ÖSTENİTİK PASLANMAZ
ÇELİKLERİN KAYNAĞI
Östenitik paslanma çeliklerin kaynağı, alaşımlı
karbonlu çeliklerden nispeten daha kolaydır.
Çünkü östenitik paslanmaz çeliklerin
kaynağında, hidrojen çatlağı problemi ile
karşılaşılmaz.
Yüzey merkezli kübik yapıya sahip östenit,
hidrojen gevrekliğine hassas değildir.
Bu çeliklerde kaynak öncesi ön tava gerek
yoktur.
Elektrot Seçimi:
Östenitik paslanmaz çeliklerin kaynağında en
önemli konu, uygun kimyasal içeriğe sahip bir
elektrot seçimidir. Çoğu durumlarda ana metal
ile aynı kimyasal içeriğe sahip elektrotlar tercih
edilir.
Fakat kaynak işlemi esnasındaki element
kayıpları dikkate alınırsa, nikel ve krom içeriği
ana metalden biraz daha fazla olan
elektrotların tercih edilmesi daha doğrudur.
Örneğin, 304 tipi çeliğin birleştirilmesinde E308
elektrot seçilebilir. Bu elektrotun nikel ve krom
miktarı, ana metal 304 tipi çeliğinkinden daha
fazladır. Eğer 304L tipi düşük karbonlu bir
östenitik paslanmaz çelik için uygun elektrot
düşünülürse, ya düşük karbon içerikli E308L
elektrotu yada stabilize edilmiş E347 elektrotu
seçilebilir.
Elektrot seçiminde dikkat edilecek diğer bir konu
da, kaynak metalinde sıcak çatlak oluşumunu
engelleyecek ve düşük miktarda ferrit içeren bir
yapı oluşmasına imkan sağlayacak elektrotların
seçilmelisidir.
Örneğin, 302 tipi çeliğin kaynağında E308 elektrot,
321 tipi çeliğin kaynağında ise E304 ve E347
elektrotları tercih edilmelidir. Kaynak metalinin
mikro yapısı, ana metal ve elektrotun kimyasal
içeriğine bağlı olarak Scheffer veya De-Long
diyagramları yardımıyla tahmin edilebilir. Bu işlem
bir sonraki konuda detaylı olarak ele alınacaktır.
Molibden gibi ilave alaşım elementi içeren östenitik
paslanmaz çeliklerin kaynağı için, aynı kimyasal
içeriğe sahip elektrotların seçilmesi gerekir.
Örneğin, 316 tipi (% 2-3 Mo içerir) çelik için, E316
elektrot seçilmelidir.
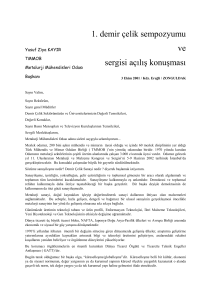
Eğer karbonlu bir çelik üzerine paslanmaz çelik
kaplama yapılması arzu edilirse, martenzit
oluşum riskini minimuma indirmek için, ilk
tampon tabakasında E309 elektrot
kullanılmalıdır. Sonra E308 elektrot ile tampon
tabakası üzerine asıl paslanmaz kaplama
tabakası dikişi çekilir
Yüzey tabakası: E308 elektrot
Düşük karbonlu çelik
Tampon tabakası:
E309 elektrot
Tamamen östenitik bir yapıya sahip olan
310 tipi paslanmaz çeliğin
birleştirilmesinde elde edilecek kaynak
dikişinin de östenitik yapıya sahip olması
istenir. Bu nedenle bu çeliğin
birleştirilmesi için E310 elektrot
seçilmelidir. Gerek ana metal gerekse
kaynak metali sıcak çatlama probleminin
önüne geçebilecek, düşük miktarda ferrit
içeren östenit mikroyapısı içermezler. Bu
sebepten dolayı kaynak işleminde özel
önlemlerin alınması gerekir. Tamamen
östenitik bir kaynak metali oluşturacak bu
elektrotlarda, fosfor ve silisyum miktarları
en düşük seviyededir.
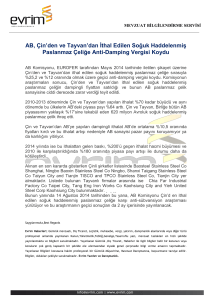
Östenitik paslanmaz çeliklerinin korozyon
dirençleri yüksek olduğu gibi, yüksek
sıcaklıklardaki ve sıfırın altındaki düşük
sıcaklıklardaki mukavemet özellikleri de
oldukça iyidir. Şekil 40’da 308 tipi östenitik
paslanmaz çeliğe ait charpy darbe deneyi
eğrisi gösterilmektedir. Dikkat edilirse, 308
tipi paslanmaz çeliğin sünek-gevrek geçiş
sıcaklığı çok keskin olarak değişmez. Çok
tatlı bir geçiş eğrisi gösterir. Oysa karbonlu
çeliklerde sünek-gevrek geçiş sıcaklığı çok
keskin bir şekilde değişir. Eğer östenitik
kaynak metali, büyük oranda ferrit ve kalıntı
elementler içerirse, kaynak metalinin düşük
sıcaklıklardaki tokluğu azalır.
Kaynak Öncesi Hazırlık:
Paslanmaz çeliklerin birleştirilmesinde en önce
dikkate alınması gereken konu, parçaların
kesilip kaynak ağız formlarının hazırlanması
işlemidir. Parça kenarlarında oluşan kromoksit
nedeniyle, oksi-gaz tekniği ile kesilemezler.
Plazma, lazer veya mekanik tekniklerle kesme
işlemi gerçekleştirilir. Dikkat edilmesi gereken
en önemli husus, kaynak ağızlarında pislik,
gres, çapak gibi kaynak dikişini olumsuz
etkileyen maddelerin iyice temizlenmesidir.
Kaynak öncesi temizlik işlemlerinde paslanmaz
çelik fırça, klorsüz kesme sıvıları, temiz toz
püskürtme işlemi ve %10-20 nitrik asit çözeltisi
kullanılmalıdır.
Kaynak İşleminin Uygulanması:
Östenitik paslanmaz çelikler MIG, TIG, elektrik ark, tozaltı, plazma,
lazer, elektro ışın kaynak teknikleri ile birleştirilebilirler.
Paslanmaz çeliklerin elektrik ark kaynak tekniği ile
birleştirilmesi esnasında dikkate alınması gereken hususlar
şunlardır:
Et kalınlığı 5 mm’den düşük östenitik paslanmaz çeliklerin
birleştirilmesinde uygun rutil karakterli elektrot kullanılabilir.
Et kalınlığı 5 mm’den kalın östenitik paslanmaz çeliklerin
birleştirilmesinde uygun bazik karakterli elektrot kullanılabilir.
Kaynak işlemi için mümkün olduğunca en ince çaplı elektrot tercih
edilmelidir.
Elektrot için tavsiye edilen minimum akım değeri kullanılmalıdır.
Pasolar mümkün mertebe ince çekilmeli ve elektrot zikzak şeklinde
hareket ettirilmemelidir.
Çok pasolu kaynak işleminde önce birinci paso çekilir ve hemen
suya daldırılmış sünger yardımıyla soğutulmalıdır. İkinci paso
daha sonra çekilmelidir.
Kaynak dikişi sonunda eğer krater hatası oluşursa mutlaka
kapatılmalıdır.
Kaynak Sonrası Temizlik İşlemi:
Kaynak işleminden sonra paslanmaz çelik
kaynak dikişinin üzerinde veya
kenarlarında kahverengimsi renkte
bölgeler meydana gelir. Bu bölgeler
mekanik olarak temizleneceği gibi bazı
kimyasal çözelti yardımıyla da
temizlenebilir.
MARTENZİTİK PASLANMAZ ÇELİKLERİN
KAYNAĞI
Martenzitik paslanmaz çelikler adındanda
anlaşılacağı gibi, sert ve kırılgan bir yapıya
sahip oldukları için kaynak kabiliyetleri oldukça
zayıftır. Kaynak bölgesinin soğuması sırasında
martenzitik yapı oluşacağından, kaynak dikişi
çalama eğimine sahiptir. Bu nedenle zor
kalmadıkça birleştirmeleri tavsiye edilmez.
Standartlarda 416Se, 416 Plus X, 420F, 440A,
440B ve 440C tipi martenzitik paslanmaz
çeliklerin kaynaklı birleştirilmeleri tavsiye
edilmez. Martenzitik paslanmaz çeliklerin
birleştirilmesinin gerekli olduğu yerlerde ise
bazı özel önlemlerin alınması ve uygun elektrot
seçiminin yapılması gerekir.
Elektrot Seçimi:
Martenzitik paslanmaz çeliklerin birleştirilmesinde,
martenzitik veya östenitik elektrotlar kullanılır. Eğer
kaynak metali ana metalin sertlik ve aşınma direnciyle
benzer özelliklere sahip olması arzu edilirse, ana
metalin kimyasal içeriğine benzer martenzitik elektrotlar
tercih edilmelidir.
Eğer sertlik ve mukavemet kaynak dikişi için çok önemli
değilse, sadece korozyon direnci önemli ise, östenitik
elektrotlar tercih edilmelidir. Östenitik elektrotların akma
mukavemeti düşük olduğu için, kaynak sonrası
meydana gelebilecek kendini çekme gerilmelerinin
oluşturduğu çatlama riskini azaltır. E308, E309 ve E310
tipi östenitik elektrotlar martenzitik paslanmaz çeliklerin
diğer çeliklerle birleştirilmesi gerekli durumlarda da
tercih edilirler. Çizelge 8’de martenzitik paslanmaz
çeliklerin birleştirilmesi için uygun elektrotlar verilmiştir.
Kaynağın Uygulanması:
Martenzitik paslanmz çeliklerin yüksek karbon içeren
türlerinin kaynak işleminde çatlama riski çok yüksek
olduğu için, kaynak yöntemleri ile birleştirilmesi önerilmez.
Düşük karbonlu martenzitik paslanmaz çeliklerin
birleştirilmesinde de bazı önlemlerin alınması gerekir.
Genelde tavsiye edilen önlemler; (1) ön tav uygulaması ve
(2) kaynak sonrası gerilim giderme ısıl işleminin
uygulanmasıdır.
Ön tav sıcaklığı, paslanmaz çeliğin karbon içeriğine bağlı
olarak tayin edilir. Çizelge 10’da karbon içeriğine bağlı
olarak tavsiye edilen ön tav sıcaklıkları verilmektedir.
Kaynak bölgesinin sıcaklığı 300 C’nin altına düştüğünde
%90 matrtenzit dönüşümü tamamlanmaktadır. Bu nedenle
meydana gelen sertlik artışında, ön tav sıcaklığının etkisi
çok azdır. Fakat ön tav sıcaklığı, hidrojenin kaynak
dikişinden uzaklaştırılmasında oldukça etkilidir. Martenzitik
paslanmaz çeliklerin karbon içeriğine bağlı olarak
ITAB’ında meydana gelen sertlik artışı, Şekil 42’de
gösterilmektedir.
Karbon içeriği % 0.2’den yüksek olan martenzitik
paslanmaz çeliklere, 250 C civarında
uygulanan ön tav işlemine ilave olarak,
kaynak işleminden hemen sonra gerilim
giderme tavlaması uygulanmalıdır. Kaynak
sonrası uygulanan tavlama işlemi, kaynak
dikişinin sünekliliğini ve tokluğunu arttırır ve
çatlak oluma riski azaltılır. Gerilim giderme
tavlaması iki şekilde uygulanabilir:
Birinci tür ısıl işlem, 850 C’de 4 saat süre ile
tavlamak, 650 C’ye kadar fırında soğutmak,
sonra sakin havada oda sıcaklığına kadar
soğutmak aşamalarını içerir.
İkinci ısıl işlem türü, 650-750 C’ye kadar
tavlamak ve her 25 mm için 1 saat
beklemek, sonra sakin havada soğutmak
aşamalarını içerir.
Kaynak Sonrası Karşılaşılabilecek Kaynak
Hataları:
Çatlama: Martenzitik paslanmaz çeliklerin kaynak
işleminde karşılaşılan en büyük zorluk, çatlak
oluşumunun önüne geçmektir. Çatlak, ITAB ve
kaynak dikişinde meydana gelen sert ve kırılgan
martenzitik yapıdan dolayı oluşur. Ayrıca kaynak
bölgesinde hidrojenin varlığı, çatlak oluşumunu
teşvik eder. Bu nedenle kaynak yapılmadan önce
hidrojen içerikli yağ, kir, nem gibi maddelerden
kaynak bölgesinin iyice temizlenmesi önerilir.
Çatlak oluşumunun önüne geçmek için daha önce
bahsedilen kaynak öncesi öntav ve kaynak sonrası
gerilim giderme tavlaması uygulanmalıdır.
FERRİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI
Ferritik paslanmaz çeliklerin bütün sıcaklıklardaki yapısı
ferrittir. Faz dönüşümü olmadığı için ısıl işlemle
sertleştirilemezler. Bu nedenle kaynak bölgesinde
martenzitik yapının oluşması mümkün değildir. Dolayısıyla
rahatlıkla kaynak edilebilirler.
Ferritik paslanmaz çeliklerin kaynağında karşılaşılan en
önemli problem, 1150 C üzerindeki sıcaklıklarda ITAB ve
kaynak dikişinde tane büyümesinin meydana gelmesidir.
Normalde ince taneli olan feritik paslanmaz çeliklerde kaba
tane meydana gelirse çelik gevrekleşir, çentik darbe direnci
düşer ve sünek-gevrek geçiş sıcaklığı yükselir. Yani çeliğin
sünekliliği azalır. Tane büyüme problemi, ısıl işlem
uygulaması ile çözülemez. Çünkü ferritik paslanmaz
çeliklerde tavlama ile gerçekleştirilecek bir faz dönüşümü
yoktur. Bu nedenle bu çeliklerin kaynak kabiliyetini
arttırmak için, gerek ana metale gerekse kullanılacak
elektrot içerisine azot ilave edilir. Azot, tanelerin
küçülmesini sağlayan bir elementtir. Böylece azotlu bir
ferritik paslanmaz çeliğin ITAB’ında tane büyümesi
meydana gelmez. Ayrıca azotlu bir elektrot kullanıldığında
da kaynak dikişinde tane büyümesi problemi oluşmaz.
Karbon içeriği nispeten yüksek olan 430, 434, 442 ve
446 tipi ferritik paslanmaz çelikler, tavlandıklarında
kısmı bir östenitik dönüşümü gösterirler. Dolayısıyla bu
çeliklerin soğuması esnasında, az miktarda martenzitik
yapı meydana gelir. Ferritik paslanmaz çelikler
sertleştirilemez olmalarına rağmen, bu az miktardaki
martenzit, çeliğin sünekliliğini azaltır. Böylece bu tip
çeliklerde de çatlama riski meydana gelir. Çatlama
riskini azaltmak için, yüksek karbon içerikli ferritik
paslanmaz çeliklere, kaynak öncesi bir ön tav
uygulanması gerekir. Kaynak öncesi ön tav, çeliğin
sünek-gevrek geçiş sıcaklığının üzerindeki bir sıcaklıkta
yapılması önerilir. Genellikle 150 C’lik bir ön tav
sıcaklığı seçilir. Böylece çelikten hidrojen uzaklaştırılır
ve kalıntı gerilmeler azaltılmış olunur. Şekil 47’de
ferritik paslanmaz çeliğin sünek-gevrek geçiş sıcaklığını
gösteren eğri verilmektedir.
Elektrot Seçimi:
Ferirtik paslanmaz çeliğin kaynağı için seçilen
elektrotun krom içeriği, ana metalin krom içeriğine
benzer veya yakın olmasına dikkat edilmelidir. 430,
430F ve 430FSe tipi ferritik paslanmaz çeliklerin elektrik
ark kaynağında, E430 tipi örtülü elektrot tercih edilebilir.
Az miktarda azot içeren 444 ve 446 tipi çeliklerin elektrik
ark kaynağında ise, E446 tipi örtülü elektrot
kullanılmalıdır. Levha ve boru şeklinde üretilen çoğu
ferritik paslanmaz çeliklerin TIG kaynak işleminde ilave
dolgu metali kullanılmadan birleştirme yapılabilir. Ferritik
paslanmaz çelikler için elektrot seçimi Çizelge 7’de
gösterilmektedir.
Kaynak bölgesine arayer atomu şeklinde girebilecek
karbon, azot ve hidrojen gazlarından kaynak bölgesini
iyice korumak gerekir. Özellikle koruyucu gazın temiz
olmasına dikkat edilmeli, yeteri derecede gaz basıncı
uygulayarak kaynak bölgesini dış etkenlere karşı
korumak ve malzeme üzerindeki nem, kir gibi pislikleri
iyice temizlemek gerekir.
Kaynak Esnasında dikkat edilmesi
gereken Hususlar:
Kaynak yöntemi öyle seçilmeli ki, 1150
C’yi aşan sıcaklıklarda kısa süre kalınsın.
Bunu sağlamak için (1) kısa pasolarla
kaynak dikşi çekilebilir, (2) hızlı soğutma
yapılabilir.
Ön tav sıcaklığının, 200 C’yi
geçmemesine dikkat edilmelidir. Çünkü
400-550 C belirli bir süre beklenirse,
çatlama oluşma riskine sebep olan sigma
fazı meydana gelebilir.
ÖSTENİTİK-FERRİTİK (DUBLEX)
PASLANMAZ ÇELİKLERİN KAYNAĞI
Östenitik-ferritik paslanmaz çelikler, ferrit
ve östenitin çeliğe sağladığı faydaları bir
arada bulundururlar. Eşit oranda (50:50)
ferrit ve östenit içeren bir mikroyapıya
sahiptirler. Eğer ferrit ve östenit oranları
eşit değilse, bazı problemlerle karşılaşılır.
Örneğin, nispeten az östenit, çeliğin
sünekliliği azaltır, korozyon direncini
düşürür. Aşırı östenit ise, çeliğin
mukavemetini azaltır, gerilim korozyon
çatlama direncini düşürür.
Dublex paslanmaz çeliklerin üretimi esnasında,
sıvı haldeki çelik soğutulmaya başlayınca, önce
ferrit oluşur. Daha sonra 1100 – 1300 C’deki katı
hal sıcaklık aralığında ferrit-östenit dönüşmesi
gerçekleşir. Kaynak esnasında hızlı soğuma
nedeniyle, kaynak metali içerisindeki ferrit-östenit
dönüşümü yavaşlar. Sonuçta ana metale
nispeten daha yüksek oranda ferrit içeren bir
kaynak dikişi meydana gelir.
Dublex paslanmaz çeliklerin kaynak esnasında
özelliklerini etkileyen diğer bir faktör de karbür
çökelmesidir. Ayrıca çeliğin kimyasal içeriği de
ferrit-östenit dönüşümünde oldukça önemli bir rol
oynar.
Elektrot Seçimi:
Dublex paslanmaz çeliklerin kaynağında,
ana metalle benzer kimyasal içeriğe sahip
elektrotlar seçilebilir. Belirli bir östenit
oranını elde edebilmek için, elektrotların
nikel oranının (%8-10) biraz yüksek olması
istenir. 2205 ve 2304 tipi dublex
paslanmaz çeliklerin elektrik ark
kaynağında E2209 elektrot, 255 tipi çeliğin
kaynağında da E2553 elektrodu tercih
edilebilir. Dublex paslanmaz çeliklerin
kaynağında kullanılabilecek elektrotlar
Çizelge 8’de verilmiştir.
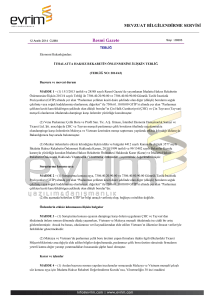
ITAB özelliği:
Şekil 50’de Dublex paslanmaz
çeliklerde, sıcaklığa ve soğuma
hızına bağlı olarak değişen ferrit
içeriği ve çentik darbe direnci
gösterilmektedir. Diyagramdan da
görüleceği gibi, ferrit miktarı artıkça,
çentik darbe direnci azalmaktadır.
Kaynak dikişinde ferrit-östenit
oranını dengelemek ise oldukça
zordur.
ÇÖKELME İLE SERTLEŞEBİLEN
PASLANMAZ ÇELİKLERİN KAYNAĞI
Çökelme ile sertleştirilen paslanmaz çeliklerde
mukavemet artışı, ısıl işlem sonucu ana matriks
içerisinde küçük partiküllerin çökeltilmesi ile
sağlanır. Bu çeliklerin kaynak işleminde dikkat
edilmesi gereken en önemli konu, kaynak
esnasında meydana gelen ısı, ana metalin
çökelme sertleştirme sıcaklığının etkisini
bozmamalıdır. ITAB’ın ergime sınırına yakın
bölgesinde, önceden çökelen partiküller tekrar
çözünür ve aşırı yaşlanma bölgesi haline gelir.
Aşırı yaşlanma bölgesinde ise mukavemet
düşer. Bu problemin önüne geçmek için, kaynak
sonrası tekrar çeliğe çökertme sertleştirme ısıl
işlemi uygulanır.
Çökelme ile sertleşebilen paslanmaz çeliklerin martenzitik
ve yarı östenitik türlerinin kaynağı, nispeten kolaydır.
Martenzitik yapıya rağmen, çok düşük karbon içeriği
sayesinde hidrojen çatlama riski azalır. Ön tavlamaya
gerek yoktur. Bu çeliklerde yüksek dayanım istenirse,
ayni kimyasl içeriğe sahip elektrotlar tercih edilmelidir.
Kaynak yapmadan önce parçalara çökeltiye alma ısıl
işlemi yapılmalıdır. Martenzitik ve yarı östenitik paslanmaz
çeliklerin kaynak işleminde, E630 elektrot kullanılması
önerilir. Kaynak işleminden sonra çözeltiye alma ve
yaşlandırma ısıl işlemleri uygulanmalıdır. Eğer kaynak
işlemi sonrası ısıl işlemin yapılması bazı zorluklar
meydana getirirse, parça kaynak öncesi çökeltiye alınır,
kaynak sonrası da yaşlandırma işlemi uygulanır.
Çökelme ile sertleşebilen paslanmaz çeliklerin östenitik
tipinin kaynağı biraz daha zordur. Çünkü ITAB içerisinde
sıcak çatlama riski söz konusudur. Bu tip çeliklerin
kaynağında nikel esaslı ilave dolgu metalleri tercih edilir.
Kaynak işlemi, çözeltiye alma ısıl işlemi uygulanmış
çeliklere yapılmalıdır. Mümkün mertebe en düşük ısı girdi
miktarı tercih edilmelidir.
SCHAEFFLER DİYAGRAMI VE KULLANIMI
Paslanmaz çeliklerin problemsiz bir kaynağı için,
kaynak metalinin mikro yapısının doğru bir şekilde
tahmin edilmesi oldukça önemlidir. Ayrıca
birleştirilecek çeliğe en uygun elektrotu seçebilmek
açısından da kaynak dikişinin mikro yapısının tahmin
edilmesi büyük önem taşır. Kaynak metalinin mikro
yapısını tahmin etmek için en yaygın olarak kullanılan
diyagram Schaeffler Diyagramıdır. Paslanmaz
çeliklerde elementler, östenit oluşturucu elementler (C,
Ni, Mn, N) ve ferrit oluşturucu elementler (Cr, Mo, Nb,
Ti, Si) olarak iki gruba ayrılırlar. Bu diyagramda ferrit
oluşturucu elementler, krom eşdeğeri (Creş) olarak
yatay eksen, östenit oluşturucu elementlerde nikel
eşdeğeri (Nieş) olarak düşey eksen olarak
gösterilmiştir. Yalnız Schaeffler diyagramında, östenit
oluşturucu özelliğe sahip azot elementi dikkate
alınmamıştır.
En yaygın olarak kullanılan krom ve nikel
eşdeğerleri formülleri şunlardır:
(Ni)eş = %Ni + 30 (%C) + 0.5 (%Mn)
(Cr)eş = %Cr + %Mo + 1.5 (%Si) + 0.5 (%Nb)
Şekil 63’de Schaeffler diyagramı
gösterilmektedir. Bu diyagramda gösterilen
bölgeler, kaynak dikişinin mikro yapısını
simgelemektedir. Ana metal ve kullanılacak
elektrotun kimyasal içeriğine göre bu diyagram
üzerinde kaynak metalinin mikroyapısı belirlenir
ve ona göre önlem alınır. Örneğin, elektrot
değiştirilir, uygun ısıl işlem kullanılır vs. Her bir
mikroyapı bölgesinin paslanmaz çeliğin kaynak
kabiliyetini nasıl etkilediğini anlayabilmek için,
bu bölgelerin özellikleri aşağıda açıklanmıştır.
1. BÖLGE (Ferit): Bu bölge, Cr içeriği yüksek, c içeriği
düşük olan paslanmaz çelikleri içine alır. Kaynak dikişine
komşu olan bölgede 1150C’nin üzerindeki yüksek
sıcaklıklarda tane büyümesi riski vardır. Kaba tane
paslanmaz çeliği gevrekleştirir ve çentik darbe direncini
düşürür.
2. BÖLGE (Martenzit): Bu bölge, Cr ve nikel miktarları
düşük ve % 0.3-0.5 C içeren çelikleri içine alır. Bu
bölgede yer alacak kaynak metalinin mikroyapısı
martenzit olacağından, çatlama riski çok yüksek ve
kaynak dikişi çok kırılgandır. Aynı zamanda hidrojen
çatlama riski de vardır.
3. BÖLGE (Östenit + Martenzit): Bu bölgede yer alan
kaynak dikişleri için çatlama riski vardır. Kaynak öncesi
bir ön tav uygulanması tavsiye edilir.
4. BÖLGE (Östenir + Martenzit + Ferit): Bu bölgede
yer alan kaynak dikişleri için de çatlama riski vardır.
Kaynak öncesi bir ön tav uygulanması tavsiye edilir.
5. BÖLGE (Östenit): Bu bölge, nikel eşdeğeri yüksek ve C içeriği
değişebilen paslanmaz çelikleri içine alır. Bu bölgede yer alacak
kaynak metali, sıcaklık ve korozyona karşı dayanıklıdır. Kaynak dikişi,
1250 C’nin üzerindeki sıcaklıklarda sıcak çatlak oluşma riski taşır.
6. BÖLGE (Östenit + Ferit): Bu bölge, krom ve nikel miktarları
yüksek paslanmaz çelikleri içine alır. Genellikle elektrot firmaları
elektrotları bu bölge içerisinde yer alacak kimyasal içerikte üretirler.
Bu bölgeyi, önemli olduğu için iki kısımda incelemek gerekir: (1)
Östenit + %5-10 Ferrit kısmı ve (2) Östenit + %10-30 Ferrit kısmı.
Östenit + %5-10 Ferrit kısmı: Korozyon dayanımı oldukça yüksek
olup, çatlamaya karşı hassas değildir. Östenit içerisinde az miktarda
ferrit bulunursa çatlama riski azalır. Bunun sebebi ise, ferritik yapının
safsızlığı bozan gayrisafi elementlerini bünyesinde tutabilme özelliği,
östenitik faza oranla daha yüksek olmasıdır. Böylece kaynak dikişi
içerisinde bulunan az miktardaki ferrit, çatlama riskini azaltma özelliği
sağlamaktadır.
Östenit + %10-30 Ferrit kısmı: Ferit yüzdesi %10’u geçince 500-900
C sıcaklıkları arasında sigma fazı meydana gelmesi nedeniyle,
çatlamaya karşı hassas bir yapı oluşabilir. Aynı zamanda çeliğin
korozyon direnci de azalır.
WCR-DeLONG DİYAGRAMI
Schaeffler diyagramında östenit oluşturucu azot
elementinin hesaba katılmadığını belirtmiştik.
Dolayısıyla azotun etkisinin de göz önünde
bulundurulduğu WCR-DeLong diyagramları
geliştirilmiştir. Ayrıca ferrit bileşimini
tanımlayabilmek için bir de Ferrit numarası (FN)
geliştirilmiştir. Paslanmaz çelik kaynak metalinde
ne kadar ferrit bulunduğu, AWS A4.2
standartlarına göre kalibre edilmiş ve ferrit
numarasının direkt olarak okunabileceği
manyetik ölçüm cihazı (ferritescop) yardımıyla
tespit edilebilir.
Bilim çevrelerince kabul edilen en son WCR1992 diyagramında, krom ve nikel eşdeğerleri şu
şekilde hesaplanmıştır:
(Ni)eş = %Ni + 35 (%C) + 20 (%N) + 0.25 (%Cu)
(Cr)eş = %Cr + %Mo + 0.7 (%Nb)