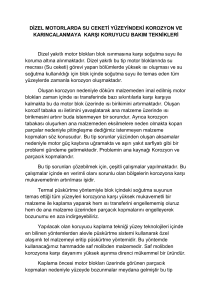
88 7.2.9. Taneler arası korozyon Metaller eritilerek
advertisement

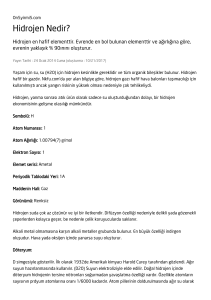
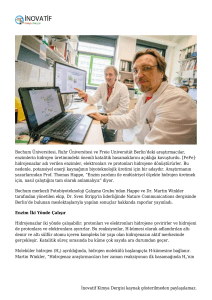
7.2.9. Taneler arası korozyon Metaller eritilerek soğumaya terk edildiğinde birbirine bitişik kristaller halinde katılaşırlar. Çok sayıda kristalden oluşan taneler, sınır çizgileri ile birbirinden ayrılırlar. Taneler arasındaki dar bölgelerde atomlar düzensiz durumdadır. Bu bölgeler metalin korozyona en dayanıksız olduğu yerlerdir. Taneler arası korozyon, taneler arasında bulunan herhangi bir safsızlıktan, örneğin bir alaşım elementinin daha fazla bulunması veya bulunmaması nedeniyle oluşur. Örneğin alüminyum içinde bulunan az miktarda demir taneler arası korozyona neden olabilir. Çünkü alüminyum içinde demir çok az çözünür, bu nedenle taneler arasında toplanır. Yine bunun gibi paslanmaz çeliklerde de taneler arası sınır bölgelerinde krom miktarı çok azdır. Bu bölgeler krom azlığından taneler arası korozyona dayanıksızdır. Taneler arası korozyon bakımından 18-8 paslanmaz çelik çok özel bir durum gösterir. Bu çelik normal hallerde korozyona çok dayanıklı olduğu halde, 500-800°C'ye ısıtıldığında korozyona duyarlı hale gelir. En şiddetli sıcaklık etkisi 650°C'de bir saat bekletildiğinde kendini gösterir. Bunun nedeni, bu sıcaklıkta taneler arası bölgede kromun son derece azalmasıdır. Paslanmaz çelik içinde en az % 12 oranında krom bulunması gerekir. Eğer paslanmaz çelik yukarıda belirtilmiş olan sıcaklıklar arasında ısıtılırsa, bileşiminde bulunan krom, karbonla reaksiyona girerek krom karbür (Cr23C6) bileşiği oluşturmaktadır. Krom karbür çelik içinde çözünmeyen bir bileşiktir. Taneler arasında sınır çizgisi boyunca toplanır. Eğer çelik içinde % 0.02'den fazla karbon varsa, bu olay etkili olur. Krom karbürün kendisi korozyona uğramaz. Ancak, taneler arasındaki bölgede krom azlığı nedeniyle bu bölge korozyona dayanıksız hale gelir. 304 paslanmaz çelik içinde %0.06-0.08 arasında karbon bulunur. Bu nedenle taneler arasında önemli miktarda krom karbür çökeltisi birikir. Taneler arasında biriken krom karbür çökeltisi şekilde görülmektedir. Şekil 7.28. 304 paslanmaz çelik içinde taneler arasında biriken krom karbür çökeltisi 88 Isıtılma işlemi sırasında alaşım içinde bulunan krom da taneler arasına doğru hareket eder. Fakat kromun hareket hızı çok yavaştır, bu nedenle taneler arası bölgeye ulaşarak oradaki krom eksikliğini gideremez ve taneler arası korozyon meydana gelir. Kaynak Çürümesi : Paslanmaz çeliklere kaynak yapılamamasının nedeni, taneler arası korozyon olayıdır. Bu olay kaynak çürümesi olarak bilinir. Kaynak yapılan bölgede sıcaklık yükselir ve taneler arasında krom karbür çökeltisi oluşur. Böylece tane sınırları kromca fakirleşir ve sıcaklığın etkili olduğu bölgeler korozyon bakımından duyarlı hale gelir. Bu olaya kaynak çürümesi denir. Kaynak sırasında yalnız sıcaklığın yüksekliği değil, sıcaklığın etkime süresi de önemlidir. Bu süre kaynak yapılan malzemenin kalınlığına da bağlıdır. Örneğin ince levhalar kısa sürede kaynak edilip, kısa sürede sıcaklığını kaybeder. Bu süre, krom-karbür bileşiğinin oluşması ve taneler arasında birikmesi için yeterli olmaz. Dolayısı ile bu durumda kaynak çürümesi olayı da meydana gelmez. Aynı nedenle paslanmaz çeliklerin elektrikle kaynak edilmeleri daha uygun olur. Ostenitik paslanmaz çeliklerde taneler arası korozyon olayını en aza indirmek için aşağıdaki üç yöntem kullanılmaktadır; Isıl işlem yapılması, Alaşım içine stabilizör denilen ve dayanıklı karbür bileşiği oluşturan elementler katılması, Paslanmaz çelik içinde bulunan karbon yüzdesinin % 0.03 değerinin altına indirilmesi. Pratikte en çok birinci yöntem uygulanmaktadır. Isıl işlem için çelik yaklaşık 1100°C'ye kadar ısıtıldıktan sonra, suya (veya uygun bir yağ içine) daldırılarak aniden soğutulur. Bu yüksek sıcaklıkta krom karbür bileşiği çelik içinde henüz çözelti halindedir. Ani olarak soğutulmakla alaşım içinde homojen bir dağılım sağlanmış olur. İkinci yöntemde, paslanmaz çelik içine az miktarda titanyum veya kolombiyum gibi metaller katılarak, karbonun karbür bileşiği halinde stabilize edilmesi sağlanmış olur. 321 ve 347 paslanmaz çelikler böyledir. Bu stabilizör elementler çelik içinde bulunan bütün karbonu kromdan daha sağlam olarak bağlayarak krom karbür oluşmasına engel olurlar. Üçüncü yöntemde, paslanmaz çelik içinde bulunan karbonun % 0.03 değerinin altına düşürülmesi yoluna gidilir. 304L tipi paslanmaz çelik böyle üretilmiştir. Bu tip paslanmaz çeliklere ELC (Extra Low - Carbon) çeliği denir. Normal 18-8 paslanmaz çeliklerde karbon yüzdesi % 0,20 civarındadır. 89 Bu değeri herhangi bir yöntem ile %0.08'e kadar indirmek kolaydır. Ancak karbon yüzdesinin daha düşük değerlere indirilmesi için özel yöntemlerin uygulanması gerekir. Bıçak Hattı Etkisi : Kaynak yapılan bölgenin her iki yanında dar bir bölgede, uzun bir hat boyunca taneler arası korozyon etkisine benzer bir korozyon olayı meydana gelir. Buna bıçak hattı etkisi denir. Bu etki kaynak yapılan yerde değil, onun hemen yakınında bir hat boyunca ortaya çıkar. Bu etki kaynak çürümesine karşı stabilize edilmiş olan paslanmaz çeliklerde meydana gelir. Bunun başlıca nedeni, stabilizatör olarak çelik içine katılmış olan metalin (titanyum veya kolombiyum gibi metaller) oluşturduğu karbürün, sıcaklığın düşük olduğu bölgelerde taneler arasında çökelmesidir. Kaynak yapıldığı sırada erimiş ve erimemiş bölgelerin birleştiği hat boyunca bıçak hattı etkisi ortaya çıkar. Şekil 7.29. Bıçak hattı etkisi 7.2.10. Gerilmeli (Stres) korozyon Korozif ortamda bulunan bir metal aynı zamanda statik bir gerilme altında ise, metalin çatlayarak kırılması çabuklaşır. Metal yüzeyinde bulunan herhangi bir çukur veya hendek gerilim altında duyarlı hale gelerek korozyonun başlaması için uygun bir ortam yaratır. Normal halde korozyon ürünleri metal yüzeyinde koruyucu bir kabuk oluşturduğu halde, stres altında iken kabuk oluşturamaz. Bunun sonucu olarak korozyon hızla devam ederek metalin o bölgede çatlamasına neden olur (Şekil 7.30). Gerilmeli korozyon tehlikeli bir korozyon türüdür. Başlangıçta önemsiz derecede olan bir yerel korozyon, çekme gerilimi etkisi ile ani olarak tehlikeli bir kırılma meydana getirebilir. Gerilmeli korozyon hem mekanik gerilim ve hem de korozif ortam etkisinin malzeme üzerinde aynı zamanda yoğunlaşması ile meydana gelir. Araştırmaların çoğu korozif ortamlarda oluşan kırılma 90 hareketlerinin tümünü, hidrojen kırılganlığı da dahil gerilimli korozyon olarak yorumlamışlardır. Ancak kırılmaya yol açan bu iki çeşit olay, ortam değişkenlerine farklı şekillerde cevap vermektedir. Mesela, katodik koruma gerilmeli korozyonu önlemede etkili bir yöntemdir. Halbuki aynı yöntem hidrojen kırılganlığını son derece hızlandırır. Bu yüzden gerilimli korozyon ile hidrojen kırılganlığı birbirinden farklı iki olaydır. Gerek çukur tipi korozyon gerekse taneler arası korozyon gerilmenin etkisini arttırıcı bir rol oynar. Çekme gerilmesi sonucu bu bölgeler çatlar. Çatlamanın sonuçları doğrudan kırılma mekaniği ilkeleri doğrultusunda değerlendirilir. Genellikle kritik gelişim periyodu altında bulunan çatlaklar zararsızdır. Çatlak gelişme hızı ve kırılmaya neden olan kritik çatlak uzunluğu hesapla bulunabilir. İşletme sırasında çatlağın bulunup bulunmadığı kırılmasız deneyler yardımı ile belirlenebilir. Aynen yorulmalı korozyonda olduğu gibi çatlakların önceden belirlenmesi hem ekonomik kayıpları, hem de muhtemel personel yaralanmalarını önler. Burada da sistemli bir şekilde kayıt yapılması ve bunların ilerde kullanılmak üzere saklanması çok önemlidir. Gerilmeli korozyon bir seri olay sonucu ortaya çıkar. Burada ana etken gerilmedir. Çatlaklar kopmaya yardımcı olur. Tipik olaylarda korozyon da etkin rol oynayabilir. Gerilmenin kaynağı her zaman basit şekilde belirlenemez. Gerilmeli korozyon her ortam ve her metal için özel bir durum gösterir. Belli bir metal için çatlama yapan ortam diğer bir metal için etkili olmayabilir. Deneysel olarak elde edilen sonuçlara güvenmekle yetinilmektedir. Gerilimli korozyon esnasında malzeme, yüzeyinden pek fazla korozyona uğramadığı halde ince çatlaklar malzemenin içine doğru ilerler. Gerilimli korozyonun iki klasik şekli pirinçte görülen mevsime bağlı bozulma ve çelikte görülen "kostik kırılganlığıdır. Şimdi artık kullanılmayan bu ifadeler gerilimli korozyona neden olan çevre şartlarını ifade eder. Mevsime bağlı kırılma bilhassa pirinçten yapılmış fişek kartuşlarında ortaya çıkar. Bilhassa tropik bölgelerde yağışın fazla olduğu devrelerde, pirinç fişek kartuşlarında kartuşun mermiye doğru kıvrıldığı noktalarda kırılmalar gözlenir. Mevsime bağlı bozulmada önemli çevre etkeninin, organik maddelerin ayrışmasından meydana gelen amonyak olduğu daha sonraki çalışmalar sonucu anlaşılmıştır. Gerilmeli korozyon konusunda sık rastlanan bir örnek de pirincin çatlayarak korozyona uğramasıdır. Pirinçten yapılmış arabalar ve bazı ziraat aletleri genellikle ahırların yanında depolanır. Buralarda bulunan amonyak etkisi pirincin korozyonu için uygun bir ortam oluşturur. 91 Şekil 7.30. Gerilmeli korozyon Gerilmeli korozyonun en çok bilinen diğer bir şekli kazanlarda rastlanan kostik kırılganlığıdır. Buhar kazanlarında kazan besleme sularının korozif etkisini azaltmak amacıyla suların alkali karakterde olması istenir. Bazı perçin boşluklarında kostiğin buharlaşması sonucu konsantrasyon artışı meydana gelir, bu bölgelerde çatlak oluşabilir. Bu problemin çözümü, kazan içindeki suyun alkalinitesinin fosfat ile tamponlanması veya uçucu amin bileşikleri ile ayarlanmasıdır. Her iki halde de pH'ın çatlaklar içinde anormal şekilde yükselmesi önlenmiş olur. Bu açıdan bakıldığında halen uygulanmakta olan kazan besleme sularının arıtma yöntemlerinin gözden geçirilmesi gerekir. Tehlikesi çok büyük olduğundan bu konu büyük önem taşır. Yüksek mukavemetli alüminyum alaşımlarının deniz suyu ile temas eden ortamlarda bulunması halinde de stres çatlak korozyonu olayına rastlanır. Gemi inşasında geminin mümkün olduğunca hafif olması istenir. Bu nedenle yüksek mukavemetli alüminyum silisyum alaşımları bot ve yat yapımında tercih edilir. Bunun için yüksek dayanımlı alaşımlar kullanılır. Oysa bu alaşımlar gerilmeli korozyonu açısından uygun değildir. Özellikle buzlu ve soğuk sularda korozyona karşı dayanıksızdır. Gemi ve bot yapımı için orta derecede dayanıma sahip alaşımlar korozyon açısından daha uygundur. Buna benzer bir uygulama da endüstride çeşitli yapıların iskeletlerinde ve bağlantılarda yüksek dayanımlı döküm alaşımlarının kullanılmasıdır. Bunlar deniz atmosferinden uzak olduğu zaman herhangi bir sorun yaratmaz. İlk buharlı lokomotiflerin perçinlenerek yapılmış buhar kazanlarında çok defa patlamalar olmuştur. Bu patlamaların sebebi perçin deliklerinin kırılganlığından ileri gelmekteydi. Bu kısımlar perçinleme işlemleri sırasında soğuk işleme tabi tutulan kısımlardır. Bu kısımlarda beyazımsı birikintilerin analizi kostik özellik gösterir. Kostik mevcudiyetindeki bu çeşit bozulmaya "kostik kırılganlığı" denilmektedir. Bozulmada meydana gelen çatlaklar çok ince ve çok fazladır. 92 Malzemelerin gerilimli korozyona karşı gösterdiği duyarlılık ortama göre değişebilir. Mesela ostenitik paslanmaz çelikler klorür içeren ortamlarda gerilimli korozyona uğramalarına karşın, amonyaklı ortamlardan etkilenmezler. Buna karşılık pirinçler amonyaklı ortamlarda gerilimli korozyona uğramalarına rağmen klorürlü ortamlardan etkilenmezler. Genel olarak söylenecek olursa bir malzemenin gerilimli korozyona uğradığı ortamların sayısı o kadar fazla değildir. Mesela paslanmaz çelikler sülfürik nitrik, asetik asit veya saf suda gerilimli korozyona uğramazlar sadece klorür ve kostikli ortamlardan etkilenirler. Gerilmeli korozyonu etkileyen önemli değişkenlerin başlıcaları; Sıcaklık Çözelti bileşimi Malzeme bileşimi Gerilim ve Metalin yapısal oluşumudur. Eskiden saf metaller kırılmazlar diye genel bir kanaat vardı. Fakat bu düşünce %99,999' luk saf bakırın Cu(NH3)5 kompleks iyonu ihtiva eden amonyaklı çözeltiler içinde kırıldığı gözlendikten sonra geçerliliğini yitirmiştir Gerilmeli Korozyonun Oluşum Mekanizması : Gerilimli korozyon çok önemli bir korozyon problemi olmasına rağmen mekanizması iyice anlaşılamamıştır. Bunun başlıca nedeni metalin içyapısının ara yüzeydeki olaylar ve çevre özelliklerinin karmaşık olmasındandır. Bu yüzden bütün metal-ortam sistemlerine tatbik edilebilecek bir spesifik mekanizmanın bulunabilmesi de ihtimal dışıdır. Nitekim deneysel çalışmalardan faydalı ve güvenilir bilgiler elde edilmiştir. Çatlakların oluşumunda korozyon önemli bir adımı teşkil eder. Bir oyuk, yarık veya metal yüzeyi üzerindeki diğer bir düzensizlik gerilimi arttırıcı rol oynar. Çatlak başladıktan hemen sonra, ilerleyen çatlağın ucu küçük bir yarıçapa sahiptir ve gerilim konsantrasyonu büyüktür. Aslında çatlama çıtırtıları kulakla bile işitilebilir. Çatlamanın ilerlemesi için gereken gerilim ve korozyonun ortak etkisi bir arada görülmektedir. İlerleyen bir çatlak katodik koruma ile durdurulmakta ve katodik koruma ortadan kaldırıldığı zaman çatlama devam etmektedir. Gerilmeli korozyonun oluşumu ile ilgili olarak değişik mekanizmalar ileri sürülmüştür. 93 Bunlar; Çatlamadan önce mevcut olan aktif alanlar mekanizması Mekanik etkenlerin ortaya çıkardığı aktif alanlar mekanizması Kritik gerilim bölgelerinde yabancı atomların tutunma mekanizması Çatlamadan önce mevcut olan aktif alanlar : Gerilmeli korozyonun bir kısmı tane sınırlarında ortaya çıkmaktadır. Mesela, Al alaşımları ve pirinç alaşımları bu tür gerilmeli korozyona maruz kalmaktadır. Aktif özellik gösteren tane sınırlarında gerilim yığılması olur ve buralarda deformasyon ortaya çıkar. Bu da gerilmeli korozyona yol açar. Mekanik etkenlerin ortaya çıkardığı aktif alanları : Malzemede oluşan çatlak ucu, malzemenin plastik deformasyonuna neden olur. Çatlak ucunun oluşturduğu çok dar bir bölgede yoğunlaşan korozyon olayının ürettiği büyük anodik akımlar çatlak ucunu pasifleştirir. Ancak oluşan pasif film deformasyon sonucu kırılır ve çatlak ucu tekrar korozyona uğrar. Böylece aktif durum, pasifleşme, pasif film kırılması ve yeniden aktifleşme olayları arka arkaya devam ederek, olayın devamını sağlayan bir çevrim ortaya çıkar. Kritik gerilim bölgelerinde yabancı atomların tutunması : Bu mekanizmada, ortamda bulunan bazı atomlar, çatlak ucundan malzemenin kristal kafesine yayılır ve alaşımın ana atomlar arasındaki bağ kuvvetini azaltarak, malzemenin mekanik dayanımını düşürürler. Gerilmeli Korozyonun Önlenmesi : Gerilmeli korozyon konusunda, tecrübeli ve korozyon konusunda bilgili tasarım ekipleri ile mücadele etmek mümkündür. Genellikle malzeme seçiminde mekanik dayanım açısından en uygun malzemenin seçimi yoluna gidilmelidir. Eğer gerilmeli korozyon söz konusu olursa malzeme beklenen dayanımı gösteremez. Çoğu kez ortamın ne derece korozif etki yapacağı başlangıçtan tahmin edilemez. Gerilmeli korozyonun mekanizması tam anlaşılamadığı için bu korozyon şeklini önlemede kullanılan metotlar ya genel veya deneye dayalı olmaktadır. Gerilmeli korozyon etkisini azaltmak üzere pratik olarak birçok önlem alınabilir. Bu önlemler şöyle özetlenebilir. Aşağıda bahsedilen bu koruma metotlarından bir veya birkaçı uygulanabilir; Metal üzerindeki gerilme etkisi ısıl işlemler yapılarak belli bir değerin altına düşürülür. 94 Gerilimi eşik gerilimin altına düşürmek; malzeme içindeki gerilimi almak için tavlama işlemi yapılabilir. Adi karbon çelikleri 1100-1200°F arasında tavlanarak ve ostenitik paslanmaz çelikler 1500-1700°F arasında tavlanarak bu gerilim alınabilir. Metalin içinde bulunduğu ortamdaki korozif etkenler giderilebilir veya azaltılabilir. Kritik çevre faktörlerini elemine etmek veya ortamdan gazlı bileşikleri almak gibi. İnhibitör kullanılarak da gerilmeli korozyon hızı yavaşlatılabilir. Fazla etkin olmayan korozif ortamlarda gerilmeli korozyonu azaltmak için fosfatlar, diğer inorganik ve organik korozyon inhibitörleri başarıyla kullanabilmektedir. Diğer bir yöntem de katodik koruma yapmaktır. Bu koruma şekli hidrojen kırılganlığını arttırdığından dikkatle tatbik edilmelidir. Eğer yukarıda sözü edilen önlemler alınamıyorsa, stress korozyonuna daha az duyarlı bir metal kullanılması yoluna gidilir. Örneğin 304 paslanmaz çelik stress korozyonuna çok duyarlıdır. Bunun yerine inconel alaşımı kullanılabilir. Çok daha ucuz olan karbon çeliği, stress korozyonuna paslanmaz çeliklerden daha dayanıklıdır. Örneğin deniz suyu kullanılan ısı değiştiricilerinde paslanmaz çelik yerine adi çelik tercih edilmelidir. Katodik koruma ile korozyonun hızı azaltılabilir. 7.2.11. Yorulmalı korozyon Periyodik olarak yükleme-boşaltma şeklinde etkiyen dinamik bir gerilme altında bulunan bir metal zamanla yorulur. Yorulmuş halde bulunan metal, normalden daha küçük gerilmelerin etkisi ile çatlayabilir. Yorulma ve korozyonun birlikte etkisi metalin kısa sürede çatlamasına neden olur. Korozyon olayı yorulma etkisi ile birlikte yürürse, parçalanma olayı yalnız başına yorulma veya yalnız başına korozyon nedeniyle meydana gelen parçalanmadan daha kısa sürede gerçekleşir. Bu olay korozyonu destekleyen etkenlere iyi bir örnek oluşturur. Yorulmalı korozyon, bir korozif ortamda çekme veya basınç gerilmelerinin periyodik olarak değişmesi sonucu ortaya çıkar. Bunun sonucu olarak malzemenin çekme gerilmesi özelliğinde zayıflama olur. Korozyon söz konusu olmadan, yalnızca yorulma etkisi ile birçok çeliğin çekme dayanımı normal dayanım değerinin yarısına kadar düşebilir. En büyük düşüş, tatlı su, tuzlu su hatta rutubetli hava etkilerinin birlikte olması halinde görülür. Tuzlu su içinde çekme dayanımı limiti, normal haldeki çekme dayanımından % 6-7 daha düşüktür. Düşük alaşımlı birçok süper kalite çelikler yorulmalı korozyona adi karbon çeliğinden daha dayanıksız olabilir. İşletme sırasında ortaya çıkan yorulma 95 arızaları çoğu zaman yalnız yorulma veya korozyonlu yorulma etkileri arasında yer alır. Eğer arızaya çatlama neden olmuş ise, bunun korozyondan ileri gelmediği açıktır. Çatlak oluşması korozyon sonucu değil genellikle yorulmanın neden olduğu bir arıza çeşididir. Yorulmalı korozyonu önlemek için yapılacak ilk iş malzeme üzerindeki gerilmeyi uygun bir düzeye düşürmektir. Bazı halde basınç gerilmesinin de azaltılması gerekebilir. Katodik koruma veya uygun bir inhibitör yorulmalı korozyonu önleyebilir. Bu yöntemler yorulmalı korozyonda, korozyon olayını tamamen durdurabilir. Yorulmalı korozyon stress korozyonunun özel bir hali sayılabilir. Ancak alınacak önlemler biraz farklıdır. Yorulmalı korozyonu önlemenin en kolay yolu, malzeme üzerindeki stressin azaltılmasıdır. Metal yüzeyi çinko, krom, nikel veya bakır gibi metaller ile kaplanarak da yorulmalı korozyonun etkisi azaltılabilir. Periyodik yön değiştiren gerilimlerin metalde çatlamaya yol açmasına yorulma denir. Korozyonlu yorulma korozif bir ortamda yorulma direncinin azalması olarak tarif edilir. Genellikle korozyon ürünleriyle kaplanmış olan büyük bir alan ve kırılmalardan meydana gelmiş daha küçük bir kaba alan korozyonlu yorulmada ortaya çıkar. Yorulma, çatlaklarının olduğu kısımlarda korozyon ürünlerinin mevcudiyeti korozyonlu yorulmanın olduğu anlamına gelmez. Yüzeydeki paslar yorulma kırılması sırasında meydana gelebilir. Ve bu yüzden pas veya diğer korozyon ürünlerinin mevcudiyeti yorulma ömrünün etkileneceğini göstermez. Korozyonlu yorulmanın varlığı ancak korozyonlu yorulma testleriyle anlaşılabilir. Korozyonlu yorulma belki gerilmeli korozyonun özel bir şeklidir. Çevre faktörleri korozyonlu yorulmayı büyük ölçüde etkiler. Zira, korozyonlu yorulma direnci, gerilim devir frekansından önemli derecede etkilenir. Korozyonlu yorulma düşük gerilim frekanslarında daha çok meydana gelir. Bunun nedeni düşük frekanslı devirlerde, metalle korozif ortam arasındaki temas süresinin daha fazla olmasındandır. Oksijen muhtevası, sıcaklık, pH ve çözelti bileşimi korozyonlu yorulmayı etkiler. Mesela, demir, çelik, paslanmaz çelik ve alüminyum bronzlarının korozyonlu yorulma dirençleri su içinde iyidir. Deniz suyunda, alüminyum bronzları ve ostenitik paslanmaz çelikler normal yorulma dirençlerinin %70-80 i' kadar direnç gösterirler. Yüksek kromlu alaşımlarda bu değer sadece %30-40 civarındadır. Korozyonlu yorulmanın mekanizması detaylı bir şekilde incelenmemiştir. Fakat bu bozulma türü kalitatif olarak anlaşılır. Demir ve demir esaslı malzemelerin korozyonlu yorulma testlerinden, bunların yorulma ömrü eğrilerinin demir dışı malzemelerinkine benzediği anlaşılmıştır. Ayrıca 96 korozyonlu yorulma oyuklu korozyona neden olan ortamlarda daha çok meydana gelir. Çünkü korozyon oyukları gerilimi yükseltici ve çatlakları başlatıcı bir rol oynadığından yorulma direnci bu korozif ortamlarda azaltılır. Korozyonlu Yorulmanın Önlenmesi Yorulmalı korozyon için belli bir dayanma limit değeri olmadığı kesin olarak söylenebilir. Buna rağmen bir gerilme değerinde meydana gelecek arıza ihtimali önceden tahmin edilebilir. Yorulmalı korozyonun muhtemel olması halinde, ya ortam koşulları düzeltilmeli, yada korozyona daha dayanıklı bir malzeme kullanılmalıdır. Bu amaçla inhibitörler ve katodik koruma düşünülebilir. Yorulmalı korozyon etkisinin azaltılmasında tasarım sırasında da önlem alınması gerekir. Korozyonlu yorulma birçok metotla önlenebilir. Bir metal veya alaşımın gerilme mukavemetinin artması yorulma direncini arttırır. Korozyonlu yorulmada bir çatlak, korozif etkiyle kolaylıkla başlatılır. Malzeme üzerindeki gerilimi azaltmakla korozyonlu yorulma elimine edilebilir veya ortadan kaldırılabilir. Gerilimin azaltılması, dizaynı uygun şekilde yaparak veya ısıl işlemlerle sağlanabilir. Korozyon inhibitörleri de kullanılabilir. Korozyonlu yorulma direnci çinko, krom, nikel, bakır kaplamalarla arttırılabilir. Korozyonlu yorulma bu şekilde önlenecekse, kaplamada gerilme olmayacak şekilde kaplama yapmaya dikkat etmek gerekir. Kaplama amacıyla, organik kaplama malzemeleri de kullanılabilir. Bu maksatla kullanılabilecek başlıca organik maddeler sentetik elastomer fenolik-epoksi-silikon, naylon ve epoksi-polistren gibi organik maddelerdir. 7.2.12. Hidrojenle bozulma Hidrojenin mevcudiyetinde metalin görmüş olduğu mekanik zarara genel olarak hidrojenle bozulma denir. Hidrojenle bozulma başlıca 4 sınıfa ayrılabilir; Hidrojen boşluklanması Hidrojen kırılganlığı (gevrekliği) Dekarbürizasyon Hidrojen korozyonu 97 Hidrojen boşluklanması hidrojenin metale nüfuzuyla meydana gelir. Hidrojen kırılganlığı da hidrojenin metale nüfuzuyla meydana gelir ve bunun sonucunda gerilme mukavemeti ve kolay şekil verilebilme özelliği kaybolur. Dekarbürizasyon veya çelikten karbon kaybı, yüksek sıcaklıklarda hidrojenle meydana gelir. Dekarbürizasyon çeliğin gerilme mukavemetini azaltır. Hidrojen korozyonu, hidrojenle alaşımın bir bileşeni arasında yüksek sıcaklıklarda bir reaksiyonun meydana gelmesiyle olur. Hidrojen korozyonunun tipik bir örneği, oksijen ihtiva eden bakırın hidrojen mevcudiyetindeki bozulmasıdır. Dekarbürizasyon ve hidrojen korozyonu yüksek sıcaklıklarda olur. Hidrojen boşluklanması ve hidrojen kırılganlığı, petrol endüstrisinde, pikling ve kaynak işlemlerinde veya korozyonun bir sonucu olarak meydana gelir. Bu iki etki mekanik bozulmaya yol açar ve önlenmezse ağır kazalar meydana gelebilir. Hidrojen kırılganlığı, bünyesinde ağırlıkça %0.0001 oranında bile, hidrojen içeren bir malzemede (özellikle karbon çelikleri ve az alaşımlı çelikler), iç veya dış gerilmelerin de etkisi ile ortaya çıkan bir hasar türüdür. Malzemenin mukavemet ve sünekliğinde kayba neden olur. Hidrojen kırılganlığı, inklüzyon veya diğer ara yüzeylere yakın bölgelerde çatlak oluşumu ile başlar ve tane sınırları boyunca gelişir. Yüksek mukavemetli martenzitik çelikler hidrojen kırılganlığına karşı çok duyarlıdır. Çeliklerde hidrojen kırılganlığı “pullanma (flake)”, “çizgilenme (balık gözü oluşumu) ”, “kabarcıklanma (blister)" ve kırılma şeklinde çok çeşitli yollarla kendini belli eder. Pullanmalar, dövme yönüne paralel bir düzlemde dövmenin iç kısmında oluşan iç çatlaklardır. Bu çatlaklar ultrasonik muayene veya hasarlı parçanın enine kesitinin metalografik incelenmesi ile saptanabilir. Pullanmalar kırılma yüzeyinde ise parlak bölgeler olarak görünürler. Çizgilenmeler, iç gerilmelerin ve hidrojen içeriğinin birlikteki etkisi ile gelişen çatlaklar olup, yüzeyde "balık gözleri" denilen karakteristik bir görünüm sergiler. Bazı sünek malzemelerde (ferritik çelikler), hapsolan hidrojenin yarattığı basınç kabarcıklanmaya yol açabilmektedir. Bir korozyon reaksiyonu sonucu veya katodik koruma uygulamasında metal yüzeyinde hidrojen atomları oluşur. Bunlar metal yüzeyinde adsorbe edilir. Bu atomlardan bir kısmı H++H+=H2 şeklinde birleşerek hidrojen molekülü halinde atmosfere karışır. Hidrojen atomlarının bir kısmı da, metal bünyesine girerek orada bulunan boşluklara yerleşir. Daha sonra bu hidrojen atomları da molekül haline dönüşerek büyük bir hacim artışına neden olur. Molekül halindeki hidrojenin artık difüzlenme özelliği yoktur. Metal içinde bulunan hidrojen molekülleri metal boşluklarında büyük bir basınç oluşturarak metalin çatlamasına neden olur. Yüksek sıcaklıktaki 98 rutubetli atmosferler, korozyon olayları ve elektroliz, atomik hidrojeni meydana getirir. Hidrojen iyonlarının indirgenmesi sonucunda hidrojen atomları meydana gelir, bundan sonra bu atomlar birleşir ve hidrojen molekülleri ortaya çıkar. Bu nedenle, korozyon ve katodik koruma tatbikatı ile elektroplating ve diğer işlemler hidrojenin en büyük kaynaklarıdır. Hidrojen atomu birçok şekilde çatlama ve kırılmaya neden olabilir. Hidrojen malzeme bünyesine genellikle aşağıdaki işlemler sırasında girmektedir; Çelik üretimi sırasında sıvı çeliğin su buharı ile teması çeliğe hidrojen girişine neden olur. Su buharı hurdadan, cüruftan veya firmada kullanılan refrakter malzemelerden gelebilir. Korozyon sonucu ortaya çıkan hidrojen, Katodik koruma sonucu oluşan hidrojen, Uygun yapılmayan yüzey temizleme (pikling) sırasında asitle dağlanan malzemeye hidrojen girişi olabilir, Elektrolitik kaplama işlemi sırasında, yan reaksiyonla açığa çıkan hidrojen malzemeye girebilir, Islak elektrot ile yapılan kaynak işleminde elektrottaki nem kaynak banyosuna hidrojen girişine neden olur, Haddehanelerde rutubetli ortamlarda çelik haddelenirken açığa çıkan hidrojen de sorun yaratabilir. Ancak hidrojen bir süre sonra gazlaşarak metali terk eder. Metal yüzeyinde hidrojen aşırı geriliminin yüksek olduğu bütün olaylarda hidrojen kırılganlığı için uygun bir ortam oluşabilir, Servis koşullarında hidrojen ortamına maruz kalma, metallerin bünyesine hidrojen girişine yol açabilir. Hidrojen kırılganlığı özellikle Hacim Merkezli Kübik ve Sıkı Paket Hekzagonal kristal kafesine sahip malzemelerde görülür. Bilindiği gibi demir (ferrit) kübik merkezli kristal yapısında olan bir metaldir. Hidrojen bu kristal yapıda çeşitli sorunlar yaratabilir. Çelik içine hidrojen atomlarının girmesi çeliğin kırılganlık özelliğini arttırır. Demir içine girmiş alan hidrojen atomları biraz gecikmeli olarak kırılmaya neden olur. Bu durum çekme dayanımı deneyinde açıkça görülür. Eğer söz konusu numune çekme dayanımı deneyine tabi tutulursa, normal çekme dayanımı bir miktar aşıldığı halde kırılma olmaz. Ancak bir kaç saat gecikme ile aniden kırılma meydana gelir. Hidrojen atomunun metal içine difüzyonu için belli bir süre geçmesi gerekir. 99 Yüzey Merkezli Kübik kristal yapılı malzemeler bu tür kırılganlık olayına hassas değildir. Hidrojen kırılganlığı, diğer hasarlardan farklı bir deformasyon hızı ve sıcaklık bağımlılığı gösterir. Deformasyon hızı azaldıkça hidrojen kırılganlığına hassasiyet artar. Sıcaklık açısından ise düşük ve yüksek sıcaklıklarda hidrojen kırılganlığı ihmal edilebilir seviyededir. Malzemelerin hidrojen kırılganlığına karşı hassasiyetini saptamada yavaş eğme deneyleri kullanılabilir. Darbe deneyleri, bu kırılganlığı ortaya çıkaramaz. Hidrojen kırılganlığını belirlemede kullanılan genel deneysel yöntem, malzemeye değişik gerilmeler uygulayarak, her gerilme için çatlama veya kırılma süresini ölçmektir. Hidrojen içeren bir malzemede uygulanan gerilmeye de bağlı olarak kırılma belli bir süre sonra ortaya çıkmaktadır (gecikmeli kırılma). Bu eğri yorulmadaki S-N (Gerilme - Çevrim Sayısı) eğrisine benzer olduğu için, hidrojen kırılganlığına "Statik Yorulma " da denmektedir. Islak bir elektrot ile kaynak yapılması halinde, atom halinde hidrojen ortaya çıkar. Bu reaksiyon şöyledir: Fe + H20 = FeO + 2H+ Bu reaksiyondan ortaya çıkan atomik hidrojen birçok metal bünyesine özellikle α-demir içine difüze olur. Eğer söz konusu olan metal yük altında değil ise metal bünyesine girmiş olan hidrojenin bir kısmı metale hiçbir zarar vermeden dışarıya çıkar. Normal sıcaklıklarda 48 saat sonra hidrojen etkisiz hale gelir. Hidrojenin bir kısmı ise hiç bir zaman metali terk etmez. Ancak metal kısa süreli yüksek sıcaklığa ısıtılırsa bu hidrojen giderilebilir. Hidrojen nedeniyle hasar, çeliğin normal çekme gerilimi yaklaşık 700 MPa geçildikten sonra kendini gösterir. Düşük dayanımlı malzemelerde bu olaya az rastlanır. Birçok araştırmacı, hidrojenin demir içine difüzyonunun, demirin kafes kusurlarından dolayı olduğuna inanmaktadır. Bunlar, dislokasyon, mikro boşluk ve tane sınırlarıdır. Normal bölgelerden daha yüksek enerjiye sahip olan bu bölgelerde hidrojen düşük sıcaklıklarda tutulur. Hidrojenin neden olduğu hasarı belirlemek çok güçtür. Çatlamanın gecikmesi nedeniyle uzun zaman harcanması gerekir. Uçak sanayinde kullanılan malzemelerde kaplama işlemlerinde teknik şartnamelerin bütün detaylarına tam olarak uyulması ile zararlı sonuçların doğması önlenebilir. Hidrojeni gidermek veya azaltmak için şu önlemler alınabilir; 100 Metal içine girmiş olan hidrojen atomları, metal 100-150°C sıcaklığa ısıtılarak çıkarılabilir. Hidrojen uzaklaştırılırsa çeliğin mekanik özelliklerinde fazla bir değişme olmaz. Temiz çelik kullanmak. Bilhassa boşluksuz yapıya sahip olan çelik kullanmak gerekir. Kaplamalar kullanmak; Metalik, inorganik ve organik kaplamalar bu iş için uygundur. Kaplamanın hidrojen geçirgenliğinin olmaması ve ortamdan etkilenmemesi gerekir. Ostenitik paslanmaz çelik veya nikel ile çeliğin kaplanması bu maksatla çok yapılır. Ayrıca lastik ve plastik kaplamalar da kullanılmaktadır. Hidrojen kırılganlığı daha çok yüksek mukavemetli çeliklerde ortaya çıkar. Çeliğe Ni veya Mo katılarak hidrojen kırılganlığına dayanıklılığı arttırılabilir. Sülfür iyonları, fosfor ve arsenik bileşikleri gibi bazı maddeler hidrojen iyonunun indirgenmesini geciktirirler. Bu maddelerin buradaki rolü hidrojenin molekül şekline geçmesini geciktirmesidir. Eğer ortamda bu maddeler varsa metal yüzeyi üzerindeki atomik hidrojen konsantrasyonu daha büyük olur. Genel kural olarak metal yüzeyinde hidrojen çıkışına meydan verilmemelidir. Örneğin; ıslak halde kaynak yapılmamalıdır. Katodik korumada aşırı voltajdan kaçınılmalıdır. Bazı araştırmacılar Inconel 600 tip alaşımlara C, P, Sn ve Pb ilave etmenin hidrojen kırılganlığını azalttığını göstermişlerdir. İnhibitör kullanmak; Korozyon hızını ve hidrojen indirgenme hızını azalttıklarından dolayı inhibitörler boşluklanmayı önleyebilir. İnhibitörler öncelikle kapalı sistemlerde tercih edilir. Zehir nitelikli maddeleri uzaklaştırmak; Bunlar sülfür, arsenik bileşikleri, siyanürler ve fosfor ihtiva eden iyonlardır. Bu maddelere petrol proseslerinde çokça karşılaşılır. Bu yüzden petrol endüstrisinde bunlar büyük problem teşkil ederler. Hidrojen kırılganlığı da neticede hidrojenin malzemeye difüzlenmesiyle meydana geliyorsa da, bunun önlenmesi yukarıda önerilen metotlardan bir dereceye kadar farklıdır. Mesela temiz çelik kullanmak hidrojen kırılganlığını fazla etkilemez. Korozyon hızını azaltmak; Hidrojen kırılganlığı genellikle pikling işlemlerinde çokça ortaya çıkar. Bunun nedeni, asitle temizleme sırasında metalin yüzeyinde şiddetli hidrojen çıkışıdır. Uygun inhibitörler kullanılarak hem korozyon hem de hidrojen çıkışı azaltılır. Kaplama banyosunda şartları değiştirmek; Kaplama sırasında hidrojen deşarjına mani olunmalıdır. Bu durum, zayıf yapışkan bir kaplamaya ve hidrojen kırılganlığına yol açar. Malzeme yüzeyinde basma yönünde gerilmeler oluşturulması (örneğin yüzeyin bilye püskürtülerek dövülebilir), 101 7.2.13. Mikrobiyolojik korozyon Mikrobiyolojik korozyon normal korozyon olaylarından farklı yapıda olmayıp, mikrobiyolojik olarak bazı agresif iyonların korozyon reaksiyon hızını arttırması şeklinde kendini gösterir. Mikrobiyolojik korozyon büyük oyuklar meydana getirir ve genellikle tabanda oluşur. Yakından incelenirse daha çok bir organizmanın büyümesine benzer şekilde olduğu görülür. Mikrobiyolojik korozyon olayına soğutma suyu sistemlerinde özellikle durgun bölgelerde çok sık rastlanır. Bu tip korozyonu önlemek için, pH derecesinin değiştirilmesi, aralıklı olarak klorlama yapılması veya organo-metalik kalay bileşikleri kullanarak mikro canlıların öldürülmesi yoluna gidilir. Ne yazık ki birçok mikro organizma kendisini öldürmek için kullanılan bileşiklere kısa zamanda adapte olmaktadır. Bu konuda ümit verici bir mücadele şekli de mikro organizmalar için gerekli olan bazı eser elementlerin belirlenerek bunların ortamdan yok edilmesidir. Bu elementlerden en çok bilinenler çinko ve vanadyum metalleridir. Mikro canlıların gelişmesi sırasında asitler veya sülfürler gibi bazı bileşenler ortaya çıkar. Mikroplar doğrudan elektrokimyasal reaksiyonlara da katılırlar. Birçok mikrobun faaliyeti sonucu kükürt oluşur. Hidrojen sülfür bakteriler tarafından elementel kükürt veya sülfata kadar oksitlenebilir. Bazıları da bunun tersi reaksiyonu gerçekleştirir, thiobacillus thio oxidans bakterileri her çeşit sülfür bileşiğini sülfata oksitleyebilir. Bakterinin faaliyeti için ortamda oksijen bulunması zorunludur. Desulfo-vibrio cinsi sülfat redükleyici bakteriler ise yalnızca anaerobik ortamlarda yaşar. Bunlar doğrudan H2S üretirler. Bakteriler farklı havalanmadan ileri gelen korozyon hücrelerinin etkisini de arttırıcı rol oynarlar. Normal korozyon olayının mevcut olmadığı ortamlarda mikrobiyolojik korozyon olayına nadir olarak rastlanır. Başka nedenlerle meydana gelen korozyon olayında mikrobiyolojik korozyon nedeniyle olayın şiddeti artar. Şekil 7.31’de mikrobiyolojik korozyonla ilgili görüntüler yer almaktadır. 102 Şekil 7.31. Mikrobiyolojik korozyon görüntüleri 7.2.14. Yüksek sıcaklık korozyonu Metaller ve alaşımlar üzerinde atmosfer sıcaklığında korozif etkileri çok az olan ve hatta hiç olmayan kimyasal maddeler, yüksek sıcaklıkta aşırı korozif olabilir. Kalın bir tufal tabakası (ısınan metal malzeme üzerinde bir kabuk tabakası ), çatlama, çözünme, gevreklik veya zayıflık yaratabilir. Örneğin; atmosfer sıcaklığında oksijenin çelik üzerinde korozif etkisi, rutubetin bulunmaması halinde, hiç yok denecek kadar azdır. Yüksek sıcaklıkta aşırı tahrip edici bir hal alır. Bu sıcaklıklarda, bir aracıya gerek kalmadan demir ile kendiliğinden birleşebilir. Çelik yapıyı zayıf ve kırılgan demir oksit kütlesine dönüştürür. Sıcak gaz ve buhar gibi ortamlarda yüzeyde kalın ama koruyucu olmayan oksitlenme sonucu doğan korozyondur. Örneğin kazanlarda yumuşak çelikler 570°C de sıcak gazlarla oksitlenirler. Yüksek sıcaklık korozyonunda metal yüzeyinde oluşan oksidin koruyucu olup olmadığı önemlidir. Oluşan oksit tabakasının metalin daha fazla oksitlenmesinin önleyecek koruyucu bir tabaka görevi görüp görmeyeceği yani koruyuculuk derecesi çoğu kez oksit/metal hacim oranına göre belirlenir. Bu hacimlerin oranı Pilling-Bedworth oranı olarak bilinir. Her zaman doğru olmamakla birlikte bu oranın 1 dolayında olduğu koşullarda oksit oldukça koruyucudur. Bu oran 1’in altında ise oksit çok porozdur. Dolayısıyla koruyucu değildir. Oran 1’in üzerindeyse özellikle 2 ve 3 ise oksit 103 tabakasındaki iç gerilimlerden kaynaklanan kırılma oksidasyonun gidişini etkiler. PillingBedworth oranı aşağıdaki denklemle ifade edilir. P B oranı A 0 . M AM .0 Burada, A0: Oksidin molekül ağırlığı, AM : Metalin atomik ağırlığı, ρ0 ve ρM oksidin ve metalin yoğunluğudur. Oksit/metal oranının 1’den farlılığından oksit içindeki difüzyon da etkilenir. Oksit içinden madde transferinin anlaşılabilmesi için oksidin iyon örgüsü iyi bilinmelidir. Oksit örgüsü içinden: Metal iyonları metal yüzeyinden dışarıya doğru göçebilir. Oksijen iyonları dıştan metal yüzeyine doğru göçebilir. Çoğu halde ikisi birlikte yürür. Her üç halde de elektriksel nötrlüğün sağlanabilmesi için elektronlar dışarıya doğru göçmek zorundadırlar. Oksit filminin örgü bozuklukları boyunca iyonlar taşınabildiğinden hem elektrolit (katı elektrolit) ve hem de iyonik iletken özelliği vardır (karma iletken). Yukarıdaki şemaya göre 3 farklı madde transferini denetsel olarak izlemek olanaklıdır. Metal yüzeyine Cr2O3, Pt gibi reaksiyon vermeyen bir madde ya da radyoaktif bir çekirdek yerleştirilirse 104 izleyici denilebilecek bu madde; 1.halde metal/oksit ara yüzeyinde, 2.halde oksit/hava ara yüzeyinde, 3.halde de oksit içinde bulunacaktır. Yüzeyde birden fazla oksit tabakasının oluşması halinde madde transferi daha karmaşıktır. Örneğin demir ve çeliğin yüksek sıcaklıkta oksitlenmesi sırasında üç farklı oksit tabakası oluşur. Oluşan oksit tabakaları içten dışa doğru, FeO, Fe3O4, Fe2O3 yapısındadır. Şekil 7.32’de yüksek sıcaklık oksidasyonuna maruz kalmış çeşitli örnekler görülmektedir. Parçaları oksidasyondan koruyabilmek için çeşitli kaplamalar yapılabilir. Tablo 7.3’de çeşitli kaplamalar ve kaplamaların kullanılabileceği en yüksek sıcaklıklar verilmiştir. Şekil 7.32. Yüksek sıcaklık oksidasyonuna maruz kalmış çeşitli örnekler 105 Tablo 7.3. Çeşitli kaplamaların kullanılabileceği en yüksek sıcaklıklar Kaplama Kullanılabileceği En Yüksek Sıcaklık Silikon laklar 300 oC Al- pigmentler 550 oC Kurşun 300 oC Al 600 oC Al-Al2O3(çelik üstünde) 900 oC 80/20 Ni-Cr alaşımları 1000 oC Kanthal (Fe-Cr, Al- Co alaşımları) 1300 oC Ni-Al2O3 1800 oC Ni-MgO 1800 oC SiO2 1710 oC Cr2O3 1900 oC Al2O3 2000 oC TiO2 2130 oC ZrO2 2700 oC ThO2 3300 oC 106