Malzemelerin Yüzey İşlemi
MEM4043 / 2016-2017 bahar
ön ve son işlemler
Prof. Dr. Gökhan Orhan
istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü
Temizleme
Yağ Giderme
Yüzey Şartlama
Ön İşlemler
Kaplama
Prosesi
Yıkama
Kurutma
Isıl İşlem
Son İşlemler
MMEM4043-Ön ve Son işlemler
Ön İşlemler
Mükemmel bir ön işlem zayıf bir kaplamanın hatalarını örtebilir ama
mükemmel bir kaplama zayıf bir ön işlemin hatalarını örtemez….
MMEM4043-Ön ve Son işlemler
Ön İşlemler
MMEM4043-Ön ve Son işlemler
Ön İşlemler
Kaplamanın esas metale (taban/altlık) yapışabilmesi için tabanın
son derece temiz olması yüzeyin herhangibi bir oksit tabakası
veya film tabakası içermemesi gerekmektedir.
Kirlilikler yüzeye yaptıkları bağlanma türüne göre :
Fiziksel olarak bağlanmış
• Kimyasal olarak bağlanmış
•
şeklinde sınıflandırılır.
MMEM4043-Ön ve Son işlemler
Ön İşlemler
Fiziksel Olarak Bağlanmış
Kirlilikler
Kir, Pas, Metal tozu artıkları,
Parlatma/cilalama artıkları
Yağ, gres vb.
Kimyasal Olarak Bağlanmış
Kirlilikler
Yüksek sıcaklık oksit kalıntıları,
düşük sıcaklık mat filmler,
korozyon ürünleri, bozuk
kaplamalar
Biyolojik oluşumlar
MMEM4043-Ön ve Son işlemler
Prensip
Temizleme Yöntemi
Tel fırça ile fırçalama,
aşındırma, toz püskürtme
Kimyasal Solvent ile yağ giderme, alkali
temizleme
Mekanik
Prensip
Temizleme Yöntemi
asit veya alkali temizleme,
organik esaslı çözeltilerde
Kimyasal temizleme
Biyolojik aktiviteyi
engelleyiciler
Ön İşlemler
Mekanik İşlemle Temizleme : Metal artık ve pullarının temizlenmesinde
kullanılan yöntemleri içerir. Zımparalama, fırçalama, parlatma, vibrasyonla
temizleme, kumlama, buhar ve alevle temizleme…
Genellikle ilk işlem olarak bilinir ancak kimi zaman çeliklerde olduğu gibi asitle
tufal temizleme sonrası parlatma yapılması örneğinde olduğu gibi ilk işlem
sonrası uygulanabilir.
Vibrasyonla çapak alma yönteminde
yüzey pürüzlülüğünün giderilmesi
aşındırıcı taşlar vasıtasıyla
yüzeylerin mekanik taşlanması
şeklinde gerçekleşir.
MMEM4043-Ön ve Son işlemler
Ön İşlemler
Eski kaplamaların ve yüksek sıcaklıkta oluşan oksit tabakasının
giderilmesinde kumlama en etkin yoldur. Kullanılacak kum yuvarlak değil
köşeli tane yapısına sahip olmalıdır. Yuvarlak tane yapısına sahip kumlar
taban malzemesinde yorulma direncini düşürmektedirler.
MMEM4043-Ön ve Son işlemler
Ön İşlemler
Alkali temizleme : Alkali temizleme banyosu yüksek pH değerlerinde
gerçekleşen bir işlemdir. Farklı banyolar mevcuttur.
180 g/L NaOH
120 g/L NaCN
+
80 g/L
Kompleks yapıcılar
180 g/L NaOH
40 g/L Na2SiO3
+
5 g/L Na3P3O10
4 g/L Na2CO3
MMEM4043-Ön ve Son işlemler
+
+
40-45 °C
1 g/L yüzey
aktif madde
Ön İşlemler
Solvent Yağ Giderme:
Yağ ve gres benzeri kirliliklerin çözündürülmesinde organik solventler
kullanılmaktadır. Yüzeyde hapsolmuş kir,yağ,pas gibi pislikler yüzeyden
uzaklaştırılarak bir çamur veya emülsiyon haline getirilir.Kullanılan solventler :
alifatik solventler (aseton, eter vb) az kokulu, tutuşabilir, düşük yoğunluklu, az
zehirleyici vu ucuzdur. Orta dereceli çözme kabiliyetine sahiptir.
aromatik solventler (benzen, toluen) çok kokulu, kolay tutuşabilir , zehirleyici,
düşük yoğunluklu ve orta maliyetlidir. Çözücülüğü yüksektir.
klorlu alifatikler (triklor eten, perklor etilen,metil kloroform,metilen kloruri
karbon tetra klorür) orta kokulu, kolay tutuşmayan,çok zehirleyici, yüksek
yoğunluklu ve pahalı kimyasallardır. Yağ çözme kabiliyeti mükemmeldir. Basit
yağ almada triklor etilen (CCl2=CHCl) yada perklor etilen (CCl2=CCl2). EEski
boyaların giderilmesinde ise metilen klorur (CH2Cl2) kullanılmaktadır.
MMEM4043-Ön ve Son işlemler
Ön İşlemler
MMEM4043-Ön ve Son işlemler
Ön İşlemler
Elektrolitik Alkali Temizleme : Kaplama öncesi son alkali temizleme olarak
uygulanır.
Anodik Temizleme :
temizlenecek malzeme anot
olarak asılır :
Katodik Temizleme :
temizlenecek malzeme katot
olarak asılır :
4OH-
4H2O+4e-
2H2O +O2+4e-
4OH- +2H2
Kullanılan çözelti 50-100 g/L NaOH ve Uygulama sıcaklığı : 60-90 °C
Periyodik Ters Akım: Yaygın olarak özellikle çelik esaslı malzemelerin
temizlenmesinde kullanılır. Temizleme süresince malzeme periyodik
olarak anodik ve katodik olarak yüklenir.
(10 s anodik/10 s katodik).
Düşük Karbonlu
Çelik
Alaşımlı Çelik
Paslanmaz Çelik
5-10
3-5
5-8
Akım Yoğunluğu
(A/dm2)
MMEM4043-Ön ve Son işlemler
Ön İşlemler
Asidik Temizleme : yüzey notralizasyonu…
Asit Çözeltisi
Konsantrasyon
İşlem Şartları
1
HCl
%20-85
Oda Sıcaklığı
2
H2SO4
%5-15
50-80°C
3
H2SO4
%%4-16
50-65°C
4
HCl + HNO3
%20-85+ %1-5
Oda Sıcaklığı
5
H2SO4 + KNO3
22 g/L + 22.5 g/L
70°C
Düşük karbonlu çeliklerde;
pas veya fazla dirençli olmayan metal pulları
Ağır ve yapışkan metal pulları
2
1
3
Kararmış, sırlı, yanmış yağ ve ya benzeri izleri
4
Yüksek karbonlu, ısıl işlem görmüş, ve düşük alaşımlı çelikler
MMEM4043-Ön ve Son işlemler
5
Ön İşlemler
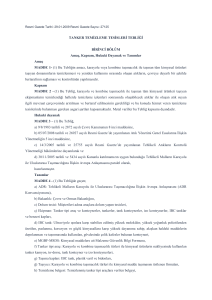
Ultrosonik Temizleme : Temizlemek etkisini arttırmak için insan kulağının
işitemeyeceği (>25 kHz) frekansa sahip ses dalgalarının kullanıldığı bir
yöntemdir. Temizleme çözeltisinin oluşturduğu yüksek frekanstaki
vibrasyonların fiziksel, temizleme çözeltisinin de kimyasal esaslı bir temizlik
yapmaktadırlar.
NORMAL HAVA KABARCIĞI
ULTRASONİK KAVİTASYON KABARCIĞI
POZİTİF BASINÇ YÜKLÜ,
NEGATİF BASINÇ YÜKLÜ
DÜŞÜK ENERJİLİ KABARCIK YÜKSEK ENERJİLİ KABARCIK
MMEM4043-Ön ve Son işlemler
Uygulama sırasında ultrasonik
dalgalar çözelti içerisinde yüksek
ve düşük basınçlı alanlar
yaratarak bir kavitasyon meydana
getirir. Her kavitasyon parça
yüzeyine çarparak sayısız mikro
fırça etkisi oluşturur ve kiri
uzaklaştırır.
Yöntem özellikle kompleks yapılı
parçaların yada çok küçük
parçaların, birbiri içine geçmiş
grift parçaların temizlenmesinde
kullanılır.
Ön İşlemler
Yüzey Şartlama / Dekapaj / Dağlama:
Bir kaplam öncesi ön hazırlık işlemi olan dağlama üç nedenle yapılır:
• yüzeydeki organik esaslı bileşenlerin uzaklaştırılması
• korozyon veya oksit tabakasını yüzeyden uzaklaştırmak
• yüzey aktifleştirilmesi / şartlanması
Dağlama, esas itibarıyla kimyasal ve elektrokimyasal olmak üzere iki farklı
şekilde uygulanır.
Özellikle bakır, krom, nikel gibi her türlü kaplama öncesinde kaplamanın
taban malzemesine maksimum oranda yapışmasını sağlamak ve kaplama
sonrası yüzeyi korozyondan maksimum oranda korumak amacıyla
uygulanır.
Yüzey şartlama esas itibarıyla asidik veya bazik temizleme işlemine
benzer.
MMEM4043-Ön ve Son işlemler
Ön İşlemler
Atık Gaz
Parça
Kimyasallar
Asidik / Bazik
Temizleme
Yüzey Şartlama
Enerji
Katı
Atık
MMEM4043-Ön ve Son işlemler
Sıvı Atık
Dağlanmış yarı
ürünler
Temizleme
Yağ Giderme
Yüzey Şartlama
Ön İşlemler
Kaplama
Prosesi
Yıkama
Kurutma
Isıl İşlem
Son İşlemler
MMEM4043-Ön ve Son işlemler
Son İşlemler
Kaplama işleminden (elektrokimyasal veya kimyasal kaplamalar) çıkan
parçaların ve ön işlemden çıkan parçaların üzerinde kimyasal film tabakası
mevcuttur ve bu film takası bir sonraki işlemin başarısı için veya parçanın
uzun süre bozulmadan kalabilmesi ve sağlık açısınsan tehdit oluşturmaması
için yıkanması üzerindeki kimyasallardan arındırılması gerekmektedir.
Yıkama işleminin derecesini belirlemede yıkama kriteri (Sk) kullanılır.
C o : Proses banyosundaki konsantantrasyon [g/L]
Cn : Son Yıkama banyosundaki konsantantrasyon [g/L]
Sk değerinin örneğin 1000 olması uzaklaştırılması istenen kimyasalın
proses banyosunda 100 g/L, son yıkama suyunda 100 mg/L
bulunması demektir.
MMEM4043-Ön ve Son işlemler
Son İşlemler
Sk değerleri:
Elektrolitik Alkali Temizleme : 500-1000
Dağlama :500-3000
Asidik –Bazik Temizleme : 100-1000
Ultrosonik Temizleme : 500-700
Bakır Çinko Kalay Nikel Kaplamalar: 1000-5000
Siyanürlü Kaplamalar : 10.000
Yüksek Teknolojik Kaplamalar : 100.000!
MMEM4043-Ön ve Son işlemler
Son İşlemler
Kademe sayısı
Yıkama suyu miktarı l/h
Sürüklenen/Taşınan
çözelti miktarı l/h
MMEM4043-Ön ve Son işlemler
Son İşlemler
V (Sürüklenen/taşınan Çözelti Miktarı) :
Yıkama prosesinde yıkanan parçanın üzerinden taşınan çözelti miktarıdır.
Prosesin başlangıcından (1.Proses Banyosu) son noktaya kadar (son yıkama
suyu) yıkanan parça üzerinden taşınan çözeltidir.
Bu büyüklüğün mümkün olabilecek en küçük değeri alması istenir, böylece
yıkama suyu miktarı sabit kalarak yıkama kriteri (Sk) değeri artar. Yada
sabit bir yıkama kriteri için yıkama suyu (Q) miktarı azalmaktadır.
V değeri, parça geometrisi, parçanın
yıkama banyosunda kalma süresi,
banyonun hidrodinamik şartları başta
olmak üzere birçok parametreye bağlı
olarak değişir.
Genellikle 100-200 ml/m2 değerleri arasında kabul edilir.
MMEM4043-Ön ve Son işlemler
Son İşlemler
MMEM4043-Ön ve Son işlemler
Son İşlemler
MMEM4043-Ön ve Son işlemler
Son İşlemler
MMEM4043-Ön ve Son işlemler