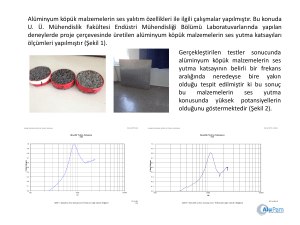
ÖZET
Mühendislik malzemelerinin sayısı 40000-80000 olarak kabul edilebilir.
Tasarımcı, kendisine en uygun malzemeyi bu geniş menüden seçmek
durumundadır. Böyle bir seçim, güç ve sıkıcı bir iş olabilir. Söz konusu
uygulama için geleneksel malzeme seçimi iyi yol olabilir. Örneğin şişe için cam,
teneke için çelik gibi. Bu seçim güvenlikli olmasına karşın tutucudur ve sonuçta
yeniliklerin sağlayacağı fırsatları da reddetmektedir.
Ancak hızla gelişen mühendislik malzemeleri nedeniyle seçim daha geniş
yelpazeden yapılır. Örneğin, bazı ürünlerde yeni bir seçimle, plastik şişelerin ve
alüminyum kutuların kullanımı ile pazar payı tamamen değişmektedir.
Tasarımın ilk kademesinde veya yeniden tasarımda tüm malzeme yelpazesi
göz önüne alınmalıdır.
1- GİRİŞ
Tasarım herkes için farklı şey ifade eder. Bayanların şapkalarından tutun da
dişli kutularının yağdanlıklarına kadar üretilen her nesne bir tasarım olarak
nitelendirilebilir. Ancak, tasarım daha çok şey ifade etmektedir. Örneğin doğa
bazıları için tanrısal bir tasarım olarak kabul edilmektedir.
Bizi ilgilendiren ise, mekanik tasarım ve malzemelerin bu tasarımdaki
rolüdür. Mekanik elemanların bir kütlesi vardır, yük taşırlar, ısı iletirler,
aşınmaya ve korozif ortamlara maruz kalırlar. Mekanik elemanlar tek bir
malzemeden yapılabileceği gibi, çok sayıda malzemeden de yapılabilir, belirli
bir şekilleri (tasarımları) vardır ve imal edilmek zorundadırlar.
İnsanların ilk elbiseyi, ilk kulübeyi ve ilk savaşı yapmalarından bu yana
malzemeler, tasarımları ile sınırlandırılmışlardır. Bu sınırlama hala günümüzde
de devam etmektedir. Malzemelerin gelişimi günümüzde son derece hızlı
olmaktadır. Günümüzde malzemelerin sahip oldukları özellikler ve sağladıkları
olanaklar, önceki yıllara göre çok fazladır.
1.1-Tasarımda Malzeme
Bir fikirden yola çıkılarak tasarım yapılabileceği gibi, pazardaki ayrıntılı bazı
taleplerden yola çıkılarak da tasarım yapılabilmektedir. Her iki durumda da
ürünün yapılacağı malzeme hakkında karar vermek gerekmektedir. Bazen de
karar verirken zorlanılabilir. Yeni bir ürün istenebilir, mevcut bir ürünün
geliştirilmesi istenebilir yada mümkünse yeni bir malzeme ile imal edilmesi
istenebilir. Mühendislikte kullanılabilecek malzeme sayısı çok fazla olup
40.000-80.000 arasında olduğu tahmin edilmektedir. Bununla birlikte yürürlüğe
giren standartlarla bu rakam azaltılmaya çalışılmaktadır. Bir yandan da yeni
malzemeler ortaya çıkarılmaktadır.
O halde bu kadar geniş malzeme listesinden mühendisler amaçlarına en
uygun malzeme seçimini nasıl yapacaklardır? Rasyonel bir seçim için
gereken yöntem formüle edilebilir mi?
Tasarımın uygun olduğu seviyeye göre bu soru birçok düzeyde
cevaplanabilir;
-Başlangıçta tasarım akıcıdır ve opsiyonlar çok fazladır. Tüm malzemeler göz
önüne alınmalıdır.
-Tasarım üzerine yoğunlaştıkça ve parça şekillendikçe (biçim aldıkça), seçim
kriterleri netleşir yani keskinleşir. Ve seçilecek malzeme sayısı azalır. İşte bu
durumda daha kesin ve detay veriler gerekir ve seçim için farklı analiz
yöntemleri kullanılır.
-Tasarım sonunda daha hassas veriler gerekir, malzeme sayısı birkaça iner bazen
de sadece birdir.
Malzemelerin seçimi; malzemelerin şekillendirilme yani imalat
yöntemlerinden bağımsız olarak yapılamaz. O halde imalat yöntemleri örn.
Talaşlı, talaşsız, birleştirme, yüzey işleme ve diş açma vb. gibi tasarımın önemli
bir unsurudur.
Maliyet de malzeme seçiminde önemli bir başka faktördür. İyi bir tasarımın
tek başına bir ürünü satmak için yeterli olmadığı da göz önünde tutulmalıdır. Ev
aletlerinden otomobile ve uçağa kadar her ürünün şekli(biçimi), dokusu
(yapısı), rengi, estetiği ve dekorasyonu her zaman kullanıcıya bir tatmin(haz)
vermektedir. Çok önemli olan bu estetik unsurlar, endüstri(endüstriyel) tasarım
olarak bilinir ve birçok mühendislik dersinde ele alınmazlar. Estetik unsurlar
ihmal edildiğinde, üreticinin pazar payını kaybetmesine(yitirmesine) neden olur.
Çünkü iyi bir tasarım çalışır ama mükemmel bir tasarım ayrıca haz verir.
Tasarım problemlerinin tek ve tam bir çözümü yoktur. Tasarımcının ihtiyacı
olan tek şey, açık bir düşünce ve tüm olasılıklar için karar vermeye istekliliktir.
„‟Denize geniş ağ atılırsa çok balık tutulur„‟ atasözünde olduğu gibi en uygun
malzemeyi seçmek için bir prosedür gerekmektedir. Örneğin malzeme seçimini
diyagramlar yardımı ile yapmak, potansiyel malzeme adayları arasında ilk
seçimi basitleştirmektedir. Malzeme ve tasarım(biçim) arasındaki etkileşim
ayrıntılı olarak tartışılmalıdır. Ayrıca, kullanıcıya tasarımı doğrudan imalat
prosesi ile gerçekleştirmesine imkan veren proses seçim diyagramları
geliştirilmiştir.
1.2-Mühendislik Malzemelerinin Gelişimi
Tarih boyunca malzemeler sınırlı olarak tasarlanmıştır. Eski çağlar,
insanların kullandığı malzemelerin isimleri ile örneğin taş devri, bronz devri,
demir devri gibi adlandırılmıştır. İnsanlar öldüklerinde hazineleri de kendileri ile
birlikte gömülmekteydi. Mısır firavunlarından Tutankamon, taş lahit içine renkli
camdan yapılmış eşyaları ile, Agamemnon ise bronz kılıcı ve altın maskı ile
gömülmüşlerdir. Firavunun eşyaları, yaşadıkları zamanın en yüksek
teknolojisine ait ürünleri temsil etmekteydi. Düşünün arkadaşlar, eğer firavunlar
bugün yaşasalar ve ölselerdi yanlarında neler gömülebilirdi? Titanyum saatleri
mi? yoksa karbon elyaf ile takviye edilmiş tenis raketlerini mi? Yoksa metal
matrisli kompozit dağ bisikletlerini mi? Yada polieter etil keten kasklarını mı?
Günümüz tek bir malzeme çağı değildir ve çağımızda malzemelerin sınırı
yoktur. Şimdiye dek günümüzdeki kadar malzemelerin çok hızlı geliştiği ve
özelliklerin bu kadar değişkenlik gösterdiği asla başka bir çağ olmamıştır.
Mühendislerin temin edilebileceği malzeme listesi öyle hızlı gelişmektedir ki,
üniversiteden 30 yıl önce mezun olan birinin bu malzemelerin yarısından bile
haberi yoktur. Ama yeni malzemelerin bilinmemesi tasarımcı için risk
oluşturmaktadır.
Malzemelerdeki gelişme ve gelişmelerindeki değişim Şekil 1.1‟de verilmiştir.
Tarih öncesi malzemeler M.Ö.10000‟den önce, taş devrinde taş, daha sonraları
ise seramikler ve camlar, doğal polimerler ve kompozitlerdi. Her zaman
teknolojinin en üst noktasında olan silahlar, ahşap ve çakmak taşından
yapılmaktaydı. Bölgesel olarak bulunan altın ve gümüşün ise teknolojideki rolü
çok küçüktü. Bakır, bronz ve daha sonrada demirin bulunuşu(bronz devri
M.Ö.4000-1000 arası ve demir devri M.Ö.1000-M.S.1620 arası) ahşaptan ve
taştan mamül eski silahların ve takımların yerini alarak teknolojinin ilerlemesini
geliştirmiştir. Dökme demir teknolojisi (1620-1850) mühendislikte metallerin
hakimiyet kurmasını sağlamıştır. Ve daha sonra çelikler, hafif alaşımlar ve özel
alaşımlardaki gelişmeler de metallerin konumunu sağlamlaştırmıştır. 1960‟lı
yıllarda mühendislik malzemeleri denilince akla ilk gelen metaller olamaktaydı.
Ancak, diğer malzemeler de gelişmekteydi. Örnek olarak, seramikler sınıfından
Portland çimentosu, refrakterler ve silika, polimer sınıfından kauçuk, bakalit ve
polietilen sayılabilir. Ancak bu malzemelerin toplam malzeme pazarındaki
payları çok azdı. Daha sonraki yıllarda metal alaşımlarının gelişme hızı
yavaşlamıştır. Bir yandan çeliğe ve dökme demire olan talep azalırken, diğer
yandan yüksek performanslı seramiklerin üretimi, polimer ve kompozit
endüstrisi hızla gelişmektedir. Malzemelerde görülen hızlı değişimi tasarımcılar
görmemezlikten gelemezler.
MALZEME SEÇİMİNDE BAZI FAKTÖRLER
Her malzeme kullanımı, önemsiz olsa bile bazı seçim elemanları gerektirir.
Birçok mühendislik çalışmaları gibi malzeme seçimi de problem çözme işidir.
Problem çözmede ana adımlar şöyle özetlenebilir;
-problem analizi
-alternatif çözümlerin formülasyonu
-alternatiflerin geliştirilmesi
-karar
Malzeme seçilme işlemine uygulanan bu adımlar şu hale dönüşürler;
-malzemelerin gerekli özelliklerinin analizi
-aday malzemelerin seçimi
-adayların geliştirilmesi
-gerekli özelliklere en iyi uyan malzemenin seçilmesi
Birçok mühendis, malzemeyi iki yanlış nedenden seçer;
-Bu tip uygulamalarda her zaman bu malzemeler kullanılır; her uygulama tercih
edilen malzemeye sahip olduğunda ve her malzeme emniyetli pazarlara sahip
olduğunda gider. Diğer bir deyişle, gelenek ve iyi teknoloji gerektiği şekilde
karışmaz.
-Yalnızca bu özelliklerinden dolayı; malzemenin özelliklerinin, malzemenin
özel kullanımlarına başvurmadan esrarengiz bir biçimde hemen hemen
metafiziksel olarak malzemeyle bağlantılı olduğunu ima eder. Örneğin
mukavemet, malzemenin özelliği olmaktan çok, uygulanmış bir koşullar
takımına cevabıdır. Kısaca-malzemenin mukavemeti yüksek olur ancak
şekillendirilmesi iyi değildir. Tek bir özellik için malzeme seçimi doğru olmaz.
Malzeme seçiminde göz önüne alınması gereken genel karakteristikler vardır.
Bütün malzemelerin iyi performans gösterdikleri ancak tatmin edici
kullanılmadıkları limitleri vardır. Standart deney prosedürleri, sadece aykırı
durumların çalışma davranışlarını ölçmektedir. Sıcaklık, çevresel koşullar,
uygulanan gerilmenin derecesi ve diğer faktörleri de içine alan imalat ve çalışma
koşullarını bilmeden ve anlamadan uygun malzeme seçme olasılığı çok zayıftır.
Malzeme seçiminde ana faktörler şunlardır;
-mekanik mukavemet -süneklik
-stabilite (kararlılık)
-korozyon direnci
-imal edilebilirlik
-ısı transfer özellikleri
-elde edilebilirlik
-özel özellikler
-maliyet
MALZEME SEÇİM DİYAGRAMLARI
Şekil 1‟de :
Malzemeler; metaller, seramik ve camlar, polimerler ve elastomerler,
kompozit malzemeler olmak üzere sınıflandırılmışlardır. Ayrıca her malzeme,
alt gruplara ayrılmıştır. Metaller; demir esaslı, refrakterler, ağır ve hafif metaller
olarak alt gruplara ayrılmışlardır. Seramik ve camlar; çimento, vitray ve cam
olarak gruplandırılmışlardır. Polimerler ve elastomerler ise termosetler,
termoplastikler ve elastomerler olarak alt gruplara ayrılmışlardır. Kompozit
malzemeler ise matris malzemesine göre sırasıyla polimer matrisli, metal
matrisli ve seramik matrisli olarak ayrılmışlardır.
İmalat yöntemleri; döküm, kalıplama, deformasyon, talaşlı işleme, toz
metalurjisi, kompozit şekillendirme, moleküler metod, özel metodlar ve diğer
üretim metodları olarak sınıflandırılmışlardır. Ayrıca her imalat metodu kendi
içinde aşağıda belirtilen alt gruplara ayrılmışlardır.
Döküm yöntemi : gravite döküm, düşük basınçlı, yüksek basınçlı ve hassas
döküm
Kalıplama : enjeksiyon, basınçlı, köpük kalıplama
Deformasyon : soğuk deformasyon, sıcak deformasyon, kızgın halde
şekillendirme örn.demirin tavındayken dövülmesi, levha (sac) deformasyonu
Talaşlı işleme : tornalama, frezeleme, taşlama, parlatma
Toz metalurjisi : sinterleme, ince sulu kil dökümü, sprey formu oluşturma,
hidratasyon
Kompozit şekillendirme : elle kalıplama, kalıplama, sıkıştırma döküm, lif sarma
Moleküler metodlar : PVD, CVD, sıçratma veya manyetik alan içinde partikül
transferi, elektro kaplama
Özel metodlar : elektrokimyasal, ultrasonik, kimyasal, termal ışıma
Diğer üretim yöntemleri : Kaynak / lehimleme, yapıştırma, mekanik bağlama
yöntemi, mikro ölçekte üretim
Malzeme ve imalat yöntemi arasındaki ilişki ise numaralarla ifade edilmiştir.
„‟0‟‟ : uygun değil,
„‟1„‟ : özel şartlarda uygun,
„‟2„‟ : uygun
Şekil 1 Malzeme – İmalat yöntemi ilişkisi
Sertlik (H) - Ergime Sıcaklığı (Tm ) İlişkisi
Ergime sıcaklığı, malzemelerin konvansiyonel döküm metotları ile malzeme
prosesleri üzerine sınırlamalar getirmektedir. Düşük ergime sıcaklığına sahip
malzemeler birçok metotla dökülebilir. Ergime sıcaklığı 1700 0C ve üzeri olan
malzemelerin dökümünde konvansiyonel metotlarının kullanım geçerliliği azdır.
Böyle malzemeler ancak özel metotlar ile dökülebilirler.
Malzemelerin akma dayanımı ve sertliği, talaşsız ve talaşlı proses seçimlerini
de sınırlamaktadır. Dövme ve haddeleme basınçları, akma dayanımları ile
orantılı olduğu gibi takım ömrünü sınırlayan takım yükleme miktarı ve işlem
sırasındaki sıcaklıkla da alakalıdır.
Bu nedenle de, yüksek dayanım ve sertliklere göre kademelendirilirler.
Örneğin süper alaşımlar dövülemez veya seramiklerin şekillendirilmesi zordur.
Deformasyon prosesleri, sertliği 3Gpa‟ın altında olan malzemeler için
sınırlandırılmışlardır. Toz metalürjisi, CVD, buharlaştırma teknikleri ve
elekrolitik şekillendirme gibi imalat yöntemleri için sertlik ve ergime sıcaklığı
sınırlayıcı etken değildir.
Malzemelerin sertlik ve ergime sıcaklıkları bağımsız özellikler değildir.
Düşük ergime noktalı malzemeler yumuşak (örn. kurşun, polietilen), yüksek
ergime noktalı malzemeler ise(örn. elmas) genellikle sert olma eğilimindedirler.
Bu bilgi aşağıdaki eşitlikle verilebilir:
0,3k .Tm
20k .Tm
H
H : sertlik,
Ω : atomik yada moleküler hacim ,
k : Boltzman sabiti ( 1,38x10-26 j/K )
Tm : ergime sıcaklığı
Bu formül, sertlik-ergime sıcaklığı diyagramında alt ve üst sınırları belirler.
Şekil 2 - Sertlik – Ergime sıcaklığı ilişkisi
Hacim (V) - İncelik (S) İlişkisi
İnce kesitler, farklı imalat yöntemleriyle elde edilebilir.
İncelik (S) = t (minimum kesit) / l (parçanın büyük ölçüsü)
Boyut ise imalat yönteminin belirlediği minimum ve maksimum hacimle
ifade edilebilir. Hacim(V), üniform kesitler için şekil faktörü 2 olacak şekilde
aşağıdaki gibi formüle edilebilir:
V = A. t
A : hesaplanan alan
Hacim, ortalama malzeme yoğunluğunun 5000 kg/m3 olarak kullanımıyla
yaklaşık olarak ağırlığa çevrilebilir.
Şekil 3 - Hacim – İncelik ilişkisi
Şekil Sınıflandırma Şeması
Ekstrüzyon, çekme, haddeleme yöntemleri, prizmatik şekle sahip parçaların
üretimi için uygundur.
Tornalama yöntemi; asitmetrik şekillerin yapımı için uygun, asimetrik
prizmatik şekle sahip parçaların yapımı için uygun değildir.
Diğer şekillere sahip parçaların yapımı mümkün ise de imalat zor olmaktadır.
Şekiler kendi içlerinde alt gruplara ayrılmaktadır.
Diyagramdan, parça
yapılabilmektedir.
şekline
göre
uygun
imalat
Şekil 4 - Şekiller ve alt sınıflandırılması
yöntemi
seçimi
Parça Şekli – İmalat Yöntemi İlişkisi
Üretilmesi tasarlanan parçanın şekline göre aşağıdaki imalat yöntemleri seçilebilir. Şekil 5‟de verilen diyagramda, dikey eksende imalat
yöntemleri, yatay eksende ise kodlarıyla tanımlanan çeşitli şekiller verilmiştir. Şekillerin üretimi için seçilecek imalat yöntemleri
numaralarla gösterilmiştir.
„‟0„‟ : uygun değil , „‟1„‟ : uygun
Şekil 5 – Parça şekli – İmalat yöntemi ilişkisi
Karmaşıklık – Hacim(V) İlişkisi
Karmaşıklık; delikler, vida dişleri açılımı, yeniden yapılanan şekiller gibi farklı isteklerin
olması durumu olarak ifade edilebilir.
Deformasyon prosesleri, sınırlı karmaşıklığa sahip şekilleri üretir.
Döküm prosesleri daha karmaşık parçalar üretimi için uygundur(örneğin karbüratör,
otomobil silindir blokları)
Kompozit şekillendirme, diğer metotlarla karşılaştırıldığında kompleksliği daha sınırlıdır.
Polimer kalıplama, daha iyidir.
Talaşlı işleme yöntemleri, parçaya yeni özellikler kazandırılması ile karmaşıklığı arttırır.
Mümkün olan en kolay şekillerin imalatı için az, daha karmaşık yapılar içinse daha fazla
bilgiye ihtiyaç vardır. İmal edilen parçayı niteleyen bilginin sayısal olarak gösterimi; parça
tanıtım sayısı, diğer bir deyişle bit olarak adlandırılır.
Şekil 6 - Karmaşıklık seviyesi-boyut ilişkisi
Tolerans Oranı(T) – RMS Yüzey Pürüzlülüğü(R)
Her imalat yönteminin, belirli bir tolerans ve yüzey pürüzlülüğünde imalatı
gerçekleştirme kabiliyeti vardır. Tolerans(T), parça boyutunda izin verilebilir
hatadır. Yüzey pürüzlülüğü(R) ise, yüzeydeki düzensizliklerin karekökü ile
ölçülür. Kum dökümle imal edilen parçanın yüzey pürüzlülüğü R=10µm iken
leplenmiş parçada bu değer R=0.05µm‟dir. Tolerans ve yüzey pürüzlülüğü
değerleri farklı olan çok fazla imalat yöntemi vardır. Bu yöntemler içinden
isteklere uygun olarak ekonomik parça üretimi yapılabilir. Tolerans 2R‟den
fazladır. Gerçek imalat yöntemlerinde, tolerans aralığı 10R ila 1000R arasında
değişebilir.
Metaller ve seramikler, yüzey parlatma ve lepleme işlemlerine tabi tutularak
düşük yüksek tolerans ve yüzey düzgünlüğüne sahip olabilirler. Tolerans ve
yüzey pürüzlülüğünü azaltan imalat yöntemleri ve işlemler maliyeti de
arttırmaktadır.
Polimerler, metal ve seramiklerden farklı olarak düşük yüzey pürüzlülüğüne
sahiptirler. Ancak, toleranslarının ±0.2 mm olma olasılığı azdır. Çünkü parçanın
kalıptan çıkarılması sırasında oluşan gerilmeler sonucu meydana gelen sürünme
bunu engeller. Bu nedenle de; yüzey pürüzlülüğü, daha pahalı kalıp ve daha
fazla maliyet gerektirir. Aşağıda verilen çizelgede, imalat yöntemi–yüzey
pürüzlülüğü ilişkisi görülmektedir.
Pürüzlülük(µm)
İmalat Yöntemi
Uygulama
R=0.01
R=0.1
R=0.2-0.5
R=0.5-2.0
R=2.0-10.0
Lepleme
Hassas taşlama, lepleme
Hassa taşlama
Hassas talaşlı işleme
Talaşlı işleme
R=3.0-50.0
Döküm yöntemi
Aynalar
Yüksek kaliteli yataklar
Silindir, piston, kam mili
Dişliler, makina parçaları
Düşük yüke maruz yataklar,
Kritik olmayan parçalar
Torna olmayan yüzeyler
Şekil 7 - Tolerans oranı – Yüzey pürüzlülüğü ilişkisi
Malzeme ve Şekil Seçimi
Tasarımda malzeme seçimi, sadece malzeme özellikleri dikkate alınarak yapılır, şekil
dikkate alınmaz. Parça yada yapılar, şekillendirilmiş malzemedirler.
Belirli yükleme durumlarında, kesitin biçimi önem kazanmaktadır. Şekil (biçim) bir
değişken olduğunda, bazı performans indislerinde şekil (biçim) faktörü olarak isimlendirilen bir
terim ortaya çıkar. Mekanik dayanım genelde malzemenin biçimle olan kombinasyonudur.
Parça üzerindeki yüklemeler genellikle eksenel, eğme yada burulma şeklindedir. Bir bağlantı
(kayıt) parçası eksenel yükleri taşırken, kiriş, eğilme momentlerini, şaft, burulma momentini,
kolon ise basma yükünü taşır.
Eksenel gerilmede, şekil değil kesit alanı önem kazanmaktadır. Aynı alana sahip bütün
kesitler aynı yükü taşırlar. Eğilmede ise farklıdır, yani, içi boş yada I-kesitli kirişler aynı kesit
alanına sahip farklı şekilli kiriş ile kıyaslandığında daha iyi dayanıma sahiptirler. Burulmada da
böyledir. Diğer bir deyişle, örneğin dairesel tüpler, içi dolu ve I- kesitli biçimli olanlara kıyasla
daha iyidirler. Bununla ilgili olarak şekil faktörü tanımlanmaktadır.
Şekil(biçim) faktörü ‘’‘’ simgesi ile gösterilir, boyutsuzdur ve şekle bağlıdır, her yükleme
modunda kesit şeklinin verimini ölçer. Yani, biçimin yapısal kazancını ifade eder.
Rijitliğin Esas Olduğu Tasarımlarda Şekil Faktörü :
Kirişlerin elastik bükülmesi için şekil faktörü : eB olarak alınır.
Şaftların elastik burulması için ise şekil faktörü : eT olarak alınır.
B : eğme, bükme ; T : burulma ; e : elastik
Dayanımın Esas Olduğu (Plastik Akma yada Kırılmanın İstenmediği)
Tasarımlarda Şekil Faktörü :
Kirişler için şekil faktörü : fB
Şaftlar için şekil faktörü : fT
f : hata, bozulma
İçi dolu dairesel kesitli çubuk için yukarıda verilen dört şekil faktörü de 1‟e eşittir.
Verilen yük altında, bağlantı(kayıt) parçasının uzaması veya desteğin(payandanın) kısalması
kesitin alanına bağlı olarak verilmiştir. Şekil faktörü gerekli değildir.
Standart Kesitlerin Verimi
Kirişler, şaftlar ve kolonlar için standart kesitler genellikle prizmatiktir. Prizmatik şekiller,
kolaylıkla haddeleme, ekstrüzyon, çekme, sürekli çekme (kompozitlerden sürekli imalat
yöntemiyle çubuk, boru gibi sabit kesitli parçalar yapma) ve testere ile kesilebilir.
Prizmatik kesitler, içi dolu, tüb yada kutuda olduğu gibi kapalı boşluk yada açık boşluk (
örn. I-, U-, L- kesit ) şeklinde olabilir.
Şekil verimi için üst limitler çok önemlidir. Üst limitler, hafif yapıların tasarımı için bellidir,
hafif yapılarda malzeme miktarı en aza indirilmelidir.
Şekil Faktörleri İçin Malzeme Limitleri
Verilen malzemelerin şekil faktörlerini oluşturan sınırlar, imalat şartlarından, bölgesel
burulmaya kadar herşey olabilir. Örneğin çelik çekilerek ince çeperli boru elde edilebileceği
gibi, haddeleme, katlama yada kaynak yöntemleriyle de şekillendirilerek verimli I-kesitli
parçalar üretilebilir. Böylece de şekil faktörü, genelde 5 gibi yüksek değerine ulaşabilir. Tahta
kolaylıkla şekillendirilemez. Kontrplak teknolojisi sayesinde, boru yada I-kesitli şekle
getirilmesi teoride mümkün ancak pratikte zordur. Bu nedenle de şekil faktörünün 5‟den fazla
olması nadirdir. Burada etken, üretim kısıtlamalarıdır. Aynı sorunlar kompozitlerin ince et
kalınlıklarında parçaların eldesinde de karşımıza çıkar.
Şekil İçeren Malzeme İndisleri
Belli bir yükleme biçiminde malzeme ve kesit şekline bağlı olarak performansın maksimum
olabilmesi aşağıda verilmiştir :
Bağlantı Parçasının Eksenel Gerilmesi
Bağlantı parçasının hasar olmaksızın taşıyabileceği yük, sadece kesit alanına bağlı olup kesit
şekli önemli değildir. Bütün kesit şekillerinde minimum ağırlıkta rijitlik için malzeme indisi;
M = E / ρ olarak alınır.
Kirişlerin Elastik Eğilmesi ve Şaftların Burulması
Kiriş için, rijitlik ve uzunluk spesifik olduğundan kütlesi de minimum olmalıdır.
Aynı şekilli kirişler için şekil faktörü sabittir. Bu durumda malzeme indisi
M = (E1/2) / ρ değerinin maksimum olmasıdır.
Eğer kesit biçimleri ve üretildikleri malzemeler farklı ise, hem rijit hem de çok hafif kiriş
için şekil faktörü de dikkate alınarak malzeme indisinin en büyük değeri alınır:
E eB 12
M = -----------ρ
Aynı yol şaftların elastik burulmasında da izlenir. Kesit biçimleri ve malzemeleri farklı iki
şaft üretilecekse ve bunlar birbiri ile karşılaştırılacaksa en iyi malzeme–şekil faktörü
kombinasyonu malzeme indisinin en büyük olduğu değerdir:
e T E
M = -----------------------ρ
olarak alınır.
Kayma modülü G, Young modülüne yakındır. Pratikte,
G=3/8E
olarak alınır.
Kiriş ve Şaftlarda Hasar
Kiriş, eğilme zorlamasına maruz kaldığında belli bir yük altında hasar görmemelidir ve
kütlesi de minimum olmalıdır. Kiriş şekli dikkate alınmadığında,
M = (f 2/3) / değeri maksimum olmalıdır.
f : malzemenin hasar dayanımı
Hasarsız kirişte en iyi malzeme-şekil kombinasyonu için malzeme indisi maksimum
olmalıdır.
M=
2
f 3
B
f
Şaftlarda ise aynı yol izlenir. Performansın maksimum olabilmesi için aşağıda verilen
malzeme indisinin maksimum değeri alınır.
T f
M=
2
f 3
Mikroskobik ve Mikroyapısal Şekil Faktörü
Malzemenin mikroskobik yapısı onun şekil alabilirlik, yoğunluk, sertlik, tokluk gibi
özelliklerini etkiler. Mikroyapısal şekil faktörü indisi ile verilir. Makroskopik şekil faktörü
ise indisi ile verilir.
Malzeme ve Şeklin Birlikte Seçimi
Malzeme ve şeklin birlikte seçimi, optimizasyon hesaplaması için malzeme seçim
diyagramında değişik yollar vardır.
Makine Malzemesi Seçim Kriterlerine Ait Problemler
1- Bakır alaşımı olan pirinç(Cu-Zn) malzemeden yapılmış bir parçayı, aynı şekilde ve daha
rijit olacak şekilde imal edebilmek için hangi malzemeleri önerebilirsiniz. Seçim için
aşağıda verilen diyagramı kullanınız.
2- Elastiklik modülü E >200 GPa ve yoğunluğu < 2 Mg/m3 olan malzeme hangisidir?
Seçim için yukarda verilen diyagramı kullanınız.
3- Titanyum alaşımlarının mı yoksa tungsten alaşımlarının mı spesifik dayanımı(f / ρ)
daha büyüktür? Karar verebilmek için aşağıdaki diyagramı kullanınız.
4- Mühendislik plastiklerinin, örneğin PMMA (polimetilmatakrilat) yani pleksiglasın,
kırılma tokluğu (KIC), mühendislik seramiklerinden, örneğin alüminadan, daha mı büyüktür,
daha mı küçüktür? Aşağıda verilen diyagrama göre karar veriniz.
5- Verilen diyagramı kullanarak bakıra kıyasla ısı iletimi daha iyi olan iki malzeme seçin.
6- Motor test gövdesi yapılmak isteniyor. Malzemenin hem rijit olması yani elastiklik
modülünün 40GPa‟dan fazla olması hem de yüksek elastik enerji yayabilme yani yüksek
sönümleme kabiliyetine sahip olması istenmektedir. Titreşim sönümleyici malzemeler,
yüksek sönümleme özelliğine sahiptirler. Kayıp faktörü “η” ile ölçülür. Aşağıda verilen
diyagram yardımıyla uygun 4 malzeme alt kümesi belirleyin.
7- Çeliklerin termal şok dirençlerinin dökme demirlere kıyasla az yada çok olduğunu verilen
diyagram yardımıyla karar verin.
8- Mühendislik seramiklerinin aşınma dayanımlarının metallere kıyasla az yada çok
olduğuna aşağıda verilen diyagram yardımıyla karar verin. Verilen yataklama basıncında
aşınma oranı, aşınma oranı sabiti “ka” ile ölçülür. Düşük ka değeri, düşük aşınma oranını
ifade eder.
9- Bir parça, talaşlı işleme, soğuk dövme yada soğuk ekstrüzyon yöntemleriyle imal
edilmektedir. Parçanın malzeme birim maliyetleri, tabloda verilmektedir. 1.100 ve 10000
tane parça üretimi için en ucuz en uygun yöntem hangisidir? Açıklayınız.
10- Alüminyum alaşımından yapılmış küçük parçalar, 100 adet ve 106 olmak üzere imal
edilecektir. Verilen tabloyu da dikkate alarak hangi döküm yönteminin birim parça maliyeti
açısından en ekonomik olduğunu bulunuz.
11- Yüksek performanslı motorlar, kompresör yada pistonlar gibi kritik parçalar için piston
kolu tasarlamak istiyoruz.
Tasarım için istenenler aşağıda verilmiştir.
Fonksiyon : Motor yada pompa için vargelleyici piston kolu
Amaç : Kütlenin minimum olması
Kısıtlar : Yüksek devirlerde yorulma dayanımı olmalı
Elastik eğilme sırasında hata oluşmamalı
Strok (darbe), çubuk boyu (L) belirli olmalı
Piston kolu
Malzeme indisleri aşağıda verilmiştir. Hafif olabilmesi için M1 indisi, eğilme dayanımı
için M2 indisi alınmıştır.
Piston kolu malzemeleri
Malzeme seçiminde hafiflik ön plana alınırsa metal matrisli kompozit olan Duralcan Al-Si
kompozit malzeme alınmalıdır. Titantum alaşımı da seçilebilecek ikinci malzemedir. Her iki
malzemenin de ağırlığı, dökme demirin yarısı kadardır.