Makale
GAZ YARDIMLI ENJEKSİYON KALIPLAMA
(PLASTİKLERİM KALIPLANMASINDA YENİ BİR YÖNTEM)
GIRIŞ
Fethi KAMIŞLI
Son yıllarda gaz yardımlı enjeksiyon kalıplamaya
gösterilen ilgi önemli miktarda artmıştır. Gaz yardımlı
enjeksiyon kalıplama ortası oyuk plastik parçaların
üretilmesinde parça kalitesi ile üretim maliyeti arasında
iyi bir ilişki verir. Bu çalışmada gaz yardımlı enjeksiyon
kalıplamanın teorik temelleri üzerinde ve bu yöntemle
parça üretilmesinde takip edilmesi gereken işlemler ve
üretim esnasında dikkat edilmesi gereken unsurlar
hakkında bilgi verildi. Bu yöntemin standart enjeksiyon
kalıplama ile kıyaslanması yapıldı
ve geleneksel
enjeksiyon kalıplamaya olan üstünlükleri üzerinde
duruldu.
Anahtar sözcükler: Plastiklerin işlenmesi, enjeksiyon
kalıplama, gaz yardımlı enjeksiyon kalıplama
In recent years there has been a considerable interest
shown in gas-assisted injection molding. Gas-assisted
injection molding offers a cost effective means of pro­
duction of hollow core plastic parts. In this study, it is
given the information about theoretical foundations of
gas-assisted injection molding, process sequence for
producing plastic pan's by this method and the guide­
lines be followed with the caution during the process.
This method is compared with the standard injection
molding and it is stressed that the advantages of gasassisted injection molding over conventional injection
molding.
Keywords: Processing of plastics, injection molding,
gas-assisted injection molding
Yard. Doç. Dr., Fırat Üniversitesi Mühendislik Fakültesi
Kimya Mühendisliği Bölümü
Mühendis ve Makina - Cilt: 42 Sayı: 503
elişen teknolojinin temel amaçlarından biri de insan hayatını
daha kolay yaşanır hale getirmesidir. Günümüzde insan
hayatındaki yeniliklere her gün bir yenisi eklenmektedir. Bu
yeniliklerden biri de plastik malzemelerin hayatın her alanında
kullanılmasıdır. Polimer malzemelerin kendilerine özgü veya diğer
malzemelerin yerine geçen kullanılmalarına yol açan temel özellikleri,
mekanik özellikleridir.
Son yıllarda gaz yardımlı enjeksiyon kalıplama yöntemine gösterilen
ilgi önemli miktarda artmıştır. Gaz yardımlı enjeksiyon kalıplama ortası
oyuk plastik parçaların üretilmesinde parça maliyeti ile üretim kalitesi
arasında iyi bir ilişki verir. Bu yöntem geleneksel enjeksiyon kalıplamada
karşılaşılan birçok sorunu (büzülmeden dolayı hacim azalması ve
büzülmeden dolayı oluşan ve hoş olmayan görüntüler gibi) ortadan
kaldırır. Ayrıca yöntem; yüksek sertlik, kalıp bağlantı kuvvetlerinin
azalması, parça ağırlığının azalması, parça üretim zamanın azalması
(oyuk parça daha hızk soğuyacağından kalıptan erken çıkarılacaktır),
daha pürüzsüz yüzeylerin elde edilmesi ve çeşitli cidar (duvar)
kalınlıklarında parça üretimine izin vermesi gibi yararlılıklara da sahiptir
(Kapik ve. ark., 1996).
Gaz Yardımlı Enjeksiyon Kalıplama plastik malzemelerin
üretilmesinde geniş bir uygulama alanına sahiptir. Kapı kolları ve
mobilyadan otomobil panelleri, tamponlar ve bilgisayar çerçevelerine
kadar birçok parçanın üretilmesinde kullanılır. Kapı kollarının ve
mobilyaların gaz yardımlı enjeksiyon kalıplama yöntemiyle
üretilmesindeki amaç malzeme kullanımını azaltmaktır. Otomobil
panellerinde, tamponlarda ve bilgisayar çerçevelerindeki kullanımda
amaç, büyük ve daha kaliteli parça üretmektir.
Plastiklerin, laboratuvar üretiminden çıkıp endüstrinin
gereksinmelerini karşılayacak şekilde geliştirilmesi, mühendis ve
tasarımcılara, yeni ve ekonomik bir yapı malzemesi kazandırmıştır.
Plastikler, metallerin ve diğer malzemelerin yerini almakla kalmamış,
onlarla birlikte kullanılmaya başlanmıştır. Bugünün modern kimyacıları,
ısı, basınç ve katalizörlerle çalışan, petrokimyasal maddeler başta olmak
üzere pek çok hammaddeyi kullanan, odun, metaller ve doğal lifler
gibi yerleşmiş ve eski zamanlardan buyana kullanılan malzemelerin
pazar yerini alan, plastik üreticileridir. Plastik, atomların zincir halkaları
gibi birbirlerine bağlandığı büyük molekül yapılı sentetik maddeler
olarak tanımlanır. Üretim veya işlenmesinin bir kısım kademelerde,
akış d u r u m u n d a iken şekillendirilebilir. Yaygın olan plastik
hammaddeleri kömür, petrokimyasal maddeler, pamuk, odun, gaz,
45
Makale
hava, tuz ve sudur. Plastikler dayanıklılığı, suya direnci,
işlenmesindeki kolaylık ve geniş renk alanı nedeniyle,
son derece yaygın bir uygulama alanı bulurlar.
Belirli bir özel uygulama için kullanılacak plastik,
malzeme bileşimine, belirli özelliklerine ve parçanın
tasarımına bağlıdır. Sentetik reçineler en büyük
hammadde kaynağını oluşturur, selüloz türevleri ise
ikinci sırayı.alır. Plastiklerin büyük yararlılıkları, yeni
malzemelerin uygulandıkları çeşitli alanlardaki birkaç
tipik uygulama esas alınarak, gösterilebilir. Otomotiv ve
uçak endüstrisinde pek çok plastik, güzellikleri,
dayanıklılıkları, yağ ve elektrik dirençleri nedeniyle, özel
kullanım alanı bulurlar. Estetik ve sağlamlığı, dağılmaz
camlar, katmerli (çok katlı) dişliler, kamlar, makaralar,
kendinden kaydırıcılı yataklar, kapı ve kapak panelleri,
halılar, emniyet kemerleri ve benzeri malzemeler
üretiminde çok yararlı kılar. Plastikler, yalnız başına
kullanılamadığı yerlerde, direksiyonların yapımında
olduğu gibi, metallerle birlikte kullanılırlar. Uygun
kalıplama cihazının bulunması halinde, otomobil
çamurlukları, tamponları ve ön panelleri gibi büyük
parçalarda bile, plastikler tümden metallerin yerini
alabilmektedir. Küçük kapı kolları ve topuzları gibi
malzemelerde, plastik kaplı parçalar giderek artmaktadır.
Döküm ve kaplama şeklindeki organik plastikler elektrik
endüstrilerinde, elektrik özellikleri ve oldukça yüksek
olan mekanik sağlamlıkları nedeniyle, katı izolasyon
(yalıtma) malzemesi olarak, büyük bir öneme sahiptirler.
Bina yapımında plastiklerin kullanımı giderek
artmaktadır. Yer ve duvar kaplamaları, tekneler yaygın
bir şekilde plastikten yapılmaktadır. Köpük çekirdekli
ve sert oluklu tipte prefabrik paneller, gelecekte daha da
önem kazanacaklardır. Kaliforniya'da 2.5 millik kıyı
çizgisi olan yapay bir gölün yapımında, polietilen filim
kullanılmıştır. Ambalaj malzemesi ve elyaf pazarlarında
plastiklerin sayısı giderek artmaktadır. Kimyasal proses
endüstrilerinde plastikler, korrosif gaz, sıvı ve katılara
karşı yüksek dirençleri nedeniyle boru, tank, absorpsiyon
kulesi, pompa ve valf, vb. yapımında kullanılmaktadır. '
Dekoratif sanadar alanında plastikler, sınırsız genişliğe
sahiptirler. Plastikler, kaba şekilleri ortadan kaldırmak
amacıyla, her tipteki eşyayı giydirmede (süslemede) ve
renklendirmede kullanılır. Tüm plastik yapı malzemeleri
sınırlamalara sahiptir; fakat, uygun bir seçim yapılacak
olursa metaller ve alaşımlar kadar güven derecesine sahip
olurlar ( Çataltaş, 1985).
46
Çok yaygın olarak kullanılan bu maddenin geleneksel
işlenme yöntemleri hakkında kısaca bilgi verildikten
sonra, bizim çalışmamızın ana konusu olan gaz
yardımıyla enjeksiyon kalıplama hakkında detaylı bilgi
verilecektir.
PLASTİKLERİN İŞLENME YÖNTEMLERİ
Plastiklerin şekillendirilmesinde, öncelikle;
termoplastik için, akıcı hale gerilmesi esastır. Akıcı hale
getirilip istenilen şekilde bir kalıba basılan ve kalıbın
şeklini alan plastiğin şekil kalıcılığı, kalıbın soğutulup
plastiğin katılaşması ile sağlanır. Yeterince büyük molekül
ağırlıklı termoplastikler için bu genel şekillendirme
yöntemi kullanılır. Normal sıcaklıklarda sıvı halde
bulunan küçük molekül ağırlıklı polimerler (oligomer)
ve termosetler için ise genellikle bu yöntem kullanılmaz.
Polimerler, akıcı hale getirilmek ve işlenmek üzere amorf
iseler camsı geçiş sıcaklığı, kristalli iseler ergime
noktasının üzerindeki bir sıcaklığa kadar basınç akında
ısıtılır. Her plastik farklı sıcaklıklarda akıcı olur. Seçilecek
sıcaklıkların, reçinenin yeterli viskozite değerine ulaştığı
ve termal bozunma göstermediği optimum sıcaklıklar
olması gerekir.
Polimerlerin akışkanlaştırılmasını kolaylaştırmak
amacı ile viskoziteye bağlı olarak, genellikle sisteme
basınç da uygulanır. Ergitilerek akışkan hale getirilecek
polimerde, yüzey alanlarını büyük tutarak ergitmeyi
hızlandırmak için reçinenin granül veya zaman zaman
da toz olarak kullanımı tercih edilir.
Aşağıda özetlenen plastik işleme tekniklerinin hemen
hepsi, aynı çalışma prensibini kullanmaktadır. Farklı
yöntemler arasındaki belli başlı farklılıklar ise, kalıp
boşluğunun doldurulması ve kalıplama teknikleri
arasındaki olası farklardan oluşmaktadır. Şekillendirme
yöntemlerini şöyle sıralayabiliriz (Savaşçı ve ark., 1998,
Kaya, 1983, Turaçlı, 1999, Akovalı, 1984, Akkurt, 1991).
a)
b)
c)
d)
e)
f)
g)
h)
i)
j)
Basmçk kalıplama,
Enjeksiyon ile kalıplama,
Ekstrüzyon ile kalıplama,
Isıl şekillendirme,
Döner kalıplama,
Köpürtme,
Polimer ile kaplama,
Polimer elyaf çekme,
Döküm kalıplama,
Şişirme ile kalıplama.
Mühendis ve Makina - Cilt: 42 Sayı: 503
Makale
GAZ YARDIMIYLA ENJEKSİYON
KALIPLAMA
Burada, yukarıdaki listede sıralanmayan fakat bizim
yazımızın ana konusunu teşkil eden Gaz Yardımlı
Enjeksiyon Kalıplama hakkında bilgi verilecektir. Gaz
yardımlı enjeksiyon kalıplamada iki fazlı akış meydana
geldiğinden, burada önce iki fazlı akış hakkında kısaca
bilgi verilecektir.
Silindirik bir tüp içerisinde ya da bir dikdörtgen
paralel levha (derinliği boyuna ve enine göre oldukça
kısa) arasında b u l u n a n N e w t o n i y e n akışkanlar
içerisindeki gazın hareketi uzun yıllardır araştırılmaktadır.
Eğer hava Newtoniyen akışkanla dolu bir tüpün bir
ucunda enjekte edilirse, yuvarlak kolon ya da mermi
şeklini akp tüpün öbür ucuna doğru hareket ederken
akışkanın bir kısmı tüpün cidarında birikirken belirli bir
fraksiyonu tüpün öbür ucundan dışarı atılır. Bir kare boru
içerisindeki akışkan durumunda ise, eğer gazın hızı belirli
bir değerin üzerinde ise gaz mermi şeklini akr ve kare
borunun cidarlarında akışkan bırakarak diğer uca doğru
hareket eder. Aksi halde gazın hızı belirli bir değerin
altında ise gaz yaklaşık olarak kare borunun kesit alanı
şeklini akr. Dikdörtgen paralel bir levha arasındaki gazsıvı akışı durumunda ise, eğer Ca = \l ı^/o" çok büyük
değilse, enjekte edilen gaz dil şeklini alır ve paralel
levhanın diğer ucuna doğru bu şekilde hareket eder.
Burada Ca, kılcal sayısı, boyutsuz bir büyüklük olup
viskoz kuvvetlerin yüzey geriliminden dolayı oluşan
kuvvetlere oranı olarak tanımlanmaktadır ve bu sayının
değişkenleri; |I sürüklenen (sıvı) akışkanın viskozitesi,
ub sürükleyen (gaz) akışkanın hızı, ve O ara yüzeydeki
gerilmedir. Eğer Ca sayısı belirli bir limit değerinin
üzerinde ise gaz sıvıyı belirli yerlerden parçalayarak
parmak etkisi gösterir.
Dairesel bir tüpteki Newtoniyen akışkanın izotermal
olarak yer değiştirmesi deneysel olarak Taylor (1961)
tarafından çalışıldı. Tüpün duvarı üzerinde tutunan
akışkan miktarı kılcal sayısına karşı grafiğe geçirildi ve
kılcal sayısının 2'ye eşit olduğu durumda sıvı miktarı
asimtotik olarak 0.56'y a ulaştığını gördü. Cox
(1962,1964) Taylor'un deneysel sonuçlarını biraz daha
genişleterek kılcal sayısını 10'na kadar çıkardı ve tüpün
cidarında tutunan sıvı fıraksiyonu 0.60'a kadar çıktığını
gözlemledi. Dairesel bir tüpteki Newtoniyen akışkanın
yer değiştirme problemi teorik olarak Bretherton (1960)
Mühendis ve Makina - Cilt: 42 Sayı: 503
tarafından ele alındı. Bretherton problemi karşılık gelen
asimtotik açılım metodu ile yaklaşık olarak çözdü.
Yeterince küçük kılcal sayılarında viskoz gerilmeler duvar
yakınında gaz kabarcığının durgun profilini önemli
ölçüde değiştirir. Bu bölgede yağlama yaklaşımı akış alanı
ve ara yüzey için iyi bir tanımlama verir.
Kolb ve Cerro (1991) bir kare borudaki Newtoniyen
akışkanın gaz yardımı ile yer değiştirmesi üzerinde
çalıştılar. Hangi durumda gaz kabarcığının kare şeklini
aldığını ve hangi durumda dairesel şekil aldığını deneysel
olarak araştırdılar. Daha sonra aynı yazarlar (Kolb ve
Cerro, 1993) aynı problemi yağlama yaklaşımı ile
çözdüler ve kılcal sayısının 0.7 ile 2.0 arasındaki
değerlerinde yağlama yaklaşımının iyi sonuç verdiğini
ileri sürdüler.
Önceki araştırmacıların aksine Poslinski ve ark.
(1995) bir boruda Newtoniyen olamayan bir akışkanın
gaz yardımı ile yer değiştirdiğinde tüp duvarındaki sıvı
miktarı üzerinde çalışülar. Bu araştırmacılar viskoplasük
akışkanı Newtoniyen olmayan akışkan olarak kullandılar.
Yüksek kılcal sayılarında tüp içerisindeki akışkan
fraksiyonun 0.58'e ulaştığını deneysel olarak
gözlemlediler. Ro ve Homsy (1995) dikdörtgen bir
kanalda (Hele-Shaw hücresi) Newtoniyen olmayan bir
akışkanın yer değiştirmesi problemini karşılık gelen
asimtotik açılım yöntemini kullanarak teorik olarak
problemi çözdüler. Huzyak ve Koelling (1997) deneysel
olarak tüp içerisindeki viskoelastik bir akışkanın gaz
yardımıyla yer değiştirmesini incelediler. Viskoelastik
akışkanın fraksiyonu Newtoniyen ve kayma gerilmesi
azalması gösteren ve Newtoniyen olmayan akışkanlardan
daha fazla olduğunu gözlemlediler. Kamışlı ve Ryan
(1999) teorik olarak Newtoniyen olmayan akışkanların
(üst kanunu akışkanı) gaz yardımı ile boru içerisinde yer
değiştirmesini incelediler. Problemi karşılık gelen
asimtotik açılım (pertürbasyon) yöntemi ile çözdüler.
Daha önceki kısımda vurgulandığı gibi gaz yardımlı
enjeksiyon kakplamada benzer şekilde iki fazlı bir akış
meydana gelir. Bu yötemde, kalıp içerisindeki ergimiş
polimer basınçlı gaz yardımı ile kalıbın tümünü tamamen
doldurur ve içi oyuk bir plastik parça oluşturur. Basınç,
gaz içerisinde çok az bir kayıp ile tamamen iletildiğinden,
plastik parça daha düşük kuvvete dayanan kalıplarla
üretilebilir ve geleneksel enjeksiyon kalıplamadan daha
iyi bir basınç dağılımı sağlar.
Kalıp
boşluğu
gaz/polimer
karışımı
47
ile
Makale
doldurulduktan sonra, geleneksel enjeksiyon kalıplamada
olduğu gibi polimer katılaşmadan dolayı büzülmeye
başlar. Bu büzülme meydana gelirken, gaz büzülmeden
kaynaklanan kalıp boşluğuna doğru sürekli ilerler. Geniş
kanallarda polimer ince kalınlıktaki alantardakinden daha
fazla büzülmeye meyilli olduğundan, gaz bu alanları daha
fazla dolduracak ve kalıptaki polimerin istiflenmesine
yardımcı olacaktır. Gaz basıncı gaz enjeksiyon yeri ile
ergiyik/gaz arayüzeyi arasında aynı olduğundan, parça
daha uniform bir şekilde istiflenecek ve bunun
sonucunda daha kaliteli ürün elde edilecektir. Bu gazla
istifleme basamağından sonra, gazın basıncı serbest
bırakılır ve parçayı terk etmesine izin verilir, kalıp açılır
ve parça alınır (Barton ve Turng, 1994).
enjekte edilen gaz tarafından karşılanmakta ve bunun
sonucu olarak ikincil bir gaz delmesi meydana
gelmektedir. D ö r d ü n c ü basamak, katılaşması
tamamlanan polimer malzeme üzerindeki gaz basıncı
düşürülür ve gaz ya dışarı salınır ya da tekrar kullanmak
maksadıyla sisteme geri döndürülür, parçanın soğuması
beklenir ve soğuyan parça kalıptan çıkarılır. Gaz
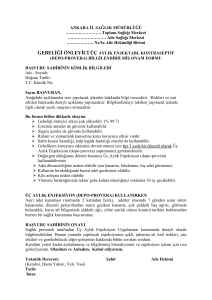
yardımıyla enjeksiyon kalıplamanın ilk üç basamağı basit
bir geometri için Şekil l'de gösterilmiştir. Birincil gaz
delmesi esnasında birbirinden ayrı dört farklı akış bölgesi
görülebilir. İlerleyen ergimiş kısım, deformasyona
uğrayan ergimiş viskoz kısım, delen gazın ön kısmı ve
gaz deldikten sonra kalıp cidarında tutunan durgun
ergimiş kısımdan oluşmaktadır (Şekil l.b).
*
Gaz yardımı ile enjeksiyon kalıplama birbirini takip
eden dört basamakla tanımlanır (Kamışlı, 1997, Poslinski
ve ark., 1995). İlk basamak, sızıntı akışının oluştuğu
kalıbın polimerle doldurulması basamağıdır. Bu
basamakta üretilecek parçaya ve kalıbın şekline bağlı
olarak, kalıp ergimiş polimerle % 75-95 arasında
doldurulur. İkinci basamak, birincil gaz delmesini içerir.
Bu basamakta istenilen oranda doldurulan kalıp içerisine
inert bir gaz enjekte edilir. Enjekte edilen gaz ergimiş
polimeri kalıp ortasında bir oyuk bırakacak şekilde
kalıbın doldurulmamış kısımlarına sürükler ve kalıbı
polimerle tamamen doldurur. Üçüncü basamak,
polimerin katılaşması esnasında oluşan büzülmelerden
dolayı bir hacim azalması olduğundan bu hacim azalması
Özellikle iki paralel levha içerisinde gaz yardımı ile
akışkanın yer değiştirmesi işleminde uzun gaz
kabarcığının ön kısmı önemlidir. Saffman ve Taylor
(1958), Pitts (1980), Tabelin ve ark. (1987) ve diğerleri
gaz kabarcığının hızı arttığında gaz kabarcığının ön
kısmında parçalanmanın olduğunu deneysel olarak
gözlemlediler. Koelling ve Kaminski (1996) birçok
ergimiş polimeri (polistren, polivinilklorür, polikarbonat)
kullanarak gaz yardımlı enjeksiyon kalıplama üzerinde
çalıştılar. Gaz akışı yolu boyunca duvar kalınlığı (gazla
kalıp arasındaki kalınlık), ergimiş polimer kalıba enjekte
edildikten sonraki bekleme süresinin, gaz hızının ve
kullanılan malzeme reolojisinin önemli fonksiyonu
olduğu yukarıdaki araştırmacılar tarafından rapor edildi.
Şekil 1. Gaz Yardımlı Enjeksiyon Kalıplama Döngüsünde İlk Üç Basamak: (a) Kalıbı Kısmen Doldurma,
(b) Birincil Gaz Delmesi ve (c) ikincil Gaz Delmesi.
48
Mühendis ve Makina - Cilt: 42 Sayı: 503
Makale
Yöntem
Buraya kadar iki fazlı akıştan başlanarak gaz yardımlı
enjeksiyon kalıplamanın temelleri üzerinde duruldu. Bu
kısımda gaz yardımlı enjeksiyon kalıplama ile bir parçanın
nasıl üretileceği hakkında bilgi verilecektir. Bu bağlamada
parça üretiminde takip edilen işlemler, işlem mekaniği,
parça performansı, parça tasarımı ve işlem kontrolü gibi
parça üretiminde hayati öneme sahip konular hakkında
bilgi verilecektir.
İşlem Sırası
Gaz yardımıyla kalıplamanın işlem sırası standart
enjeksiyon kalıplamadaki işlem sırasına benzer.
1. Kalıp kapatılır ve istenilen basınca dayanacak şekilde
sabitleştirilir.
2. Sıvı reçine kalıp içerisine kısa sürede doldurulur.
3. Gaz sıcak ergiyik içerisine gönderilir.
4. Gaz basıncı çalışma süresince korunur ve hatta
artırılabilir.
5. Serdeşme tamamlandıktan sonra gaz basıncı serbest
bırakılır.
6. Kalıp açılır ve parça çıkarılır.
Bu sıra sürekli üretim işlemlerinde tipik bir sıra
olmayabilir. Standart enjeksiyon kalıplamada dördüncü
basamak polimerin katılaşması esnasında basınç altında
tutulduğu basamağı temsil eder.
Gaz Enjeksiyon Yeri
Makina- Nozul
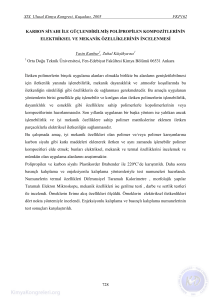
'Makina-nozuT gaz yardımlı kalıplama olarak bilinen
basınç tankına bağlı, tapalı bir nozul yardımı ile gaz girişi
yapılır (Şekil 2a). Bu metotta bütün gaz kanallar gazın giriş
yapacağı ağıza bağlı olmalıdır. Sıcak manifold sistemleri
bu işlem için önerilmez. Çünkü manifold içindeki
polimerin yeri gaz tarafından değiştirilecektir. Bu durum
küçük ani doldurmalar için uygun değildir. Bazı
durumlarda, sıcak manifoldlar parça içerisinde akış yolları
tasarımlanarak yer almayabilir ki, o zaman polimerin
içerisinde oyukların oluşması gaz kanallarını oluşturur.
Reçine Verme Sistemi
Taşıyıcı sistem içerisinde gaz ya da saçaklı delikler
vasıtasıyla verilen gaz, akışkanlaştırıcı gaz yardımıyla
kalıplama olarak bilinir. Eğer parça delikli doğrudan
geçidere sahip ise, kanallar tamamen deliklerden meydana
gelmelidir (Şekil 2b). Sıcak manifold sistemi bu prosesler
için önerilmezler. Çünkü manifold içindeki polime&gaz
ile yer değiştirecektir. Bu ise uygun olmayan kısa
mesafelerle sonuçlanacaktır.
Kalıp Boşluğu Gaz Enjeksiyonu
Bir gaz nozulu veya memesi yardımıyla kalıp oyuğu
içine doğrudan gazın gönderilmesi kalıp oyuklu enjeksiyon
kalıplama olarak bilinir. Bu metotla kalıplanan parça
bağımsız gaz kanallarına sahip olarak tasarımlanabilir. Gaz
sisteme bağlı olarak, her kanal bağımsız gaz basıncına ve
zamanlama kontrolüne de sahip olabilir. Gaz kanalları
birbiri ile bağlantılı olmak zorunda değildir. Fakat her bir
gaz kanalı için birer gaz nozuluna gerek vardır. Üretimi
tamamlanmış parçada, her bir gaz nozulunun denk geldiği
yerlerde birer delik bulunacaktır.
Gaz Verme İşlemi
Gaz yardımıyla enjeksiyon kalıplama metodunda
düşük maliyet, rahat bulunabilirliği ve inert özelliklere
sahip olması yönüyle azot gazı standart gaz olarak plastik
endüstrisinde kullanılmaktadır.
Şekil 2. Gaz Yardımlı Enjeksiyon Kalıplamada (a) Makina-Nozul ve (b) Reçine Verme Sistemi ile Gaz Enjeksiyonu
Mühendis ve Makina - Cilt: 42 Sayı: 503
49
Makale
Basınç kontrolü
Sistemde istenilen çalışma basıncını sağlayacak ve gaz
doldurma evresi boyunca kalıptaki istenilen düzeyde
basınç değerini, sürekli olarak koruyacak bir
komprosörün kullanılması, basınç kontrol işlemi olarak
bilinir. Bazı sistemler iki veya daha fazla basamakta basınç
profilinin oluşumuna izin vermektedirler. İki farklı
basamaktaki basınç profili genellikle çoğu uygulamalar
için elverişlidir.
Hacim kontrolü
Bir silindir ve piston elamanına sahip ve istenilen
ölçüde piston kolunun değiştirilebilmesine müsaade eden
sistem hacim kontrol işlemi olarak bilinir. Bu sistem gaz
enjeksiyonuna öncelik tanıyan silindiri ön basınç altında
tutar. Gaz enjeksiyonu sırasında silindirde bulunan gaz
piston vasıtasıyla silindirin dışına doğru itilir, bu esnada
dışarı itilen gaz kalıbın içine doğru ilerleyecektir. Parça
içine gönderilen gaz basıncı doğrudan kontrol edilemez
ve bu yöntemin kullanılmasıyla değişkenlik arz eder.
Gaz salınışı ve geri kazanımı
Parça içindeki gaz kalıbın açılmasında öncelikle dışarı
salınmalıdır. Gaz ya doğrudan atmosfere ya da yeniden
kullanılmak üzere geri kazanılabilir.
İşlem Mekaniği
Gaz yardımlı enjeksiyon kalıplamada işlem sırası daha
önceki kısımda verildiğinden burada işlemler hakkındaki
bilgi yerine bu işlemler esnasındaki olayların parça üzerine
etkileri hakkında bilgi verilecektir.
Düşük Direnç Yolu
Gaz kabarcığı düşük direnç yolu boyunca ergiyiğin
merkezinde hareket eder. Bu yol daha düşük basınçlarla
ve daha yüksek sıcaklıklarla belirlenir. Daha düşük basınç
alanları ergiyiğin önündeki bölge, akış kesit alanı ve
polimerin enjeksiyon yapıldığı yolluğun pozisyonu
tarafından belirlenir. Daha yüksek sıcaklık alanları ise
kalın bölgelerin merkezlerinde, yüksek gerilme
bölgelerinde ve kalıp sıcaklığındaki artarak değişmelerin
sonucu olarak meydana gelir. Ayrıca, daha yüksek
sıcaklıklar daha düşük viskozitelerle sonuçlanır. Birincil
gaz delmesi sırasında, yer değiştiren polimer kalıbının
boş bölgelerine kolaylıkla akabildiği yerlerde, gaz
kabarcığı sadece parça alanı içerisini doldurur.
50
Gaz Yardımıyla İstifleme
Gaz yardımıyla kalıplamada, istifleme basamağı
sırasında gerekli basınç, s t a n d a r t enjeksiyon
kalıplamadaki gibi sonsuz vida ile değil, gaz kabarcığı
tarafından sağlanır. Basınç gaz kabarcığı boyunca
üniformdur ve kabarcık tüm oyuk boyunca baştan başa
dağılır. Bu ise katılaşma sırasında oyuğun yaklaşık olarak
u n i f o r m bir basıncı k o r u d u ğ u anlamına gelir.
Geleneksel enjeksiyon kalıplamada, yüksek viskoziteli
reçine içerisinde basınç uniform olarak dağılmadığından
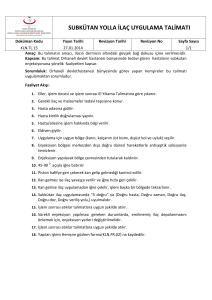
dolayı uniform olamayan gerilmeler olmaktadır. Bu
durum Şekil 3'de açıkça görülmektedir. Bu şekil
üzerinde gaz yardımlı enjeksiyon kalıplamadaki basınç
düşüşü ile standart enjeksiyon kalıplamadaki basınç
düşüşü birbiriyle kıyaslanmıştır. Şekilde görüldüğü gibi
standart enjeksiyon kalıplamada gerekli olan basınç, gaz
yardımıyla enjeksiyon kalıplamadaki gerekli olan
basınçtan çok büyüktür ve standart enjeksiyon
kalıplamada basınç uniform olarak dağılmamaktadır.
Ayrıca bu şekil, iki enjeksiyon kalıplama yöntemi
arasındaki ekonomik farkı da gözler önüne sermektedir.
Şekilde görüldüğü üzere, gaz yardımıyla enjeksiyon
kalıplamada gerekli olan kalıp, standart enjeksiyon
kalıplamada kullanılan kalıp kadar yüksek basınca
dayanıklı olması gerekmemektedir ve gaz yardımıyla
enjeksiyon kalıplamada polimerin kalıba enjeksiyonu
için gerekli olan basınç, standart enjeksiyon kalıplama
ile kıyaslandığında, oldukça düşüktür. Yüksek basınç
ve yüksek basınçlara dayanıklı kalıpların tasarımı üretim
maliyetini artıracaktır.
İstifleme esnasında büzülmelerden sonuçlanan hacim
azalması için ve ergimiş polimerin sıkıştırılması için gaz
delmesi olacaktır. Gaz yardımıyla istifleme metodu
yukarıda da belirtildiği gibi standart enjeksiyon
kalıplamaya göre önemli bazı avantajlara sahiptir. Bu
avantajlar,
a) Gaz kabarcığı sayesinde oyuk içinde uniform istifleme
b) Daha sürekli istifleme (parça üzerinde polimerin
enjekte edilen yerleri olmaması)
Parça Performansı
Parça Tipleri
Gaz yardımlı enjeksiyon kalıplama ile kalıplanmış
birçok parça iki kategoride incelenebilir.
a) İçi boş kanallar
b) Açık kanallar
Mühendis ve Makina - Cilt: 42 Sayı: 503
Makale
(a) ENJEKSİYON KALIPLAMA
NOZUL
NOZUL
(b)
GAZ YARDIMLI KALIPLAMA
NOZUL
NOZUL
Şekil 3. Basit Bir Geometri (Tüp) İçin (a) Standart Enjeksiyon Kalıplamada ve (b) Gaz Yardımlı Enjeksiyon Kalıplamada
Basınç Düşüşünün Kıyaslanması.
İçi boş kanallı parçalar
İçi boş kanallı parçalara örnek olarak, tüpler,
hareketsiz kollar, kapı kolları ve çerçeveler gösterilebilir.
Bu parçalar sadece tek kalın bir bölgeden veya içerisinde
gaz delmesi olan tek bir kanaldan ibarettir. Genel olarak
böyle parçaların üretilmesi, işlem için en kolay olanıdır.
Çünkü gaz açıkça belirlenebilen bir yola sahiptir ki gaz
rahatlıkla yayılır ve ince duvar kalınlık alanları oluşturmaz
ve işlem sonunda gaz serbest kalır.
Açık kanallı parçalar
Açık kanallı parçalara kapaklar, paneller, raflar ve
sedirler (oturulacak parçalar) örnek olarak verilebilir. Bu
parçalar içinde boydan boya uzayan ve kaburga kemiğine
benzeyen kanallar içeren ince duvarlardan ibarettir. Bu
tür parçaları tasarımlamak ve üretmek daha zordur.
Çünkü gaz parçanın ince cidarları içini deler. Bu olay
parmaklaşma olarak bilinir.
Mühendis ve Makina - Cilt: 42 Sayı: 503
Yapısal Performans
Yapısal performansın iki önemli kategorisi sertlik ve
dayanıklılıktır. H e r ikisi de parça geometrisine,
malzemeye, yükleme şartlarına ve sınırlayıcı şardara
bağlıdır. Parça sertliği uygulanan kuvvet altında eğilmeye
karşı parçanın direncinin ölçüsü olduğu halde, parça
dayanıklığı parçanın yük taşıma kapasitesinin bir
ölçüsüdür. Gaz yardımlı enjeksiyon kalıplama parça
geometrisine bağlı olan parça sertliğini ve dayanıklığını
etkiler.
Parça Tasarımı
Gaz yardımlı enjeksiyon kalıplama için tasarımı
yapılan bir parçada şu önlemli unsurlara dikkat etmek
gerekir.
a) Parça içinde baştan başa uygun bir düzende gaz kanalı
elde edilmelidir.
b) Polimer parça içerisine eşdeğer olarak dolmalıdır.
51
Makale
c) Parçaya göre kanal boyutu uygun olmalıdır.
Bu unsurlara dikkat edilerek dizaynı yapılan
parçalarda iyi bir istifleme ve iyi bir ürün elde edilebilir.
Gaz Kanalı Düzeni
Kalıp içerisindeki gaz kanalının düzeni gaz
kanallarının ve gaz nozulunun konumun belirlenmesini
gerektirir. Ayrıca gaz kanalı ile gaz nozulu kulllanılan
döküm aralığı veya gaz geçidi ile de alakalıdır. Bu
yöntem özellikle mühendislik termoplastik reçineleri
için önemlidir. Bu yüksek performanslı reçinelerle
üretilen parçalarda hacim küçülmesi düşüktür. Buda
parça tasarımına bağlı olan birincil gaz delmesinin,
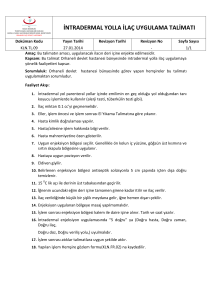
Eğri bir kanal içinde hareket eden gaz eğri içinde
mümkün olan en kısa yolda akmaya meyillidir. Bu bilgi,
keskin köşeli parçalarda uzun gaz kabarcığı iç tarafa
doğru yöneleceği ve bunun sonunda da düzensiz bir
kalınlık dağılımı olacağı anlamına gelir. Bu nedenle
keskin köşeli parçalardan sakınılır ve yarıçapla ifade
edilebilen kavisli parçalar kullanılır. Bu durum Şekil
4'de açıkça görülmektedir.
Polimer Doldurma Dengesi
Birincil gaz delmesi sırasında gönderilen gaz kabarcığı
kalıptaki polimeri oyuk içerisindeki boş alanlara doğru
taşımak zorundadır. Bu nedenle, çoklu gaz kanalları olan
İyi Kalınlık Dağılımı
Şekil 4. Ergimiş Polimerle Doldurulmuş Keskin Dönüşlü ve Kavisli Kalıplarda Gaz Hareketi
(Gaz Yardımlı Enjeksiyon Kalıplama).
hacim küçülmesine bağlı olarak meydana gelen ikincil
gaz delmesine baskın olduğu anlamına gelir. Tasarımın
ana amacı kalıp boşluğundaki doldurma yollarının
döşenmesidir. Kısa süreli doldurma basamağından
sonra, meydana gelen düşük basınç noktalan her bir
kanalın sonuna yakın bölgelerde meydana gelir. Bu
durumda temel dizayn unsurları oyuk içine doldurma
şeklini tayin eder. Bu ise gaz kanalı boyunca minimum
direncin olduğu yolun belirlemesine yardımcı olur. Kalıp
boşluğundaki ekstra kanallar doldurma yollarını
karıştırabilir. Geniş yüzeyli ve ince duvarlı bölgeleri
bulunan parçalar ince duvar içine doğrudan bağlanmış
polimer kapılarına sahip olmalılar. Bu ise ince duvar
alanlarının ve çoğunlukla en son doldurulan alan olarak
kabul edilen kanal sonlarının doldurulmasını sağlar.
Böylece kanal sonlarında boşluk kalma olasılığı ortadan
kalmış olur. Kanallar ergiyik akışı yönünde bir
doğrultuya sahip olmalıdır. Kanal içindeki zikzaklar
parça içindeki akışı a r t ı r m a k bir yana aksine
zorlaştıracaktır ve bu ise parmaklaşmaya yol açacaktır.
52
parçalar için, gaz kanalının dengeli bir şekilde doldurulması
gereklidir. Eğer bazı gaz kanalları diğerlerinden daha erken
dolarsa, gaz kanalı içinde zayıf gaz delmesi oluşacaktır
(Şekil 5a). Gaz kanallarının boyudandırılması uygun bir
şekilde doldurmanın bir yolu olabilir. Örneğin, polimerin
giriş yerlerine yakın gaz kanalları daha küçük olmalıdır.
Çünkü bunlar doğal olarak daha erken dolacaklardır.
Polimerin giriş yelerinden uzak kanallar, doldurma dengesi
için daha geniş olmalıdırlar.
Boyudandırılan kanal içindeki dengeli dolma, sadece
kısmi bir etkiye neden olur. Ancak, böyle durumlarda
akışı dengelemek için çoklu polimer geçideri (giriş yerleri)
ilave edilebilir (Şekil 5b). Dolan kalıbın analizi, doldurma
modelini değerlendirmede faydalıdır. O zaman, gaz kanak
boyudan analitik olarak dengeli bir akışı sağlamak için
daha kolay bir şekilde ayarlanabilir.
Gaz Kanalının Boyutu ve Geometrisi
Gaz kanalının boyutu parça tasarımı ile önemli oranda
değişir. Kanal boyutunun duvar kalınlığına olan oranı
Mühendis ve Makina - Cilt: 42 Sayı: 503
Makale
Dengelenmiş
Çoklu Gaz Kanalları
Dengelenmemiş
Çoklu Gaz Kanalları
Ergiyik Önü
Şekil 5. Çoklu Gaz Kanallarına Sahip Kalıplarda Kanal Boyutu ile (a) Dengelenmemiş ve
(b) Dengelenmiş Polimer Doldurulması.
2/1, kanal boyutunun alt sınırı, olarak tipik bir şekilde
kullanılır. Bununla beraber, üst sınır değeri ise parça
geometrisine ve parça içindeki kanalların pozisyonu
bağlıdır (Şekil 6). Geniş kanallar, ince duvar kalınlığı
komşuluğunda doldurulmamış alanlar bırakan, polimerin
geri çekilme problemini sergilerler. Bu etkiyi minimuma
.indirgemek için, önerilen yaklaşım istenen duvar
kalınlığının 2.5 katı kadar bir kanal ile çalışmaktır. Bu
boyuttaki kanallar, gaz yardımlı enjeksiyon kalıplamada
oldukça faydalı sonuçlar vermektedir. Daha büyük
dayamklık ve serdik gerektiren parçalar gaz kanalına ya
da duvara çubuklar ilave edilerek dizayn edilebilir.
Kaburga çubukları parçaya gaz kanallarından daha etkili
bir yapı sağlar ve daha geniş kanallarda meydana gelen
'flow-leader effect' herhangi bir etkiye sahip olmaz.
Proses K o n t r o l ü
Duvar Kalınlığının Oluşumu
Gaz delmesi ve parça performansının etkiüği oyuk
etrafında kalan malzemelerin kalınlığı (duvar kalınlığı)
ile etkilenir. İşletme sırasında, bu kalınlık katılaşan tabaka
ve ergimiş tabaka tarafından oluşturulur. Duvar kalınlığı
bir defa oluştu mu, ergimiş reçine içerisinde gaz
ilerlemelerini sürdürmesi esnasında duvar kalınlığı
değişmez (polimerin katılaşması esnasında malzemenin
büzülmesi hariç).
Duvar Kalınlığının Kontrolü
Aşağıdaki açıklamalar ergiyik tabakasının ve katılaşan
tabakanın kalınlıklarını kontrol etmek için işlem
değişkenlerinin nasıl kullanılabileceğini ifade etmektedir.
Mühendis ve Makina - Cilt: 42 Sayı: 503
Tipik olarak ergiyik tabakasının miktarı, katılaşmış
tabakadan daha kaknlıdır. Her ne kadar ergimiş tabaka
üzerinde kontrol oranı sınırlı ise de, ergimiş tabakanın
kontrolü en büyük etkiye sahiptir.
Katılaşan Tabaka Kalınlığı
Katı tabaka, sıcak polimerin daha soğuk olan kalıp
yüzeyi ile temasa gelip donmasıyla kalıp üzerinde oluşur.
Bu kalınlık polimerin hangi hızda katılaşacağı ve
katılaşma için izin verilen süre ile belirlenir. İşlem ve
malzeme değişkenleri bu tabaka kalınlığını kontrol
etmede kullanılabilir. Katılaşan tabaka kalınlığı aşağıdaki
unsurların bileşimleri tarafından azaltılabilir.
a) Gaz bekleme süresinin azaltılması (Ergimiş polimer
kalıba enjekte edildikten sonra beklenen süre)
b) Ergiyik sıcaklığının artması
c) Kalıp sıcaklığının artması
d) Isıl iletkenliği ve spesifik ısısı daha düşük
malzemelerin özellikleri yüksek olanla değiştirilmesi
Ergiyik Tabaka Kalınlığı
Katı tabaka oluşurken polimeri kalıbın tamamına
dolduran gaz, polimer eriyiği içerisine enjekte edilir.
İlerleyen gaz kabarcığı oyuk etrafında katı tabaka
üzerinde ergiyik reçine tabakası bırakır (bak Şekil 1).
Katı tabaka ile gaz arasındaki ergiyik tabakasının
kalınlığı ergiyik içindeki gaz kabarcığının hızı ve
reçinenin reolojik özellikleri tarafından belirlenir.
Yüksek kabarcık hızları ve düşük viskozite belirli bir
limite oluşana kadar ince bir ergiyik tabakası oluşturacak
şekilde sonuçlanır.
53
Makale
Tipik Gaz Kanalı Geometrileri
Şekil 6. Parça Tasarımına Bağlı Olarak Gaz Kanalı Boyutlarının ve Yerlerinin Farklı Geometriler
için Değişimi.
Gaz enjeksiyon evresi sırasında, gaz önü ile ergiyik
önü arasındaki uzaklık sürekli olarak azaldığından dolayı
sabit bir gaz hızı elde etmek zordur. Bu ise akışa karşı
olan direnci azaltır ve gazın hızı artar. Aşağıdaki proses
değişkenleri ergiyik tabakasının kalınlığını kontrol etmede
kullanılabilir. Aşağıdaki şartlar ergimiş tabakanın
kalınlığını azaltır,
a) Gaz basıncının artması,
b) Ergiyik sıcaklığının artması,
c) Başlangıç doldurma uzunluğunun azalması,
d) Daha düşük viskoziteli ya da daha büyük gerilme
azalması gösteren bir malzeme ile aksi özelliklere
sahip başka bir malzeme ile değiştirilmesi.
Tablo l'de bazı işletme parametrelerinin işlem üzerine
nasıl etki ettiği görülmektedir.
Tablo 1. işlem Değişkenlerinin Etkisi (Barton ve Turng, 1994).
54
Mühendis ve Makina - Cilt: 42 Sayı: 503
Makale
4.
YÖNTEMİN DEZAVANTAJLARI
Barton, K. S. and Turng, L. S., 1994, General Design Guide­
lines for Gas-Assisted Injection Molding Using CAE tool. SPE
Tech. Paper, 40, 421-425.
Gaz Yardımlı Enjeksiyon Kalıplama yönteminin
standart enjeksiyon kalıplama yöntemine olan
üstünlükleri yazının giriş kısmında verildi. Her ne kadar
gaz yardımlı enjeksiyon kalıplamanın çekici birçok
5.
/. Fluid Meek, 14,81-96.
6.
Meek, 20, 193-200.
7.
Çataltaş, A. İ., 1985, Kimyasal Proses Endüstrileri II, İnkılap
8.
Huzyak, P.C. and Koelling, K.W., 1997, The Penetration
çekilmesi ve bunun sonucu olarak gazın oluşturduğu
oyuk ile kalıp cidarı arasındaki polimer duvar kalınlığının
Cox, B.G., 1964, An Experimental Investigation of the
Streamlines in Viscous Fluid Expelled From a Tube. /. Fluid
avantajları var ise de, bu yöntemin bazı dezavantajları da
var. Bunlar; kalın gaz kanallarında polimerin geriye doğru
Cox, B.G., 1962, On Driving a Viscous Fluid out of a Tube.
Kitabevi, 261-306, ISTANBUL.
azalması, içerdeki havanını hapsedilmesi, parçanın ince
of a Long Bubble Through a Viscoelastic Fluid in a Tube. /.
kısımlarına gazın ilerlemesi, düzgün olmayan gaz delmesi,
Non-Newt. Fluid Meek, 175, 73-88.
gazın istenmeyen yerde üretilen parçayı padatması, parça
9.
Gas-Assisted Power-Law Fluid Displacement in a Circulai-
üzerinde gaz deliklerinin bulunması, ergiyikten
kaynaklanan
çökme işaretleri ve gazın
dışarı
Tube and a Rectangular Channel. Chem. Eng. /., 75, 167-176.
10.
anlamamasından kaynaklanan parçanın belirli yerlerinde
Kamışlı, F., 1997, Mathematical Analysis and Experimental
Study of Gas-Assisted Injection Molding. Ph. D. Dissertation,
yüzey saçağı ve şişme gibi dezavantajlara sahiptir (Barton
veTurng, 1994).
Kamışlı, F. and Ryan, M. E., 1999, Perturbation Method in
State University of New York at Buffalo. Buffalo, NY.
11. Kapila, V., Schott, N. R. and Shan, S., 1996, An Experi­
mental Study to Investigate the Influence of Processing Con­
ditions in the Gas Assisted-Injection Molding Process. SPE
SONUÇLAR
Bu çalışmada plastiklerin kalıplanmasında yeni bir
yöntem olan Gaz Yardımlı Enjeksiyon Kalıplama hakkında
bilgi verildi. Yukarıdaki açıklamaların ışığı altında gaz
yardımlı enjeksiyon kalıplama yönteminin geleneksel
enjeksiyon kalıplama yöntemine birçok üstünlüğünün
olduğu söylenebilir. Gaz Yardımlı Enjeksiyon Kalıplama
yönteminin en büyük avantajı daha kaliteli ürünü daha
ucuza üretmektir. Gaz yardımlı enjeksiyon kalıplama
yönteminin bazı dezavantajları var ama bu dezavantajlar
iyi bir kalıp tasarımı ile ortadan kaldırılabilir. Geleneksel
enjeksiyon kalıplama makinası rahadıkla gaz yardımlı
enjeksiyon kalıplama makinasına dönüştürülebildiği halde,
geleneksel enjeksiyon kalıplamada kullanılan kalıbı gaz
yardımlı enjeksiyonda kullanılan kalıba dönüştürmek
oldukça zordur. Bu nedenle, geleneksel kalıplama
tasarımındaki tecrübeler birçok durumda, iyi bir gaz
yardımlı kalıplama tasarımını yapmada etkili olmayabilir.
Tech. Papers, 42, 649-654.
12.
Kaya, F., 1983, Plastikler: Katta maddeleri ve İşleme Metoda«.
Kipas, İSTANBUL.
13. Koelling, K.W. and Kaminski, R.C., 1996, Gas-Assisted
Injection Molding: Influence of Processing Conditions and
Material Properties. SPE Tech. Papers, 42, 644-648.
14.
Kolb, W.B. and Cerro R.L., 1991, Coating the Inside of
15.
Kolb, W.B. and Cerro R.L., 1993, The Motion of Long
Kılcal of Square Cross-Section. Chem. Eng. Sei., 46,2181-2195.
Bubbles in Tubes of Square Cross-Section. Phys. Fluids A, 5,
1549-1557.
16.
Pitts, E., J., 1980, Penetration Offluid Into a Hele-Shaw cell:
17.
Poslinski, A.J., Oehler, PR. and Stokes, V.K., 1995, Iso­
the Saffman-Taylor Experiment. Fluid Meek, 97, 53-64.
thermal Gas-Assisted Displacement of Viscoplastic Liquids
in Tubes. Poly. Eng. Sei., 35, 877-895.
18.
Ro, J.S. and Homsy, G.M., 1995, Viscoelastic Free Surface
Flows: Thin Film Hyrodynamics of Hele-Shaw and Dip Coat­
ing Flows./. Non-Newt. FluidMech., 57, 203-225.
19.
Saffman, P.G. and Taylor, G.I., 1958, The Penetration of a
Fluids Into a Porous Medium or Hele-Shaw Cell Containing a
KAYNAKÇA
More Viscous Liquid. Proc. Roy. Soc. Lond., A245, 312-329.
20.
Savaşçı, Ö. T., Uyanık, N. ve Akovalı, N., 1998, Plastikler
21.
Taylor, G.I., 1961, Cavitation of a Viscous Fluid in Narrow
22.
Turaçli, H., 1999, Ektrüzyon Teknolojisine Giriş, Pagev
1. Akkurt, S., 1991, Plastik Malzeme Bilgisi. Birsen Yayınevi.
2.
Akovalı, G., 1984, Temel ve Uygulamalı Polimer. ODTÜ
3.
Bretherton, F.P., 1961, The Motion of LongBubblesinTube.
ve Plastik Teknolojisi. Çantay Kitabevi, İstanbul.
Yayınlan.
J. Fluid Meek, 10, 166-188.
Mühendis ve Makina - Cilt: 42 Sayı: 503
Passages./ Fluid Mech., 10, 161-165.
Yayınları.
55
yazı
dizini
Sayı: 4 9 2 Ocak 2 0 0 1
Hibrid Rulmanlar (Seramik Rulmanlar)
Erol
Bilgi Sayfası: Termodinamik, Entropi ve İletişim Teorisi
FEYZULLAHOĞLU
Tuğran KÜLAHOĞLU
Güncel: Türkiye'nin Enerji Problemleri ve Çözüm Önerileri
İbrahim ÇÂKMANUS
Ototomotiv Endüstrisinde Silindir Kapak Contasının Seçimi
Adem ONAT, Fevzi YILMAZ
Bilgi Sayfası: Tıbbi Atık Çözümü
Bilgisayar Dünyası: CNC'ler ve İnternet
Çeviren: Yılmaz YILDIRIM
Geçmişe Bakış: "Tayyare"den "Uçak"a: Bir Montaj Öyküsü-H
Barış ALBAYRAK, İlke AYDINCAK,
Yücel GÜRSES, İ.Evrim DİZEMEN, A Bahar HASER
Sayı: 4 9 3 Şubat 2 0 0 1
Atölyede Kontrol Sistemleri
H.Özgür ÜNVER, Umut DURAK, Ömer ANLAĞAN, S.Engin KILIÇ
Bilgi Sayfası: Jeotermai Elektrik Üretiminde Kullanılan Termodinamik Çevrimler
Fotovoltaik Güç Sistemli Su Pompalarının Dizayn Esaslarının Araştırılması
Mehmet
KANOĞLU
Bülent YEŞİLATA M.Azmi AKTACİR
Malzeme Dünyası: Malzemeleri Sertleştirmenin Yolları
Çeviren: Evren YILDIZ
Çinko-Alüminyum Esaslı Alaşımlarda İç Yapı ve Tribolojik Özelliklerin
İncelenmesi
Hamdullah ÇUVALCI, Temel SAVAŞKAM
Uzay Havacılık: Türk Havacılık Sanayi Gelişiminde Bilgisayar Destekli Tasarım Analiz ve
İmalat Teknolojileri Kullanımı
Y Kemal YILLIKÇI
Dergimize Bakış: 2000 Yılında Dergimiz
Sayı: 4 9 4 Mart 2 0 0 1
Otomobil Lastiklerinin Yan Kuvvet Karakteristiklerinin Sonlu Elemanlar Yöntemi İle
Belirlenmesi
Ergin TÖNÜK, YSamim ÜNLÜSOY
Bilgi Sayfası: İnşaat Çeliği ve Kontrollü Su Soğutma Yöntemi
.-
Devrim ÖZSOY
Dönel Makina Parçaların Kolay Üretilebilir Geometrik Özelliklerde
Yeniden Tasarımı
Hüseyin R.BÖRKLÜ, Serdal KERTLİOĞLU
Araştırma-Geliştirme: Ulusal İnovasyon Sistemi Bileşeni Olarak:
TÜBİTAK-TTGV-TÜSİAD Teknoloji Ödülü Modeli
Müfit AKYOS
Dekoratif Amaçlı Krom Kaplamada Sıcaklık ve Akım Yoğunluğunun Kaplama
Özelliklerine Etkisi
Temel SAVAŞKAN, Yasin ALEMDAĞ, Gençağa PÜRÇEK, Teuflk KÜÇÜKÖMEROĞLU
Yönetim Kalite: 2000 Yılında Kalite Güvence Sistemi Standartları I
Haldun TURAN
Uzay Havacılık: Uçaklarda Buzlanmanın Oluşumu ve Önlenmesi
Kevser DİNÇER, İ.Hakkı AKÇAY
Malzeme Dünyası: Plastiğe Geçiş
Güler AYYILDIZ
Sayı:495 Nisan 2 0 0 1
Taze Kayısının Döner Sürunlu Silindirik Kurutucuda (DSSK) Homojen
Olarak Kurutulması
Celal SARSILMAZ, Cengiz YİLDİZ
Güncel: Emek Platformu Programı
Hidrolik Torkmetre Tasarımında Bağlama Açısının Optimizasyonu
Hacı SAĞLAM, Ziya ŞAKA
Yönetim Kalite: 2000 Yılında Kalite Güvence Sistemi Standartları II Haldun TURAN
Uzay Havacılık: I. Ulusal Uçak Havacılık ve Uzay Mühendisliği Kurultayına Doğru
Havacılık Sanayinde son 30 Yıl ve Beklentiler
Ahmet AYTEKİN
Mühendislik Eğitim-Öğretiminde Yükselen Değerler
M.Fevzi ÜNAL
TUSAŞ Motor Sanayi A.Ş. (TEI) Açısında Uçak Havacılık ve Uzay Mühendisliğinin Katkıları ve
Geleceği
Havacılık Sanayine Sektörel Bakış
56
Mümtaz Salih ERDEM
Fatih TEZOK
Mühendis ve Makina - Cilt: 42 Sayı: 503
yazı
dizini
Sayı:496 Mayıs 2 0 0 1
Manyetik Alanda Sıçratma Yönteminde Son Gelişmeler
Nurhan
Çalışma Güvenliği:Vibrasyon ve İnsan Sağlığı Üzerindeki Etkileri
CANSEVER
Halim İŞSEVER
El Aletlerinde Güvenlik (Klasik, Elektrikli, Pnömatik)
Sabahattin ÖZTAŞ
İşçi Sağlığı ve İş Güvenliğinde Mühendislik Hizmetlerinin Yeri ve Önemi
Ege Üniversitesi Kampusunun Gürültü Profili
Necati İLHAN
Aydoğan ÖZDAMAR Aysun BALTACI
Atölyeden: CNC Freze Tezgahlarında Denklemi Bilinen Şekillerin Makro Programlama ile
İmalatlarının Araştırılması
Uzay Havacılık: Uçaklarda Yorulma
Cihan ÖZEL, Vedat SAVAŞ
Dilek TURAN
Sayı:497 Haziran 2 0 0 1
Binalarda Isı Yalıtımının Enerji Tasarrufuna ve Çevre Kirliliğine
Etkileri:
Çalışma Güvenliği: Periyodik Kontrol Uygulamaları
Fevziye AKÖZ, Beyza ÇOMAKOĞLU ÜSTÜN, Özgür ÇAKIR
Mahmut TEBERİK
İmpilantasyon Prosesinde Kullanılan İyon Işını Ekipmanları
Bir Görüş: Ellilerden Günümüze Ulaşım Politikaları
Nurşen AKBAŞ, İ. Etem SAKLAKOĞLU
AH Ekber ÇAKAR
Bilyalı Dövülmüş AA2024 Alüminyum Alaşımının Aşınma Özellikleri
Remzi VAROL, Recai Fatih TUN AY
Uzay Havacılık: Uçak Havacılık ve Uzay Mühendislerinin Durum Değerlendirilmesi
Atölyeden: Yatak Hasarları I
UHUM-MEDAK
Mustafa YAZICI
Sayı:498 Temmuz 2 0 0 1
Aktif Kütle Sönümleyicili Çok Serbestlik Dereceli Bir Yapının Depreme Karşı
LQR Kontrolü
Bilgi Sayfası: Metroloji ve Kalibrasyon I
Nurkan YAĞIZ, Rahmi GÜÇLÜ, İsmail YÜKSEK
M.Evren TOYGAR
Türkiye'de Sanayinin Fiziki ve Beşeri Sermaye Yapısı: GAP İlleri Örneği
Çalışma Güvenliği: İnsan Kaynakları, Kalite Sistemleri ve İş Güvenliği
Uzay Havacılık: Genel Maksatlı Uçaklarda Dizel Motorların
Kullanımı
Atölyeden: Yatak Hasarları II
Gülen ELMAS, Gülsen E. ÇAKAR
Yusuf C.TOPALOĞLU
A. Akile TAN ATMIŞ, Serdar DALKILIÇ
Mustafa YAZICI
Sayı:499 Ağustos 2 0 0 1
Güncel: Avrupaya Teknik Alanda Entegrasyon ve Ürünler Hakkında
4703 Sayılı Kanun
Zekiye AYDEMİR, Abdullah AYDEMİR
Güncel: CE İşareti Uygulama Zorunluluğu
Ayfer ADIGÜZEL
Toplam Kalite Yönetiminde Etik (Birliktelik Söyleminin Yönetim ve
Çalışanlar Ekseninde İrdelenmesi)
İsmail TÜRKMEN
Güncel: Doğrusal Düşünce Tarzının Eğri Sonuçları
Tuğran KÜLAHOGLU
Güncel: ISO 9000: 2000 Revizyonunun Getirdikleri
Ayfer ADIGÜZEL
Toplam Kalite Yönetimi Uygulamalarında Kullanmak İçin Yenilikçi-Yaratıcı Problem Çözme
Yaklaşımı TRIZ
Saadettin KAPUCU, Adil BAYKASOĞLU, Türkay DERELİ
Bilgi Sayfası: Metroloji ve Kalibrasyon II
M.Evren
Tasarım Kalitesine Uyum Süreci ve Uygulamalar Gülsen
TOYGAR
E. ÇAKAR, Sevil KİŞİOĞLU
Sayı: 5 0 0 Eylül 2 0 0 1
Geçmişten Günümüze
İmalat Hatlarını Analiz Eden Bir Yazılımın Geliştirilmesi ve Denenmesi I
Atölyeden: Makina İmalatında Sıvı Conta Kullanımı
Yapısal Farklılıklar İçeren Su-Jèti Kesme Sistemlerinin En Uygununun Belirlenmesi
Mühendis ve Makina - Cilt: 42 Sayı: 503
Fatih ÖCAL, Can ÇOĞUN
Tezcan ŞEKERCİOGLU
Necdet GEREN, Tarkan TUNÇ
57
yazı
dizini
Sayı: 5 0 1 Ekim 2 0 0 1
•
•
•
•
•
•
'
Generit Algoritma ve Uygulama Alanları
Bilgi Sayfası: Elektrokimya Alanında Yeni Yöntemler Yakıt Hücreleri
Tasarım Köşesi: Kullandıklarımızı Yaratan Süreç: Tasarım Düşüncesi ve Üretimi
Bilgi Sayfası: Yüksek Performanslı Isı Yalıtım Malzemeleri
İmalat Hatlarını Analiz Eden Bir Yazılımın Geliştirilmesi ve Denenmesi II
Otomotiv Köşesi: Toyota, Otomobil Montajını Dijital Ortama Taşıyor
Malzeme Dünyası: Polimer, Tekstil Kurulama Makinasmdaki Metalin Yerini Alıyor
Plastik Enjeksiyon ile Dijital Radyoların Üretimi
Dikişsiz Üretilmiş Tek Parça PTFE
• Bilgisayar Dünyası: İnternetten Ağımıza Takılanlar
Mustafa KURT, Cumali SEMETAY
Çeviren: Ender Ah ÜNLÜ
Cahit TÖRE
Kubilay S. L. ÖZKAN
Fatih ÖCAL, Can ÇOĞUN
Ersan TANER
Ersan TANER
Ersan TANER
Sayı:502 Kasım 2 0 0 1
• Yük Kancasının Elasto-Plastik Davranışı
Nurettin ARSLAN, Mete Onur KAMAN, Nuray ARSLAN
'
Bilgi Sayfası: Gelişmiş Enerji Sistemleri Küçük Üniteler
Çeviren: Mustafa YALÇIN
• Bir Görüş: Türkiye'de Teknoloji Kullanımı (Tüketimi)
Cahit TÖRE
• Adana İlinde Taşıt Kaynaklı Gürültü Kirliliğinin Çevresel Etkilerinin Araştırılması
Kadir AYDIN, Abdülkadir YAŞAR
• Bilgi Sayfası: Klima Kanalı Yalıtımında Camyünü mü, Kauçuk Köpüğü mü?
Orhan TURAN
• Atölyeden: CNC Freze Tezgahları İçin Bir Elipsoid'in İmalat Programının Hazırlanması ve
*
Uygulanması
Orhan ÇAKIR, Erol KILIÇKAP
Sayı:503 Aralık 2 0 0 1
•
Depreme Dayanıklı Yapı Tasarımında Düzeltilmiş Bang-Bang Kontrol Algoritmasının Uygulanması
Hasan ALLİ, Oğuz
YAKUT
• Bilgi
Sayfası
:
Bilgisayar
Destekli
Kestirimci
Bakım
Uygulamaları
Erol FEYZULLAHOĞLU
• Yönetim Kalite: Kalite Yolculuğunun Neresindeyiz?
Türkay DERELİ, Adil BAYKASOĞLU
• Gaz Yardımlı Enjeksiyon Kalıplama (Plastiklerin Kalıplanmasında Yeni Bir Yöntem)
Fethi KAMIŞLI
2001 YILI DERGİMİZ İÇİN YAZI DEĞERLENDİREN UZMANLAR
Prof. Dr. Can ÇOĞUN
Prof. Dr. İhsah KARAKAYA
Prof. Dr. Rafet ARIKAN
Prof. Dr. Bilgin KAFTANOĞLU
Prof. Dr. Mustafa GÖKLER
Prof. Dr. Bedri TUÇ
Prof. Dr. Ahmet GÜNEY
Prof. Dr. Filiz SARIOĞLU
Prof. Dr. Macit ÖZENBAŞ
Prof. Dr. Yılmaz YÜKSEL
Prof. Dr. Oktay BODUR
Prof. Dr. Engin KILIÇ
Prof. Dr. Nevzat ÖZGÜVEN
Prof. Dr. Yücel ERCAN
Prof. Dr. Reşit SOYLU
Prof. Dr. Can OZSOY
Prof. Dr. Selma AKKURT
Prof. Dr. Süleyman SARITAŞ
Prof. Dr. Mehmet ÇAPA
Prof. Dr. Sabri ALTINTAŞ
Prof. Dr. Mustafa YURDAKUL
Prof. Dr. Mustafa SAVCI
Prof. Dr. FEVZI ERCAN
Prof. Dr. Orhan DURGUN
Prof. Dr. A.Ünal ERDEM
Prof. Dr. Nevzat ONUR
Prof. Dr. Ali GÜNGÖR
Prof. Dr. Sait YUCENUR
Prof. Dr. Abdulkadir ERDEN
Prof. Dr. Aybars ÇAKIR
Prof. Dr. Niant YAMAN
Prof. Dr. Samim UNLUSOY
Prof. Dr. Haluk KARADOĞAN
Prof. Dr. Osman F GENCELİ
Prof. Dr. Küknettin OSKAY
Prof. Dr. Murat EREKE
Prof. Dr. Aysel ATIMAY
Prof. Dr. METIN AKKOK
Doç. Dr. Muhammed ELTEZ
Doç. Dr. Talat TEVRUZ
Doç Dr. Mehmet DEMİRKOL
Doç. Dr. Murat VURAL
Doç. Dr. C. Erdem İMRAK
Doç. Dr. Özgür TURHAN
Doç. Dr. Mehmet EROĞLU
Doç. Dr. Yaşar KARAGÖZ
Y. Doç. Dr. Levent TRABZON
Y. Doç. Dr. NIZAMI AKTÜRK
Y. Doç. Dr. Nihat GEMALMAYAN
Melih BAYRAMOĞLU
Cemil YAMALI
Bülent KALAYCIOĞLU
Hayrettin TÜRK
Sevda OZSOY
Varlık ÖZERCİYES
2001 Yılında Mühendis ve Makina Dergisi'ne Katkılarından Dolayı Uzmanlarımıza Teşekkür Ederiz.
58
Mühendis ve Makina - Cilt: 42 Sayı: 503