erozif aşınma ve bağlı olduğu parametrelerin incelenmesi
advertisement

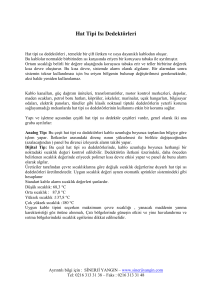
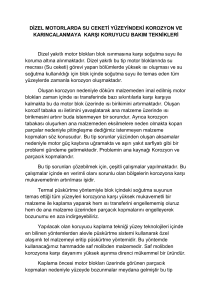
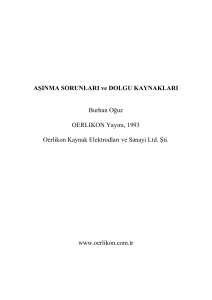
SAE 1060 ÇELİĞİNİN EROZİF AŞINMA ÖZELLİKLERİNİN AŞINMAYA DİRENÇLİ TİCARİ ÇELİK PLAKALARLA KARŞILAŞTIRILMASI V. Erduran ERDEM1, C. Fahir ARISOY2, Gökhan BAŞMAN3, M. Kelami ŞEŞEN4 1, 2, 3, 4 İstanbul Teknik Üniversitesi, Metalurji ve Malzeme Mühendisliği Bölümü 34469 Maslak/İstanbul Tel: (212) 285 35 48 E-mail: [email protected] Tel: (212) 285 35 48 E-mail: [email protected] Tel: (212) 285 34 29 E-mail: [email protected] Tel: (212) 285 34 29 E-mail::[email protected] Özet: Erdemir 5060/SAE1060 çelikleri ve HARDOX400 ve HARDOX500 aşınmaya dirençli ticari çelik plakaları 2 farklı hız (57 m/s ve 76 m/s) ve 2 farklı açıda (30° ve 90°), 70µm açısal Al 2O3 ile aşındırılmış, kullanılan aşındırıcı miktarına göre ağırlık kaybı değerleri hesaplanarak erozif aşınma dirençleri birbirleriyle kıyaslanmıştır. Düşük parçacık hızlarında HARDOX çelikleri daha iyi direnç gösterirken, yüksek hızlarda SAE 1060 çeliği daha iyi direnç göstermiştir. Anahtar sözcükler: Erozif aşınma, HARDOX400, HARDOX500, SAE1060 1. EROZİF AŞINMA [1] Erozif aşınma, bir cismin yüzeyine katı veya sıvı parçacıkların çarpması sonucu oluşur. Erozif aşınma çok çeşitli makinelerde gözükür ve tipik örnekleri toz bulutundan geçen bir uçağın pervanelerindeki hasar ve mineral çamurları işleme sistemlerindeki pompa pervanelerindeki aşınmadır. Diğer aşınma şekillerinde de olduğu gibi, mekanik dayanım aşınma direncini garantilemez ve aşınmayı minimize etmek için detaylı bir malzeme karakteristiği çalışması gereklidir. Erozif aşınma, parçacık malzemesi, çarpma açısı, çarpma hızı ve parçacık boyutu kontrollü birçok aşınma mekanizması içerir. Bilinen erozif aşınma mekanizmaları Şekil 1’de gösterilmiştir. Oldukça düşük sayılabilecek 20° gibi bir açıda, eğer parçacık sert ve yüzey yumuşaksa, çok ciddi aşınma meydana gelebilir. Bu koşullarda, abrazif aşınmaya benzer bir aşınma geçerlidir. Eğer yüzey kırılgansa, en yüksek aşınma, 90°’ye yakın açılarda, yüzey parçalanması şeklinde görülür. Aşınma hızı ile çarpma açısı arasındaki bağlantı, sünek ve kırılgan malzemeler için ayrı ayrı Şekil 2’de verilmiştir. Düşük çarpma açılarında erozyonun maksimum gözüktüğü durumlarda, sünek erozif aşınma karakteri geçerlidir. Tersine, maksimum aşınma yüksek açılarda görülüyorsa, kırılgan erozif aşınma karakteri geçerlidir. Şekil 1. Bilinen erozif aşınma mekanizmaları. [1] Erozif parçacığın hızı, aşınma prosesinde çok büyük etkiye sahiptir. Hız çok düşükse, plastik deformasyon oluşamaz ve aşınma, yüzey yorulması şeklinde olur. Hız yükseldiğinde, malzeme yüzeyinde plastik deformasyon meydana gelir. Bu durumda aşınma, tekrarlanan plastik deformasyonlar şeklinde olur. Kırılgan malzemeler yüzey altı kırılma ile aşınır. Çok yüksek parçacık hızlarında, darbeye uğrayan yüzeyin erimesi bile gözükebilir. Parçacık boyutu da önemli bir etkendir. Aşındırıcı parçacık boyutu arttıkça aşınma hızı artar. Sert parçacıklar yumuşak parçacıklara göre daha yüksek aşınma hızına neden olurlar. Parçacık keskinliği de erozif aşınmayı arttırır. Parçacık sert fakat nispeten yuvarlak olduğunda şiddetli erozif aşınma oluşturmaz. Parçacık akı değeri veya birim alana çarpan parçacıkların kütlesi ve zaman da erozif aşınma hızını kontrol eden bir başka parametredir. Erozif aşınma hızı, belirli bir limit aşınma değerine kadar akı değeriyle doğru orantılıdır. Limit akı değeri geçildiğinde, malzemeden seken parçacıklar ile yeni gelen parçacıkların çarpışması sonucu aşınma hızının azalması mümkündür. Az alaşımlı karbon çelikleri için, ferritik faz ile, mukavemet arttıran yeterli miktarda küresel karbür inklüzyonları erozif aşınmaya karşı çok etkilidir. Perlitik çelikler, küreselleştirilmiş çeliklerden daha kötü aşınma dayanımı sergilerler. Görülmüştür ki çeliğin erozif aşınması klasik sünek erozyon karakteristikleri gösterir, örneğin en yüksek aşınma hızı 30°lik düşük açıda, yüzey altı ve yüzey kırılmaları ile gözükür. Bu da çeliğin erozif aşınma dayanımının süneklilik eksiği ile sınırlandığını gösterir. 2. DENEYSEL ÇALIŞMALAR Şekil 2. Sünek ve kırılgan malzemeler için parçacık çarpma açısı ile aşınma hızının ilişkisi[1]. Düşük açılarda, malzeme sertliği ve deformasyon sertleşmesi özelliği, aşınmayı durdurucu etki yapar. Sertlik arttırmak için çeliğe yapılan ısıl işlem, düşük açılarda direnci arttırırken, yüksek açılarda azaltır. Çok yüksek erozif aşınma direnci için genel bir reçete yoktur. Mevcut olabilecek iki farklı erozif aşınma önleme mekanizmasından dolayı, yüksek aşınma direnci birden fazla tür malzeme ile sağlanabilir. Kimi durumlarda malzeme çok sert ve tok olabilir, böylece çarpan malzeme yüzeyde bir iz yapamaz. Alternatif olarak, malzeme tok ve çok düşük elastik modüle sahip olabilir, bu durumda parçacıkların kinetik enerjisi zararsız bir şekilde emilir. Bu zıt aşınma koruma mekanizmaları Şekil 3’te gösterilmiştir. Erozif aşınma deneylerinde ticari HARDOX400 ve HARDOX500, Erdemir 5060 / SAE 1060 çelikleri kullanılmıştır. HARDOX400 ve HARDOX500, İsveç’te SSAB Oxelösund firması tarafından üretilen, özel aşınma levhalarıdır. Aşınmanın sıkça görüldüğü damper kasaları, kırıcılar, konteynerler, çekiçli değirmenler, ekskavatörler, kepçeler ve yıkım çeneleri gibi makine parçalarında uzun yıllardır kullanılmaktadırlar. SAE 1060 çeliği, Erdemir tarafından sıcak haddeleme ile üretilmiş, % 0,63 karbon içeren, yüksek mukavemetli levhalardır ve yüksek mukavemetli makina parçaları imalatında kullanılma amaçlı üretilmiş bir çelik malzemedir. Bu çalışmada kullanılan çelik malzemelerin kimyasal bileşimleri ve karbon eşdeğerleri Tablo 1’de ve mekanik özellikleri de Tablo 2’de verilmiştir. Tablo 1. Çelik malzemelerin kimyasal bileşimleri ve karbon eşdeğerleri. HARDOX 400 HARDOX 500 SAE 1060 C 0,14 0,27 0,63 Si 0,70 0,70 0,25 Mn 1,60 1,60 0,84 P 0,025 0,025 0,009 S 0,010 0,010 0,005 Cr 0,30 1,00 0,015 Ni 0,25 0,25 0,031 Mo 0,25 0,25 0,003 B 0,004 0,004 - CEV 0,33 0,58 0,78 Çelik Malzemeler Element % Ağırlık Şekil 3. Çok sert ve çok elastik malzemelerin zıt aşınma koruma mekanizmaları. [1] Çelik mikroyapısının erozif aşınmaya etkisi ile ilgili literatür, sünek bir çeliğin aşınmaya daha çok dayanıklı olduğunu önerir. Çeliğe, sertleştirip martenzitik yapı kazandırılması, sadece çok düşük açılarda bir miktar iyileşme sağlar. Erozif aşınmayı düşürmek için çelik seçimi, bu bakımdan abrazif aşınma durumundan farklıdır. Tablo 2. Mekanik özellikler. Çelik Malzemeler Sertlik (Brinell Akma mukavemeti (N/mm²) Çekme mukavemeti (N/mm²) Kopma uzaması (%) HARDOX 400 HARDOX 500 SAE 1060 415 478 229 1000 1300 420 1250 1550 779 10 8 18 Çarpma hızı, cihaza giren havanın basıncı ile kontrol edilmiştir. Yapılan çalışmalarda hız tespiti için Ruff ve Ives’ın 1975 yılında geliştirdiği “double disk” metodu kullanılmıştır [2]. 3. DENEY SONUÇLARI Yapılan deneyler sonucu, üç farklı çelik malzeme için toplam dört farklı koşulda erozif aşınma eğrileri ortaya çıkartılmıştır. Bu sonuçlarla, aynı aşınma koşullarında malzemelerin karşılaştırılması ve aynı malzemenin farklı koşullarda aşınma dirençlerinin karşılaştırılması yapılabilmektedir. Malzemelerin deney yüzeyleri sonrası 90° ve 30° için sırayla makro ve mikro olarak Şekil 5 (a-b) ve Şekil 6 (a-b)’de verilmiştir. Bu çalışmadaki deney koşulları şöyle sıralanabilir: Aşındırıcı: 70µm açısal Al2O3 parçacıkları, 1875 Vickers sertlik, 3,96 gr/cm³ yoğunluk (Şekil 4). Püskürtme nozulu: 4,8mm iç çaplı alümina. Nozul ile hedef malzeme arası uzaklık: 10 mm. Besleme hızı: 100 gr/dk. Taşıyıcı gaz: hava. Çarpma açıları: 90° ve 30°. Çarpma hızları: 76 m/s ve 57 m/s. (a) (b) Şekil 4. Aşındırıcı alümina parçacıklar Çelik malzemeler 30mm x 40mm x 8mm (HARDOX400), 30mm x 50mm x 8mm (HARDOX500) ve 30mm x 50mm x 4mm (SAE 1060) boyutlarında kesilmiş, yüzeyleri 400 grit zımpara ile parlatılmış ve izopropil alkol ile temizlendikten sonra 0.1 mg hassasiyetle tartılarak aşınma deneylerine başlanmıştır. Alümina aşındırıcı her püskürtme öncesi titreşimli besleyiciye 25 gram olarak doldurulmuş ve her püskürtmede sabit bir besleme hızı (100 g/dk) kullanılmıştır. Her numuneye dört kere püskürtme yapılarak numune başına toplam 100 gram aşındırıcı kullanılmıştır. Her püskürtme sonrası numune önce kuru hava ile temizlenmiş, daha sonra izopropil alkol ile yıkanıp kurutulduktan sonra 0,1 mg hassasiyetle tartılarak ağırlık kaybı ölçülmüştür. Deney sırasında iki farklı çarpma hızı ve iki farklı çarpma açısı kullanılmış ve böylece her bir çelik malzeme için dört farklı aşınma koşulunda çalışılmıştır. Şekil 5. HARDOX500 çeliğinin 90° (a) ve 30° (b) açı ile aşındırıldıktan sonraki makro yüzey görünümü. (a) 25 Ağırlık Kaybı (mg) 20 15 SAE 1060 HARDOX400 HARDOX500 10 5 0 0 (b) 20 40 60 80 100 120 Aşındırıcı Miktarı (g) Şekil 6. HARDOX500 çeliğininin 90° (a) ve 30° (b) açı ile aşındırıldıktan sonraki mikro yüzey görünümü. Şekil 8. 57 m/s, 30°’de aşındırıcı miktarına bağlı olarak ağırlık kaybı. Bu çalışmadan elde edilen, üç çelik malzemenin 57 m/s 90°’deki aşınma eğrileri Şekil 7’de, 57 m/s - 30°’deki aşınma eğrileri Şekil 8’de, 76 m/s - 90°’deki aşınma eğrileri Şekil 9’da ve 76 m/s - 30°’deki aşınma eğrileri Şekil 10’da verilmiştir. 35 30 Ağırlık Kaybı (mg) 25 18 16 Ağırlık Kaybı (mg) 14 HARDOX500 20 HARDOX400 15 SAE 1060 10 12 HARDOX500 10 5 SAE 1060 8 0 HARDOX400 6 0 20 40 60 80 100 120 Aşındırıcı Miktarı (g) 4 2 0 0 20 40 60 80 100 120 Şekil 9. 76 m/s, 90°’de aşındırıcı miktarına bağlı olarak ağırlık kaybı. Aşındırıcı Miktarı (g) Şekil 7. 57 m/s, 90°’de aşındırıcı miktarına bağlı olarak ağırlık kaybı. 50 45 40 35 Ağırlık Kaybı (mg) Çalışmalarda kullanılan HARDOX400, HARDOX500 ve SAE 1060 çelik malzemelerinin farklı aşınma koşullarındaki erozif aşınma dayanımları Şekil 11, 12 ve 13’de verilmiştir. 30 HARDOX500 25 HARDOX400 20 SAE 1060 15 Üç farklı malzeme ve dört farklı aşınma koşulu için elde edilen sonuçlar toplu olarak da Şekil 14’de verilmiştir. 10 5 0 0 20 40 60 80 100 120 Aşındırıcı Miktarı (g) Şekil 10. 76 m/s, 30°’de aşındırıcı miktarına bağlı olarak ağırlık kaybı. 50 50 45 45 40 40 35 35 HARDOX400, 76 m/s, 30° 30 76 m/s, 30° 76 m/s, 90° 25 57 m/s, 30° 57 m/s, 90° 20 Ağırlık Kaybı (mg) Ağırlık Kaybı (mg) HARDOX500, 76 m/s, 30° SAE 1060, 76 m/s, 30° HARDOX500, 76 m/s, 90° 30 HARDOX400,76 m/s, 90° SAE 1060, 76 m/s, 90° 25 SAE 1060, 57 m/s, 30° HARDOX400, 57 m/s, 30° 20 HARDOX500, 57 m/s, 30° 15 15 10 10 5 5 HARDOX500, 57 m/s, 90° SAE 1060, 57 m/s, 90° 0 HARDOX400, 57 m/s, 90° 0 0 20 40 60 80 100 120 0 50 100 150 Aşındırıcı Miktarı (g) Aşındırıcı Miktarı (g) Şekil 11. HARDOX400 malzemesinin farklı koşullardaki erozif aşınma eğrileri. Şekil 14. Tüm aşınma eğrileri. 4. DEĞERLENDİRMELER VE SONUÇLAR 50 45 40 Ağırlık Kaybı (mg) 35 76 m/s, 30° 30 76 m/s,90° 25 57 m/s, 30° 20 57 m/s, 90° 15 10 5 0 0 20 40 60 80 100 120 Aşındırıcı Miktarı (g) Şekil 12. HARDOX500 malzemesinin farklı koşullardaki erozif aşınma eğrileri. 40 35 Ağırlık Kaybı (mg) 30 76 m/s, 30° 25 76 m/s, 90° 20 57 m/s, 30° 15 57 m/s, 90° 10 5 0 0 20 40 60 80 100 120 Aşındırıcı Miktarı (g) Şekil 13. SAE 1060 malzemesinin farklı koşullardaki erozif aşınma eğrileri. Elde edilen aşınma eğrilerinden, tüm malzemeler için en yüksek aşınma hızlarının, 30° düşük parçacık çarpma açısında ve 76 m/s olarak uygulanan en yüksek parçacık çarpma hızında olduğu görülmektedir. 76 m/s parçacık çarpma hızında ve 90° çarpma açısında aşınma miktarı düşmektedir. Tüm malzemeler için en düşük aşınma 90° çarpma açısında ve 57 m/s çarpma hızında meydana gelmiştir. Buradan açıkça görüldüğü gibi, çarpma hızının artması ile erozif aşınma hızı artmıştır. Bu sonuç literatürde verilen bilgilerle uyumludur. Ayrıca bu sonuçlar, kullanılan malzemelerin aşınma miktarlarının 30°lik çarpma açısında, 90°lik çarpma açısına göre daha fazla olduğunu göstermektedir. Bu sonuçlar, kullanılan çeliklerin mevcut aşınma koşullarında, sünek aşınma davranışı gösterdiklerini açıklamaktadır. Her üç malzemenin de 100’er gramlık alümina aşındırıcı ile aşındırıldıktan sonraki ağırlık kaybı değerleri, aynı koşullarda (aynı hız ve açılarda), birbirlerine oldukça yakındır, küçük farklılıklar vardır. Bu farklılıklar: Yüksek hızdaki çalışmalarda (76 m/s), hem 90 hem de 30 derecelik püskürtme koşulunda SAE 1060 sıcak haddelenmiş karbon çeliği, HARDOX400 ve HARDOX500 çeliklerinden daha yüksek erozif aşınma direnci göstermiştir (Şekil 9 ve 10) Düşük hızda (57 m/s) ve 90 derecelik püskürtme koşulunda, HARDOX400 çeliği en yüksek erozif aşınma direncini gösterirken (Şekil 7), yine düşük hızda ancak 30 derecelik düşük püskürtme açısında HARDOX500 çeliği en yüksek erozif aşınma direncini göstermiştir (Şekil 8). Bu sonuçlardan anlaşılmaktadır ki, farklı aşınma durumlarında, aşınma dirençleri açısından, incelenen üç malzemenin birbirlerine göre üstünlükleri vardır. Bu da, aşınmaya dirençli malzemenin, aşınma koşulları irdelenerek belirlenmesinin, uygun olacağını göstermektedir. Sonuçlar aşağıda özetlenmiştir. 1. Aşındırıcı parçacık çarpma hızının artmasıyla aşınma koşullarının sertleştiği durumlarda tokluğu yüksek çelikler, daha yüksek aşınma direnci göstermektedir. 2. Çarpma hızının düşük olduğu durumlarda, sertliği yüksek çelikler daha yüksek aşınma direnci göstermektedir. 3. Aşınma miktarı tüm koşullar için süre ile doğru olarak artmaktadır. 4. Aşındırıcı parçacığın çarpma açısının 30° olduğu koşullardaki aşınma miktarı, çarpma açısının 90° olduğu koşullara göre daha yüksektir. Yani tüm deneylerdeki aşınma mekanizmaları, sünek aşınma karakterindedirler. KAYNAKLAR 1. G.W. Stachowiak and A.W. Batchelor, Tribology”, Butterworth-Heinemann, 2001 “Engineering 2. A.W. Ruff and L.K. Ives, “Measuring of solid particle velocity in erosive wear”, Wear 35, p 195-199, 1975