Toplam Verimli Bak*m (TPM)
advertisement
")
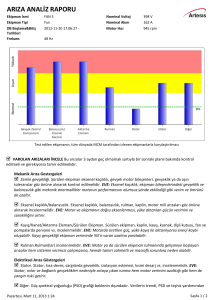
Toplam Verimli Bakım (TPM) 5S Kalite İyileştirme Yöntemleri TPM tanımı Toplam verimli (üretken) bakım (TPM) Amerikan tarzı koruyucu bakılımın modifiye edilip Japon endüstrisince uygulandığı şeklidir. TPM, bir Japon yönetim sistemini gösterir. Japonya’daki TPM gelişmesi dört aşamada incelenir: • Aşama: Arıza bakım (1950 yılları öncesinde) • Aşama: Koruyucu bakım (1950’li yıllarda) • Aşama : Üretken bakım (1960’lılarda) • Aşama: Toplam verimli bakım (1970’li yıllarda gelişti) TPM, günlük üretim faaliyetlerin içerisinde, çalışanların tamamının katılımını gerektiren, otonom bakımı öngören, arızaları önleyen, ekipman etkinliğini en üst düzeye getiren bir bakım yaklaşımıdır. Mevcut ekipman ve üretim alanı ile ilgili kayıpları önleyen ve 5 “sıfır” (sıfır kaza, sıfır arıza, sıfır küçük duruş, sıfır hata ve sıfır hurda) hedefine ulaşacak kusursuz bir sistem kurulmasını sağlar. TPM tanımı Kısaca TPM • Günlük üretim faaliyetleri içinde, çalışanların tamamının katılımını gerektiren • Operatöre üzerinde çalıştığı tezgah veya ekipmanın otonom (kendi kendine yeten) bakım sorumluluğunu da getiren, • Arızaları önleyen, • Ekipman etkinliğini en üst düzeye çıkaran, bir yaklaşımıdır. TPM’in temel unsurları TPM’in temel unsurları 8 tanedir: • Odaklanmış iyileştirmeler (Kobetsu Kaizen): 16 büyük kaybın analizi ve kayıpların ortadan kaldırılması • Otonom bakım (Jishu-Hoizen): Operatörlerin 7 adımda "Otonom Bakim” uygulamaları • Planlı bakım: Zaman Bazlı ve Kestirimci Bakimin, ariza ve bakim maliyetlerinin en aza indirildiği bir dengeye ulaştırılması. “Sıfır Arıza” nın sağlanması • Eğitim: Çalışanların operasyonel, bakim, kalite, is güvenliği, temizlik ve hijyen konularındaki bilgi ve becerilerinin geliştirilmesi TPM’in temel unsurları • Erken Ekipman/Erken ürün yönetimi: Yeni ekipman ve ürünlerin devreye alınmasında MP arşivi yardımı ile kayıpların ortadan kaldırılması. Ömür boyu maliyet (Life Cycle Cost)’un en aza indirilmesi. • Kalite bakım: Hatlarda ekipman bakımı ile “sıfır kusurlu ürün”e ulaşılması • Ofis TPM: Ofislerde ve endirekt çalışma alanlarında verimliliğin arttırılması • İşçi Sağlığı & İş güvenliği ve Çevre v& Hijyen: “Güvenli ve Çevreye Saygili” bir çalisma ortami saglanmasi. “Sifir Kaza”ya ulasilmasi TPM hedefleri • Rekabet gücünü arttırmak • Kolay çalışılan yüksek performanslı bir iş yeri yaratmak • Kaliteyi üretim prosesinin içinde üreterek müşterilerin güvenebileceği ürünler üretmek • Kayıplar ve israfların tümünün yok ederek maliyetleri azaltmak ve maksimum verim elde etmek • Planlanan faaliyetleri tam uygulanmasını sağlamak ve tüm çalışma yöntemlerinin belirli olduğu işyeri oluşturmak • 5S’in uygulandığı temiz ve düzenli işyeri oluşturmak Otonom bakım Otonom bakım, operatörlerin bakım departmanından bağımsız olarak kendi ekipmanlarının bakımında (kendi kendilerine yeterli) rol almaları için düzenlenen aktiviteleri kapsar. Geleneksel olarak, üretim atölyeleri, makinelerle ilgili her şeyin bakım departmanının sorumluluğu altında olduğu varsayımıyla çalışırlar. Fakat bu yaklaşımla arıza ve hatalardan kaçınılamaz. TPM, ekipman operatörlerini otonom bakım konusunda eğiterek arıza ve hataları yavaş yavaş yok eder. Otonom bakım uygulama adımları Otonom bakım 7 adımda uygulanır: • Ön temizlik ve kontrol: Makine ve teçhizattaki toz ve pisliğin yok edilmesi, yağlama ve sıkma işlemlerin yapılmasıdır. Toz ve pislik kaynağında tespit edilir. • Problemin kaynağında önlemler alma: toz ve kir kaynağında giderilir. Temizlenecek veya yağlanacak bölgelere ulaşmak kolaylaştırılmalıdır, temizlik ve yağlama için gerekli zaman kısaltılmalıdır. • Temizlik ve yağlama standartlarının oluşturulması: kısa aralıklarla uygulanabilecek temizlik, yağlama ve sıkma standartları oluşturulur bu işlemlerin yapılabilmesi için gerekli zamanlar belirlenir. Otonom bakım uygulama adımları • Genel muayane: muayene ihtiyaçları doğrultusunda muayene yeteneklerini geliştirmek için eğitim programı uygulanır. Genel muayenelerle ufak kusurlar belirlenir ve düzeltilir • Otonom muayene: otonom bakım listeleri hazırlanır ve uygulamaya konulur. • Düzen ve organizasyon (Standartlaşma): İşyeri çalışma ilkeleri geliştirilir ve uygulanır. • Tam otonom bakım: şirket hedefleri geliştirilir, sürekli iyileşme faaliyetleri devam ettirilir, arıza kayıt ve analizlerinden yararlanılarak gerekli önlemler uygulamaya konulur. Kayıplar Ekipman etkinliğini etkileyen 8 kayıp: • Arıza • Set-up ayar ( model değisimi) • Takım değişimi • Başlangıç • Küçük duruş ve boşta bekleme • Hız • Hata ve tamir • Kapatma Kayıplar İşgücünü etkinliğini etkileyen 5 kayıp: • Yönetim • Üretim hareket • Hat organizasyon • Lojistik • Ölçme ve ayar Kayıplar Malzeme ve enerji etkinliğini etkileyen 3 kayıp: • Enerji • Ürün • Ekipman( kalıp ve el aletleri) Genel ekipman verimliliği (OEE- Overall Equipment Efficiency) • OEE – Genel Ekipman Verimliliği (OEE) TPM’ in en önemli göstergesidir. Bütün makine teçhizat için hesaplanmalıdır. OEE, kullanılabilirlik (K), performans oranı (PO) ve kaliteli ürün oranı (KÜO) şeklindeki üç çarpanın çarpılması ile hesaplanır. • OEE = K x PO x KÜO OEE • Kullanılabilirlik (K): Duruşları dikkate alır: Makinaların bakımlılık seviyesini ve iş yetkinliğini gösterir. Makinaların, arıza kayıpları ile ölçü değişimi, ayar kayıplarını içerir. • Performans oranı (PO): Makinaları kullanma etkinliğini gösterir. Makine veya malzemedeki olumsuzluklardan kaynaklanan çalışma zorluklarının neden olduğu kısa süreli duruşlar ile makinanın tanımlanan ve gerçekleşen çalışma hızları arasındaki farktan kaynaklanan kayıpları içerir. • Kaliteli ürün oranı (KÜO): proseslerin kontrol altında olması ve kalitenin ilk defada elde edilmesi yeteneğini gösterir. Kusurlu ürün kayıpları ile makinanın düşük verim kayıplarını içerir. TPM uygulama adımları • • • • • • • • • • • • TPM Uygulanacağının İlanı TPM Konusunda Tanıtım ve Eğitim Faaliyetinin Başlatılması “TPM Ofisi” nin Oluşturulması TPM Konusunda Hedef, ve Politikaların Belirlenmesi Master Plan ve Organizasyonun Hazırlanması TPM Başlama Vuruşu (Kick – off) Üretim Verimliliğini Arttırıcı Sistemlerin Kuruluşu Yeni Makina ve Techizat / Yeni Ürün Devreye Alma Yeteneklerin Geliştirilmesi Kalite Bakım “Hinshitsu-hozen” Sisteminin Kurulması Ofis TPM: TPM’i Endirekt İşlerde ve Ofiste Uygulamak Hijyen, İşçi Sağlığı ve İş Güvenliği, Çevre Koruma Konularında TPM TPM’in Tam Uygulanması TPM ÖDÜLÜ için BAŞVURU TPM yararları • • • • • • • • Rekabette artış Maliyette azalma Taleplere hızlı cevap verme Daha iyi bir çalışma ortamı “Sıfır Kaza” ya ulaşma Temizlik ve düzen Bölümler arası işbirliği Bilgi paylaşımı 5S Tanımı Japonca • SEIRI (Ayıklama), • SEITON (Düzenleme), • SEISO (Temizlik), • SEIKETSU (Standartlaştırma) ve • SHITSUKE (Eğitim – Disiplin) kelimelerin baş harflerinin birleştirilmesi ile ifade edilen bir Toplam Kalite tekniğidir. 5S • 5S, işletmelerdeki düzen ve disiplini sağlamak için kullanılan hem basit, hem de işletmenin en küçük ayrıntılarının denetimini sağlayan ve diğer iyileştirme çalışmalarının temelini oluşturan bir sistemdir. Ayrıca 5S sistemi işyerini organize ve standardize eden, sistematik bir yaklaşımdır. 5S • 5S teknikleri normalden sapmaları, çok hızlı tespit etmeyi ve zaman içinde süreçleri sürekli iyileştirmeyi sağlar. Görsel ve açık biçimde neyin normal olduğunu ortaya konduğunda anormal koşullar çalışanlar tarafından daha iyi saptanabilecektir. 5S’in üreticiye sağladığı yararlar • • • • • • • • Makine arızalarında azalma Verimlilikte artış İsrafta azalma Ayar zamanında azalma İş güvenliğinde artış Devamsızlıkta azalma Motivasyonda artış Karda artış 5S’in müşteriye yararları • • • • • • • Tam zamanında performans Dağıtım performansında artış Fiyatta düşme Döngü zamanında azalma Üretici – müşteri ilişkisinde iyileşme İsteklere karşı tepkide hızlanma Artan müşteri taleplerinin karşılanması 5S’in çalışanlara yararları • • • • Yaratıcılıklarını sergileyebilme, Bakış açılarını genişletmesi, Kendilerini yönetebilmeleri, ve Alışkanlıklarını gözden geçirebilme imkanı sağlayacaktır. SEIRI (Ayıklama – Sınıflandırma) SEIRI hedef alandaki tüm eşyaların sınıflandırılmasıdır. Gereksiz veya yanlış yerdeki eşyaları çalışma alanından ayrılır. Amaç gerekli olan şeyleri, gereksiz olan şeylerden ayırarak gerekli olanları elden geldiğince az sayıda ve uygun yerlerde bulundurmaktır. SEIRI (Ayıklama – Sınıflandırma) • Uzun süre ihtiyaç duyulmayacak ancak lazım olur düşüncesiyle saklanan bir çok eşya veya malzeme zamanla artarak çeşitli problemlere ve çöpe yol açmaktadır. Eşyaları saklamak önemli olduğu kadar yeri geldiğinde onlardan kurtulmak da o kadar önemlidir. Burada neyin atılacağını; neyin nasıl saklanacağını ve saklananlara daha sonra nasıl ulaşılacağını bilmek önemlidir. Sınıflandırma Sınıflandırma • Kullanım sıklığına • Kullanıcısına • Kullanım yerine göre yapılır. SEIRI (Ayıklama – Sınıflandırma) • Eşyalar gereksiz ise çöp mü yoksa değerli bir atık mı olduğuna bakılır ve ona göre ortadan kaldırılır. • Eşyalar gerekli ise kullanım sıklığına bakılır. Kullanım sıklığı yüksekse saklanır değilse değerli olup olmadığına bakılarak uzaklaştırılır. Ayıklama adımları • Gerekli olanları gereksizlerden ayrılır • Gereksizler çalışma sahasından uzaklaştırılır – Hiç kullanılmayacak olanlar atılır – Kullanılmayacaklar depolanır. • Fazlalık olarak düşünülen tamamlanmış ürünler, araç-gereç, aletedavat, hammadde çalışma sahasından uzaklaştırılır. • Gereksiz olan, kurtulmak istenilenlere kırmızı renkli etiket koyulur • Çalışanların büyük çoğunluğu tarafından kullanılacak olanlar ortak bir sahada depolanır • Ortak depo sahasını düzenleyecek ve yönetecek bir kişi görevlendirilir • Yalnızca tek kişinin gereksinim duyduğu malzemeler kişisel çalışma sahasında depolanır • Çalışma / depolama sahası düzenlenir Kırmızı Etiket • Kırmızı etiket görsel olarak gereksiz malzemeleri tanımlar. Etiket anımsatıcı olarak rol oynar ve o eşya ile ne yapılacağına karar verilirken onun hakkındaki bilgileri belgelemek için bir yer sağlar. Kırmızı etiket Kırmızı etiket tekniğinde 5 aşama vardır. • Kırmızı etiketlerin hazırlanması • Gereksiz eşyalara kırmızı etiketlerin iliştirilmesi • Kırmızı etiketli malzemenin geçici bir sahaya konulması • Kırmızı etiketli malzemenin değerlendirilmesi ve sonucuna karar verilmesi • Bu malzemelerden kurtulma SEITON (düzenleme – yerleştirme) İkinci S düzenle – yerleştir demektir. • Düzenleme yapılırken tüm kullanıcıların katılımı ile beraber, • Her malzemeye bir isim verilir. • Kullanım sıklığının tespiti için etiketlenir. • Kullanıma uygun biçimde yerleştirilir. Düzenleme Düzen için • Herkes, herşeyi aynı adla tanımalı • Herşeyi herkes aynı yerden alıp aynı yere bırakmalı • Ambarda her şeyin bir rafı olmalı • Aranılan 30 saniyede elde edilebilmeli ve 30 saniyede yerine konabilmeli • Gereksiz raf ve masa bulunmamalı • Temizlik için raf altları açık olmalı • Kablolar, hava kanalları, borular yerden yüksek bir yere monte edilmeli • Önemli yerlere alet ve takımları asacak yerler yapılmalı Yerleştirme SEISO (Temizlik) • Temizlikte amaç, temiz bir çalışma ve yaşama alanı oluşturmaktır. Çünkü toz, kir ve artıklar, dağınıklığın, disiplinsizliğin, verimsizliğin, hatalı üretimin ve iş kazalarının kaynağıdır. Herkes günlük yaşantısını geçirdiği, çalışma ve yaşama alanlarını kendi sağlığı açısından temiz tutma alışkanlığını kazanmak zorundadır. Hiç kimse kirlettiği yeri bir başkası temizlesin diye beklememelidir. Her zaman temiz çevrede yaşamak medenî bir insan olmanın ilk şartıdır. SEISO (Temizlik) • Belirli alanların temizliğinden sorumlu olanlar belirlenmeli ve isimleri uygun yere asılmalıdır. Temizlik yapacak personel eğitilerek, kendilerine hijyenik kurallar, insan sağlığı, toplu beslenme ve toplu yaşamın gerçekleştiği yerlerde temizlik yapılmadığı takdirde bulaşıcı hastalıkların yayılarak sağlığı tehdit edeceği, bunun da iş gücü kaybına sebep olacağı öğretilmelidir. SEISO (Temizlik) • Zaman zaman tüm personelin katılacağı 3 dakikalık bir 5S temizliği yapılarak hem çevrenin hem de çalışma alanının temizliği sağlanmış olur. SEISO (Temizlik) • Temizlik sayesinde yerlerde yağ, su, toz gibi maddelerin bulunmaması aynı zamanda iş kazalarında azalmalar sağlayacaktır. Temizlik işleminden önce yapılması gerekenler • Pislenmeye neden olan kaynaklar araştırılmalı, • Temizlenmesi gereken, ulaşılması zor olan yerler için önlemler alınmalı, • Neyin, kimin tarafından, ne ile temizleneceği kararlaştırılmalı, • İş Güvenliğine ilişkin uyarılar yapılmalı Temizliğin yararları • • • • • • İşyeri bir sonraki çalışmaya hazır hale getirilir Makine /malzeme ve ekipmanlara olan ilgi artar Yağ kaçağı, kırık gibi arıza kaynakları rahat görünür Onarım için kaybedilen zaman ve emek azalır Ekipman arızaları azalır İş kazalarına yol açan tehlikelerin daha az olduğu güvenli çalışma ortamı sağlanır • Daha verimli ve tatminkar çalışma ortamı oluşur • Daha rahat bir işyeri ortamı sağlanır • Arama zamanını kısaltacak şekilde, görünülebilirliğe yol açar. Temizlikte dört aşama • • • • Hedefler ve görevlerin belirlenmesi Temizlik metodunun belirlenmesi Her şeyin ilk temizliğinin yapılması Aşınmış tellerin, hortumların ve tüplerin yenileri ile değiştirilmesi. SEIKETSU (Standartlaştırma) Standartlaştırmada amaç; iyi bir çevre düzeni ve iş yeri ortamı yaratmak ve bunu sürdürmektir. Yapılmış olan düzenlemeyi ve temizliği devamlı hâle getirebilmek için her şey belirli kural ve şartlara bağlanarak standartlaştırılmalıdır. SEIKETSU (Standartlaştırma) • Renklerde, şekillerde, giyimde, temizlik hissi verecek her şeyde standartlaşma olmalıdır. Her şey, her detay önemlidir. İş yerinin her noktası kontrol edilerek, her şeyin doğruluk ve düzeninden emin olunmalıdır. Kimin nereyi, nasıl ve ne zaman temizleyeceği, düzenli tutacağı önceden belirlenmeli ve bu alanlara konulacak şekil ve çizelgelerle sık sık kontrol edilmelidir. Standartlaştırma adımları 1. gözlem yapma • • • • • • Çevredeki her şeyi gözlenerek, eksiklikler ve yapılması gerekenleri tespit edilmelidir. Tespit için şu sorular sorulabilir: Tanıtma etiketleri var mı ? Göstergeler uzaktan okunabiliyor mu ? Çatıdan akma ve sızıntılar var mı? Çalışma sahası yeterince aydınlık mı? Çalışırken tehlike oluşturacak bir durum var mı? Çalışanların kıyafetleri işin özelliğine uygun ve temiz mi? Standartlaştırma Adımları 2. problem tespit etme Eksik ve olması gerekenleri tespit edildikten sonra problemin ne olduğunu bulunmalıdır. Soru örnekleri: • Arızalar neden meydana geliyor ? • Arıza önceden tespit edilebilir mi? • Arızaya karşı hangi önlemler alınmalıdır? Standartlaştırma adımları 3. Standartlaşma için kontrol noktalarının belirlenmesi • Gözlem yaparak problem belirledikten ve en ideal şekilde problemi ortadan kaldırdıktan sonra standartlaşmayı nasıl yapılacağı belirlenir. Bunun için önce ne, nasıl ve ne derecede standartlaştırılacak karar verilir. SEHITSUKE (Disiplin) Disiplinde amaç kurallara uymak ve takip etmektir. Sadece sınıflandırma, düzenleme, temizlik ve standartlaştırmayı yapmak işletmede düzeni sağlamak için yeterli değildir. Bunların devamlı ve kalıcı olabilmeleri için disiplin gerekir. SEHITSUKE (Disiplin) İşletme disiplini konulmuş basit kuralların takibini bir alışkanlık haline getirerek, her an denetiminin sağlanmasıdır. Yani kuralların günlük birer alışkanlık haline getirilmesidir. Kurallara uymak ve bunları alışkanlık haline getirmek için önce hedefler tayin edilmeli. Sonra; unutulmayacak alışkanlıklar edinilmelidir. 5S Uygulama süreci • • • • • • Üst yönetimin onayının sağlanması Takım organizasyonunun yapılması Eğitim İşyerinin incelenmesi İyileştirme sürecinin başlatılması Kayıt ve tutanaklar