında
Elektrot tutucular ve hareket sisemi
Su/Refrakter soğutmalı pota kapağı
Şarj sistemleri
Toz toplama sistemi
Tel besleme makinesi
Seviye 1-2 otomasyon sistemi
Pota arabası
Proses kontrol sistemi
Acil Karıştırma lansı
Kullanılan Akışkanlar
• Azot Gazı: 14 atm
• Argon Gazı: 10 atm
•
Basıçlı hava: 4 atm
1.4 Sürekli Döküm Makinaları
Sürekli Dökümler Müdürlüğünde blum üretimi 4 Haziran
2003 tarihine kadar üç adeti dik blum döküm makinası üç
adeti ise radyal blum döküm makinası olan sürekli döküm
makinaları ile gerçekleştirilmiştir. Bu tarihtrn itibaren dik
blum döküm makinalarında üretim faaliyetlerine son
verilmiştir.
Radyal Blum Döküm Makinaları
Sayısı
İmalatçı
Devreye Alama tarihi
Ana Ekipmanları
• Kanal Sayısı : 4 adet/makine
•
Metalurjik boy: 18840
: 3 adet
:USSR
: 1984
•
•
•
•
•
•
•
iyileştirilmesi olmuştur. Bu noktada Sürekli Dökümler
Müdürlüğü iyileştirme önceliklerini tek tek tespit ederek
süratle işe başlamıştır. Yapılması gereken iyileştirmeler
aşağıda üretim birimleri bazında incelenmiştir.
Kalıp ebatı : 260 * 335, 260 *260
Kalıp Boyu : 1000 mm
Döküm hızı : 0.2 - 0.9 mt/dk.
Osilasyon frekansı : 70 - 90 Sal/dk. Max.
Osilasyon Stoku : 7 - 9 mm
Blum kesme sistemi: Gazlı Kesme
Blum kesme boyu : 6- 10 metre
2.1 Pota Hazırlama Kısmı
Bu kısımda iyileştirme çalışmalarında ilk önceliği pota
sürgü sistemindeki nozul-plaka çapının büyütülmesi
almıştır. Devir öncesinde potalarda kullanılan Flocon 4200
model sürgü sisteminde nozul-plaka çapı 0 45 mm olup,
buradan sağlanacak sıvı çelik akışının 0,9 mt/dk
değerindeki döküm hızını yeterince karşılayamayacağı
anlaşıldığından nozul-plaka delik çapının 0 65 mm ye
çıkartılmasına karar verilmiştir. Bu değişikliği belirtilen
süre içinde yapmanın tek yolu pota tabanlarında önemli bir
değişikliğe gitmeden bu dönüşümü sağlamaktır. Flocon
serisi dışında seçilecek diğer sürgü mekanizmaları pota
tabanlarında çeşitli tadilatlar gerektireceğinden öngörülen
süre zarfında tamamlanması mümkün olamıyacaktır. Oysa
ki 0 65 mm çapında nozul-plaka kullanımına imkan veren
Flocon 6300 model sürgü mekanizması pota tabanlarında
herhangi bir tadilata gerek duyulmadan olduğu gibi monte
edilebileceğinden en uygun seçenek olarak öne çıkmıştır.
Ayrıca Flocon 6300 model sürgü sistemi Erdemir'de de
kullanıldığından deneme amacıyla bir mekanizmanın derhal
ödünç olarak buradan temin edilebilme şansı da vardır. Bu
tercih üzerinde mutabık kalındıktan sonra bir adet Flocon
6300 model sürgü mekanizması refrakterleriyle birlikte
Erdemir'den temin edilmiş ve İsdemir işletme şartlarında
denenmiştir. Denemenin olumlu çıkması üzerine ihtiyaç
duyulan mekanizma sayısı ve refrakter malzemeleri acilen
yurt içi kaynaklarından temin edilerek Temmuz 2002
başlarında bütün potalarda Flocon 6300 modele geçilmiştir.
Pota sürgü sisteminde yapılan bu radikal değişiklik ile
döküm süresi boyunca tandiş içerisinde istenen seviyede
sıvı çelik sürekli olarak sağlanabilmiştir. Bu sayede döküm
boyunca 0,9 mt/dk değerindeki ortalama döküm hızı sürekli
ve kararlı olarak korunabilmiştir. Döküm hızının döküm
boyunca dalgalanmadan seyretmesi blum kalitesine de
olumlu olarak katkı sağlamıştır. Bu radikal iyileştirmenin
dışında pota hazırlama birimi de pek çok alanda devir
sonrası iyileştirmeler yapılarak performans yönüyle oldukça
çarpıcı sonuçlar elde edilmiştir. Bunlar kısaca;
Kullanılan Akışkanlar
• Makine/Kal ip/Püskürtme Suyu : 4- 12,5 atm.
• Oksijen : 15 atm max.
• Azot: 4 -8 atm
•
Basınçlı hava: 3-5 atm
•
LPG gazı : 1.5-3 atm.
2.
SÜREKLİ
DÖKÜMLER
YAPILAN İYİLEŞTİRMELER
MÜDÜRLÜĞÜ'NDE
Isdemir'in Erdemir'e devrinden sonra yönetim kurulu üç
adet dik blum döküm makinesinin sökülerek yerine iki adet
kütük döküm makinesi kurulmasına karar vermiştir. Bu
kararla
birlikte
kütük
makinalarının
montajı
tamamlanıncaya kadar Sürekli Dökümler Müdürlüğünde
blum üretiminin yaklaşık bir yıl süreyle sadece 3 adet
Radyal blum döküm makinesinde yapılması zorunluluğu
ortaya çıkmıştır.
Sürekli Dökümler Müdürlüğü bu yeni durum karşısında
Çelikhane Müdürlüğünün 2,2 Milyon ton/yıl sıvı çelik
üretimine cevap verebilmek için yapılması gereken bir dizi
iyileştirme hedefi belirlemiştir. Bu hedefler sadece üretim
boyutu ile değil kalite anlamındaki iyileştirmeleri de
kapsamaktadır.
İsdemir'in devir öncesi üretim akım şemasına baktığımızda
prensip olarak Uç adet konverterden ikisi ile dört adet blum
döküm makinesinin çalıştırılması esas alınmıştır. Bu
uygulama ile konverterlerde dökümden döküme geçen
zaman 45-50 dk, blum döküm süresi ise 90-100 dk olarak
gerçekleşirken, blum döküm makinelerinin ortalama döküm
hızı 0,5 mt/dk civarında tutulmuştur. Buradan açıkça
görüleceği üzere eğer radyal blum döküm makinelerinin
döküm hızları 0,5 mt/dk'dan bir şekilde 0,9 mt/dk ya
yükselti 1 ebi 1 irse döküm süresi ortalama 50 dk civarında
gerçekleşeceğinden konverterin dökümden - döküme (tapto-tap) zamanı ile uyum sağlanacak ve böylelikle
Çelikhanede önemli bir kapasite kaybı yaratmadan blum
üretimi devir öncesi miktarlarda gerçekleştirilebilecektir.
Bir başka deyişle 6 blum döküm makinesi ile yapılan
üretim 3 blum döküm makinası ile gerçekleştirilecektir.
Artık Sürekli Dökümler Müdürlüğü için ana hedef
belirlenmiştir. Bu hedefe ulaşmak için yapılacak her tür
iyileştirme dik blum döküm makinelerinin üretimine son
verildiği 04 Haziran 2003 tarihine kadar yani devirden
sonra ki dört aylık süre zarfında tamamlanmak zorundadır.
Bu kadar kısa bir süre radyal blum döküm makinalarının
yatırım
kanalıyla
modernize
edilmesine
imkan
vermeyeceğinden yapılabilecek tek şey, mevcut şartların
a) Pota Çalışma Astarı
Devir öncesi potalarda çalışma astarı olarak MgO-C kalite
tuğla tabanda ise, Andalusite kalite tuğla kullanılmıştır. Bu
örüm tasarımı ve kullanılan çanak kaliteleri sebebiyle
potanın bir kampanyasında iki defa taban örmek zorunda
kalındığından devrede çalışan pota sayısı fazla tutulmakta
ve potalar gereksiz yere soğutulmaktadır. Refrakter
Müdürlüğünce birlikte yürütülen çalışmalar sayesinde pota
tabanında Andalusite yerine MgO-C kalite tuğlaya
geçilmiş, çanak kaliteleri iyileştirilerek devirden önce çift
taban uygulaması ile ortalama 45 döküm olan pota astar
ömürleri 65 döküme yükseltilmiştir.Bu sayede bir
kampanyada potalarda çift taban örümüne son verilmiştir.
47
Devrede daha az sayıda pota ile çalışma sayesinde
işletmedeki ısı kayıpları önemli ölçüde azaltılmış ve
azımsanamayacak değerde refrakter malzeme tasarrufu
sağlanmıştır.
b) Pota tabanında gaz üflemede kullanılan Radex standartı
poroz ( undirectional ) tapa sisteminden vazgeçilerek
kanallı( directional/segment ) jumbo tip tapalara geçilerek
tapa ömürleri 5-6 dökümlerden 20-25 dökümlere
yükseltilmiştir.
c) Pota sürgü sisteminin Flocon 6300 modele
dönüştürülmesinden sonra nozul ömürleri 5-6 dökümden
12-15 dökümlere yükselmiştir. Pota sürgü sisteminde MgO
kalite plaka kullanımından vazgeçilerek A12O-C veya
A12O3-Zr kalite plakalara geçilmiştir. Bu sayede devirden
önce ortalama 1 döküm olan plaka ömürleri ortalama 2,5
döküme yükselmiştir. Bu tür sarf malzemelerinin
ömürlerinin önemli sayılacak ölçüde artması harcanan
işgücünde de önemli azalma ve çalışan memnuniyetinde
artış sağlamıştır.
2.2 Tandiş Hazırlama Kısmı
Tandiş hazırlama biriminde yapılması gereken en önemli
iyileştirme hedefi tandiş nozul çapının 0,9 mt/dk'lık döküm
hızını karşılayacak şekilde büyütülmesidir. Devir öncesi
işletme şartlarında tandişlerde 0 22mm aplı nozullar
kullanılmıştır. Bu çap blum makinelerindeki 0,5 mt/dk'lık
döküm hızlarından tandişten kalıba sıvı çelik akışında
yeterli olurken 0,9 mt/dk'lık döküm hızlarında yetersiz
kalacağı anlaşılmıştır. Yapılan incelemeler ve araştırmalar
sonucunda en uygun nozul çapının 0 32mm olacağı
öngörülmüştür. Bu çapata yeterli sayıda tandiş nozulunun
yurtdışından kısa sürede temin edilmesinin zor olacağı ve
en iyi çözümün işletmede kullanılmakta olan 0 22mm çaplı
nozulların mekanik atölyelerde kurulacak bir matkap
sistemi ile nozul cidarında çatlak oluşumuna sebebiyet
vermede 0 32mm'ye delinerek büyütülmesi olduğu
görülmüştür. Mekanik atölyelerde yapılan titiz çalışma ile
tandiş nozulları 0 32mm'ye başarı ile büyütülmüş ve
denemelerde herhangi bir sorun ile karşılaşılmamıştır.
Bunun üzerine stoklarımızda bulunan nozulların tamamı 0
32mm
çapa dönüştürülmüştür.
Bu
sayede blum
makinelerinde ortalama 0,9 mt/dk döküm hızlarına çıkmada
önemli bir engel ortadan kalkmıştır. Blum döküm
makinelerinin döküm süresinin ortalama 50-55 dakikalara
çekilmesi ve ileride izahına devam edeceğimiz diğer
iyileştirmeler ile birlikte kullanılan sarf malzemede
herhangi bir kalite değişikliğine gidilmeden tandiş bindirme
döküm sayılarında çok büyük sıçramalar elde edilmiştir.
Devir öncesi işletme şartlarında ortalama 4,5 olan tandiş
bindirme döküm sayısı ortalama 13 döküme, devir öncesi
bir tandişten en fazla 12 döküm alınmış iken bu değer devir
sonrası 34'e çıkmıştır. Tandiş bindirme döküm sayısının bu
ölçüde artmasıyla çok büyük oranda refrakter malzeme ve
işçilik tasarrufu sağlanmıştır.
48
2.3 Pota Metalürji İstasyonları
Elektrikli ve Kimyasal pota metalürji istasyonlar 1953
yılında işletmeye alındığında tesis ve ekipman bazında
harhangi bir iyileştirmeye açık alanı olmadığı görülmüştür.
Devir sonrası değişen işletme şartlarında tesislerin çalışma
şartlarını olumlu yönde etkilemiş pota istasyonları
üzerindeki termal yükü azaltmıştır. Bu tesislerimiz ile ilgili
en kritik alan bunların sayısıdır. Sadece 3 konverter 3 blum
makinesinin birlikte çalıştırılmasında ve ihtiyaç duyulan
bakımların
yapılmasında
zaman
zaman
sıkıntıya
düşülmektedir.
Devir sonrası pota metalürji istasyonlarında Al ile
öldürülmüş
çeliklerin
dökülebilirliğinin
sağlanması
konusunda ciddi mesafeler alınmıştır. Özellikle hazır
müşterisi olan ve sektörde yoğun talep bulan SAE 1006,
SAE 1008 gibi katma değeri yüksek ince tel çekilebilen Al
ile öldürülmüş bu çelik kalitelerinin devir öncesi işletme
şartlarında üretiminde yaşanan sıkıntılar devir sonrası
yaratılan iyileştirmeler ve pota metalürji istasyonlarında
uygulanan CaSi işlemiyle aşılarak bu kaliteler ticari olarak
satılabilir ürün olarak tsdemir'in satış portföyüne
kazandırmıştır.
2.4 Radyal Blum Döküm Makinaları
I
İsdemirin Erdemire devrinden sonra Radyal blum döküm
makinalarında
döküm hızlarının
0.9 mt/dk değerine
çıkartılarak ortalama döküm süresinin 50 - 55 dakikaya
düşürülmesi ve bu şartlarda ticari olarak satılabilir kalitede
blum üretimi yapılabilmesi için gerekli olan iyileştirme
alanları aşağıdaki gibi tesbit edilmiştir.
2.4.1 Blum Makinalarının
Bakımlarının Yapılması
Mekanik -Elektrik
Genel
Dik blum döküm makinalarının sökülmesinden önce üç
adet Radyal blum döküm makinasının 25'er günlük
peryotlar halinde üç vardiya çalışma düzeninde genel
bakımları sırayla yapılmıştır. Bu bakımlar esnasında
makinaların mekanik aksamları büyük ölçüde sökülerek
atelyelerde bakımları tamalanmıştır. Makinaların ekipman
soğutma ve yağlama sistemleri borulama hatlarının
değişimi dahil yenilenmiştir.Yüksek döküm hızlarında
sorun çıkarabilme ihtimali olan her tür ekipman proje
bazında etüd edilerek gerekli düzeltmeleri yapılmıştır.
Toplam maliyeti yaklaşık 1 Milyon USD bulan bu bakım
döneminde İsdemir'in tecrübeli bakım grupları büyük bir
özveri ile çalışarak blum makinalarını proje değerlerine
büyük ölçüde getirmişlerdir.
2.4.2
Kalıp Osilasyon Sistemlerinin İyileştirilmesi ve
yedeklenmesi
I:
I
Brumec firması tarafından 1998 yılında modernize edilen
kalıp osilasyon sistemi gerek yedek sayısının azlığı ve
gerekse de zaman içerisinde değiştirilen parçaların
imalatlarındaki hatalardan dolayı blum üretiminin önünde
•i,
önemli bir engel oluşturmuştur. Devir sonrasında Etüd Proje gruplarının yaptığı çalışmalar sayesinde yedek iki
adet
osilasyon
masasının
imalatı
İsdemir'de
gerçekleştirilmiştir. Ayrıca mevcutlardaki imalat hatalara da
peyderpey giderilmiştir.
a)
Radyal blum döküm makinalarında ortalama blum
döküm hızı 0,5 dk/mt'den 0,9 dk/mt'ye çıkarılarmıştır.
b)
Ortalama döküm süresi 102 dakikadan 55 dakikaya
indirilmiştir.
2.4.3
c)
Radyal blum döküm makinalarında Mayıs 2003 'te 170
301 ton blum üretimi yapılarak yıllık bazda radyal
blum döküm makinalarının toplam kapasitesi
2
Milyon tonun üzerine çıkarılmıştır.
d)
Devirden önce altı makine ile günlük en iyi blum
üretim tonajı 7253 ton iken Devirden sonra bu değer üç
radyal blum döküm makinası ile 7744 ton'a
yükseltilmiştir.
e)
Rekorlar,
Kalıp Ölçülerinin Kontrol Altına Alınması
Blum makinalarının kalıplarında kullanılan bakır plakaların
et kalınlıklarının homojen ölçülerde monte edilmemesinden
kaynaklanan kalite ve işletme sorunları bakır plakaların
yeterli sayıda yedeklenmesi ve kalıp hazırlama atelyesinde
kurulan sistematik kontrol yaklaşımı ile aşılmıştır.
2.4.4
Primer ve Sekonder Soğutma Sistemleri ve Su
Kaliteleri
Blum Makinalarında döküm hızlarının arttırılabilmesi için
primer ve sekonder soğutma sistemlerinde uygun kalitede
su ihtiyacı Su ve Çevre Yönetim Müdürlüğünün çok kısa
sürede gerçekleştirdiği kimyasal şartlandırma ile aşılmıştır.
Bu sayede sekonder soğutma sisteminde full-cone tipinde
püskürtme nozulları kullanılmaya başlanmıştır. Her bir
çelik
kalitesi
için
optimum
soğutma eğrilerinin
geliştirilmesiyle birlikte blum makinalarında döküm
hızlarının
arttırılmasında
ve
blum
kalitesinin
iyileştirilmesinde çok önemli mesafe alınmıştır.
2.4.5
•
Makine bindirme döküm sayısı rekoru 63 dökümden
134 döküme
• Tandiş bindirme döküm sayısı rekoru 13 dökümden 34
döküme
• Tandiş bindirme döküm ortalaması 4.5 dökümden 13
döküme
•
Pota astar döküm sayıları ortlama 45 dökümden 65
döküme yükseltilmiştir.
Seksiyon Role Tasarımı
Devir öncesi işletme şartlarında blum döküm makinalarında
yüksek oranda meydana gelen kanamalardan dolayı
seksiyonlarda kullanılan rölelerin sayısı dokuz sıradan beş
sıraya düşürülmüştür. Devirden sonra yapılan iyileştirmeler
sayesinde kanamaların azalması neticesinde dokuz sıralı
seksiyon role tasarımına dönülerek kalite alanında yaşanan
çatlak problemleri azaltılmıştır.
2.4.6
Pota Ara tüp Uygulaması
Potadan tandişe sıvı çeliğin korumasız olarak akması
sonucu reoksidasyonun sebep olduğu sorunlar üretimi ve
kaliteyi uzun yıllar önemli ölçüde etkilemiştir. Pota ara tüp
(ladle shroud) uygulaması ile birlikte kaliteye yansıyan
sorunlar önemli ölçüde giderilmiştir. Bu uygulamanın daha
da
çarpıcı
sonucu
tandiş
refrakterlerinin
performanslarındaki artışta görülmüştür. Pota ara tüp
uygulaması olmadığı dönemlerde 4.5 döküm olan tandiş
bindirme ömrü pota ara tüp uygulamasından sonra 13
dökümlere ulaşmıştır.
3. İYİLEŞTİRME SONUÇLARI
İsdemir Erdemir bütünleşmesinin yarattığı sinerji ile
yönetimimizin çalışanların bilgi ve deneyimine olan inancı
ve
kararlı
desteği
sayesinde
gerçekleştirilen
bu
iyileştirmelerin sonuçları aşağıdadır.
49
0
İhraç kaydıyla üretimi yapılan 20MnSi kalite blumların
makro yapılarında görülen % 13 seviyelerindeki kalite
problemleri
önceki
bölümlerde
yapılan
iyileştirmelerden
sonra
%0,2
seviyelerine
düşürülmüştür.
g)
Katma değeri yüksek olan ince tellik SAE1006, SAE
1008 kalite çeliklerin yanı
sıra elektrot üretiminde
kullanılan Sİ, SG2 , S2Mo kalite çeliklerin İsdemir de
üretilebilriliği sağlanmıştır.
II. DEMİR-ÇELİK SEMPOZYUM BİLDİRİLERİ / 05
tmmob
makina mühendisleri
odası
"Demir Çeliğin hammaddesi olan
taşkömüründe, TTK'nın ileriye dönük
üretim-maliyet politikaları"
Rıfat DAĞDELEN
Türkiye Taş Kömürleri
51
DEMİR ÇELİĞİN HAMMADDESİ OLAN TAŞKÖMÜRÜNDE
TTK' NIN İLERİYE DÖNÜK ÜRETİM VE MALİYET POLİTİKALARI
Rıfat DAĞDELEN
TTK Yönetim Kurulu Üyesi Genel Müdür V.
ÖZET
Son yıllarda Türkiye Taşkömürü Kurumunun faaliyet ve dönem zararlarını kabul edilebilir sınırlara indirmek için bir dizi
iyileştirici çalışmalar başlatılmıştır.Kurumumuzda yeniden yapılandırma çalışmaları ile üretim ve verimlilik artış
sağlanması hedeflenmektedir. Bu kapsamda çeşitli nedenlerle geç kalmış ana kat hazırlıklarının ihale yolu ile sürdürülmesi
ve kömür yıkama işleminin hizmet alımı yolu ile yaptırılması çalışmalarına başlanmıştır. Böylece
hedeflenen üretim
seviyelerine ulaşılarak, demir- çelik sektöründe yerini alacaktır.
Anahtar Kelimeler : taşkömürü, yeniden yapılanma, kömür hazırlama
l.GİRİŞ
ve ortalama çalışma derinliği -300 m'dir. Damarların
eğimi yüzünden çalışma derinliği her yıl ortalama 12 m
artmaktadır.
Zonguldak taşkömürü havzasında 50 yıl önce kurulan
önemli ana altyapı tesisleri (Kuyular, Kat Lağımları, Yıkama
Taşkömürü üretimi halen 35 adet panoda uzun ayak (2'si
tesisleri) günümüzdeki üretim isteklerine cevap veremez hale
hidrolik direk tahkimatlı), 5 adet panoda tumba baca, 10
gelmiştir.
adet panoda ise pnömatik patlatma yöntemi olmak üzere
toplam 50 adet üretim biriminde yapılmaktadır. Üretilen
Bu tebliğde Kurumun önümüzdeki 4 yıllık dönemde
kömür,
toplam
4
yıkama
tesisinde
(lavvuar)
yürüteceği yeniden yapılanma faaliyetleri anlatılmaktadır.
zenginleştirilerek değişik özelliklerde satışa sunulmaktadır.
Ayrıca
kömür
pazarlama
politikamızda
yeniden
düzenlenerek koklaşabilir özellikte kömürün maksimum Kurumumuzda, 10.169 yeraltı, 3.620 yerüstü olmak üzere
üretimi hedef alınmaktadır.
toplam 13.688 yevmiyeli, 2.291 kadrolu ve sözleşmeli
personel olmak üzere toplam 15.979 personel istihdam
2. MEVCUT DURUM
edilmektedir.
Taşkömürü madenciği alanında faaliyette bulunan Türkiye Kurumumuzun 2002 yılı üretimi 2.5 Milyon ton olarak
Taşkömürü Kurumu'nun Merkezi Zonguldak'tadır.
programlanmış, yıl sonu itibariyle %90'lık bir gerçekleşme
ile 2.24 Milyon ton olmuştur. 2003 yılı üretimi 2.425.000
Kurum, Genel Müdürlük ile dördü (Armutçuk, Kozlu, ton olarak programlanmış olup, Ağustos ayı sonu itibariyle
Üzülmez ve Karadon) Zonguldak ili sınırları içinde, biri 1.336.683 ton üretim yapılmıştır.
(Amasra) ise Bartın ili sınırları içinde bulunan 5 müessesede
faaliyetini sürdürmektedir. 6.885 km 2 (3.000 km 2 si denizde, TTK tarafından üretilen taşkömürünün yaklaşık %70'i
3.885 km 2 si karada) olarak tespit edilmiş olan -Kurumun termik santrale (ÇATES), %10'u demir çelik sektörüne,
imtiyaz alanı, pfodüktif karbonifer alanlarını kapsayacak %20'si ise diğer sanayi ve teshin amaçlı pazarlanmaktadır.
şekilde yeni bir çalışma sonucunda; karada 458 km denizde Bu oranlar piyasa konjonktürüne göre değişebilmektedir.
153 km 2 olmak üzere 611 km 2 ye düşürülmesi Yönetim
Kurulumuzca kabul edilmiş ve Bakanlığımıza sunulmuştur.
Kurumun 2003 yılı yatırımı 15,5 Trilyon TL olarak
programlanmış olup, Ağustos sonu itibariyle 6,2 Trilyon
Havzanın -1200 m. derinliğe kadar hesaplanmış jeolojik TL'lik bir gerçekleşme sağlanmıştır.
rezervi yaklaşık 1.354 Milyar ton olup, bunun %42'si görünür
rezerv olarak kabul edilmektedir.
2002 yılı ticari maliyetimiz 221.157.000 TL/Ton olarak
gerçekleşmiştir. 2003 yılı ticari maliyetimizin ise
Kömür damarlarının eğimleri 0-90° arasında ve damar 301.989.000 TL/Ton olarak gerçekleşmesi beklenmektedir.
kalınlıkları da 0.80-3.50 m arasında değişmektedir. Ortalama 2000-2004 yılları Ticari maliyetimizi oluşturan giderlere
damar kalınlığı
2.58
m'dir.
Armutçuk Müessesesi ait bilgiler tablo-1'de verilmiştir.
damarlarında kalınlık 12 m'ye kadar çıkmaktadır. Kömür
damarlarının bu yapısı ve havzadaki büyüklü, küçüklü sayısız 2002 yılı ortalama satış fiyatımız 62.260.000 TL/Ton
kırık (fay) ve sıkmalar üretimde tam mekanize yöntemlerin (40$/ton) olarak gerçekleşmiştir. 2003 yılı ortalama satış
TLATon
(47$/ton)
olması
uygulanmasını engellemektedir.Üretim halen yer altı fiyatı 77.076.000
madencilik yöntemiyle ve büyük oranda insan gücüne dayalı beklenmektedir.
olarak yürütülmektedir. Halen çalışılan en derin kot -560 m
53
2002 yılı zararımız 334.149 Milyar TL olmuştur. 2003 yılı
zararımızın 475.921 Milyar TL olması beklenmektedir..
Tablo 1- Ana Girdilerin Ticari Maliyetteki Payları
(Milyar TL)
Gider
2002
2003
2004
Türü
Tutan
%
(Prog.)
(Bek.)
27.410
33.250
Malzeme
5,89
50.900
İşçilik
308.843 66,42 384.014 357.800
Memur
35.350
45.298
45.953
7,60
Elektrik
25.140
5,41
26.632
30.300
Amortisman
4.520
0,97
6.420
8.450
Diğer
1.654
0,36
3.340
12.300
Finans. (*)
62.077 13,35 126.164 137.397
Toplam
464.994
100
625.118
Tablodan görüldüğü üzere 1997-2002 yılları arasında taşta
ilerleme yıllık ortalama 6000 m olup bunun ortalama 2000
metresini kredili ana kat hazıı! ' 'arı oluşturmaktadır. Aynı
dönemde tüvenan üretim miktarı yaklaşık 3 milyon ton,
satılabilir üretim ise 2.2 milyon ton düzeyinde
gerçekleşmiştir.
Kurumumuzda üretim artışının sağlanabilmesi ve istenilen
seviyeye ulaşılması için özellikle ana kat hazırlıklarının bir
an önce tamamlanması gereklidir. Kat hazırlıklarında
meydana gelen gecikmeler üretim artışının engellenmesi
yanında ek maliyetlerde getirmektedir. Müesseseler zaman
zaman ana kat hazırlıklarındaki ekiplerini hazırlık lağımı,
müteferrik
lağımı
gibi
acil
ihtiyaçlar
için
kullanmaktadırlar.
643.100
3-YENİDEN YAPILANMA PROGRAMI
3.2-Üretim Artışına Yönelik Hazırlık Planlaması
3.1- Hazırlık Ve Üretim Faaliyetlerinin Değerlendirilmesi
Kurumumuzda halen sürdürülmekte olan ana kat
hazırlıkları yaklaşık 15 yıl önce başlamıştır. Çeşitli
nedenlerle kesintiye uğrayan ve toplam uzunluğu 65 km
olan ana kat hazırlıklarında bugüne kadar 17 km ilerleme
sağlanmıştır.
Ulaşılan üretim rakamları Kurumumuzu iyileştirmeye yönelik
hedeflerden oldukça düşük bir düzeydedir. İstenilen üretim
düzeyini gerçekleştirebilmek için gereken temel alt yapı
tesisleri olan ana kat hazırlıklarında geri kalmıştır.Ana kat
hazırlıklarının yanı sıra pano hazırlıklarında ihtiyaç duyulan 2000 yılında alınan yeni hazırlık işçilerine rağmen geçen
ilerlemelerin
yapılamaması
üretim
hedeflerinin sürede toplam hazırlık ilerleme miktarında hiçbir artış
gerçekleştirilememesinin en önemli sebeplerinden biri olarak sağlanamamıştır.
Yıllık
2000
metre
ilerleme
görülmektedir. Belirlenen üretim hedeflerine ulaşmak ve gerçekleştirilmesi durumunda bile kalan 49 km lik iş için
sürekli kılabilmek, üretim katlarının ve panolarının yaklaşık 20-25 yıl gereklidir. Bu nedenle hazırlık
zamanında hazırlanmasıyla mümkündür.
çalışmalarının ihale yolu ile gerçekleştirilerek bir an önce
üretime hazırlanması gereklidir.
Kredili olarak sürülen ana kat hazırlıklarında genellikle
Elektro-Hidrolik delici ve yükleyiciler kullanılmakta, hazırlık Hazırlık çalışmalarında meydana gelen gecikmeler üretim
ve müteferrik lağımlar ile taban yolu ilerlemelerinde basınçlı artışı bir yana mevcut durumun idamesini bile
havalı mortopikör ve posta makinaları kombinasyonundan zorlaştırmakta ve maliyeti arttırmaktadır. Son dönemde
faydalanılmaktadır. Pnömatik Patlatma Panosu Kılavuzları ihale yolu ile yaptırılmakta olan Uzun Mehmet-1 ve
ve taban yollarında zincirli konveyörler de posta nakliyatı ve Karadon Yeni Servis Kuyularının hem maliyet ve hizmete
yükleme için kullanılmaktadır. Arın gerisi nakliyat büyük alınma süresi bakımından çok avantajlı olduğu ortadadır.
oranda tonluk veya 5 tonluk demiryolu nakliyatıdır.
Hedeflenen üretim düzeylerinin sağlanması için söz
Tablo 2- 1997 -2002 Yılları Lağım İlerlemeleri ve Maliyet
Mukayesesi ( 14 m2 Kesit)
Yıllar
Top. Lağım İler. (m)
5.350 6.669 6.517 5.235
Ort. Aylık İler (m)
25
5 müessesede toplam 9 projenin hizmet alımı yolu ile
üretime hazırlanması durumunda 4 yıl sonunda toplam
48.582 m
olan tüm projelerin tamamlanması
hedeflenmektedir. Böylece yaklaşık 70 milyon ton kömür
rezervi üretime hazırlanmış olacaktır.
1999 2000 2001 2002
ITK 2003 Yılı Program Maliyeti
(Milyar TL/M)
($/M)
3,766
2.250
HİZMET ALIMI
Aylık İlerleme (m)
Maliyet ($/m)
100
1.200*
konusu projelerin bir an önce hayata geçirilmesi bir
zorunluluk olarak ortaya çıkmaktadır.
Kat hazırlıklarının ihale yolu ile sürdürülmesi durumunda
müesseseler diğer hazırlık faaliyetlerini kat hazırlıklarına
uyumlu olarak gerçekleştirebileceklerdir.
3.3-Üretim
Hazırlık çalışmalarının ihale yolu ile yaptırılması
durumunda günlük 22.000 ton tüvenan ve 13.500 ton
satılabilir üretim hedefine kademeli olarak 2006 yılında
ulaşmak mümkündür. TTK'nın yıllar itibariyle tüvenan ve
satılabilir üretim hedefleri Tablo-3'de verilmiştir
* TTK'nın daha önce aldığı teklifler
54
Tablo 3 - TTK Yıllar itibariyle Tüvenan ve Satılabilir Üretim
Hedefleri
Üretim ve Randıman artışına yönelik çalışmalarda
•
2004
2003
2005
2006
Tüv. Üretim
1.159
2000
2000
2000
Sat. Üretim
780
1.346
1.346
1.500
Tüv. Üretim
2.105
3600
4000
5000
Sat. Üretim
1.274
2.187
2.430
3.050
Tüv. Üretim
2474
4000
4000
4000
Sat. Üretim
1.641
2.430
2.450
2.450
Tüv. Üretim
3478
6000
7100
9000
Sat. Üretim
2751
3.645
4.320
5.500
ruv. Üretim
Amasra Sat.
Üretim)
Tüv.
Üretim
800
1500
2000
2000
385
578
970
1000
10.016
17.100
19.100
22.000
Armutçuk
Kozlu
Üzülmez
Karadon
ITK
Sat. Üretim
6.831 10.185 11.516 13.500
Sat. Üretim
(ton/yıl)
2.049.300 3.055.646 3.454.796 4.050.000
Üretim düzeyinin artması ile birlikte Kozlu ve Üzülmez
kömürlerinin tamamı metalurjik kömür eldesine yönelik
yıkanacak ve Karadon müessesesi kömürleri ÇATES'e yıllık
1,5 milyon ton santral yakıtı sağlayacak şekilde
hazırlanacaktır. Müesseseler itibariyle ürün dağılımları tablo4'te verilmiştir.
Tablo 4- Ürün Dağılımları
Armutçuk Kozlu Üzülmez Karadon Amasra
Sat. Üretim
(ton/gün)
Sat. Üretim
(ton/Yıl)
Parça
0-10
Met.
Kömür
0-10
Santral
Yakıtı
TOPLAM
1.500
3.050
2.450
5.500
1.000
TTK
13.500
450.000 915.000 735.000 1.650.000 300.000 4.O5O.OO0
160.250 108.150 86.400 194.420 60.778 609.998
0 393.550 317.640
223.700
66.050 413.300 330.960
711.190
1.422380
102.178 325.878
744.39C 137.044 1.691.744
450.000 915.000 ^735.000 1.650.000 300.000 4.050.000
•
•
% 10-12 olan pnomatik patlatma oranının pano
sayılarının arttırılarak % 25-30 seviyelerine
yükseltilmesi,
Hazırlanacak yeni katlarla birlikte konsantrasyon
çalışmaları sonucu arın gerisi işçiliklerde azami
düzeyin sağlanması,
Üretimde selektivitenin sağlanarak % 58 - 6 0
düzeyinde olan tüvenan kül oranlarının % 50 -52
düzeyine indirilmesi ve böylece aynı üretim
seviyesinde
satılabilir
üretim
miktarının
arttırılması
hedeflenmektedir. Böylece 1800 kg/yey düzeyindeki
P.A.Ü.1. randımanının 2400 kg/ yev. seviyesine, yer altı
işçiliği randımanının 917 kg/ yeV seviyesinden 1570 kg/
yev. seviyesine yükseleceği öngörülmektedir.
Tablo 5- Üretim ve Randımanlar
Yıllar
2003** 2004 2005 2006
Üretim
ruvenan(X1000ton)
3.004 4.935 5.625 6.60C
Satılabilir (XI OOOton)
2.050 3.050 3.450 4.05C
İşçi Hareketi
Alınacak Yer Altı İşçisi
2000
Çıkarılacak İşçi Sayısı
Yer Altı
570
455
108
191
104 2462
35
205
Yerüstü
şçilik (Kaydı Açık)
9.679 11.224 11.116 10.925
Yer Altı '
4.500 6.400 6.350 6.30C
P.A.Ü.1
3.371 3.166 3.062
600
Yerüstü
Toplam
13.050 14.390 14.178 11.525
Randımanlar
(Stb. Ke/Yev)
1.898 1.986 2.264 2.679
P.A.Ü.1
içeri
882 1.132 1.293 1.545
** Beklenen
3.4 - Kömür Hazırlama Ve Pazarlama Modeli
3.4.1- Pazarlama
Kurumumuz
pazarlama profilinin
ortaya konması
açısından 1995-2003 yıllarına ait sektörler itibariyle
Günlük 22.000 ton tüvenana ulaşılması durumunda yıllık
taşkömürü satışları tablo-6 de verilmektedir.
609.998 ton parça, 1.422.380 ton metalurjik kömür, 325.878
ton 0-10 ve 1.691.744 ton santral yakıtı olmak üzere
4.050.000 ton satılabilir ürün elde edilecektir. Böylece
ülkemizin yıllık 4,5 - 5 milyon ton koklaşabilir kömür
ihtiyacının yaklaşık % 30'u karşılanabilir duruma
gelinecektir.
Tablo 6 - 1995- 2003 Yılları Sektörler İtibariyle Kömür
Satışları
hazırlamak ve etkin pazarlama koşulları
suretiyle kömür satış politikası oluşturulabilir.
1995
Sektörler itibariyle Satış Miktarları
(TON)
Demir- Enerji
Diğer
Toplam
Çelik
601.232
1.177.935 348.020 2.127.187
1996
1997
479.623
340.403
1.693.128
1998
111.616
1.486.916
500.577 2.358.045
437.067 2.470.598
390.147 1.988.679
1999
331.285
1.473.388
176.553
1.981.226
45
2000
2001
2002
267.223
359.892
1.542.536
353.404 2.163.163
453.152 2.292.949
425.802 2.102.969
42
YIL
284.113
1.377.845
1.479.905
1.393.054
Ort.
Satış F.
($/Ton)
41
43
43
45
uygulamak
3.4.2 - Mevcut Lavvarların Sorunları
Havzada
yeraltından çıkarılan kömürler toplam
kapasiteleri 1650 ton / saat olan Zcıguldak, Çatalağzı,
Armutçuk ve Amasra lavvarlarında yıkanarak piyasaya
sunulmaktadır.Kurumumuz çalışma düzeninde en son ve
en önemli basamağı oluşturan bu lavvalarda yaşanan
problemler ana hatlarıyla şöyledir:
- Teknolojinin eski olması ve maliyetlerdeki yükseklik
- İşletme şartlarının zorluğu
- Düşük kapasite kullanımı
- Taleplere uygun kömür hazırlanamaması
34
40
* 2003 Program
1990' lı yıllara kadar satışların önemli bir kısmı (yaklaşık %
50)demir-çelik sektörüne yapılmıştır.Ülkemizde demir-çelik
sektöründe yaşanan gelişmeye paralel olarak koklaşabilir
taşkömürü ihtiyacı hızlı bir şekilde artmıştır. Aynı dönemde
Kurumumuz satılabilir miktarında düşüş yaşanmış ve ithal
edilen taşkömürü miktarı artmıştır. 1990 yılında ithal edilen
kömür miktarı 5,5 milyon ton iken 2002 yılında yaklaşık 11
milyon
tona
yükselmiştir.
Uluslar
arası
kömür
piyasasındaki düşük fiyatlar da ithal kömüre olan talebi
arttırmıştır.
Ayrıca
demir-çelik
sektörünün
istediği
özelliklerde
ürün
hazırlanamaması
da
Kurumumuz
koklaşabilir taşkömürüne olan talebi azaltmıştır.
Ayrıca çimento fabrikalarına yapılan satışlarda da önemli
azalmalar meydana gelmiştir. Bunun başlıca nedeni
fabrikaların dünya piyasaları ile rekabet edebilmek için
dışarıdan yüksek kükürtlü ve oldukça ucuz fiyatlarda
petrokok kullanmalarıdır. Buna ilave olarak
ihtiyaç fazlası
petrokokun ülkemizde
teshin amaçlı olarak kullanılması
da çevre ve insan sağlına zararı yanında satışları olumsuz
etkilemiştir. Ayrıca yurtiçine teshin amaçlı olarak kullanılan
kömürlerde uçucu madde oranının % 12-22 olarak
sınırlandırılması
% 27-33 uçuculuğa sahip Zonguldak
kömürlerinin diğer illerde teshin amaçlı olarak kullanımını
engellemiştir.
Tüm bu olumsuz gelişmelere karşın 1991 yılında Çatalağzı ve
Zonguldak Lavvarlarına filtrasyon tesislerinin kurulması ile
birlikte - 0,5 mm şlam kömürlerin ve pazarlama sorunu
yaşanan 0-10 mm boyutlu ürünün ÇATES'te santral yakıtı
olarak değerlendirilmesi mümkün olmuştur. Ancak zaman
zaman santraldeki bakım onarım ve diğer nedenlerle kömür
satışının azalması veya durması durumunda pazarlama
sıkıntısı meydana gelmektedir.
Bu özellikleri ile lavvarlar kömür yıkama işlemi yerine
termik santrale
% 50 küllü ürün hazırlayan boyuta göre
ayırma işlemini gerçekleştiren pahalı bir eleme sistemi
haline dönüşmektedir.
3.4.3 - Yeni Lavvar Kurulma ve İşletme Yönteminin
Belirlenmesi:
Lavvarlarda yaşanılan sorunlar yıllardır Kurumumuzun
gündeminde olmasına ve yaptırılan
modernizasyon
projelerine
rağmen
günümüze kadar somut bir adım
atılamamıştır.Ülkemizde KiT'lere bakış açısının değiştiği
yıllara rastlayan
ve
yenilenmesi gündeme gelen
Zonguldak ve Çatalağzı lavvarlarının
modernizasyonu
hayata geçirilememiştir.
Sadece üretim düzeyinin
korunabilmesi amacıyla yatırımlar yapılabilmiştir.
Gelinen bu noktada mevcut yıkama üniteleri ile yıkama
faaliyetlerinin sürdürülmesi mümkün değildir.
Yıkama
ünitelerinin istenilen özellikte satılabilir ürün üretebilecek
yeni sistemlerle değiştirilmesi teknik bir zorunluluktur.
Böyle tesislerin kurulması halinde
1.
2.
3.
4.
İlk yatırım maliyeti düşüktür.
Yıkama maliyeti düşüktür.
Piyasadaki gelişmelere paralel olarak çeşitli ürün elde
edilebilecektir.
Sürekli çalışma ortamı sağlanarak maksimum verime
ulaşılacaktır.
Son yıllarda Kurumumuz faaliyet ve dönem zararlarını
kabul edilebilir sınırlara indirmek için verimlilik, yatırım,
maliyet
ve üretimde iyileştirici önlemler alınmakta
böylece ülke ekonomisine azami katkıyı sağlayacak
biçimde havzadaki taşkömürü madenciliğinin sürdürülmesi
amaçlanmaktadır. Bu amaçla çeşitli nedenlerle faaliyetleri
Ayrıca
santralin
özelleştirilmesi
durumunda
ortaya güçlükle yürütülen kömür nakli, taş nakli, atıkların
çıkabilecek ihtilaflar ve satış fiyatındaki ve miktarındaki yayılması, karo sahasının düzenlenmesi vb. yerüstü
üçüncü
şahıslara
yaptırılmaktadır.
Bu
azalmalar gibi koşullar pazar payının yaklaşık % 75 ' ini hizmetleri
çalışmalara
paralel
olarak
Kurumumuz
lavvarlarının
oluşturan
olumsuz etkileyecektir. Bu nedenle ürün
yenilenmesi
ve
yıkama
faaliyetlerinin
yeniden
çeşitliliğine dayalı değişik sektörlere hitap edebilecek ürünler
şekillendirilmesi
amacıyla
çalışmalara
devam
56
edilmektedir. Bu kapsamda Kozlu ve Üzülmez kömürlerinin
hizmet alımı yolu ile yıkattırılmasına ilişkin hazırlıklara hız
verilmiştir.
Zonguldak Lawan Maliyet Mukayesesi
,22,5,
D Hizmet Alımı
•TTK'ca yapılması
Sekili- Yıkama maliyet mukayesesi
Kurumumuzda ortalama lavvar yıkama maliyeti 8,3 $/ toın
dur. Zonguldak Lavvarının kaldırılarak Kozlu ve Üzülmez
kömürlerinin 2004 yılından itibaren modüler bir lavvarda
hizmet alımı yolu ile yıkattırılması halinde ton başına yıkama
maliyeti yaklaşık 2,5-3 $ olacak ve yıllık ortalama 12-15
milyon $'hk tasarruf sağlanacaktır.Hizmet alımının Kurum
çapında yaygınlaştırılması halinde bu değer 40 -50 milyon $'
a ulaşacaktır.
4-SONUÇ
Bir
süreç
gerektirecek
olan
hazırlık
faaliyetlerinin
rehabilitasyonuna paralel olarak aciliyet gösteren kredili ana
kat hazırlıklarının da kurum dışından hizmet alınarak
gerçekleştirilmesi hem zaman kazanmak açısından hem de
maliyetlerin düşürülmesi bakımından yararlı olacaktır.
Kurumun yerüstünde sürdürdüğü en önemli faaliyet olan
kömür yıkama işlemleri Zonguldak lavvarı öncelikli olmak
üzere hizmet alımı yolu ile yaptırılarak yıkama maliyeti
düşürülecek ve maliyet kalite yönünden ithal kömürlerle
rekabet edebilir duruma gelinecektir.
2003 yılı programında 165 $/ton, TİS şarjı ve yapılan
iyileştirmelerle birlikte 196 $/ton olarak gerçekleşmesi
beklenen ticari maliyetin yeniden yapılanma programı
sonucunda 2006 yılında 71 $/tona düşürülmesi, buna paralel
olarak 2003 yılı programında 232 milyon $ olarak öngörülen
Kurum zararının 2006 yılında 70 milyon S'a düşürülmesi
hedeflenmektedir.
57