Uploaded by
madsenjm
Spunbond Nonwoven Fiber Diameter Analysis & Optimization

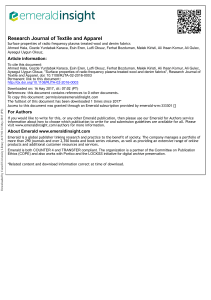
Received: 26 June 2024 Revised: 2 September 2024 Accepted: 3 September 2024 DOI: 10.1002/pls2.10163 RESEARCH ARTICLE Experimental analysis on fiber diameter of spunbond nonwoven fabrics through Plackett–Burman and Box–Behnken designs and its impact on mechanical properties Kaoutar Abdel-Mouttalib 1,2 | Ayoub Nadi 2 Abdelowahed Hajjaji 1 | Omar Cherkaoui 2 | Samir Tetouani 3 | Samira Touhtouh 1 | 1 Engineering Sciences for Energy Laboratory (LabSIPE), National School of Applied Sciences (ENSA), Chouaib Doukkali University, El Jadida, Morocco 2 Laboratory for Research in Textile Materials (REMTEX), Higher School of Textile and Clothing Industries (ESITH), Casablanca, Morocco 3 Laboratory of Advanced Numerical Engineering (LINA), Higher School of Textile and Clothing Industries (ESITH), Casablanca, Morocco Correspondence Ayoub Nadi, Laboratory for Research in Textile Materials (REMTEX), Higher School of Textile and Clothing Industries (ESITH), Casablanca, Morocco. Email: [email protected] Abstract The COVID-19 pandemic sparked a surge in demand for nonwoven protective materials, prompting a significant increase in nonwoven fabric production. To advance understanding, particularly in the Spunbond process, we conducted experiments to analyze the effects of various input parameters on fiber diameter, and mechanical tests to study how fiber diameter influences the mechanical properties of spunbond nonwoven fabrics. Employing Plackett–Burman design and Box–Behnken design with Minitab 18, we have examined different process parameters and study the cause-and-effect relationships between input parameters and the response. A set of experiments were carried out with nine varying parameters, including polymer melt index, initial polymer temperature, and air velocity. By regression modeling, we assessed the effects and interactions of these factors on fiber diameter. The Box–Behnken approach revealed that only three factors significantly influenced fiber diameter. Our analysis unveiled valuable insights for optimizing process parameters to achieve a target fiber diameter of 31.0 μm, crucial for enhancing nonwoven fabric production. Moreover, the results of the tensile property tests show that fiber diameter influence mechanical properties of nonwoven fabrics. As the fiber diameters increase, the mechanical properties of the nonwoven fabric are increased. Highlights • Market research of textile industry, particularly of nonwoven sector. • Identification of the parameters of the Spunbond process. • Selection of Placket–Burman and Box–Behnken designs to analyze, optimize, and predict fiber diameter. • Evaluation of the designs results (analysis of variance, Pareto, Regression model …), determination of the optimal conditions and the factors that has most effect on fiber diameter. This is an open access article under the terms of the Creative Commons Attribution License, which permits use, distribution and reproduction in any medium, provided the original work is properly cited. © 2024 The Author(s). SPE Polymers published by Wiley Periodicals LLC on behalf of Society of Plastics Engineers. SPE Polymers. 2025;6:e10163. https://doi.org/10.1002/pls2.10163 wileyonlinelibrary.com/journal/pls2 1 of 15 2 of 15 ABDEL-MOUTTALIB ET AL. • Investigation of the effect of fiber diameter on mechanical properties. KEYWORDS Box–Behnken design, mechanical properties, nonwoven protective materials, optimizing process, Plackett–Burman design, Spunbond process, tensile property tests 1 | INTRODUCTION In 2020, global demand for textile materials experienced a significant decline due to the spread of COVID-19, leading to the collapse of several national markets.1,2 Despite these challenging circumstances, the nonwoven industry managed to overcome these obstacles due to the high demand for personal protective equipment (PPE) made from nonwoven materials, in order to mitigate the devastating impact of the virus.3 According to persistence market research (PMR), the market has witnessed significant growth since 2015, with its value increasing from an estimated $32.76 billion to $45.2 billion in 2022.3 PMR's forecasts indicate that the market is expected to continue growing and reach $86.2 billion by the end of 2033.4 The use of products made from nonwovens has never been higher than it is currently. This increase is reinforced by the World Health Organization (WHO), which advocates for the mandatory use of protective masks to prevent the transmission of respiratory diseases, including COVID-19. Among the different types of masks available, three are found, woven, knitted, and nonwoven masks. Nonwoven masks are the most commonly used as they provide high filtration efficiency and are less expensive than woven or knitted masks.5 Nonwoven masks are typically manufactured using a technique called Spun laid, which involves two industrial methods: Spunbond and Meltblown. These masks consist of three layers, with a middle layer of Meltblown nonwoven and two outer layers of Spunbond nonwoven.6 Meltblown nonwovens are often used in conjunction with Spunbond rather than being used alone.5 The Spunbond technology dates back to the 1950s–1960s when the German group Freudenberg and the American company DuPont began commercializing it. Since then, it has become the most commonly used method.7 Spunbond is an industrial manufacturing process that involves integrated, continuous, and direct steps to produce a random or oriented nonwoven fabric, which is thermally bonded.8 The Spunbond process involves three primary techniques: extrusion, spinning, and web formation unit. Without interruption, the process primarily utilizes polypropylene (PP) thermoplastic polymer, which is one of the most adaptable and widely used polymer,9 due to its outstanding physical properties, such as rigidity and chemical resistance.10 The PP pellets are melted within an extruder and subsequently forced through special dies with numerous openings using pumps. The filaments emerging the die are cooled and solidified using conditioned air. The entangled filaments are then randomly deposited onto a moving belt to undergo thermal calendaring.11 Spunbond nonwovens are used in various applications, among others, medical applications (masks, gowns, etc.), textiles (lining, protective clothing, insulation blankets, etc.), automotive (sound absorption, tapes, cover parts, insulation tapes, cables, etc.), and agriculture (crop covers, mulch fabrics, etc.).12 To meet the various application areas, the machine is adjusted based on the “trial and error” principle, like the majority of industrial installations.13 Furthermore, due to its inherent stochastic nature, the Spunbond process presents complexities in adjusting various parameters of the production line. This complexity often results in increased energy consumption and material wastage.6 Industries aim to optimize resource utilization while balancing cost, quality, and lead time. However, relying solely on experimental approaches and trial-and-error methods is insufficient for continuously improving production capacity and optimizing various parameters. During the transformation process, multiple parameters interact and impact the quality of the final product, which is determined by several characteristic properties. These properties include fabric weight, which provides insights into material density,14 fiber uniformity, which indicates material homogeneity,15 and mechanical properties, which offer information about material strength under different stresses during usage.14 Another important parameter for assessing the quality of nonwovens Spunbond is fiber diameter (FD).16 The alignment of the aforementioned properties is closely interconnected with FD, as it serves as a fundamental quality factor. In this regard, the appropriate selection of FD depends on the specific requirements of the application and the expertise of the manufacturer. Due to the complexity of the process and the variety of factors influencing FD, many studies have initially focused on considering only a limited number of factors in order to investigate FD and have not examined their impact on it. Zhao,17 who analyzed the FD of Spunbond nonwovens, with a specific focus on the air drawing process, which has a significant impact on FD. The study was limited to three factors: PFR, ASS, and QP, analyzed ABDEL-MOUTTALIB ET AL. by three models to predict the FD: a physical model, a statistical model, and an artificial neural network (ANN) model. The results showed a correspondence between the experimental and predicted values of FD. Chen et al.,18 have taken five factors into account, which sets it apart from Zhao17 where only three factors were chosen, including PFR (g/s). The additional four factors considered are IAT ( C), IPT ( C), PMI (g/10 min), and IAV (m/s). The interactions between these five factors, as well as their relative importance, were analyzed using a statistical model and an ANN model to determine their effect on FD. Zhao,19 have extended the study to incorporate seven factors: IPT ( C), IAT ( C), PFR (g/s), ASS (rpm), QP (Pa), VG (mm), and PCAS (rpm). A study was conducted using a multiple regression model and an ANN model to predict the FD. However, a description of the relationship between these seven factors and their respective impacts on the FD was not provided. The prior studies have investigated a range of factors without verifying their relevance influence in determining the quality of FD, potentially compromising the accuracy of the developed models. However, it is crucial to recognize that the quality of FD cannot be exclusively determined by the mentioned factors alone, as it is subject to the influence of various additional processing parameters that affect the quality, structure, and properties of Spunbond nonwovens. Ensuring the quality of FD necessitates the comprehensive consideration of all factors that have the potential to impact it, and effectively managing and controlling those factors. To achieve this, we decide to work with all the factors used by Zhao17,19 and Chen et al.18 for describing and making informed decisions regarding their effects and predictions. By using PBD and BBD during the development stage, we can design more efficient and comprehensive experiments that are less prone to errors. This approach increases the likelihood of product success while optimizing process performance. This study investigates the influence of nine distinct parameters on FD using empirically derived values. The parameters include PFR, IAT, ASS, IPT, QP, VG, PCAS, PMI, and IAV. By employing PBD, the most significant factors were identified, and these were further refined through BBD to define optimal conditions for enhancing FD quality. 2 | MATERIALS AND METHODS 3 of 15 grade used for Spunbond process is SABIC® PP 511A, which is a homopolymer PP resin specifically designed for extrusion applications with a melt flow index of 25 g/10 min. The PP pellets was extruded through Spunbond process to produce nonwoven fabrics with different FD. 2.2 | Experimental procedures of nonwoven fabric production The nonwoven fabrics were produced in a single step using the industrial spunbond technique implemented by Micagricole company, specialized in plastic films and nonwoven materials, located in Casablanca, Morocco. The process involves converting PP pellets into filaments and subsequently into a nonwoven web through several key phases, as illustrated in Figure 1. Initially, the PP pellets are melted in a single-screw extruder at high temperatures. The elevated temperature, typically ranging between 200 and 260 C, ensures complete melting of the pellets. This molten polymer is then transferred to a metering pump for precise control over the flow rate, a critical parameter for the consistency and uniformity of the produced filaments. The controlled flow is conducted to a spinneret with thousands of orifices, where it is extruded into fine filaments. The design of the spinneret plays a crucial role in determining the final properties of the filaments, such as their diameter. Once extruded, these filaments pass through a cooling chamber where they undergo rapid cooling, a critical step to stabilize the filament structure. Cooling is followed by a stretching phase, where the filaments are elongated under mechanical forces, enhancing their mechanical properties, particularly tensile strength. These stretched filaments are then laid onto a moving conveyor belt, forming a cohesive nonwoven web. Finally, this web undergoes additional treatments, such as thermal bonding, to improve its characteristics, for the final nonwoven fabric. The adjustment of key process parameters, including polymer temperature, polymer flow rate, and cooling conditions, is crucial to achieving the required specifications of the final nonwoven fabric are detailed in the following sections. 2.3 | Design of experiments: Plackett–Burman design 2.1 | Materials The raw material used in this study “PP pellets” was purchased from SABIC based in Riyadh, Saudi Arabia. The To evaluate the impact of the nine factors on the FD, specifically PFR (g/s), IAT ( C), ASS (rpm), IPT ( C), QP (Pa), VG (mm), PCAS (rpm), PMI (g/10 min), and IAV 4 of 15 ABDEL-MOUTTALIB ET AL. F I G U R E 1 (A) Schematic representation of the Spunbond process. (B) Thermal bonding of the nonwoven web and winding of the fabric into rolls. (m/s), we employed PBD. A statistical method used to assess the effect of several factors on a process without the need to perform an extensive number of tests.20 PBD is often used for factor screening that does not differentiate between main effects and interaction effects. However, it proves valuable in determining factors with significant impacts by examining the differences between the two levels of each factor, thus facilitating the screening process effectively. To ensure accuracy, the design encompassed nine factors and 12 sets of tests, all designed using Minitab18 software. In our study, PBD was favored due to its broader scope, enabling resource conservation since data collection was conducted on an industrial scale. Each factor was set at two levels: high level (+1) and low level (1). The high level (+1) represents the maximum value of the parameter, while the low level (1) represents the parameter's minimum value, as shown in Table 1. The statistical modeling was carried out using a linear model represented by a firstorder equation.21 2.4 | RSM: Box–Behnken design Response surface methodology (RSM) is a statistical and mathematical technique, commonly valuable in textile research, as it enables the systematic investigation of complex interactions among multiple variables, facilitating a deeper understanding of the relationships between factors and responses.22 BBD is a response surface analysis method leads to optimize and identify the ideal process conditions while reducing the number of ABDEL-MOUTTALIB ET AL. TABLE 1 5 of 15 Factors levels, notation and coded values used in Plackett-Burman. Code Factors Notation X1 Polymer melt index (g/10 min) PMI 16.3 113 X2 Initial polymer temperature (C ) IPT 212 314 X3 Polymer flow rate (g/min) PFR 0.282 2.94 X4 Initial air temperature (C ) IAT 8 46 X5 Initial air velocity (m/s) IAV 57.06 175.56 X6 Air suction speed (rpm) ASS 2150 2650 X7 Quench pressure (Pa) QP 175 285 X8 Venturi gap (mm) VG 15 33 X9 Primary cool air speed (rpm) PCAS 1000 1600 experiments23 considering the possible interactions between the factors studied and their effects on the response based on the PBD results. The significant factors resulted from PBD, was examined at three levels (1, 0,1) Table 2. The BBD was evaluated by the second-order equation to compare the association of each factor using the multiple regression.24 TABLE 2 Low Level (+1) High Level (1) Factors and their levels in Box-Behnken Design. Levels Code Factors Low (1) Medium (0) High (1) X3 PFR 0.282 1.631 2.98 X7 QP 175 230 285 X8 VG 15 24 33 2.5 | Statistical analysis Variability and uncertainty are inherent in the spunbond process, as in any manufacturing process.25 Consequently, the objective of statistical analysis is to identify and examine the factors that significantly influence this variability. Minitab Version 18 was used to design experiments and perform regression analysis on the experimental data, providing a statistical summary of the various combinations of experimental variables. 2.6 | Nonwoven FD analysis The FDs of the nonwoven fabrics were determined using a GT-B17B optical microscope. The measurements obtained Figure 2 were used to study the impact of these variations on the mechanical properties of the Spunbond nonwoven fabric. By retaining the six factors values Table 11, we modified the following three factors: PFR, QP, and VG Table 3. This approach allowed us to obtain different nonwoven fabric with three different FDs. The average FDs reported in Table 3. 2.7 | Tensile strength The tensile test was carried out to study the mechanical behavior of Spunbond nonwoven fabric using an Instron 5967 tensile tester machine according to ISO 13934-1 standards. The traverse speed was set at 40 mm/min. The rectangular samples measured 50 mm by 300 mm and were tested in the machine direction (MD). 3 | RESULTS A ND DISCUSSIONS 3.1 | Screening of parameters using Plackett–Burman design Model adequacy verification: By adopting PBD, we tried to develop an efficient model for studying the factors that have the most significant impact on FD Table 4. Additionally, the experimental design will enhance the efficiency of our industrial production by minimizing the utilization of various resources,13 thereby leading to a substantial reduction in costs associated with the process. We began with evaluating and validating the model. The correlation coefficients R-Squared represent the most important index for showing the validity of the model. The coefficient of determination R2 (0.99) indicates that the model explains most of the total variations, as only 1% of the variations remain unexplained. The adjusted coefficient of determination R2adj is used to evaluate the model's quality. R2adj is also high with a value of 0.96, indicating that the model is significant. R2 and R2adj are both close to 1, therefore, the above 6 of 15 ABDEL-MOUTTALIB ET AL. F I G U R E 2 (A) Microscopic views of the nonwoven fiber diameters. (B) Distribution of fiber diameters for the three samples. Samples Fiber diameter (μm) PFR (g/min) QP (Pa) VG (mm) PP1 48.62 2.980 230 33 PP2 34.84 2.980 285 24 PP3 29.73 10.752 175 20.8182 considerations reveal that the calculated model fits well with the experimental data. The difference between R2adj and R2pred (R2pred = 0.78) was 0.18, which was a good fit, showing that the actual and predicted values have a high correlation Table 5. Analysis of variance (ANOVA) was also employed to investigate the adequacy and significance of the model T A B L E 3 Effect of PFR, QP, VG on fiber diameter of Spunbond nonwoven fabrics. and the factors. The F-value of the model (37.06) and pvalue of the model is (0.027) conforming that the model is significant with the 95% confidence interval. In this study, factors with confidence intervals greater than 95% or p-values less than 0.05 ( p < 0.05) were identified as significant. According to the ANOVA results in Table 7, the p-values for PFR, QP, and VG were all below the 0.05, indicating that these three ABDEL-MOUTTALIB ET AL. 7 of 15 T A B L E 4 Results of Plackett–Burman design. TABLE 5 Exp. X1 X2 X3 X4 X5 X6 X7 X8 X9 Y 1 113 212 2.980 8 57.06 2150 285 33 1600 32.0004 2 113 314 0.282 46 57.06 2150 175 33 1600 26.1114 3 16 314 2.980 8 175.56 2150 175 15 1600 37.1486 4 113 212 2.980 46 57.06 2650 175 15 1000 29.1452 5 113 314 0.282 46 175.56 2150 285 15 1000 6.2141 6 113 314 2.980 8 175.56 2650 175 33 1000 37.2584 7 16.3 314 2.980 46 57.06 2650 285 15 1600 21.1453 8 16.3 212 2.980 46 175.56 2150 285 33 1000 32.9874 9 16.3 212 0.282 46 175.56 2650 175 33 1600 32.2001 10 113 212 0.282 8 175.56 2650 285 15 1600 6.1784 11 16.3 314 0.282 8 57.06 2650 285 33 1000 13.9852 12 16.3 212 0.282 8 57.06 2150 175 15 1000 17.0802 Fit summary of Plackett–Burman design. TABLE 7 Results of Box–Behnken design. S R2 R2(adj) R2(pred) Exp. X3 X7 X8 Y 2.02867 99.40% 96.72% 78.54% 1 0.282 175 24 28.5289 2 2.980 175 24 45.6795 3 0.282 285 24 21.0123 4 2.980 285 24 36.1024 5 0.282 230 15 23.1002 6 2.980 230 15 37.2140 7 0.282 230 33 24.0122 T A B L E 6 Analysis of variance (ANOVA) of parameters in Plackett–Burman. Source DF Adj SS Adj MS F-Value p-Value Model 9 1372.67 152.519 37.06 0.027 Linear 9 1372.67 152.519 37.06 0.027 8 2.980 230 33 46.2103 PMI 1 25.93 25.928 6.30 0.129 9 1.631 175 15 30.5489 IPT 1 4.98 4.978 1.21 0.386 10 1.631 285 15 22.0125 PFR 1 644.10 644.100 156.51 0.006 11 1.631 175 33 40.1247 IAT 1 1.44 1.437 0.35 0.614 12 1.631 285 33 30.5793 IAV 1 13.06 13.061 3.17 0.217 13 1.631 230 24 31.2417 ASS 1 11.27 11.270 2.74 0.240 14 1.631 230 24 31.2417 QP 1 367.78 367.780 89.36 0.011 15 1.631 230 24 31.2417 VG 1 276.78 276.779 67.25 0.015 PCAS 1 27.34 27.342 6.64 0.123 Error 2 8.23 4.115 factors are the most critical influencing FD. The importance of PFR, QP, and VG can be understood by considering their physical implications. PFR directly influences the amount of polymer extruded, thereby affecting the thickness of the resulting fibers. QP, on the other hand, controls the cooling rate during the quenching process; higher pressures lead to faster solidification, which reduces the time available for fiber stretching, resulting in finer diameters. VG determines how easily the material can be drawn into thin filaments. These insights coordinate with the statistical results observed in the ANOVA results Table 6. The Pareto chart in Figure 3 provides a visual confirmation of these findings. The chart ranks the importance of factors based on their absolute effect size, with longer bars indicating a greater influence on FD. The fact that PFR, QP, and VG exceed the limit line on the Pareto chart underscores their significant impact on FD. Consequently, the three principal factors, namely PFR, QP, and VG, have a clear and significant impact on FD. It becomes evident that PFR has the most substantial impact on the modeled response, followed by QP, with 8 of 15 ABDEL-MOUTTALIB ET AL. interactions should not be entirely dismissed and could be explored in future studies. Their influnece is ranked as follows PCAS> PMI> IAV> ASS> IPT> IAT Figure 3. Overall, the results demonstrate the suitability and effectiveness of the PBD in identifying key factors that significantly influence FD. 3.2 | Parameter optimization using Box–Behnken design FIGURE 3 design. Individual Pareto effect in Plackett–Burman VG having the least influence among the three. The statistical model, represented by the response function, facilitates a detailed analysis of how each factor affects FD. Equation (1) quantifies the contribution of each factor, with coefficient showing their impact on FD. Precisely, a positive coefficient signifies a synergistic effect, where an increase in the factor leads to an increase in FD, whereas a negative coefficient implies an antagonistic effect, where an increase in the factor results in a decrease in FD. FD ¼ 231:28 0:0304 PMI 0:0126 IPT þ 5:431 PFR þ 0:0128 IAT þ 0:01761 IAV 0:00388 ASS 0:1007 QP þ 0:5336 VG þ 0:00503 PCAS: ð1Þ From this analysis, we can draw the following conclusions: 1. PFR and VG are directly proportional to FD, meaning that a decrease in PFR or VG will result in a decrease in FD, and vice versa. This direct relationship highlights the critical role of polymer flow and venturi gap in determining fiber thickness. 2. QP is inversely proportional to FD, implying that as QP increases, the FD decreases. This inverse relationship underscores the importance of quench pressure in controlling FD through its effect on the cooling rate and solidification process. The initial screening strategy, employing PBD, identified notable effects of three main factors PFR, QP, and VG. Subsequently, these influential factors underwent further statistical optimization through the utilization of BBD. Table 7 illustrates the result of BBD experiments with measured response. The coefficient of determination (R2) and the adjusted coefficient of determination (R2adj) were 0.98 and 0.96, respectively, indicating that the calculated model fits well with the experimental data. Regarding the difference between R2adj and R2pred (0.80) was 0.18, which means the fit is good and the actual and predicted values have a high correlation Table 8. The ANOVA results presented in Table 9 relate each input process variable to FD. The model's high significance is validated by an F-value of 45.29 and a low p-value (p < 0.001), confirming that the model is statistically significant within a 95% confidence interval. The obtained results show that all input variables and their interactions were considered, the three factors PFR, QP, and VG emerged with a p-value lower than 0.001 (p-value < 0.001). this significance indicates that any change in these factors strongly influence FD. The interaction between PFR and VG proved to be significant with a p-value of 0.039 below (p < 0.05). This suggests that the combined effect of PFR VG is adding a complex interaction, which validates the quadratic model used in this study. To quantify these relationships, we have generated a regression model using the factors classified based on their influence of the coefficient on FD, which can be expressed by the following equation. The Equation (2) represents the empirical relationships between the FD and specific values of PFR, QP, and VG. It provides a mathematical representation as well of how variations in the three factors affect the final FD. TABLE 8 The other six factors didn't show statistically significant p-values. Thereby, they have a less pronounced impact on FD under the conditions tested. However, their potential Fit summary of Box–Behnken design. S R2 R2(adj) R2(pred) 1.46078 98.79% 96.61% 80.61% ABDEL-MOUTTALIB ET AL. 9 of 15 FD ¼ 29:3 þ 0:90 PFR 0:039 QP þ 0:420 VG þ 0:936 PFR PFR 0:000038 QP QP 0:00384 VG VG 0:00694 PFR QP þ 0:1665 PFR VG 0:00051 Q VG: ð2Þ Figure 4 illustrates the relationship between the experimental and predicted FD values, demonstrating a high degree of correlation between them. The strong alignment between predicted and actual data across all experimental sets confirms the model's stability and accuracy. This correlation indicates that the model is not only statistically valid but also practically reliable for predicting FD under various process conditions. This level of accuracy and reliability is crucial for optimizing the spunbond process, as it provides a solid foundation for a potential scale-up to industrial applications. This underscores the robustness of the model and its capacity to accurately represent the process dynamics. 3.3 | Influences of factors and their interaction on FD The effects of the factors on FD can be estimated using the second-order polynomial Equation (2). The sign of the coefficient indicates whether a factor has a synergistic T A B L E 9 Analysis of variance (ANOVA) of parameters in Bken. FIGURE 4 values. The observed values plotted against the predicted TABLE 10 Optimal values of each factor. Factors Optimal values PFR 1.0752 g/min QP 175 Pa VG 20.8182 mm Source DF Adj SS Adj MS F-value p-value Model 9 869.719 96.635 45.29 0.000 Linear 3 840.453 280.151 131.29 0.000 PFR 1 587.432 587.432 275.29 0.000 QP 1 154.664 154.664 72.48 0.000 VG 1 98.357 98.357 46.09 0.001 Square 3 11.611 3.870 1.81 0.261 PFR PFR 1 10.714 10.714 5.02 0.075 QP QP 1 0.048 0.048 0.02 0.886 VG VG 1 0.357 0.357 0.17 0.699 2-Way Interaction 3 17.655 5.885 2.76 0.151 PFR QP 1 1.061 1.061 0.50 0.512 PFR VG 1 16.339 16.339 7.66 0.039 QP VG 1 0.255 0.255 0.12 0.744 5 10.669 2.134 3 10.669 3.556 * * 2 0.000 0.000 14 880.388 Error Lack-of-Fit Pure Error Total The “*” appear because the Pure Error is zero, preventing the calculation of the Lack-of-Fit, F-value and Pvalue. 10 of 15 ABDEL-MOUTTALIB ET AL. (positive sign) or antagonistic (negative sign) effect. In our study, PFR and VG both have a synergistic effect on FD, leading to an increase in FD, whereas QP has an antagonistic effect, resulting in a decrease in FD. This behavior is consistent with previous findings as demonstrated by the PBD. The Pareto chart in Figure 5 highlights the significance of the main parameters. At lower PFR values, the filaments tend to be finer, as the reduced polymer flow facilitates the stretching. However, as PFR FIGURE 5 Individual Pareto effect in Box–Behnken design. FIGURE 6 Surface plot for fiber diameter. increases, the filament stretching becomes more challenging, leading to thicker fibers. This is because a higher PFR delivers more polymer to the spinneret, which requires more energy and time to cool down and solidify the filaments. This explains the directly proportional relationship between PFR and FD. Conversely, an increase in QP tends to produce finer fibers, as the air pressure in the quenching zone accelerates the cooling rate of the filaments, leading to rapid solidification and a reduction in FD, as PP is a highly-crystalline polymer.26 Therefore, QP presents an inversely proportional effect on FD. The VG, representing the distance between the spinneret and the collector, also plays a critical role in determining the thickness of the FD. A smaller VG means that the filaments undergo greater stretching due to the increased draw-down force, leading to finer fibers. Consequently, VG, like PFR, has a directly proportional effect on FD. Among the factors studied, PFR is the most influential factor affecting FD. However, its effect cannot be considered alone, as it works together with QP and VG to obtain the desired FD. The contour plot and surface response plot, generated using MINITAB 18, are clearly illustrating these relationships in Figures 6 and 7. FD increases linearly with PFR and VG, while it decreases as QP increases slightly. Additionally, the interaction between PFR and QP has a minor effect on FD, whereas the interaction between QP and VG appears to have negligible influence on FD. ABDEL-MOUTTALIB ET AL. FIGURE 7 Contour plots of fiber diameter. FIGURE 8 optimizer. Response The observed results align well with the literature10,22,13,23 affirming the reliability of the findings. This comprehensive analysis underscores the importance of optimizing the nonwoven production process. For instance, adjusting PFR, QP, and VG allows a precise control over FD to achieve the desired nonwoven fabric, thereby validating the practical implications of the study. 3.4 | Optimal conditions for FD The application of Minitab 18 as a statistical tool for optimizing the processing parameters proved effective. The 11 of 15 optimization plot generated by the software enabled the precise determination of optimum values of the three factors. These values were subsequently validated through experimental testing, where the results showed an average FD of 31.0 μm, a value that aligns with the predicted outcomes Figure 8. The critical factors were optimized at 1.08 g/min for PFR, while QP was minimized at 175 Pa, and VG was set 20.82 mm Table 10. These settings were identified as the most influential in achieving that final FD, as illustrated in Figure 8. Additionally, while PFR, QP, and VG were identified as the primary factors, the optimization of the remaining six parameters was also crucial. Although these factors 12 of 15 ABDEL-MOUTTALIB ET AL. TABLE 11 FIGURE 9 fabrics. Stress–strain curves of spunbond nonwoven had a less significant impact on FD, their values as experimentally determined (PMI at 54.4 g/10 min, IPT at 230 C, IAT at 16 C, IAV at 115.84 m/s, ASS at 2378 rpm and PCAS at 1295 rpm) Table 11. In summary, it has been demonstrated that thin filaments outperform thicker diameter filaments in terms of morphology, as well as physical and mechanical properties.15 Therefore, it is important to consider the description of the positive or negative effects of these nine factors on the FD quality. Ultimately, the results underscore the importance of focusing on PFR, QP, and VG for FD optimization while maintaining control over the other six factors to ensure the quality of the final product. Furthermore, it was demonstrated that thinner filaments, produced under the optimized conditions, show superior morphological, physical, and mechanical properties compared to thicker filaments.15 This finding highlights the significance of effectively adjusting the process parameters to enhance high quality nonwoven fabric with desirable properties. 3.5 | Influence of FD on mechanical properties Validating all the statistical results at an industrial scale is undeniably intricate, yet crucial for ensuring the alignment of statistical data with the reality of the spunbond process. Strain at break, tensile strength and young's modulus were measured in order to examine the effect of FD on tensile properties of three samples of spunbond nonwoven fabrics. Figure 9 illustrates the stress–strain behavior of spunbond nonwoven fabrics. The first sample PP1 shows the Optimal values of the six factors. Factors Values PMI 54.4 g/10 min IPT 230 C IAT 16 C IAV 115.84 m/s ASS 2378 rpm PCAS 1295 rpm highest stress value before failure, this sample resist more load compared with the others. Additionally, it represents a higher strain at break, as demonstrated by its greater elongation before breaking. PP2 has intermediate properties, with lower maximum stress compared with PP1 but higher than PP3, and with an intermediate strain at break. PP3 shows the lowest maximum stress and strain at break, highlighting its minimal strength and elongation capacity among the three samples. Figure 10A,B illustrates respectively the tensile strength and Young's modulus of spunbond nonwoven fabrics. The first sample PP1, illustrates the highest tensile strength, demonstrating its ability to endure the most significant amount of stress before failure, and shows the highest Young's modulus, indicating that PP1 is the stiffest fabric and deforms the less under stress. The PP2 sample, while having slightly lower tensile strength and Young's modulus compared with PP1, still maintains substantial load-bearing capacity and stiffness, remaining significantly stiffer than PP1. In contrast, the PP3 sample presents the lowest tensile strength and Young's modulus, making it the least capable of resisting high stress and the most flexible among the three. As seen from Figures 9 and 10 and Table 12, changes in FDs have significant effects on mechanical properties of spunbond nonwoven fabrics. According to Choi et al. the mechanical properties of melt blown fabrics, which are nearly produced the same as spunbond fabrics27 are highly influenced by variations in FD.28 The FD has a direct impact on individual strength,29 which in turn influences the overall strength of the nonwoven fabric. Consequently, As the FDs increase, the mechanical properties of the nonwoven fabric are increased. The ability to control FD, combined with the structural advantage of randomly oriented fibers,27 makes spunbond nonwovens highly suitable for various applications requiring reliable performance under various stress conditions. Fabrics with larger FDs like PP1 and PP2 lead to fabrics with higher tensile strength, greater stiffness (Young's modulus), and better overall load-bearing capacity. These properties make these nonwoven fabrics suitable for applications requiring enhanced mechanical ABDEL-MOUTTALIB ET AL. 13 of 15 FIGURE 10 (A) Tensile strength of spunbond nonwoven fabrics, and (B) Young Modulus of spunbond nonwoven fabric. TABLE 12 Physical and mechanical properties of spunbond nonwoven fabrics. Samples Linear density (Tex) Fiber diameter (μm) Tensile strength in machine direction (MPa) Young's Modulus (GPa) Breaking extension (%) PP1 7156.86 48.92 1446.06 39.87 105.39 PP2 4480.80 34.84 1368.47 34.86 105.50 PP3 4200 29.73 1149.80 28.28 71.05 performance like automotive (seat covers), civil engineering (roofing, erosion control), geotextiles …27 Conversely, fabrics with smaller FDs like PP3 possess lower tensile strength and stiffness but provide greater flexibility, which might be advantageous for applications requiring higher flexibility. Such as filtration applications,30 since the decreased FD increase the surface area which enhance the filter quality. They can be used as well for thermal insulation applications and medical.31 Thinner fibers also used to produce nonwovens with high packing density.32 Since the FD is the important feature that condition other properties,31 these findings highlight the importance of selecting correct FDs during the manufacturing process of spunbond nonwoven fabrics to achieve the appropriate mechanical properties for specific applications. By optimizing FD, manufacturers can adapt the performance characteristics of their products to meet diverse industry requirements. 4 | C ON C L U S I ON In this study, the effects of the independent variables were investigated using a combination of PBD and BBD to model and optimize them, to enhance and ensure resource-efficient production by evaluating their effects on FD. This study provided a statistical model for predicting the effects of nine variables (PMI, IPT, PFR, IAT, IAV, ASS, QP, VG, and PCAS) on FD. First, the factors underwent a rigorous process of verification, validation and have been screened to obtain the most significant one, which are PFR, QP, and VG. Subsequently, the optimal values for these influential factors were determined to achieve the optimal FD. The experimental data adjustment to both designs led to the creation of a reliable regression model, enabling the evaluation of the influence of each factor and their interactions on the measured response FD. According to PBD, the FD is primarily influenced by PFI, QP, and VG as well as by the interaction effect PFR VG according to BBD. The predictions of the statistical model closely align with the experimental values, showing minimal deviations between the predicted and measured data. Based on the regression model, it was possible to highlight the cause-and-effect relationships between the factors and the final response. PFR and VG were found to have a directly proportional influence on FD, meaning that when these factors decrease, FD also decreases. On the other hand, QP showed an inversely proportional 14 of 15 influence on FD, indicating that as QP increase, FD decreases. The optimal FD value is 30.9973 μm corresponds to the following values of the factors: PMI (54.4 g/10 min), IPAT (230 C), PFR (1.0752 g/min), IAT (16 C), IAV (115.84 m/s), ASS (2378 rpm), QP (175 PA), VG (20,8182 mm), and PCAS (1295 rpm). Furthermore, the FD revealed its impact on the mechanical properties, offering insights into the mechanical behavior of the spunbond nonwoven fabrics. Thinner fibers as PP3 with a FD of 29.73 μm typically result in more flexible and softer nonwoven fabrics, which are advantageous for applications such as filtration textiles and medical products. Conversely, thicker fibers such as PP1 (48.92 μm) and PP2 (34.84 μm) contribute to enhanced durability and are thus preferred in applications requiring robust mechanical strength, such as geotextiles and automotive substrates. In conclusion, validating statistical results at an industrial scale is undeniably intricate, yet crucial for ensuring the alignment of statistical data with the reality of the Spunbond process. To accomplish this, we are embarking on a validation approach rooted in physical principles, which promises to enhance the reliability of our analytical findings. Our strategy involves establishing a connection between statistical results and the underlying physical laws governing the dynamics of the Spunbond process, with a focus on refining the model's precision. This approach encompasses ongoing laboratory experiments, empirical data collection, and the implementation of simulations to represent process behavior more accurately. We are actively collaborating with esteemed experts in the field to achieve this precision. In parallel, we are actively developing a neural network model with the goal of highly accurately predicting FD, harnessing the potential of machine learning to discern complex data patterns. Simultaneously, we are initiating other studies aimed at optimizing Spunbond process parameters, contributing to improved process performance as part of a shift toward more ecologically and socio-economically sustainable practices. A C K N O WL E D G M E N T S The authors would like to thank the supervisory Board of Higher School of Textile and Clothing Industries (ESITH) for technical assistance and support and Chouaib Doukkali University. CONFLICT OF INTEREST STATEMENT The authors declare no conflicts of interest. ABDEL-MOUTTALIB ET AL. DA TA AVAI LA BI LI TY S T ATE ME NT The authors confirm that all data generated or used during the study are available in the article. ORCID Kaoutar Abdel-Mouttalib https://orcid.org/0009-00035260-8069 Ayoub Nadi https://orcid.org/0000-0001-9829-8359 Samir Tetouani https://orcid.org/0000-0003-3493-3426 Abdelowahed Hajjaji https://orcid.org/0000-0002-48634753 Omar Cherkaoui https://orcid.org/0000-0002-67116433 Samira Touhtouh https://orcid.org/0000-0002-64466980 RE FER EN CES 1. Castañeda-Navarrete J, Hauge J, L opez-G omez C. COVID-19's impacts on global value chains, as seen in the apparel industry. Dev Policy Rev. 2021;39:953-970. doi:10.1111/dpr.12539 2. Annaldewar BN, Jadhav NC, Jadhav AC. Impact of COVID-19 on sustainability in Textile & Clothing Sectors. In: Muthu SS, ed. COVID-19: environmental Sustainability and Sustainable Development Goals. Springer; 2021:93-116. doi:10.1007/978-98116-3860-2_4 3. Global Nonwoven Fabrics Market Overview. 2026_x000D_. Actual Market Research. 2021 Accessed March 8, 2023. https://www. actualmarketresearch.com/press/210689997/Global-NonwovenFabrics-Market-Overview. 4. Global Market Study on Nonwoven Fabric: Personal Care & Hygiene Products to Create Maximum Business Opportunity in the Near Future. Persistence Market Research. 2024 Accessed June 8, 2023. https://www.persistencemarketresearch.com/ market-research/non-wovens-market.asp. 5. Korkmaz G, Kılınç M, Razak SA, Ocak M, Korkmaz S, Kut YDT. Comparison of the performance properties of spunlaid non-woven fabrics used as face mask. J Text Institute. 2023; 114:250-256. 6. Victor VS, Schmeißer A, Leitte H, Gramsch S. Visual parameter space analysis for optimizing the quality of industrial nonwovens. IEEE Comput Graph Appl. 2022;42:56-67. doi:10.1109/ MCG.2022.3155867 7. Lim H. A Review of Spun Bond Process. J Text and Apparel Technol and Manage. 2010;6(3):1-13. 8. Mao N, Russell SJ, Pourdeyhimi B. Chapter 12 - characterisation, testing, and modelling of nonwoven fabrics. In: Russell SJ, ed. Handbook of Nonwovens. Second ed. Woodhead Publishing; 2022:509-626. doi:10.1016/B978-0-12-818912-2.00008-2 9. Li B, Hu GH, Cao GP, Liu T, Zhao L, Yuan WK. Effect of supercritical carbon dioxide-assisted nano-scale dispersion of nucleating agents on the crystallization behavior and properties of polypropylene. J Supercritic Fluids. 2008;44: 446-456. 10. Negaresh M, Karbalaei-Bagher M, Jahani Y, Forouzan A. A pragmatic approach to analyze the ability of ethylene-octene copolymer in the long chain branching of polypropylene in molten and solid state. SPE Polym. 2024;5(2):151-168. ABDEL-MOUTTALIB ET AL. 11. Zhang D, Bhat G, Sanjiv M, Wadsworth L. Evolution of structure and properties in a spunbonding process. Text Res J. 1998;68:27-35. 12. Geus H-G. Developments in manufacturing techniques for technical nonwovens. In: Advances in technical nonwovens. Woodhead Publishing, 2016;133-153. 13. DouglasC M. Design and Analysis of Experiments. Douglas C; 2009. 14. Yilmaz KB, Sabuncuoglu B, Yildirim B, Silberschmidt VV. A brief review on the mechanical behavior of nonwoven fabrics. J Eng Fibers Fabrics. 2020;15:1558925020970197. doi:10.1177/ 1558925020970197 15. Midha VK, Dakuri A. Spun bonding technology and fabric properties: a review. J Text Eng Fashion Technol. 2017;1:1-9. 16. Kara Y, Molnar K. A review of processing strategies to generate melt-blown nano/microfiber mats for high-efficiency filtration applications. J Indus Text. 2022;51:137S-180S. doi:10.1177/ 15280837211019488 17. Zhao B. Predicting the fiber diameter of spunbonding nonwovens fabrics by means of physical model, statistical method and artifical neural network theory. Int J Cloth Sci Technol. 2015; 27:262-271. doi:10.1108/IJCST-01-2014-0015 18. Chen T, Zhang C, Li L, Chen X. Simulating the drawing of spunbonding nonwoven process using an artificial neural network technique. J Text Institute. 2008;99:479-488. 19. Bo Z. Prediction of fiber diameter of spunbonding nonwovens by using neural network and multiple regression models. 2010 International Conference on Computer Design and Applications. 2010;2:V2-473-V2-476. doi:10.1109/ICCDA.2010.5541361 20. Marzouki M, Samet B, Tounsi H. Application of Plackett–Burman and box-Behnken designs for the optimization of Tunisian dam sediment-based geopolymers. J Build Eng. 2022;50:104162. 21. Krishnan S, Prapulla SG, Rajalakshmi D, Misra MC, Karanth NG. Screening and selection of media components for lactic acid production using Plackett–Burman design. Bioprocess Eng. 1998;19:61-65. doi:10.1007/PL00009003 22. Islam MDR, Karim F, Uddin MDB. Optimizing yarn properties through response surface methodology: finding the ideal flax and cotton fiber proportion in blended yarns by using design-expert software. SPE Polym. 2024;5:412-425. doi:10.1002/pls2.10133 23. Maduna L, Patnaik A, Nayak R. The use of the box–Behnken experimental design to model tensile strength of spunlaced fabrics and evaluating fabrics behaviour in acidic condition. J Indus Text. 2022;51:837-855. doi:10.1177/1528083719894640 15 of 15 24. Yetilmezsoy K, Demirel S, Vanderbei RJ. Response surface modeling of Pb (II) removal from aqueous solution by Pistacia vera L: box–Behnken experimental design. J Hazard Mater. 2009;171:551-562. 25. Botha N, Coetzer R, Inglis HM, Labuschagne FJWJ. Statistical analysis of the effect of varying material and manufacturing conditions on the mechanical properties of high-density polyethylene/layered double hydroxide composites. SPE Polym. 2023;4:156-174. doi:10.1002/pls2.10098 26. Dai S, Ye L, Hu G. Preparation and properties of PP/PC/POE blends. Polym Adv Tech. 2010;21:279-289. doi:10.1002/pat.1427 27. Venkataraman D, Shabani E, Park JH. Advancement of nonwoven fabrics in personal protective equipment. Materials. 2023;16:3964. 28. Choi KJ, Spruiell JE, Fellers JF, Wadsworth LC. Strength properties of melt blown nonwoven webs. Polym Eng Sci. 1988;28: 81-89. doi:10.1002/pen.760280204 29. Hegde RR. Influence of Material Variables in Thermal Bonding of Nonwovens. Mater Sci. 2006;47-136. 30. Payen J, Vroman P, Lewandowski M, Perwuelz A, CalléChazelet S, Thomas D. Influence of fiber diameter, fiber combinations and solid volume fraction on air filtration properties in nonwovens. Text Res J. 2012;82:1948-1959. doi:10.1177/ 0040517512449066 31. Yesil Y, Bhat GS. Structure and mechanical properties of polyethylene melt blown nonwovens. Int J Cloth Sci Technol. 2016; 28:780-793. 32. Kara Y, Molnar K. Revealing of process–structure–property relationships of fine polypropylene fiber mats generated via melt blowing. Polym Adv Tech. 2021;32:2416-2432. doi:10.1002/ pat.5270 How to cite this article: Abdel-Mouttalib K, Nadi A, Tetouani S, Hajjaji A, Cherkaoui O, Touhtouh S. Experimental analysis on fiber diameter of spunbond nonwoven fabrics through Plackett–Burman and Box–Behnken designs and its impact on mechanical properties. SPE Polym. 2025;6(1):e10163. doi:10.1002/pls2.10163