LABORATUVAR I
TAHRİBATSIZ MALZEME MUAYENELERİ
Yrd.Doç.Dr. Nilhan ÜRKMEZ TAŞKIN
Giriş:
Tahribatsız malzeme muayeneleri ile malzemelerin imalat esnasında veya belli bir süre
kullandıktan sonra örneğin korozyon veya aşınma gibi nedenlerden dolayı oluşan çatlak, iç
kesimlerde oluşan boşluk, kesit incelmesi vb. hataların tespiti yapılır. Burada herhangi bir
numune alma durumu yoktur. Muayeneler yani testler doğrudan iş parçası üzerinde yapılır.
Hataların üretim sürecinde tamamen yok edilerek veya gerektiği kadar azaltılarak istenen
mukavemet özelliklerinin sağlanması, üretimin her kademesinde hataların sıkı bir denetimi ile
gerçekleştirilebilir. Denetimin etkin bir biçimde yapılabilmesi için parçaların mukavemet
özelliklerinin doğrudan ölçüldüğü ve malzemenin tahribatı ile sonuçlanan “Mekanik
Deneyler” in yanında, malzemeyi tahrip etmeden hataların izlenmesini sağlayan “Tahribatsız
Deneyler” in de kullanılması gerekmektedir.
Tahribatsız Muayene Deneylerinin Tanımı ve İçeriği:
Bir malzemenin kullanım amacı için gerekli özelliklerine zarar verecek ölçüde hasar
yapmadan o malzemenin muayenesine olanak veren deneyler “Tahribatsız Muayeneler” adı
altında toplanır.
Tahribatsız Muayenenin gelişimini sağlayan nedenler:
Parça ve konstrüksiyonların hafifletilmesiyle, limit dizaynlara gidilmesi ve bu
sınırlarda kusursuzluk olayının ön plana çıkması
İmalatın belirli bir kademesinde hatayı önceden tespit ederek daha sonraki işçilik
masraflarının en aza indirilmesi
Kazaları önlemek veya sistemin durmasını önlemek için hatalı parçanın önceden teşhis
edilebilmesi ihtiyaçları
Tahribatsız Deneylerin Kullanım Yerleri:
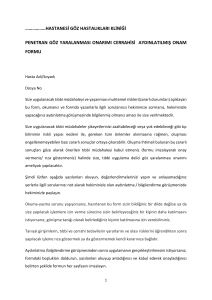
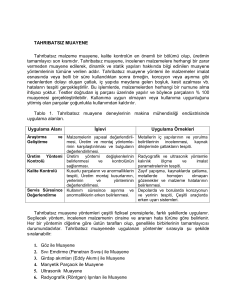
Parçaların iç kısımları ve yüzeylerinde yapılan tahribatsız muayenelerde bu deneyler,
farklı boyutlarda ve derinliklerdeki hataların incelenmesinde kendi fiziksel prensiplerinin izin
verdiği ölçüde kullanılmaktadır. Aşağıda çeşitli tahribatsız deneylerin, malzemenin yüzey
veya iç kısımlarında bulunabilen çeşitli boyutlardaki hataların incelenmesinde, genel olarak
hangi hata boyutu ve derinliklerinde başarılı olarak kullanılabildiği toplu bir biçimde
gösterilmiştir.
İncelenen yüzeylerin muayenesinde 10-1 cm civarında olan boyutsal sınırının optik
mikroskopi ile 10-5 cm’ye, elekron mikroskobu vb. ileri teknikleri yardımı ile 10-8 cm.
civarına götürülebildiği görülmektedir. Bunun yanında incelenen hata derinliğinin elektron
mikroskobu ile 10-5 cm, gibi çok küçük bir değerden x ışınları ile 10-1 cm radyografi ile 25
cm. civarına getirilebildiği ve ultrasonik deneylerde de 100 cm’ye ulaşabildiği görülmektedir.
1
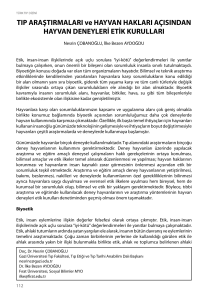
Yüzey hatalarının muayenesi için kullanılan yöntemler aşağıdaki şekilde toplu olarak
gösterilmiştir.
Parça yüzeyine uzak olan bölümlerdeki hataların incelenmesinde kullanılan tahribatsız
deneyler aşağıdaki şekilde gösterilmiştir.
2
Tahribatsız Deneylerin Fiziksel Prensiplerine Göre Sınıflandırılması
I-
II-
III-
IV-
V-
IŞINLANDIRMA DENEYLERİ
A) X IŞINLARI DENEYLERİ
RADYOGRAFİ, RASDOSKOPİ
X IŞINLARI MİKROSKOPİSİ
X IŞINLARI DİFRAKSİYONU
B) GAMA IŞINLARI DENEYLERİ
GAMMAGRAFİ, GAMMASKOPİ
RADYOAKTİF İZOTOPLA İZLEME
C) ELEMANTER PARÇACIK DENEYLERİ
ELEKTRON DENEYLERİ
ELEKTRON MİKROSKOPİSİ
ELEKTRON DİFRAKSİYONU
NÖTRON DENEYLERİ
NÖTRON MİKROSKOPİSİ
NÖTRON DİFRAKSİYONU
ELASTİK DALGA DENEYLERİ
SONİK DENEYLER
ULTRASONİK DENEYLER
AKUSTİK YAYINIM DENEYLERİ
ELEKTRİK VE MANYETİK DENEYLER
DOĞRU AKIM DENEYLERİ
GİRDAP AKIMI DENEYLERİ
MANYETİK TOZ DENEYLERİ
OPTİK DENEYLER
SPEKTOGRAFİ, SPEKTROSKOPİ
MİKROSKOPİ, MAKROSKOPİ
ENTERFEROMETRİ, HOLOGRAFİ
DİĞER DENEYLER
SIZDIRMA VE PENETRASYON DENEYLERİ
Penetran Sıvı ve Süzme Parçacık Deneyleri
Basınçlı Gaz ve Basınçlı Sıvı Deneyleri
MEKANİK DENEYLER: Sertlik, Mikrometri, Straingage vb.
KİMYASAL DENEYLER: Leke deneyleri, Dağlama deneyleri vb.
ISIL DENEYLER: Isıl İletkenlik, Isıya duyarlı boya deneyleri vb.
MİKRODALGA DENEYLERİ
3
RADYOGRAFİ DENEYİ
Bir X ışını cihazının tüpünde yüksek gerilim altında oluşturulan X-ışını demetinin, bir
muayene parçası içinden geçirilmesi ve parçadan çıkan ışınların bir fotoğraf filmine etki
yaparak bir radyografi elde edilmesi yöntemidir.
Hatanın büyüklüğünü ve derinliğini saptama olanağı vardır. Ekseni ışınım
doğrultusunda olan çok ince çatlakların saptanması olanaksızdır ayrıca sonuçların
yorumlanması uzmanlık gerektirir ve ışınların sağlığa zararlı olması korunmayı gerektirir.
RADYOSKOPİ DENEYİ
Bir X-ışını demetinin bir muayene parçası içinden geçirilmesi ve parçadan çıkan
ışınların bir fluoresan ekran üzerine düşürülerek kalıcı olmayan bir görüntü elde edilmesi
yöntemidir.
Üstünlükleri : Parçanın iç görüntüsü muayene esnasında anında görülebilir, muayene
zamanı kısadır, film banyo zamanı ve masrafı yoktur.
Eksiklikleri : İlk tesis masrafları fazla, tesisat ağır ve taşınamaz durumdadır ayrıca
çalışanın ışınım bakımından güvenliğinin sağlanması için çok dikkatle dizayn ve imal
edilmelidir.
4
ULTRASONİK DENEY
Ultrasonik dalgaların bir malzeme içerisine bir prob aracılığı ile bir demet halinde
gönderilmesi ve malzemenin iç durumuna bağlı olarak değişmelere uğrayan dalga demetinin
malzemeden çıktığı anda aynı prob (yankı yöntemi) veya başka bir prob (iletim yöntemi)
aracılığı ile alınarak değişimlerinin saptanmasıdır.
Verici probtaki piezoelektrik kristalde elektrik titreşimlerinin dönüştürülmesi ile
üretilen mekanik titreşimler (basınç dalgaları) malzeme içinde yayılırken farklı akustik
empedanstaki bölgelerin ara yüzeylerinden kısmen geçer kısmen yansır. Böylece alıcı proba
gelen dalgalar probun piezoelektrik kristali tarafından tekrar elektrik titreşimlere
dönüştürülür.
Verici ve alıcı prob bazen aynı bazen de farklıdır. Her iki prob elektronik bir devre ile
ultrason cihazını oluşturur. Cihazın osiloskobunda elde edilen görüntüler, giriş çıkış yüzeyleri
ile parçada bulunan hata vb. diğer yansıtıcıları belirler.
5
Üstünlükleri:
Geniş uygulama alanı (hata, içyapı, elastiklik modülü, kalınlık ölçme vb.)
Yüksek malzeme kalınlıklarının muayenesine izin verir.
Çok küçük hataların incelenmesine olanak veren yüksek duyarlılık (0.4mm)
Yalnız bir yüzeyden yanaşabilmek yeterli
Sonucu anında verir. Kalıcı bir kayıt alma olanağı vardır.
Cihazlar taşınabilir ve personelin sağlığına zararlı etkisi yoktur.
Eksiklikleri:
Düzgün olmayan şekilli, kaba yüzeyli, çok küçük ve çok ince parçaların incelenmesi
güçtür.
Dalgaların malzemeye etkin biçimde girmesini sağlayan bir ara sıvıya gerek vardır.
Yüzeyin hemen altındaki tabakadaki hatalar incelenemeyebilir.
Muayene işlemi iyi yetişmiş ve dikkatli teknisyen kullanımını gerektirir.
Gerek cihaz kalibrasyonu gerekse hataların karakterizasyonu için referans standartlara
gereksinme
Tespiti yapılabilen en küçük hata boyu, kullanılan ultrasound dalgalarının dalga
boyunun hesaplanması ile ortaya çıkar. Hatanın daha boyunun yarısından büyük olması
gerekir. c ses hızı f frekans olmak üzere dalga boyu c / f denklemi ile hesaplanabilir.
Örnek: Çelik bir malzemede sesin yayılma hızı (c) 6000 m/s, seçilen muayene frekansı
(f) 3 Mhz ise dalga boyu 2 mm olarak hesaplanabilir bu durumda tespit edilebilecek hata boyu
1 mm olacaktır. Daha yüksek frekans seçildiğinde 1mm den daha küçük hataların tespit
edilmesi mümkün olabilir fakat frekansın daha fazla yükseltilmesi pratikte malzemenin bütün
taneleri hata olarak ekrana yansır ve gerçek hatalar belirlenemez olur.
6
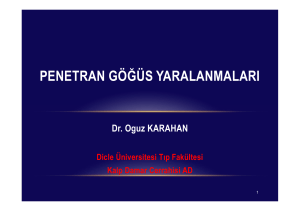
MIKNATIS TOZU YÖNTEMİ
Mıknatıs tozu yöntemi ile yüzeye ulaşan veya yüzeye ulaşamayan fakat yüzeye çok yakın
olan çatlakların muayenesi yapılabilir. Sadece demir, nikel ve kobalt gibi ferro manyetik
malzemelere uygulanabilir. Mıknatıs tozu olarak demir tozları (Fe) veya magnetit (Fe3O4) kullanılır.
Bu ince tozlar kuru olarak alınabildiği gibi bir sıvı taşıyıcı ile kullanılması daha yaygındır.
Test esnasında yapılması gereken, muayenesi yapılacak iş parçasının bir manyetik veya aynı
etkiyi yaratacak elektromanyetik alana getirilmesi ve alan çizgilerinin çatlaklarda sapmasını
değerlendirerek bu kısımlarda mıknatıs tozlarının toplanmasını, çatlaklar boyunca topaklar
oluşturmasını saptamaktan ibarettir.
Manyetik alan çizgileri a) yüzeysel, b) yüzey altı
Bu yöntemde muayeneden önce çatlakların içindeki kirlerin ince bir temizliği gerekmez,
süreksizliklerin dışında metalsel olmayan kalıntı ve segregasyonların incelenmesi olanağı vardır.
Yüzeye yakın olmayan iç hataların incelenmesinde kullanılamaz, ferromanyetik olmayan
malzemeye uygulanamaz, karışık şekilli parçalarda manyetikleşmemiş bölgeler kalabilir.
7
GİRDAP AKIMI DENEYİ
Üzerinden alternatif akım geçen bir bobin iletken bir malzemeye yaklaştırılarak malzeme
içinde girdap akımları oluşturulması ve oluşan ilave manyetik alanın, ya onu uyaran bobin ya da
ayrıca bir bobin aracılığı ile ölçülmesi yöntemidir.
Malzeme içindeki mevcut süreksizlikler yani hatalar, geometrik ve metalürjik yapı
değişmeleri malzemenin elektrik iletkenliğinde ve manyetik geçirgenliğinde değişmelere, bunun
sonucu olarak endüklenen girdap akımlarında yerel değişmelere neden olur. Bu değişmeler prob
tarafından algılanarak uygun bir ölçme cihazına gönderilir ve değerlendirilir.
Ölçme sürecinde malzemeye temas gerekmez, 1000 ºC’ ye kadar sıcaklıklarda yapılabilir
muayene süresi çok kısadır. Silindirik parçalarda eksene dikey ince düzlemsel süreksizliklerin
incelenmesi güçtür.
PENETRAN SIVI DENEYİ
Bu yöntemle yüzeye ulaşan çatlaklar belirlenebilir. İç kesimlerde bulunan çatlaklar ve
boşluklara bu yöntemle ulaşılamaz. Kılcal boru fiziğinin kurallarını kullanır. Yani kılcal borularda
sıvıların yükselmesi veya kılcal borulara viskozitesi çok küçük sıvıların sızması yani penetrasyonu
özellikle değerlendirilir.
Seramik veya beton gibi gözenekli malzemelere penetran sıvı yöntemi uygulanamaz. Sadece
çatlaklara ince sıvıların sızdırılması ile ölçüm yapılan bu yöntemde gözenekli malzemenin her
tarafına penetran sıvı emileceği için sonuç alınamaz. Kullanılabilen penetran sıvıların viskozitesi,
dolayısıyla yüzey gerilmesi çok düşük olması gerekir. Örneğin, suyun oda sıcaklığındaki yüzey
gerilmesi 73 dyne/cm sıvı metallerin ise 150-300 dyne/cm seviyesindedir. Burada kullanılabilecek
sıvıların ise yüzey gerilmelerinin 20 dyne/cm’ den küçük olmaları istenir. Penetran sıvıların kolay
izlenebilmeleri için renk veya ultraviole ışınları altında parlayan fluoresan katkılarının olması
istenir.
Penetrant sıvı
8
Uygulamadaki işlem sırası şöyledir:
Test yüzeyinin temizlenmesi: Temizleme işlemleri mekanik ve/veya tiner gibi çözücüler
kullanılarak yapılır. Temizleme etkisini arttırmak için ultrasoundla titreştirilen banyolar da
kullanılabilir.
Penetran sıvının yüzeye taşınması: Taşıma işlemi fırçayla sürülerek, spreyle püskürtülerek
veya daldırarak yapılabilir.
Penetran sıvının sızması: Yüzey temizlemesi ile yüzeye ulaşan ağızları açılmış olan
çatlaklara düşük vizkoziteli ince sıvının sızabilmesi için 5-15 dakika beklenir. Oda
sıcaklığının altındaki yani 15 ºC’nin altındaki sıcaklıklarda daha fazla beklemek gerekir.
Yüzeyden penetran sıvının temizlenmesi: Sızma işlemi sonunda fazla sıvının yüzeyden
uzaklaştırılması gerekir. Temizleme işlemi temiz bir bezle yapılabileceği gibi uygun
sıvılarla da yapılabilir. Bu işlemin hızlı bir şekilde yapılması gerekir.
Çatlaklardaki penetran sıvının gözle görünür hale getirilmesi: Yüzeyin penetran sıvıdan
temizlenmesinden sonra yüzeye çatlaklardaki sıvıyı dışarı emen higroskopik bir tozun veya
sıvının ince bir şekilde taşınması gerekir. Bu şekilde, gözle görülemeyen kılcal çatlaklardaki
penetran sıvı dışarıya emilir ve çatlakları kalın bir şekilde görünür hale getirir. Ultraviole
ışınlarla yapılan muayenede emici maddeye ihtiyaç olmayabilir. Sadece yüzeyin
temizlenmesi genellikle yeterli olur.
Dokümantasyon: Görünen çatlakların ya anında değerlendirmesi yapılıp iş parçası hakkında
karar verilir ya da fotoğrafı çekilerek rapor hazırlanır.
Çok etkili bir yöntem olmasına rağmen, çatlakların yüzeye ulaşmış olması şartı olduğundan
diğer yöntemlere de ihtiyaç vardır. Uygulaması kolay ve gereken teçhizat basittir, her türden
malzemeye uygulanabilir, sadece yüzeye açılan süreksizliklerin incelenmesinde kullanılabilir, fazla
pürüzlü ve gözenekli yüzeyler için uygun değildir, çatlakları örten etkenleri kaldıran ön temizleme
güçtür.
KAYNAKLAR
- W., Weissbach, “Malzeme Bilgisi ve Muayaenesi”, 1977, Birsen Kitabevi, İstanbul
- M., Yüksel, “Malzeme Bilimleri Serisi Cilt 1”, 2001, MMO Yayın No:271-1, Ankara
- Y., Tekiz, “Tahribatsız Deneyler, 1984, İTÜ Makine Fakültesi, İstanbul
- Tahribatsız Malzeme Muayenesi Seminer Notları, 1993, MMO Yayın No: 93-3, İstanbul
9