Jet Revizyon Müdürlüğü
Mekanik Temizleme
BÖLÜM 3
MEKANİK TEMİZLEME
ve
JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
Svl.Müh. Elif ATABAY
1nci HİBM K.lığı
Jet Revizyon Müdürlüğü
Şubat 2004, ESKİŞEHİR
ÖZET
Mekanik temizleme; parça yüzeyinde oluşan oksit tabakası veya kalıntı boya gibi
katı kirlerin çeşitli aşındırıcı maddeler (zımpara, Al2O3..) yardımıyla elle veya bir makine
ile temizlenmesi esasına dayanan yöntemdir [1]. Mekanik usulle temizleme elle uygulanan
kazıma, telle fırçalamadan tutunda basınçlı hava veya yüksek devirli pervanelerle silika,
çelik kumu, alümina, silisyum karbür gibi parçacıkların metal yüzeyine püskürtülmesine
kadar değişir [2]. Korozyonun mekaniki yöntemlerle giderilmesinde kullanılan elle çalışan
güç gerektirmeyen teçhizatlar zımparalar, metalik yünler, tel fırçalar ve kazıyıcılardır.
Bu teçhizatlar kendilerine uygun metal yüzeyler üzerinde kullanılmalıdır. Aksi takdirde
galvanik korozyona neden olurlar [3]. Gaz türbin motor parçalarının temizliği için
kullanılan mekanik temizleme metotlarını; kuru kumlama, ıslak kumlama, ultrasonik
temizleme, vibratörlü temizleme olarak ayırmak mümkündür [4].
Bu dokümanda mekanik temizleme prosesinin temel prensipleri, uygulama adımları,
kullanılan teçhizat, gerekli emniyet tedbirleri, prosesin uygunluğunun kontrolü hakkında
bilgi verilecektir.
3-1
Jet Revizyon Müdürlüğü
Mekanik Temizleme
1
PROSESİN ADI
Mekanik temizleme
2
PROSESİN AMACI
Mekanik temizleme yöntemleri :
4 Yüzeyde ki kirlenmeleri temizlemek,
4 Kaplama için yüzeyin pürüzlendirilmesi,
4 Yüzey düzensizliklerinin giderilmesi,
4 Belirlenmiş yüzey düzgünlüğünün sağlanması,
4 Kaplama sökülmesi amaçlarıyla kullanılır [4].
3
PROSESİN GENEL / DETAYLI TANITIMI
3.1
Kuru / Islak Kumlama
Mekanik temizlemenin bir çeşidi, parçalar üzerindeki karbon birikintilerini ve
oksit tabakalarını sökmek için mekanik kuvvet veya yüksek basınçlı hava akımı ile savrulan
kuru organik yada inorganik parçacıkların basınçla parça üzerine püskürtülmesi esasına
dayanan kuru kumlama adı verilen yöntemdir.
Diğer bir yöntem ise su içerisine karıştırılan aşındırıcı taneciklerin yüksek
basınçla oksit tabakasını kaldırmak için parça yüzeyine buhar şeklinde püskürtülmesi
esasına dayanan ıslak kumlamadır [1].
Hava ile yapılan kuru kumlama, taşıyıcı olarak su kullanılmadığından daha fazla
aşındırıcı yüzeyle temas eder ve temizleme daha hızlı olur [3].
Aşındırıcı medya olarak :
4 Alüminyum Oksit (kuru veya ıslak olarak kullanılabilir),
4 Silikondioksit ( ıslak kullanılır),
4 Cam tozu (kuru veya ıslak kullanılabilir),
4 Meyve çekirdekleri : Ceviz ve pirinç kabuğu (Kuru kullanılır),
4 Plastik medya (kuru kullanılır) kullanılabilir [4].
4 Aşındırıcı medyanın seçiminde :
4 Sökülecek kirlerin tipi,
4 Gerekli olan yüzey düzgünlüğü,
4 Ölçüsel gereksinimler,
4 Parçanın ana metali, şekli ve delikleri göz önünde bulundurulacak faktörlerdir [4].
3-2
Jet Revizyon Müdürlüğü
Mekanik Temizleme
Kumlama işleminde kullanılan ekipmanlar :
4 Direk basınçlı ekipmanlar
4 Emmeli ( suction) ekipmanlar olarak ikiye ayrılır [4].
3.2
Vibratörlü Mekanik Temizleme
Mekanik temizleme yöntemlerinden birisi olan vibratörlü temizlemede, içerisinde
aşındırıcı madde, su ve temizleme solüsyonu olan cihazda titreşim etkisiyle uçak motor
parçaları temizlenir. Temizleme işleminin yanı sıra çapak alma, polisaj yapma amaçlarıyla
da vibratörlü temizleme kullanılabilir [5].
Vibratörlü temizleme için parametreler; aşındırıcı medyanın kompozisyonu, şekil
ve ölçüsü, cihazın frekansı ve genliği, kullanılan su ve temizleme solüsyonudur [5].
Aşındırıcı medya çok farklı şekil, ölçü ve derecelerde olabilir. Yaygın kullanılan
bazı aşındırıcılar :
4 Doğal : Korindon, grafit, kireçtaşı vb.,
4 Sentetik : Alüminyum oksit ve silisyum karbür,
4 Çelik, içerikliler şeklinde sınıflandırılabilir [5].
İşlem için kullanılacak aşındırıcının şekil ve ölçüsü de önemlidir. Büyük ve ağır
aşındırıcılar küçük ve hafif olanlardan daha ucuz, uzun ömürlü ve hızlıdır ancak küçük
olanlar daha iyi bir temizleme sağlar ve alüminyum, magnezyum gibi demir olmayan
malzemelerde deformasyonu minimize eder [5].
Parçaların medyaya oranı kritiktir. Örneğin 1:1 oranında, temizlenecek parçaların
birbirine temas ederek hasar verme olasılığı yüksektir; 4:1 oranında, daha az parça
temizleniyor olmasına rağmen işlem daha güvenle uygulanabilmektedir [5].
Vibratörlü temizleme uygulanırken en fazla aşındırıcı hareketine, köşeler,
kenarlardan sonra açıktaki yüzeyler maruz kalırken oyuklar aşındırıcı hareketinden çok
az etkilenir. Delikler ise hiç etkilenmez. Yani parçadaki deliklere vibratörlü temizleme
uygulanamamaktadır [4].
Temizleme solüsyonu olarak solventler ve asidik solüsyonlar kullanılmaz, bazik
solüsyonlar kullanılır. Vibratörlü temizleme cihazının uzun süre güvenle kullanılabilmesi
için 1000F’ın üzerine çıkılmaması gerekmektedir [6].
3.3
Ultrasonik Temizleme
Ultrasonik temizleme, bir temizleme solüsyonunda yüksek yoğunlukta ki ses
dalgalarıyla oluşan küçük baloncukların patlaması ile meydana gelen kavitasyon yada
soğuk kaynama denilen bir olaydan ibarettir. Ses metal gibi elastik bir ortamdan
geçtiğinde, ses enerjisi ve ortamdaki titreşim aynı hızdadır. Ama sıvı elastik olmayan bir
ortamdır. Ses içinden geçtiğinde sıvıda kırılmalar ve kabarcıklar oluşur ki bunlar hemen
dağılan küçük vakum paketleri meydana getirir. Binlerce kabarcığın hızla içe çökelmesiyle
3-3
Jet Revizyon Müdürlüğü
Mekanik Temizleme
hızlı ve kuvvetli bir temizleme hareketi oluşur. Ayrıca tankın bütününde kabarcıklar
oluştuğu için; kör delikler, çatlaklar ve diğer ulaşılması zor olanlar bile temizlenir.
Ultrasonik temizlemede etkili faktörler :
4 Sıcaklık,
4 Viskozite,
4 Yoğunluk,
4 Çözünürlük,
4 Frekans,
4 Buhar basıncı,
4 Türbülans,
4 Katı yüzdesi,
4 Çözünmüş gazlar şeklindedir.
Limitler dahilinde sıcaklık arttıkça temizleme etkisi artar. Düşük viskoziteli ve
düşük yoğunluklu sıvılar tercih edilir. Temizleme mayisinin içindeki katı yüzdesi belirli
periyotlarla kontrol edilmelidir. Solüsyonda oluşan katı kirlilikler temizleme etkisini
azaltır. Bu sebeple ultrasonik temizleme sistemlerinde filtreler mevcuttur. Çözünmüş
gazlar oksijen (O2) ile birleştiğinde olumsuz yönde etkirler.
Ultrasonik temizleme ünitesi üç ana bölümden oluşur:
4 Jeneratör, yüksek frekansta enerji üretir.
4 Transducer, elektriksel impulsları yüksek frekanslı ses dalgalarına dönüştürür. Bu
ses frekansı öyle büyüktür ki insan kulağı duyamaz.
4 Temizleme tankı, gerekli olan yardımcı ekipmana sahiptir.
Ultrasonik temizleme işlemlerinde temizlenecek parçanın solüsyonun bulunduğu
tankta merkezi bir konumda yerleştirilmesine, parçaların bulunduğu sepetin caraskalda
asılı bırakılmamasına, temizlenecek parçaların sepette birbirinin üzerine konulmamasına
da dikkat edilmelidir [4].
Diğer mekanik temizleme metotları arasında :
4 Yüksek basınç su jeti ile temizleme,
4 Kuru buzla kumlama,
4 Soda ile kumlama,
4 Parça yıkama makinası ile temizleme sayılabilir.
3-4
Jet Revizyon Müdürlüğü
Mekanik Temizleme
3.4
Yüksek Basınç Su Jeti
Yüksek basınçlı hava için 2000 psi, 20000 psi, 40000 psi, 60000 psi olmak üzere
dört kademe vardır. 2000 psi’lık basınç silikon rubber’ların sökülmesinde kullanılır. Basınç
40000-60000 psi’a çıktığında parça dönerken nozul sabit kalır ve bu şekilde kaplama
sökülmesi işlemi gerçekleştirilir [4].
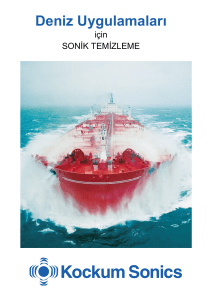
Su jeti temizleme teknolojisi, motor revizyonunda yaygın olarak kullanılmaktadır.
Ana metalin minimum kaybı ile kaplama sökülür. Kimyasal yöntemlerden daha hızlı
mekanik proseslerden daha güvenilir olan su jeti teknolojisi çevreye dosttur ve sökülen
kaplama tek atıktır pek çok sistemde atık sıfırdır [7].
3.5
Kuru Buzla Kumlama
Kuru buzla kumlama; grafit, alüminyum kaplamaların ve boyaların sökülmesinde
başarılı olmuş bir sistemdir. Sıcak kısım parçalarında oksitlerin sökülmesinde de
kullanılır. Ana metale zarar vermeyen bir yöntemdir [4].
Kuru buzla temizleme yönteminin temel özelliği havada % 0.03 oranında bulunan
CO2 gazının kullanımına dayanır. Karbondioksit gazı atmosferde normal koşullarda
-78 0C'lik bir soğukluğa sahiptir. Bu gaza belli bir sıcaklık verildiğinde gaz formundan
uzaklaşarak katılaşır. Gazın bu hali kuru buz olarak tanınır. Buz üretim makinası
gözeneklerine püskürtülen CO2 gazı, belli bir ısı verilerek kuru buza dönüştürülür, bu
şekilde elde edilen kuru buz 100-300 m/s'lik bir basınçla temizlenecek yüzeyin üzerine
püskürtülür. Kuru buzun infilak kombinasyonundan açığa çıkan kinetik enerji sayesinde
kirli yüzeyler temizlenmiş olur.
Yöntemle çevreye zarar veren organik çözücü maddeler ile halojenik
hidrokarbonlar devre dışı bırakılmış olur. Geriye sadece katmanların ve kirlerin
sökülmesi ile ortaya çıkan az miktarda atıklar kalır.
Ancak genel olarak görülebilen yüzeyler temizlenir. Çok derin oyuklar, dar ve
derin yivler temizlenemez [8].
3.6
Sodayla Kumlama
Soda sağlığa zararsız, suda çözünür, beyaz bir tozdur, gıda kalitesindedir, aynı
zamanda kokusuz, alev almayan bir malzemedir. Proses, sodanın belirli bir basınçla
temizlenecek yüzeylere püskürtülmesi ile gerçekleştirilir. Sistem düzgün veya girintili,
sert veya yumuşak yüzeylerden kir, pas, yağ, gres, karbon ve boyayı çıkarmak için
kullanılır. İşlem esnasında gaz çıkışının gerçekleşmediği proses, çevreye dosttur.
3.7
Parça Yıkama Makinası
Parçalar sepete yerleştirilerek kapağı kapatılır, parçaların şekline göre yaklaşık
30 dakika çalıştırılarak proses gerçekleştirilir. Çevreye saygılıdır.
3-5
Jet Revizyon Müdürlüğü
Mekanik Temizleme
4
4.1
JET REVİZYON MÜDÜRLÜĞÜNDE MEKANİK TEMİZLEME
Uygulama Alanı
Jet Revizyon Müdürlüğünde uçak motor parçalarına uygulanan revizyon
işlemleri esnasında yüzeyde ki kirlenmeleri temizlemek, kaplama için yüzeyin
pürüzlendirilmesi, yüzey düzensizliklerinin giderilmesi, belirlenmiş yüzey düzgünlüğünün
sağlanması ve kaplama söküm işlemlerinin gerçekleştirilmesi amacıyla mekanik temizleme
yöntemleri uygulanır. Kuru ve ıslak kumlama prosesleri kumlama atölyesinde
gerçekleştirilirken ultrasonik ve titreşimli temizlemeler kimyasal temizleme atölyesinde
gerçekleştirilmektedir.
4.2
Uygulama Esnasındaki Ortam Koşulları
Ortam şartları MIL-STD-1472D esas alınarak düzenlenmektedir. Mekanik
temizleme işlemleri esnasında sıcaklık, aydınlatma ve havalandırma ile ilgili koşullar
sağlanmış olmalıdır. 18-27 0C arasında sıcaklık, 325-540 Lux arasında aydınlatma
değerleri sağlanmalı, kumlama tozları ve ultrasonik temizleme işlemi içinse kimyasal
buharlarının çalışma alanına yayılmasını önleyecek bir havalandırma sistemi bulunmalıdır.
4.3
Uygulama İçin Gerekli Teçhizat / Ekipmanlar
Kuru ve ıslak kumlama işlemleri, kumlama atölyesinde gerçekleştirilmektedir.
Atelyede bulunan beş adet kuru kumlama ve bir tane ıslak kumlama tezgahında ihtiyaca
göre medya değiştirilerek kumlama işlemleri gerçekleştirilir.
Şekil 1
Kuru Kumlama Tezgahı
3-6
Jet Revizyon Müdürlüğü
Mekanik Temizleme
Ultrasonik ve vibratörlü temizleme işlemleri ise kimyasal temizleme atölyesinde
gerçekleştirilmektedir. Üç adet ultrasonik temizleme tankı, üç adette vibratörlü
temizleme tezgahı mevcuttur. İlaveten kimyasal temizleme atölyesinde iki adet ıslak
kumlama tezgahı da bulunmaktadır.
4.4
Proses Öncesi Yapılması Gerekenler
Proses öncesinde ihtiyaca göre parçalar maskelenir; ultrasonik temizleme
işleminde sepetlere, kuru ve ıslak kumlama ile titreşimli temizleme işlemleri için tezgaha
yerleştirilerek proses uygulamaya başlanır.
Şekil 2
Islak Kumlama Tezgahı
4.5
Emniyet Tedbirleri
Mekanik temizleme işlemleri esnasında dikkat edilmesi gereken emniyet
tedbirleri şöyle sıralanabilir :
4 Kumlanacak parça için teknik emirlerde verilen tanecik, hava basıncı, nozul
mesafesi ve nozul çapı değerlerine sadık kalınarak işlem gerçekleştirilir.
4 Kumlanacak motor parçasında özellikle korozyon artığı, yağ ve boya kalıntıları
olmamalıdır.
4 Kumlama tezgahında yeterli aydınlatma olmalıdır.
3-7
Jet Revizyon Müdürlüğü
Mekanik Temizleme
4 Kumlama tezgahındaki aspiratör, toz toplama kabini, petek ve süzgeçler temiz
olmalıdır.
4 Kumlanacak motor parçasında teknik emirlere bakılarak maske yapılacak sahalar
uygun bir aparat veya bantla kapatılarak işlem yapılmalıdır.
4 Kalınlığı 0.0625 inç’ten az olan saçlarda kumlama işlemi uygulanmamalıdır.
4 Kumlama malzemesi tozunun teneffüs edilmesinden kaçınılmalı ve ortamda yeterli
havalandırma sağlanmalıdır [9].
4 Basınçlı hava kullanıldığında basınç 30 psi’ı aşmamalı ve kullanan personel kendine
veya başkalarına basınçlı hava tutmamalıdır [9].
4 Tüm mekanik temizleme işlemlerinde prosesin gerektirdiği koruyucu melbusatlar
kullanılmalıdır.
4 Titanyum veya titanyum alaşımlarının kumlama ile temizlenmesinde kullanılan
ekipman, metal parçacıkların birikmesi nedeniyle oluşabilecek yangın tehlikelerini
önlemek için düzenli olarak temizlenmelidir [10].
Şekil 3
Titreşimli (Vibratörlü) Temizleme Cihazı
3-8
Jet Revizyon Müdürlüğü
Mekanik Temizleme
4 İşletme güvenliği gerekliliklerinin haricinde teçhizat ve medya üreticilerinin
öngördüğü emniyet tedbirleri de alınmalıdır. Örneğin titanyum ve çelik alaşımları
plastik medya ile kumlandığında kıvılcım çıkacağı göz önünde bulundurulmalıdır
[10].
4 Ultrasonik temizleme işleminin uygulandığı cihazın doğru bir şekilde topraklanmış
olduğu kontrol edilmelidir [11].
4 Ultrasonik temizleme tankı, içerisinde temizleme solüsyonu yok iken
çalıştırılmamalı, temizlenecek parçaların hacmi tank hacminin üçte birini
aşmamalıdır [12].
4 Ultrasonik temizleme işleminde asidik yada solvent esaslı temizleme solüsyonları
kullanılmamalıdır [12].
4 Ultrasonik temizleme tankı çalışırken yada içerisinde temizleme solüsyonu varken
kesinlikle bakım yapılmamalıdır [12].
4 Ultrasonik temizleme
bırakılmamalıdır [12].
uygulanacak
parçalar
kesinlikle
tankın
dip
kısmına
4 Titreşimli temizleme işlemi esnasında değişik ölçü ve tipteki parçalar aynı
yüklemede temizlenmemelidir [13].
4 Aynı titreşimli temizleme cihazında çelik ve titanyum parçalar temizlenebilir
ancak farklı ana metaldeki parçalar için önce makine temizlenmeli, temizleme
çözeltisi ve medyası değiştirilmelidir [13].
Şekil 4
Ultrasonik Temizleme Cihazı
3-9
Jet Revizyon Müdürlüğü
Mekanik Temizleme
4.6
Prosesin Uygulama Adımları
Kuru/Prosesin uygulama adımları şöyledir :
4 İhtiyaca göre mekanik temizleme işlemi uygulanacak parçalara iş planlarında
belirtilen şekilde maskeleme işlemleri uygulanır,
4 Mekanik temizleme uygulanacak parçalar; ultrasonik temizleme işleminde
sepetlere, kuru ve ıslak kumlama ile titreşimli temizleme işlemleri için ilgili
tezgaha yerleştirilir,
4 Ultrasonik temizleme işleminde, belirlenen sıcaklığa ulaşıldıktan sonra çözünmüş
hava solüsyondan uzaklaştırılır, parçalar birbirine ve tankın dibine değmeyecek
şekilde düzenlenerek tanka daldırılır,
4 Uygulanacak proses için teknik emirlerde belirlenen parametrelere bağlı kalınarak
işlem uygulanır,
4 Islak kumlama, ultrasonik temizleme ve titreşimli temizleme prosesleri sonrası
suyla durulama, kuru kumlama işlemi sonrasında da hava tutularak parçada ki
medya yada solüsyon kalıntılarının giderilmesi işlemleri gerçekleştirilir,
4 Parça nemliyse atelye havası yada fırın kullanılarak parça kurutulur (özellikle
korozyona karşı hassas malzemelerde bu adım çok önemlidir),
4 Operatör parçanın gerekli olan temizliğe ulaşıp ulaşmadığını kontrol eder, şayet
istenilen temizleme derecesine ulaşılmışsa parça bir sonraki atelyeye giderken,
ulaşılamamışsa teknik emirde işlem tekrarı verilip verilmemiş olmasına bağlı olarak
işlem tekrarı yapılır.
4.7
Prosesin Uygunluğunun Kontrolü
Prosesin uygunluğunun kontrolü mekanik temizleme işlemini gerçekleştiren
operatör tarafından göz kontrolüyle yapılmaktadır.
4.8
Proses Bitiminden Sonra Yapılması Gerekenler
Proses bittikten sonra yeterli temizliğin sağlandığı parçalar iş kontrol
dokümanlarındaki diğer adımların uygulanabilmesi için bir sonraki atelyeye giderken,
istenilen temizlemenin sağlanamadığı parçalarda teknik emirler baz alınarak işlem tekrarı
uygulanabilir.
4.9
Kapasite
4 Boyut : Kumlama atölyesinde bulunan kuru kumlama tezgahlarında maksimum 120
cm boy 120 cm genişlik ölçülerine sahip motor parçaları kumlanabilirken kumlama
ve temizleme atölyelerinde bulunan ıslak kumlama tezgahlarındaysa 120 cm boy
100 cm genişliğinde parçalara işlem uygulanabilmektedir. Kimyasal temizleme
atölyesinde bulunan ultrasonik temizleme tanklarının ölçüleri ise 18in-30in-46in
ve 20in-16in-18in şeklindedir. Ölçülerinden de anlaşılacağı üzere ultrasonik
temizleme prosesi ancak küçük ebatlara sahip motor parçalarına
uygulanabilmektedir.
3 - 10
Jet Revizyon Müdürlüğü
Mekanik Temizleme
4.10 Kullanılan Tezgahın Özellikleri
Jet Revizyon Müdürlüğü kumlama atölyesinde bulunan beş adet kuru kumlama
tezgahı emmeli tiptedir. Tezgahlar manuel çalışmakta ve 70-120 psi arası hava basıncı
kullanmaktadır. Kimyasal temizleme ve kumlama atölyelerinde bulunan ıslak kumlama
cihazları da manuel ve 70-120 psi arası hava basıncıyla çalıştırılmaktadır. Ultrasonik
temizleme tankları ve vibratörlü temizleme cihazlarıysa kimyasal temizleme atölyesinde
bulunmaktadır.
3 - 11
Jet Revizyon Müdürlüğü
Mekanik Temizleme
REFERANSLAR
[1]
Aykut G. (1993). 1.HİBM.K.lığında Uygulanan İleri Teknolojiler El Kitabı,
1. HİBM K.lığı
[2]
Çakır A. (1990). Metalik Korozyon İlkeleri ve Kontrolü, Ankara
[3]
Ay S. (1988). Korozyon Kontrol, 1. HİBM K.lığı
[4]
Hi-Tech Repair Training Manual F110 Engine Chemical Cleaning & Stripping
Training, (1998). USA
[5]
Fundamentals of Mass Finishing, 26.01.2004’te indirildi. İnternet :
http: // www.vibratoryfinishing.com
[6]
Instalaltion, Operation and Maintenance Spesifications for Vibro Energy
Finishing Mill Fmd-14LR, (1993). USA
[7]
Water Jet Cleaning Technology, Progressive Technologies (Firma Kataloğu)
[8]
Kuru Buzla Temizleme Yöntemi, Lang & Yüzer Otomotiv Yan Sanayi ve Ticaret A.Ş
[9]
PPCC 17, Kuru Kumlama Malzemelerinin Hazırlanması Proses Planı, (2002).
1. HİBM K.lığı
[10]
PPCP 17, Kuru Kumlama ile Temizleme Proses planı, (2002). 1. HİBM K.lığı
[11]
PPCC 19, Ultrasonik Temizleme Malzemelerinin Seçimi ve Temizlenmesi, (1989).
1. HİBM K.lığı
[12]
Operating Manual Ultrasonic Cleaning Equipment MG Series, USA
[13]
PPCP 20, Titreşimli Temizleme Proses Planı, (2003). 1. HİBM K.lığı
3 - 12