
tmmob
makina mühendisleri odası
I. ULUSAL
ÖLÇÜMBÎLİM KONGRESİ
BİLDİRİLER KİTABI
19 - 2O EKİM 1995
Sanayi Odası / ESKİŞEHİR
MMO Yayın No: 177
KALİBRASYON YÖNETİMİ
VERİ TABANI VE İŞLEM YAZILIMI
Ömer BOZYOKUŞ, İhsan AKYÜZ, Oğuz ÇIMRIN
METRONORM A.Ş., İstanbul, Türkiye
Özet
Bu bildiride Kalite Güvencesi Sistemleri (ISO 9000) kapsamında sanayinin Kalibrasyon
Yönetimi konusundaki ihtiyaçlarına yönelik olarak Ölçü Aletleri ve Proses Listelerinin hazırlanması, Kalibrasyon Takip Cetveli ve Cihaz Kartlarının oluşturulması, dokümantasyon ve
rapor alma işlevlerini yerine getirmek üzere bir bilgisayar programı tasarımı özetlenmiştir.
Ölçü aletlerini tanımlayıcı veriler, daha sonra Gruplandırma, Uyumluluk Analizleri,
Periyodlandırma ve Yaşlanma Grafiklerinin çıkartılmasına olanak sağlayacak bir düzenleme
ile bilgisayara girilerek, öncelikle kalibrasyon yönetimini (çağrı sistemi dahil) sorunsuz ve
gerektiğinde yönlendirici bilgiler sağlayarak yürütebilecek kapsamlı bir veri tabanı oluşturulmaktadır.
Son olarak geliştirme ve uygulama çalışmaları yapılmış, bunun sonucunda program,
Prosese Uygun Cihaz Seçimi, Periyodlarm Belirlenmesi gibi işlemleri yapabilecek ölçüde
gelişirilerek, cihaz yeterlilik araştırması ve sertifika hazırlama yönündeki gelişme potansiyeli
vurgulanmıştır.
1. Giriş
Kalibrasyon ve Yazılım İhtiyacı
Proses Listelerinin Oluşturulması:
(Bu madde, kalibrasyon yönetiminde bir zorunluluk değil daha çok red/ kabul kriterlerinin belirlenmesinde yardımcı niteliğindedir). Üretimde uygulanan tüm kontrol ve
testlerde hangi parametrelerin hangi toleransla kontrol edildiğini gösteren, muhtemelen
imalat akış şemasından yola çıkılarak proses listeleri ouşturulmalıdır.
Bir işletmede tüm prosesler ölçülmemekle birlikte (örnek: bekletme, nakletme vs) her
ölçüm noktası en az bir proses üzerindedir ve toleranslar çoğunlukla hedeflenen mamul
kalitesine göre (bazen standartlar tarafından) belirlenir.
Ölçü Aleti Listelerinin Oluşturulması:
Listede yer alması gereken ölçü aletleri, ölçüm amacıyla kullanılan ve mamul kalitesini
doğrudan ya da dolaylı etkileyen tüm cihazları kapsar.
Var/Yok türünde gösterime sahip cihazların ölçü aletleri listelerinde bulunmalarına
gerek duyulsa da, kalibrasyonu söz konusu olmadığından, fonksiyonel kontrolleri ile
yetinilir. Bu maddeye ek olarak düşünülen "Cihaz Kartları", bir zorunluluk değil, yine önemli bir yardımcı niteliğindedir.
Kalibrasyon Takip Cetvellerinin Oluşturulması:
Ölçü aletlerinin yapılan kalibrasyonlarına ait sonuçları belgeleyen sertifikaların hazılanarak veya temin edilerek saklanması gerekir. Belli bir süreç sonunda cihaz performansı,
değerlendirme açısından önemli bir temel teşkil etmenin yanında, Kalit Güvence
151
Sistemlerinde anında bulunma özelliği taşıyan bir arşivleme, adeta zaruridir.
Kalite güvencesi standartlarının kalibrasyon yönetimi sisteminden beklentilerine cevap
vermek üzere tasarlanan CalEKpert1 adını verdiğimiz program ile Ölçü Aletleri Listesi, Cihaz
kartları, Kalibrasyon Takip Cetvellerinin kolaylılkla hazırlanması ve bunlara dair raporların
da elde edilmesiyle sistemin aksaksız kurulması ve yürütülmesi sağlanmaktadır. Böylece
"Kalite Güvence Normları"nm kalibrasyon yönetim sisteminden beklentisi fazlasıyla
karşılanmış olacaktır.
Minumum Sistem Gereksinimi
CalExpert programının performans bağımlılığı, doğal olarak sistemin performansıyla
orantılıdır. Windows ortamında çalışmak üzere tasarlanan ve hazırlanan bu program için,
386 ve yukarısı işlemci
4 MB Ram
3 MB boş Hard Disk alanı düşünülmüştür.
Deneme kullanımı esnasında yapıtğımız performans kontrollerinde 386 ve 486 tabanlı
işlemcilerde gözlediğimiz performans oranı 1 /3'dür. 2 ve 4 MB RAM'lik sistemlerde de aynı
oran bulunmuştur.
2. Yapı ve Algoritmalar
Ana Bölümler
Yapılan ve yapılması planlanan geliştirmelerle birlikte, CALExpert adı verilen yazılımın
porf siy önel şeması Şekil l'de verilmiştir. Programın temelini oluşturan veri tabanı bölümüne,
işlem bölümünde kullanılacak şekilde (gereken alanlarda sayısal bilgi) veri girişini sağlamak
amacıyla tanımlar bölümü eklenmiştir. Burada kullanıcı cihaz ve proseslerine göre gerektiğinde parametre ve birim ekleyip çıkartabilecektir. Varsayılan (default) parametre ve birim
listesinin örnek bir bölümü Tablo l'de verilmiştir. Aynı zamanda bu alanlara göre gruplama
imkanı da yaratıldığından, bu şekilde kullanıcı sadece sıcaklık parametresinde çalışan cihazlarını veya sadece mm birimi ile ölçüm yapan cihazlarını çağırabilecetir.
i
1. CalExpert, Metronorm tescilli markasıdır.
152
j
Tanımlar
Veri Tabanı
1
\
Parametre
Birim
Ölçü
Aleti
Veri
Girişi
\
Takip
Cetveli
Cihaz
Kartı
Liste
Liste
Liste
İşlem
Veri
Girişi
Liste
Sertifika
Yeni Giriş
Periyodlandırma
(Grafik)
Tarihçe
Proses
Listesi
Bulama
(Belirleme)
Cihaz
Seçimi
Proses
Seçimi
Arşiv
Uygunluk
Şekil 1. Yazılımın Fonskiyonel Ana Şeması
Tablo 1. Varsayılan Tanımlama Bilgileri (örnek bir bölüm)
Parametreler
Birimler (05)
Uzunluk 01
bar, mbar, mHg, mmH 2 O, Psi
Sıcaklık
07
Basınç
05
mmHg=Torr,
Veri Tabanı
Bu bölüm dört kısımdan oluşmakla birlikte bağımsız dosya sayısı üçtür. Ölçü aleti listesi ile Cihaz Kartının aynı dosyayı kullanmaları, kapasite ve hız artırma açısından uygun
görülmüştür.
Ölçü Aleti Listesi
Proseslerde kullanılan tüm ölçü aletleri hakkındaki verilerin kaydedilmesi, ölçü aleti verilerinin düzenlenmesi, istenilen her şekilde (ad, kod, kullanım yeri, parametre) liste dökümlerinin alınması gibi işlemler bu kısımda gerçekleşir. Liste örneği Tablo 2'de verilmiştir.
153
Tablo 2. Ölçü Aletleri Listesi
KOD
ADI
P.
BİRİM
MAX.
MİN-
TAKSİMAT
107365
ELEKTRİK OCAĞI
07
C
109728
KALIBRATÖRIDC14421
09
mV
0 .
11000
400
KOL. YERİ
LAB01
0.00100
LAB03
11.91
TERMOMETRE(CAM)
07
C
-1.
200
1.00000
LAB01
111860
GÖSTERGE
05
mHg
0 .
130
0.00100
LAB01
111870
GÖSTERGE
03
0 .
20000
1,00000
LAB01
111877
GÖSTERGE
05
mbar
0 .
500
0.10000
LAB01
11188
LOAD CELL/GÖSTERGE SETİ
03
kN
0 .
80
0.01000
LAB01
Cihaz Kartı
Ölçü Aleti Listesinde girilen her bir cihaz için, ad ve kod alanlarının direkt taşındığı bir
kart, program tarafından otomatikman açılır. Bu kartta cihazın imalatçısı, servisi, kullanım
ortamı gibi detay bilgilerin yanında, kullanım sıklığı ve kullanım aralığı gibi sayısal alanlar
düşünülmüştür. Yine bu sayısal alanların, işlem bölümünde kullanılacaklarından, özel öneme
sahip oldukları söylenebilir. Cihaz kartı örneği Tablo 3'de verilmiştir. Ayrıca ölçü aleti listesinde "çalışma aralığı" nı belirleyen Min ve Max verileri ile, Cihaz kartında "kullanım
aralığı"nı belirleyen Min ve Max verilerinin farklı olabileceği hatırlatılması gereken başka bir
noktadır.
Tablo 3 Cihaz Kartı
Kod
Adı
Tip/Model
Sınıfı
Seri No
İmalatçı
Adresi
Telefonu
Faksı
İmal Trh.
Temin Trh.
382113
SENSÖR
8267TJE
0.1
382113
SENSOTEC
BURSTER PRAZtStONSMESS
TECHNİK GMBH AND CO.KG.
TALSTRASSE 1-7 GERNSBACH
0049.7224/645-0
0049.7224/648-8
01/08/93
06/09/93
Kullanım
Min.
Max.
Tolerans
Sorumlu
:
0 .
:
500
0 .3
:
: Hayriye AKA
Servis
Adresi
METRONORM A.Ş.
HAVUZBAŞI CAD.NO:21 P.K.2
TR-81610 KAVACIK
İSTANBUL
Telefonu : 0216.4136757
0216.4136770
Faksı
Takip Cetveli
Cetvelin amacı cihaz kalibrasyon bilgilerinin (tarih, yapan kişi, sonuçtaki hata payı) her
yapılan kalibrasyondan sonra girilmesi ve saklanmasıdır. Gelecek kalibrasyon tarihine göre
filtrelenerek alman çıktılarla, kalibrasyon çağrı sistemi işletilebilir. Dolayısıyla cetvel bir cihaz
için belli sayıdı (denemelerde sayı 10 olarak alınmıştır) kalibrasyon bilgisini barındıracak ve
işlem bölümünde tarihçe çıkartılması için temel teşkil edecektir.
Bu sayıdan sonra aynı cihaza ait yeni bir kalibrasyon verisi girildiğinde, o cihazın en eski
kalibrasyon tarihli satırı silinecek şekilde düzenlenmiştir.
Takip cetvelinde de yine ölçü aleti listesinde olduğu gibi tercih edilen gruplarla (kod,
ad,parametre, tarihler) filtrelenerek çalışılabilir ve rapor alınabilir. Örneği Tablo 4'de verilmiştir. Buradaki hata payı ve tarihler yine işlem bölümünde hesaplamaya tabi alanlardır.
Takip cetvelinde, her cihaz için müteakip defalar (sayı kullanıcı tarafından seçilecek)
154
kalıbrasyon bilgisi girileceğinden, bir süre sonra cihaz listesine göre daha şişkin bir veri
tabanı olmaktadır. Bu yüzden bağımsız bir dosya açılması, kapasite kullanımı ve hız açısından daha uygun bulunmuştur.
Tablo 4. Takip Cetveli
ADI
0048177
109728
113448
1262992
35885
3C4857
40388
645
EGA133
P550
P580
KAL.TARİHİ
KUMPAS
KALIBRATÖR(DC) 4 4 2 1
DİRENÇ KUTUSU
MİKROMETRE
MASTAR SETİ ( 4 7 - 2 )
ÖLÇÜ SAATİ
MASTAR SETİ (122-K)
KOTLE S E T Î ( E 2 )
PH PROBU
GÖSTERGE (PT100)
PH METRE
08/07/94
21/06/93
08/09/93
08/07/94
04/02/94
04/12/94
20/11/92
21/03/95
17/08/94
17/08/94
17/08/94
KAL.EDEN
H.PAYI
GELECEK K.
D08/07/95
.21/06/96
.08/09/96
.08/07/95
.04/02/95
.04/12/9f
.20/11/96
.21/03/97
.17/08/95
.17/08/96
.17/08/95
AKA
DKD
DKD
AKA
AKA
AKA
DKD
U.M.E
AKYUZ/BAHÇIVAN
AKA
AKYUZ/BAHÇIVAN
Proses Listesi
Bağımsız üçüncü bir dosya olan proses listesinin, giriş bölümünde de belirtildiği gibi,
oluşturulması üretim bölümleri ile ortaklaşa yapılaması gereken uzun bir işlem olması
nedeniyle, bu konuya yeterli hassasiyetin gösterilmesi kanısındayız. Oysa cihaz seçimi,
eşleştirme ve adaptasyon için temel verileri içerdiğinde programda yer verilmiştir. Listedeki
proses, nominal değeri ve toleransı, işlem bölümündeki fonskivonları neden IVIP vı I ren I 1anabilir. Örnek Şekil 2'de gösterilmiştir.
KOD
AÇIKLAMA
D.0201
K.04.02
V.01.05
T.03.01
C.02.01
Mikrometre Kal.
Sertlik Plakası .
Pipet Kal
Sıcaklık kal.
Higrometre
PARAMETRE
Uzunluk
Sertlik
Ağırlık
Sıcaklık
Bağıl Nem
BİRİM
mm
HRC
g
°C
%rH
NOMİNAL
DEĞER
TOLERANS
YER
25
58
9,97
450
4
1
0,05
2
33
2
LAB02
LAB0I
LAB03
LAB01
LAB03
Şekil 2. Proses Listesi
İşlem
Kalibrasyon yönetimi konusundaki ihtiyaç, yukarıda açıklanan "veri tabanı" kapsamının ötesindeki kullanımlar için tasarlanan bu bölüm, üç alt başlıkta toplanmıştır.
Periyodlandırma
Kalibrasyon yönetimi açısından en tartışmalı konulardan biri olagelen kalibrasyon periyodlarmm belirlenmesi ile yaşlanma tarihçesinin izlenmesi bu bölümün kapsamındadır.
Cihaz ve proses kodları girildiğinde, grafik veya hesaplamalar için gereken tüm verilerin
gerekli yerlerden (ölçü aleti listesi, cihaz kartı, takip cetveli, proses listesi) alınması kendiliğinden gerçekleşmekte ve zaman ekseninin de kullanıcı tarafından tanımlanmasıyla yaşlanma ta-rihçe grafiği çizilebilmektedir. (Şekil 3)
155
HATA PAYI
1.2
( PROSES TOLERANSI: 1 V )
;
KOD: ELE001
0.8
AD : MULTIMETRE
0.6
j
0.4
i
i
^ - ^ 4
__j^^
0.2
L«
i
i
) ^ > _ ; ^_^-r^"Z>p«_^
__
M
Pj
I
0
0
5
10
15
ZAMAN
20
25
30
35
( AY )
Şekil 3. Yaşlanma Tarihçesi
Periyodun ya da gelecek kalibrasyon tarihin belirlenmesi işlemi de, kaynakçada belirtilen uluslararası tavsiyeler ışığında, Şekil 4'de gösterilen algoritma uyarınca sonuçlanmaktadır.
Takip Cetveli
Verileri i
^Cihaz Kartı
verileri
DEVAM
Tarihçe grafiği
--J'
Periyod =
(P-e)
hayır
sonuç]
V^—vJ
[SONUÇ
156
,
Periyod
j
tablosu
i
(3 ay,6 ay, 1yıl. 2 yıl)
Periyod belirleme
I sonuç ve uyarı
J
mesatı
Z2 : Son kalibrasyon Tarihi
Zj : Sondan bir önceki kalibrasyo tarihi
e2 : Son kalibrasyonda bulunan hata payı
e^ : Sondan bir önveki kalibrasyonda bulunan hata payı
P : Proses Toleransı
Şekil 4. Periyod belirleme algoritması
Eşleştirme
Bu bölümün birinci kullanım amacı,proses listesine girilmiş proseslere mevcut ölçü aleti
listesinden uygun cihazların seçilmesi olarak düşünülmüştür. İşletmelerde, herhangi bir
cihazın aniden arıza v.b. sebeplerle işletmeden çıkması durumlarında, söz konusu proses için
acilen bir ölçü aleti aranması ender yaşanan bir olay değildir.
Eleştirme, bu amacın yanında ters işlemi de (mevcut kullanılmayan bir chaz için, kullanabileceği uygun prosesi bulma) gerçekleştirebilecek şekilde tasarlanmıştır. Ancak kullanıcıya, kalibrasyon takibi sırasında cihazların sürekli proseslere uygun kaldığını kontrol
etme imkanı veren "uygunluk testi" özellikle vurgulanabilir. Burada ölçü aleti ve proses kod
nr. lan girilip "test" istendiğinde, cihaza ait son veriler takip cetvelinden alındığından, her
zaman güncel test yapılabilmektedir. Kriteler ise yine kaynakçadaki dokümanlarda da
değinildiği gibi, cihazların tercihan 0.5 Max ile 0.9 max skala arasında kullanılması ve hata
payının (bilinmediği durumlarda taksimatın) proses toleransının 1/3'ünden küçük olması
gibi temel ölçü tekniği kurallarıdır. Algoritma Şekil 5'de verilmiştir.
Cihaz Bulma
' - •
1
,-
Proses Bulma ı
j Uygunluk Testi
Cihaz
^'verileri lam gınJmısmt-
-"Tüm cihaz-.
<ye Proses verilen/
gırılmisnu '
'
\
Pıoses
/ verileri lam ."^yınlmişmı
evet
hayıf
/ hed nr. \
\airiimtcmt'
evet
/ K o d ıır lan
girilmişini
eve!
Proses listesi
Cıha? Üstesi ,
L.. .-j.
:
ev
ı-dian>eiı« ve oınrnr göre -<
tri *is>e taidma
i
ilOP ;
mesaj !
Mfn < P
cihaz no
Vi.P
<Max
' î.9
norn
cihaz norv.
STOP
mesai
atel
H 3 ^ P3V
*
: Girildiyse, son kalibrasyondaki veri
P n o m : Proses nominal değeri
Ptoı : Proses toleransı
Şekil 5. Eşleştirme algoritması
157
3. Kullanım Notlan
Yazılım, tasarlama süreci ile birlikte adım adım hazırlandığından tüm aşamalarını
bağımsız olarak deneme (kullanma) olanağı elde edilmiştir. Bu kullanımlarda muhtelif boyutlarda kalibrasyon sistem ihtiyaçları göz önünde bulundurulmuştur. Elbetteki böyle bir
yazılımın verimliliği, kullanıcının cihaz parkındaki eleman sayısı en azından 50'in üzerinde
olduğu zaman gündeme gelebilir. Aksi takdirde elle tutulacak kayıtlarla zaman açısından
kazanç dahi sağlanabilir.
Yazılımın vazgeçilmez olan veri tabanı kısmı (proses lisetis hariç) 1.1 versiyonu olarak,
işlem menüsü eklenmiş hali (proses listesi dahil) 1.2 versiyonu olarak -200 cihaz ve -100
proses kayda alınarak ayrı ayrı ve değişik operatörlerce kullanılmış, uygun ekran ve çıktı
düzenlemeleri yapılmıştır.
Kullanım esnasında her zaman parametre ve birim tanımlamalarının kullanıcının
isteğine (kişisel veya kurumsal sistematiklere göre) bağlı olarak değiştirilebileceği akılda
tutulmalıdır. Örneğin kimi kullanıcı bir parametreyi kuvvet/tork olarak tanımlayıp hem
Mevvton hem de Newtonmetre birimlerinin beraber gruplarken, bir diğer (çoğunlukla cihaz
sayısının gözönüne alarak) bunları ayırmayı tercih edebilir.
4. Geliştirme Çalışmaları
Sertifika ve Basım ve Arşiv
Kalibrasyon yönetiminde, özellikle kullanıcı tarafından kalibrasyon yapılıyorsa yararlı
olabilecek bir ilave, kalibrasyon sertifikası hazırlanamısj ve arşivlenmesidir. Burada kalibrasyon tekniğine bağlı olarak çoğunlukla gerçekleştirilen, lineerlik (histerisis entegrasyonlu), tekrarlanabilirlik ve duyarlılık testlerinde alman ölçüm sonuçlarına göre değerlendirme
işlemleri de bölüme dahil edilebilir. Bu ekleme yönündeki çalışmalarımız devam etmektedir.
i
•,'-'
/
$
Yeterlilik Araştırması
İstatiksel proses kontrolü uygulayan işletmelerde konunun kalibrasyon yönetimi ile
direkt ilgisi olmasa da, cihazların yeterlilik araştırmaları yapılması gerektiğinden, konu cihaz
kartlarına entegre edilebilir. Bu durumda, yine işlem menüsü yeterlilik bölümünde "araştırma" isteyen kullanıcının, ölçü verilerini girmesi istenecek ve cihaz yeterliilği (capability) arzu
edilirse son araştırma tarihi ile birlikte cihaz kartındaki yerini alacaktır. Bu bölüm planlama
aşamasındadır.
5. Sonuç
Bir işletmedeki tüm ölçü aletlerinin kalibrasyon sistemine alınması ve yönetimin sorunsuz bir şekilde sağlanması amacıyla tasarlanan ve geliştirilen bilgisayar programı(CALexpert), pratik uygulamalar ve denemeler sürecinde hız ve kapasite olarak da optimize edilmiştir. Konuyla ilgili ihtiyaç, çoğunlukla ISO 9000 normları paralelinde çalışan
sanayi kesiminden kaynaklandığından, zaruri görülen veri tabanı ve dosyalama yanında,
özelikle çağrı sistemine temel olan "Takip Cetveli" ile, sorunlarla karşılaşılan
"Periyodlandırma" ve "Uygunluk" bölümleri ağırlıklı olarak ele alınmıştır. Yazılımın temel
karakteristiği, büyüklük olarak biri cihaz sayısı, biri proses sayısı, biri de kalibrasyon sayısına bağlı üç bağımsız veri dosyası ve bu dosyalarda kullanım, çalışma aralıkları, tolerans ve
hata payları gibi parametre ve birimler altında gruplanan sayısal alanları ile her tür gelişmeye (veri tabanı veya matematiksel işlem bazında) uygun bir alt yapıya sahip olmasıdır.
158
i
V
f
V
Ayrıca kullanıcı kesimin teknik bir disipline sahip olması gerekmediğinden, program her
disiplin tarafından yaygın ve rahat olarak kullanılan Windows (bugün artık işletim sistemi
olarak kabul görmekte) altında hazırlanmıştır.
TEŞEKKÜR: Bu çalışma METRONORM A.Ş. ve Prosoft Ltd. Şti'nin desteği ve katkıları
ile gerçekleştirilmiştir.
159
Kaynakça:
1. ISO/DIS 10012, Quality Assurance Reguirements for Measurin Equipment
2. DİN ISO 9001, Qualitatssicherungssysteme Modeli Zur Darlegung der
Qualitatssicherung in Design/Entwicklung, Produktioan, Montage und Kundedients
3. İhsan Akyüz, "Kalibrasyon ve Uluslararası Ölçü Sistemi İçerisinde İzlinebilirlik"
UMTİK' 94, Ankara
4. SINIC Computertechnik, QSİ-PMV prüfmittelverwaltung software, Friedrichsdarf
5. Verfahrenstecnik, COMPLAN Compact Software, Bad Hamburg
6. OIML D 10- Guidelines for the determination of recalibration intervals of measuring
equpment used in testing laboratorics.
160
j
/
KALİBRASYON KAVRAMI VE ÖNEMİ
Müh.Ütğm.G.Tamer EREN Elektronik Ve Haberleşme Mühendisi
1 .HÎBM.K.lığı Kalibrasyon Laboratuvarı Grup Amiri
YANSI -1 Bilindiği gibi ölçme bilimi (metroloji) ve onun temel uygulama alanlarından
biri olan kalibrasyon,günümüzde kaliteli mal ve hizmet üretimi için vazgeçilmez unsurlardan
birisini teşkil etmektedir.
KALİBRASYON KAVRAMI VE ÖNEMİ
YANSI-1
YANSI-2 Ölçme teknolojisi insanoğlunun tarihi kadar eskidir.İnsanhğın ilk evresinden
bugüne kadar gerçekleştirdiği tüm teknolojik aşamalar şu veya bu şekilde onun ölçme yeteneği
ile yakından ilgilidir.
TEKNOLOJİK GELİŞME
YANSI-2
161
YANSI-3 Tarih boyunca insanoğlunun zihnini meşgul eden,ancak 19 ncu yüzyılda
Avrupa'dakı büyük sanayi devriminden sonra kaçınılmaz hale gelen teknolojinin her sahasında
uluslararası düzeyde kabul gören ve kullanılan ölçüm standartlarının bulunması,kullanılabilecek
şekilde
hazırlanması
ve
geliştirilmesi
konularını
kapsayan
ölçme
bilimi
doğruluk,hassasiyet,kesinlik ve kalibrasyon gibi kavramları da beraberinde getirmiştir.
f
ÖLÇME BİLİMİ
J
DOĞRULUK
HASSAStYET
KESİNLİK
KALİBRASYON
YANSI-3
Günümüzün atomlar arasındaki mesafeden galaksiler arasındaki mesafeye kadar hemen
herşeyin çok hassas bir şekilde ölçülebildiği uzay çağı teknolojisinde asıl hedef;mevcutla
yetinmek değil daha doğru,daha hassas dolayısıyla sürekli kalibreli sistemler olmuştur.
YANSI-4 Ölçme alanındaki çözülemeyen problemlerin,diğer teknolojik sahalarda da
çeşitli sorunlara ve durgunluğa sebep olduğu Avrupa'daki büyük sanayi devrimi sonrası yaygın
ve seri üretim faaliyetleri sırasında anlaşılmıştır.Sanayi devrimiyle birlikte,gelişen teknoloji ve
sanayide üretim safhasında ortaya çıkan problemler bu aşamada kullanılmak üzere daha hassas
ve doğru ölçüm metodlarıyla ,test ve ölçü aletlerinin geliştirilmesini zorunlu kılmıştır.
ÜRETİM
SAFHASINDA
ORTAYA ÇIKAN
PROBLEMLER
DAHA HASSAS
VE
DOĞRU
ÖLÇÜM
METODLAR
TEST/ÖLÇÜ
ALETLERİNİN
GELİŞTİRİLMESİ
YANSI-4
162
YANSI-5 Bu sistemlerin doğruluklarının sürekli olarak güvence altına alınabilmesi için de
tanımlanan veya üretilen ana ölçüm standartlarının belli doğruluk oranlarında kullanıcı
seviyesine kadar sanayiye aktarılması gerekmiştir.Bu ise ana transfer standartlarının
geliştirilmesi ve sistemlerin periyodik olarak doğruluk ile kesinliklerinin kontrol edilmesi ve
gerekli ayarların yapılması anlamına gelen periyodik kalibrasyonları ile mümkün olmuştur.Bu
amaçla ölçüm standartları seviyelendirilmiş ve her seviyede bu standartları muhafaza
eden,bunları kullanarak daha alt seviyedeki standartlar ile test ölçü aletlerine periyodik kalibre
hizmeti veren kalibrasyon laboratuvarları kurulmuştur.Böylece modern anlamdaki ölçme ve
kalibrasyon zinciri oluşturulmuştur.
YANSI-5
YANSI-6
Günümüzde sanayi seri üretime dayanmaktadır.Seri üretimin ön koşulu,bir
bütünün oluşturulması için farklı yerlerde üretilen birçok parçanın birbirleriyle belli tolerans
dahilinde uyması ve benzerleriyle eş özelliklere sahip olmasıdır.
YANSI-6
Ana transfer standartları veya peryodik kalibre faaliyetlerinin eksikliği nedeniyle
parçaların fiziksel,kimyasal,mekanik ve boyutsal özelliklerinden birinin zaafa uğraması
halinde,sonuçta meydana gelen ürün ıskartaya ayrılmakta ve tüketici,verdiği paranın karşılığını
163
alamamaktadır.Bu ise çok daha ciddi boyutlarda,toplumun huzur ve emniyetini dahi tehlikeye
düşürüp,çok büyük ekonomik kayıplara sebep olabilmektedir.Dolayısıyla hayatımızın hemen
her safhasında vazgeçilmez olarak kullandığımız pek çok ürünün kalite güvencesi entegre bir
kalibrasyon programının yürütülmesine sıkı bir şekilde bağımlıdır.
YANSI-7 Endüstriyel devrimin ilk aşamalarında işletmeler açısından en büyük
ilerleme,üretim sonrası kalite kontrol kavramının yaygınlaşarak kullanılması olmuştur.Belirli
zamanlarda
üretimden
alınan
numunelerin
analizleri
sonucunda
oluşturulan
bilgilerle,pazarlanan ürünlerin kalitesini artırmaya yönelik bu kavram,endüstriyel devrimin ilk
aşamalarında başarıyla kullanılmıstır.Ancak alınan küçük sayıda numunenin incelenmesi
sonucunda çeşitli istatistik yöntemler kullanılarak üretilen bütün parçalar hakkında karar
vermek her zaman yeterli olamamıştır.Buna ek olarak üretimdeki patlama,yapılan her parçanın
teker teker incelenmesini de olanaksız kılmıştır.Bu nedenlerle,yirminci yüzyılın ortalarına
gelindiğinde üretim sonrası kalite kontrol yöntemi gerçek gereksinimin gerisinde kalmaya
başlamıştır.Bunlara ek olarak yine istatistiksel yöntemlere dayanan " kabul edilebilir kalite
düzeyi" kavramının da üretimin bazı alanlarında uygulanmasının son derece güç,hatta imkansız
olduğu ortaya çıkmıştır.Öncelikle insan sağlığını ve güvenliğini içeren konularda gereken
kalitenin %100 olma zorunluluğu " sıfır hata " anlayışını yaygınlaştırmaya başlamıştır, doğal
olarak,bu gereksinimlerin sonucunda " kalite kontrolün " üretim sonrası yerine,üretimin her
aşamasında yapılması gündeme gelmiştir.Bu konuda karşılaşılan en büyük problem de,bir
bütünü oluşturan parçaların herbirinin yapımı sırasında örnekleme metodu ile kalite kontrolü
sağlamanın neden olduğu büyük zaman ve kaynak kaybı olmuştur.Bunun üzerine ara veya son
ürün yerine,prosesin kontrolü ön plana çıkmaya başlamıştır.Bu yöntemde ise ürün yerine proses
için kabul edilen alt ve üst sınırlar belirlenerek.son ürünün belirlenen normlarda olması sağlanır.
C
KALİTE KONTROL KAVKAM!NI.\\
GEÜŞİMİ
/
> o > ÜRETİM SONRASI KALİTE KONTROL
KABUL EDİLEBİLİR KALİTE DÜZEYİ
SIFIR HATA ANLAYIŞI
5tt
PROSES KONTROLÜ
YANSI-7
YANSI-8 Ürün yerine prosesin kontrol edilmesi ve her geçen gün son ürün için kabul
edilebilir toleransların azalması,üretime katkıda bulunan bütün unsurların bir sistem olarak ele
K-.4
alınmasını gerektirmiştir.Doğal olarak sistemin çeşitli noktalarında iyileştirilmeler yapılabilmesi
için geri besleme mekanizmalarının kurulması gerekmiş ve bu da devamlı bir geliştirme
sürecinin oluşmasını sağlamıştır.Sistemin bir bütün olarak ele alınmaya başlanması üzerine,
ölçülebilirlik,belirsizlik,izlenebilirlik,kararhlık gibi metrolojide yaygın olarak kullanılan
kavramlar " kalite kontrolün " da vazgeçilmez unsurları haline gelmişlerdir.Fikir olarak çok
güzel olmasına rağmen, kalite kontrolda sistemin bir bütün olarak ele alınması,uygulamada
büyük güçlüklerle karşılaşmıştır.îşin karmaşıklığı, farklı konularda üretim yapan kuaıluşların
sonuca ulaşmak için çok değişik yöntemler kullanması ve başarının tam olarak ölçülebilir
kriterlere bağlanamaması kalite güvenve sistemlerinin oluşmasını olumsuz yönde
etkilemişlerdir.Bunun en önemli nedeni ise üzerinde uzlaşma sağlanmış ve bir standarda
bağlanmış tutarlı bir yöntemin eksikliği olmuştur.
C
PROSES KONTROLÜ
ÖLÇÜLEBİLİRLİK
M
İZLENEBİLİRLİK
KARARLILIK
YANSI-8
YANSI-9 Kalite güvence sistemi olarak da özetleyebileceğimiz,sistemin bir bütün olarak
ele alınması ve bunu yönlendiren startların oluşması ilk olarak ikinci dünya savaşı sonrası askeri
üretimde görülmeye başlanmıştır.Oncelikle Amerikan silahlı kuvvetleri tarafından satın alınan
malzemenin üretimlerini belli standartlara göre yapılma zorunluluğu ülke çapında bir kalite
güvence sistemini oluşturmuştur.Daha sonra sistemin,belirli değişikliklerle,bütün NATO
ülkelerince benimsenmesi ilk uluslararası kalite güvence sistemi olan AQAP ( Allied Quality
Assurancc Publications ) standartlarını oluşturmuştur.AQAP 'in başarılı bir şekilde kullanılması
sivil sektörde de ilgi uyandırmış ve İngiltere'de BS 5750 standartlar serisi kalite güvence sistemi
uygulanmaya başJanmıştır.Seksenli yılların sonlarına doğru da ISO tarafından BS 5750 baz
alınarak ISO 9000 kalite güvence standartları serisi yayınlanmış ve aralarında Türkiye'nin de
bulunduğu bir çok ülke bu standartları aynen kabul etmiştir.
165
( KALİTE GÜVENCE SİSTEMİ GELİŞİMİ Y
YANSI-9
Burada belirtilmesinde yarar görülen bir nokta ISO 9000 serisi standartların bir kalite
güvence sistemi oluşturduğu ve ancak bir model olduğudur.Bu nedenle ISO 9000 serisini
uygulayan bir firmanın ürünleri mutlaka " çok kaliteli" veya uygulamayan kuruluşunkiler de "
kalitesiz " demek değildir.ISO 9000 büyük bir kolaylıktır.Yazılı bir standart olduğundan bu
sistem uygulanınca yapılanların neler olduğu bellidir ve bu konuda üretici ile müşteri arasında
bir mutabakat sağlanmıştır.Buna paralel olarak bir firma ISO 9000 belgesi alarak mutlaka
ürünlerinin kalitesini arttıracak demek değildir,ancak ISO 9000 belgesi almak için yapılan
çalışmalar,kuruluşlardaki eksik ve hataların kısa zamanda,açıkça ortaya çıkması açısından son
derece faydalıdır.Doğal olarak eksiklerini görüp bunları gideren ve hatalarını düzelten
kuruluşların ürün kalitesinde bir artış ve maliyetlerde bir azalmanın görülmesi de kaçınılmazdır.
Avrupa'ya entegre olma amacındaki Türkiye'nin,bu pazardaki büyük rekabet ortamında
varlığını sürdürebilmesi öncelikle "Yüksek verimlilik ile düşük maliyete kaliteli üretim" ile
mümkün olabilecektir.
Teknolojinin gelişmesine bağlı olarak sanayinin envanterine giren hassas ölçü aleti sayı
ve çeşidindeki artış ile günümüz rekabet koşullarında kaliteli üretimin kaçınılmazlığı nedeniyle
ölçme biliminin dolayısıyla kalibrasyona verilen önemin daha çok artması gerekli olmaktadır.
KALİBRASYONUN TANIMI
YANSI-10
Kalibrasyon;doğruluğu bilinen bir standart/ölçüm sistemi kullanılarak
diğer bir standart,test/ölçü aleti veya sistemin doğruluğunun ölçülmesi,sapmaların belirlenmesi
mümkün ise ayarlanması veya raporlanmasıdır.
166
c
KALİBRASYONUN TANIMI
KAL/BRASYON;
DOĞRULUĞU BİLİNEN BİR
STANDART/ÖLÇÜM SİSTEMİ
KULLANILARAK DİĞER BİR
STANDART,TEST/ÖLÇÜ ALETİ VEYA
SİSTEMİN DOĞRULUĞUNUN ÖLÇÜLMESİ,
SAPMALARIN BELİRLENMESİ MÜMKÜN İSE
AYARLANMASI VEYA RAPORLANMASIDIR.
YANSI-10
KALİBRASYONUN AMACI
YANSI-11
Teknolojik gelişmelerin üretim endüstrisine yansıtılması sonucunda
çeşitli ürünlerin üretilmesi ve tüm insanlığın hizmetine sunulması beraberinde güvenilirlik,kalite
ve standardizasyon ihtiyacını getirmektedir.Bu ihtiyaçların karşılanmasının ilk koşulu
kalibrasyondur.Bu kapsamda kalibrasyonun amacı;üretim aşamasında kullanılan tüm test/ölçü
aletlerinin doğruluğundan emin olmak ve yapılan ölçüm işlemlerinin farklı yerlerde farklı
test/ölçü aletleri ile tekrarlanması durumunda aynı sonucun alınmasını sağlamak bir başka
deyişle alınan ölçüm sonuçlarını standartlaştırmaktır.
C
KALİBRASYONUN AMACI
ACI
J
KULLANILAN TEST/ÖLÇÜ
ALETLERİNİN DOĞRULUĞUNDAN
EMİN OLMAK
ALINAN ÖLÇÜM SONUÇLARINI
STANDARTLAŞTIRMAK
YANSI-1
167
İZLENEBİLİRLİK (TARCEABILITY)
YANSI-12
Kalibrasyonun belirtilen amacına ulaşmasının tek yolu izlenebilirlik
zincirinin
kurulmasıdır.En
genel
anlamıyla
izlenebilirliği
şu
şekilde
tarif
edebiliriz.İzlenebilirliktir kalibrasyon laboratuvannın üst seviyedeki bir laboratuvar tararından
değerlendirilerek verilen kalibrasyon hizmetinin doğruluğu ile güvenilirliğinin garanti altına
alınması ve uluslararası standartlara uygunluğunun sağlanmasıdır.BU kapsamda;kalibrasyon
laboratuvarının en üst seviyedeki standartları daha üst düzeydeki bir laboratuvar taralından
kalibre
edilerek
test/ölçü
aletlerinin
doğrulukları
güvenilir
referanslara
dayandınlmaktadır.Ayrıca
bu
tür
standartlara
sahip
olan
kalibrasyon
laboratu varlarımn;personel,standart,üretim ve kalite kontrol sistemi gibi konularda
değerlendirilmeleri üst seviyedeki bir laboratuvar tarafından yapılarak laboratuvar sertifiye
edilmekte,verilen kalibre hizmetinin doğruluğu ile güvenilirliği garanti altına alınmakta ve
uluslararası standartlara uygunluğu sağlanmaktadır.Bu sistem;"izlenebilirlik" yada İngilizce
karşılığı olan "traceability" olarak isimlendirilmektedir.
Böylece üretimin çeşitli kademelerinde kullanılan test/ölçü aletlerinin de,sertifiyeli
kalibrasyon laboratu varları kanalıyla izlenebilirliği sağlanmakta ve laboratuvar tarafından
oluşturulan kalibreye çağrı sistemi yani recall ile takip edilmektedir.
C
İZLENEBİLİRLİK
(TMACEABtUTY)
BİR KALİBRASYON LABORATUVARININ
ÜST SEVİYEDEKİ BİR LABORATUVAR
TARAFINDAN DEĞERLENDİRİLEREK
VERİLEN KALİBRE HİZMETİNİN
DOĞRULUĞU İLE GÜVENİLİRLİLİĞİNİN
GARANTİ ALTINA ALINMASI VE
ULUSLARARASİ STANDARTLARA
UYGUNLUĞUNUN SAĞLANMASIDIR.
YANSI-12
MİLLİ ÖLÇÜM MERKEZLERİNİN HİYERARŞİK YAPISI
YANSI-13
Aynı zamanda her ülkede bulunan/bulunması gereken milli ölçüm
merkezlerinin de kendi aralarında izlenebilirlikleri vardır.Bu merkezler arasında transfer
standartları vasıtasıyla izlenebilirlik sağlanarak uluslararası bir doğruluk elde edilmekte olup
dünyadaki ölçü ayarlar sisteminin en üst kurumu olan Milletlerarası Ölçü Ayarlar Bürosu'na (
International Bureau Of Weights And Measures ) ( BIPM ) izlenebilirlik sağlanmış
olmaktadır.Böyiece
yapılan
tüm
ölçümlerin
dünyanın
heryerinde
aynı
olması
sağlanmaktadır.Yansıda bazı gelişmiş ülkelerin Milli Ölçüm Merkezleri'nin BIPM ile olan
hiyerarşik yapısı verilmektedir.
168
C
MlUJ ÖLÇÜM MERKEZLERİNtS
HİYERARŞİ*. YAPISI
|
BIPM
\
/
1
[
NIST
ABD
NPL
| NRC |
PTB
ETL
İNGİLTERE 1 KANADA 1 JAPONYA
ALMANYA
YANSI-13
YURTİÇİ KALİBRASYON MERKEZLERİ
Dünyada yirminci yüzyılın başlarında ulusal ve uluslararası metroloji sistemlerinin
oluşması ve ikinci dünya savaşından sonra kalite güvence sistemlerinin ortaya çıkmasını ne
yazık ki Türkiye çok gerilerden izlemiştir.Her ne kadar Osmanlı İmparatorluğu 1875 yılındaki
metre konvansiyonunun kurucu üyeleri arasında bulunduysa da uzun yıllar ne ülke içinde bir
faaliyet gözlemlenmiş,ne de uluslararası sisteme entegrasyon açısından her hangi bir ciddi
girişimde bulunulmuştur.Cumhuriyetin ilk yıllarında kabul edilen Ölçü ve Ayarlar Kanunu
doğru yönde atılmış ciddi bir adım olmasına rağmen işin sadece hukuksal yönüne bir açıklık
getirmiştir.Konunun teknik yönden ele alınması Silahlı Kuvvetlerin girişimleri ile gündeme
gelmiş ve ilk metroloji laboratuvarı kurulma çalışmaları Hv.K.K.lığı bünyesinde altmışlı yıllarda
başlamıştır.
YANSI-14
Kara
ve
Deniz
Kuvvetleri'nin
bünyesindeki
kalibrasyon
laboratuvarlarının izlenebilirlikleri bulunmamaktadır.Hv.K.K.lığı bu alanda Türkiye'de
öncülüğü yaparak,uçuş emniyetini en üst düzeyde tutabilmek amacıyla envanterinde bulunan
tüm test/ölçü aletlerinin periyodik olarak kalibre edilmesini öngörmüştür.
K.K.K.LlĞlVpZ.K.K.UĞl\ 'HV.K.K.Uöh \j.GN.K.UĞl\ SH.G V.K.LIĞI
YANSI-14
169
YANSI-15
Bu amaçla ABD Hava Kuvvetlerinin yürüttüğü AIR FORCE
METROLOGY AND CALIBRATION PROGRAM ( AFMETCAL ) programına dahil
olunmuş ve ilk kalibrasyon laboratuvarı MALATYA 'da kurulmuştur.Bu laboratuvar 1969
yılında Akıncı'ya ,1972 yılındada bugünkü yeri olan 3 ncü Hava îkmal Bakım Merkezi
Komutanlığı'na taşınmıştır.Daha sonra bu laboratuvara ilave olarak kurulan 1 nci Hava İkmal
Bakım Merkezi Komutanlığı'na bağlı Type IIA, 2 nci Hava İkmal Bakım Merkezi Komutanlığı
ve 4 ncü Üs Komutanlığı'na bağlı Type IIB, 6 ncı,8 nci ve 9 ncu Üs Komutanlıklarına bağlı
olarak ta Type IV seviyesinde görev yapmakta olan toplam yedi adet kalibrasyon laboratuvarı
Hv.K.K.hğı başta olmak üzere Silahlı Kuvvetlerinin ihtiyaç duyduğu alanlarda ve döner
sermaye kanalıyla sivil sanayi kuruluşlarının kalibrasyon ihtiyaçlarını karşılamak üzere hizmet
etmektedir.ABD Hava Kuvvetleri
Ölçme ve Kalibrasyon Programı hava ve yer silah
sistemleriyle ,bunların destek ünitelerinin bakım ve idamesinde kullanılan tüm test ve ölçü
aletlerinin doğruluklarının ve güvenilirliklerinin sürekliliğini sağlamak üzere başlatılmış disipline
bir programdır.Bu ise tüm test ve ölçü aletlerine periyodik olarak kalibre hizmeti verilmesiyle
ve cihazların doğruluklarının National Institute For Sandarts And Technology ( NIST ) 'de
bulunan milli ölçüm standartlarına kadar izlenebilirliğini sağlamakla mümkündür.Böylece
sistemlerin tek başlarına doğruluk ve güvenilirlikleri yanında görevlerini başarabilmek için
irtibatlı oldukları diğer sistemlerle de uyumlu halde bulunabilmeleri garanti altına alınmış olur.
NIST
•
ı
|
•
AGMC\
_
I.HİBM.K.
TİP IIA
\
-
2.HİBM.K
TİP IIB
1
i
6. ÜS K.
TİP IV
3.HİBM.K
TİP IIA
-
4.ÜSK.
TİP IIB
|
I
8. ÜS K.
TİP IV
|
]
9. ÜS K. 1
TİP IV
r
YANSI-15
AFMETCAL programının odak noktasında ABD Hava Lojistik Komutanlığı'na bağlı
OHIO'daki Aerospace Guidance And Metrology Center ( AGMC ) ve ABD Hava Kuvvetleri'
nin tüm dünyaya yayılmış bulunan kalibrayon laboratuvarları ile test ve ölçü aleti kullanıcıları
olan diğer birlikler bulunmaktadır.AGMC Hava Kuvvetleri'nin en üst seviye laboratuvarı olan "
Hava Kuvvetleri Ölçüm Standartları " laboratuvarlarına sahiptir.Bu merkez programın
yürütülmesinde asıl sorumlu olarak diğer birimlerle koordine ederek,ihtiyaç duyulan ölçüm
çeşitlerine ve doğruluk oranlarına göre programın esaslarını,hedeflerini,politikasını ve
ihtiyaçlarını belirler.Alt seviyedeki kalibrasyon laboratuvarlarına ve gerektiğinde kullanıcı
birliklere mühendislik desteği sağlar.Ayrıca bu laboratu varlara ait referans standartlarının
kalibre ve onarımlarını yaparak izlenebilirliklerini sağlar.Laboratuvarları değerlendirmeye tabi
tutarak yeterli gördüklerini belgelendirir ve çeşitli rehberlik hizmetlerini sunar.Türk Hava
170
Kuvvetleri'ne bağlı kalibrasyon laboratuvarları en son KASIM-1993 tarihinde değerlendirmeye
tabi tutulmuş ve üstün başarılarından dolayı AGMC şeref listesine girmeye hak kazanmışlardır.
YANSI-16
Metroloji alanında Hava Kuvvetleri'nin başlatmış olduğu çalışmalar, 1972
yılında Türkiye'de " Ulusal Metroloji Merkezi " kurulması amacıyla başlatılan çalışmalarla
devam etmiştir.Ancak bu konuda oluşturulan komiteler,bilirkişi grupları,yıllarca bir sonuca
varamadan çalışmışlar ve ortaya somut bir adım için gereken doneleri çıkaramamışlardır.Bunun
üzerine 1982 yılının başında Başbakanlık böyle bir merkezin kurulabilmesi için gerekli olan
fizibilite çalışmasını TÜBiTAK'tan istemiş ve yapılan çalışmalar sonucunda oluşan rapor aynı
yılın Aralık ayında Başbakanlık'a sunulmuştur.Raporun çeşitli kuruluşlarca incelenmesinden
sonra Başbakanlık 1983 yılının Temmuz ayında primer seviyede bir ulusal metroloji merkezinin
TÜBİTAK tarafından Gebze'de Marmara Araştırma Merkezi bünyesinde kurulmasını istemiş ve
bu konuda gerekli olan kaynağın aranmasına aynı yıl başlanmıştır. 1984 yılının Aralık ayında
UNIDO'dan sağlanan mütevazi bir proje ile TÜBİTAK bünyesinde ilk metroloji
laboratuvarlarının kurulmasına başlanmıştır.Bu laboratuvarlarının temel amacı altmışlı yıllardan
beri Silahlı Kuvvetler bünyesinde kurulmuş veya kurulmakta olan ikincil seviye laboratuvarlarla
yine diğer kuruluşların sahip olduğu alt seviye laboratuvarlar için gerekli olan kalibrasyon
hizmetlerini vererek uluslararası sisteme entegrasyonlarını sağlamaktır.
Kurulan laboratuvarlann zamanla yetersiz kalması ve çok küçük ölçeklerde başlayan
hizmetlerin giderek gelişmiş bir organizasyona gerek duyması üzerine,TÜBİTAK Yönetim
Kurulu, 1992 yılı Ocak ayında Ulusal Metroloji Enstitüsü'nü (UME) kurdu.
Ayrıca sanayinin her kesiminde kullanılan test/ölçü aletlerine kalibre hizmeti verebilecek
ikinci seviyede kalibrasyon merkezide Türk Standartları Enstitüsü ( TSE ) tarafından
işletilmektedir.
C
YURTİÇİ SİVİL KALİBRASYON
MERKEZLERİ
TÜBİTAK-UME
YANSI-16
1 nci HAVA İKMAL BAKIM MERKEZİ KOMUTANLIĞI
KALIBRASYON LABORATUVARI
YANSI-17
1 nci Hava İkmal Bakım Merkezi Komutanlığı
Kalibrasyon
Laboratuvarı Tip IIA seviyesinde bir kalibrasyon laboratuvarı olup 40 personeli ile görev
yapmaktadır.Kalibrasyon laboratuvannın mevcut kalibre alanı 660 m^ olup bunun 144 m^'lik
kısmı 100.000 sınıfı toz kontrollü temiz bir ortamdır.Bu ortamın çevre şartları,bunun dışında
kalan kalibre alanlarına göre ayrı bir özellik taşımaktadır.
(
I.HİBM.K.LIĞ1
\
\^ KALİBRASYON LABORATUVARI J
PERSONEL^•V
ıTESİS VJ>
40 KİŞİ
TOPLAM KALİBRE ALANI : 660 m2
fyÇEVRE KONTROLLÜ ALAN : 660 m2
100.000 SINIFI ALAN
: 144 m2
YANSI-18
Hv.K.K.lığı tüm birlik ve kurumlarında kullandığı test/ölçü aletlerini bir
program dahilinde peryodik olarak kalibre ettirmektedir.Bir yönerge dahilinde uygulanan bu
programda sorumluluklar ve görevler belirlenmiş durumdadır. 1 nci Hava İkmal Bakım Merkezi
K.lığı kalibrasyon laboratuvarı sorumluluğunda bulunan test/ölçü aletleri envanterinin,son
yıllarda yaklaşık %15 oranında bir artış göstermesine paralel olarak iş yükü de sürekli
artmaktadır.Yansıda da görileceği gibi laboratuvarın kuruluşundan bu yana geçen 12 yıllık süre
içinde envanter 4617 kalemde 16071 adede ulaşmıştır.
C
KALÎBRASYON LABORATUVARININ\
YILLARA GÖRE ENVANTER DURUMU
KUÂKRASVONI.AUORATVVARININ YIIJAttA
OÖRı: E\vA,\>n:ıt DVKVMÜ
£000
4000
IVS1
1983
im
.milli
YANSI-18^
YANSI-19
Envanterin son durumuna göre 1995 yılı için recall programı 11691 adet
olarak belirlenmiş olup envanterin devamlı artması gözönünde bulundurularak 11800 adet
test/ölçü aletinin kalibrasyonu planlanmıştır.
172
YANSI-19^
Kalibrasyon laboratuvarı,bölgesel kalibre /onarım sorumluluklarının yanı sıra
Hv.K.K.lığı envanterindeki Jet Motor bremzelerinin,yağ analiz ve hidrolik analiz cihazlarının
yerinde kalibre/onarımlarından da sorumludur.Bu nedenle yılda 60 ekibin,yerinde
kalibre/onarım amacıyla diğer birliklere görevlendirilmesi gerekmektedir.Ayrıca fabrika
içerisinde kullanılan imalat ve test tezgahlarının, flowmetrelerin ve titreşim ölçüm sistemlerinin
de gerkli periyodik kalibreleri yerinde yapılmaktadır.
YANSI-20
Test/ölçü aleti kulanıcıları ellerinde bulunan cihazları kalibre
koordinatörleri vasıtasıyla kalibrasyon laboratuvarına bildirerek test/ölçü aletinin recall
programına alınmasını sağlar.Böylece laboratuvar tarafından periyodik olarak kalibre çağrıları
yapılan test/ölçü aletlerinin laboratuvara gelerek kalibrelerinin yapılması sağlanır.Herbir
test/ölçü aletine Tanıtım Numarası ( İD.No ) verilerek bilgisayar ortamında takip edilmesi
temin edilir.
KALİBRELİK CİHAZ BİLDİRİMİ
VE RECALL
TEST/ÖÜÇÛAIMTt
ın.mvmtiMBSi
i
i
" "
RECAU.
i
Kalibrasyon Laboratuvarı,HV.K.K.'lığı ihtiyaçlarının yanısıra sahip olduğu altyapı ve
eğitimli personeliyle sivil sanayi kuruluşlarına da büyük hizmetlerde bulunmaktadır.Kalite ve
onun vazgeçilmez bir parçası kalibrasyonun önemini kavramış olan Türkiye'nin belli başlı
173
büyük
kuruluşları,
izlenebilir
kalibre
ihtiyaçlarını
l.HİBM.K.'lığı
Kalibrasyon
Laboratuvan'ndan Döner Sermaye Genel Müdürlüğü aracılığı ile almaktadırlar.Yapılan her
kalibre sertifikalandırılmakta ve izlenebilirlik sağlanmaktadır.
1 .HİBM.K.lığı Kalibrasyon Laboratuvarı,Türkiye'de kalibre bilincini geliştirmek
dolayısıyla kalitenin yükselmesiyle tüketiciye daha dayanıklı mal satmak ve uluslararası
geçerliliği olan kalite belgelerine sahip olarak ihracat miktarında büyük artışlar sağlamak
amacıyla sivil sanayi kuruluşlarına verdiği desteği her zaman sürdürmeğe devam edecektir.
174
KUVVET STANDARDININ OLUŞTURULMASI
VE
SANAYİYE TRANSFERİ
Sinan FANK, Hakan Özgür ÖZBAY, Şakir BAYTAROĞLU
TÜBİTAK,Ulusal Metroloji Enstitüsü (UME), P.K.21, 41470 Gebze-KOCAELİ
Özet : Bu çalışmada tüm dünyadaki metroloji enstitülerinde, birincil seviyedeki kuvvet
standardının tanımına göre nasıl gerçekleştirildiği, UME'de kurulan sistemin açıklanması,
üretilen kuvvet değerlerinin uluslararası seviyede olduğunun ispatlanması için gerçekleştirilen
uluslararası karşılaştırma yöntemi ve kuvvet biriminin sanayiye transferinin nasıl
gerçekleştirildiği anlatılmıştır.
1. Giriş
Üretim aşamalarındaki kalite kontrol ölçümlerinde, üretimde kullanılan makina ve cihazların
kontrolünde, robot teknolojisinde, malzeme testlerinde, uçak, inşaat, makina, gemi,otomotiv
gibi bir çok mühendislik dalında, emniyet mühendisliğinde, askeri ve uzay çalışmaları gibi
bir çok alanda kuvvet ölçümüne ihtiyaç duyulmakta, bu nedenle de doğru ve hassas ölçülmesi
büyük önem taşımaktadır.
Endüstri, bilim ve teknolojideki kullanımı ve önemi gün geçtikçe artan kuvvet ölçümü, yüksek
doğruluklu kuvvet dönüştürücülerinin üretilmesi ve geliştirilmesini sağlamıştır. Bu konudaki
çalışmalar artan
doğruluk taleplerine paralel
olarak gelişmektedir.
Kuvvet
dönüştürücülerindeki bu gelişme, doğal olarak daha küçük belirsizliğe sahip kalibrasyon
sistemlerine ihtiyacı doğurmuştur.
Kuvvet dönüştürücülerinin kalibrasyonunda kullanılan sistemler, kuvvet standardı makinası
(KSM) olarak anılmakta ve ihtiyaç duyulan doğruluk seviyesine göre çeşitli tiplerde
bulunmaktadırlar. KSM'ler içinde en yüksek doğruluğa sahip makinalar ölü ağırlıklı olanlardır
ve kuvveti birimine göre üretmektedirler. Büyük kuvvet değerlerinde, ölü ağırlıklı makinalann
ekonomik olmaması nedeniyle, ölü ağırlıklar tarafından üretilen kuvveti manivela veya
hidrolik olarak büyüten makinalar kullanılmakta fakat bunlarda doğruluk bir miktar
azalmaktadır. [1]
Kuvvet, 1 kg'lık kütleye 1 m/sn2 ivme veren fiziksel büyüklük olarak tanımlanır ve birimi
Newton (N)'dur.
Doğrudan yükleme, kuvvet üretme metodlan arasında en hassasıdır ve bu metod ile kuvvet,
birimin tanımına göre yerel yerçekim ivmesi göz önüne alınarak kalibre edilmiş kütlelerin
ağırlıklarıyla üretilir. Kütlelerin bağıl belirsizliği yaklaşık 5-10"6 civarındadır. Yerel yerçekim
175
ivmesi de 1-10"6 bağıl belirsizliğinde belirlenir. Havanın kaldırma kuvvetinin kütleler
üzerindeki etkisi düşünüldüğünde , yoğunluk belirlemesinden gelen hatanın katılması gerekir
ki bu değer 1-10"6 mertebesindedir. Bu durumda ağırlıklarla üretilen kuvvet değerinin teorik
bağıl belirsizliği 1-5-2-10"5 mertebesindedir. Kuvvet değeri aşağıdaki formüle göre
oluşturulmaktadır.
<
(D
Burada, F : Üretilen kuvvet, m : Kütle değeri, g : Yerel yerçekim ivmesi, dh : Havanın
yoğunluğu, dm : Kütlenin yoğunluğu'dur.
.1 '.
Ağırlıklarla üretilen kuvvet değerleri çoğu zaman hidrolik veya manivelalı sistemlerle
büyütülerek yüksek değerlere ulaşılır. Bunun nedeni, ölü ağırlıklarla yüksek değerlere
ulaşmanın çok büyük hacimli ve pahalı makinaların yapılmasını gerektirmesindendir. Hidrolik
sistemlerde, piston ile silindir arasındaki boşluklar, sıcaklıkla piston alanının ve yağ
viskozitesinin değişmesi, imalattan kaynaklanan hatalar, sızıntılar gibi nedenlerle, hidrolik
büyütmeli kuvvet makinalannın belirsizlik seviyesi l-r-2-10"4 olarak gerçekleşebilmektedir.
Manivelalı sistemlerde ise, manivela boyunun belirlenmesi, maniveladaki sehimler,
yataklamadan gelen hatalar ve sürtünmeler nedeniyle bu tip makinaların belirsizlik seviyesi
yine 1-5-2 10"4 olarak gerçekleşebilmektedir.
Kuvvet metrolojisi alanında uluslararası işbirliği çerçevesinde, çeşitli ülkelerde oluşturulan
kuvvet değerleri arasındaki yakınlığın kabul edilebilirliği ve kuvvetlerin hangi belirsizlik
seviyesinde gerçekleştirildiği uzun yıllardır tartışılmaktadır. Bu durum uluslararası ticaret
açısından büyük öneme sahiptir ve gerçekleştirilen kuvvetlerin standartlaştınlması talebini
doğurmuştur. Aynı zamanda bir kuvvet ölçme cihazı ( kuvvet dönüştürücüsü ve gösterge
ünitesi beraber kullanıldığında kuvvet ölçme cihazı adını almaktadır ) tüm ulusal
laboratuvarlarda belirtilen belirsizlik sınırlan içinde kalibre edildiğinde elde edilen sonuçlann
aynı olması gereklidir. Bu nedenle ülkeler birbirleri arasında karşılaştırmalı ölçümler yaparak
sonuçlann biribirlerine olan yakınlığını belirlemektedirler. [2]
Ülkemizde oluşturulan kuvvet standardı ve elde edilen kuvvet değerlerinin belirtilen belirsizlik
seviyesinde olduğunun ve doğruluğunun kanıtlanması için UME ile PTB (Alman Metroloji
Enstitüsü) arasında karşılaştırmalı ölçümler gerçekleştirilmiştir.
2. UME Kuvvet Standardı Makinaları
Bu kısımda, UME kuvvet laboratuvannda bulunan
kalibrasyonunda kullanılan KSM'ler kısaca tanıtılacaktır.
176
ve kuvvet ölçme cihazlarının
/
i
2.1 11 kN'luk OIü Ağırlıklı Kuvvet Standardı Makinası
Bu makina, 1 kN, 2 kN, 5 kN, 10 kN'luk kuvvet değerlerini ölü ağırlıklar yardımıyla, % 10
artımlarla 10 adımda gerçekleştirebilmektedir. Aynca belirtilen kuvvet değerlerine % 10'luk
bir ek yük uygulanabilmekte ve böylece aşın yükleme testlerine de olanak sağlamaktadır. Bu
makinanın şematik resmi şekil. 1'de görülmektedir.
Disk şeklindeki ağırlıklar bir yığın halinde taşıyıcı
tabla üzerinde oturmaktadır. Bu taşıyıcı tabla
servomotor tahrikli bir vida mekanizmasıyla aşağıyukan hareket edebilmektedir. Tablanın aşağı
hareketi esnasında ilk kütle kuvvet dönüştürücüsünün
yüklenmesini sağlayan yükleme gövdesine asılmakta,
diğer kütlelerde ara bağlantı elemanlan yardımıyla
birbirine asılmaktadırlar. Yükleme gövdesinden
bağımsız çalışan hareketli ayar tablalan (2 adet),
kuvvet dönüştürücüsünün oturtulduğu (basmada)
veya asıldığı (çekmede) elemanlar olup dönüştürücünün boyutlanna göre serbest hareket ederek ayar
yapmayı sağlarlar. Makina yaklaşık 3.5 m yüksekliğinde ve taban alanı 70 x 70 cm boyutlanndadır.
Makinada kuvveti üreten ölü ağırlıklar PTB kütle
laboratuvannda kalibre edilmiştir.
Şekil 1. UME 11 kN Olü Ağırlıklı
KSM'nın Şemetik Resmi
Bu makinanın ölçme belirsizliğinin 2 .10'5 mertebesinde olduğu tahmin edilmektedir. (Kesin
sonuçlar uluslararası ölçümlerden sonra belli olacaktır.)
2.2 1.1 MN (1100 kn ) 'luk Kuvvet Standardı Makinası
Bu makina iki kısımdan oluşmaktadır. Birinci kısım kuvveti, 11 kN'luk makinada olduğu gibi
doğrudan yüklemeyle, ölü ağırlıklar kullanarak üretmektedir. 20 kN, 50 kN, 100 kN'luk
kuvvet değerleri % 10 artımlarla 10 adımda gerçekleştirilmektedir. Ağırlıklann yüklenmesi
ve makinanın çalışma prensibi 11 kN'luk makina ile tamamen aynıdır.
Makinanın ikinci kısmı ise, birinci kısımdaki ölü ağırlıklarla üretilen kuvvet değerlerinin, bir
manivela yardımıyla 10 kat büyütüldüğü taraftır. Bu kısımda da 200 kN, 500 kN ve 1000
kN'luk kuvvetler aynı şekilde
% 10 artımlarla 10 adımda gerçekleştirebilmektedir.
Makinanın her iki kısmında da belirtilen kuvvet değerlerine % 10 'luk bir ek yük
uygulanabilmekte ve böylece aşın yükleme testleri de gerçekleştirilmektedir. Bu makinanın
şematik resmi şekil.2'de görülmektedir.
177
Şekil 2. UME 1.1 MN'luk Kuvvet Standardı Makinasının Şematik Resmi
Makinada, 110 kN'a kadar olan kuvvetler ölü ağırlıklar yardımıyla üretildiği ve manivelalı
kısımdan bağımsız olarak kullanılabildiği için ayrı bir KSM olarak ele alınabilir. Fakat
manivelalı kısım tek başına kuvvet üretememekte ölü ağırlıklara ihtiyaç duymaktadır.
Bu makinada ölü ağırlıklı kısımdaki ölçme belirsizliği 2-10 5 , manivelalı kısımdaki ölçme
belirsizliği ise 1-10"4 mertebesinde olduğu tahmin edilmektedir.
Klasik kuvvet makinalannda, manivelaların mesnet noktalarında bıçak sırtı sistemi
kullanılmaktadır. Fakat bu uçların zamanla aşınması, büyütme oranında değişimlere yol
açmakta ve üretilen kuvvet değerlerinin sapmasına neden olmaktadır. UME'de kurulan yeni
KSM'de bu yataklama yerine, aşınma oluşturmayacak gerinim ölçerli (strain gage ) elastik
eğilme elemanları kullanılmıştır. Şekil.2'de bu elemanların manivelaya bağlanması
gösterilmiştir.
Ölü ağırlıkların manivelanın bir ucuna yüklenmesiyle eğilme olacak, bu esnada her üç
noktadaki elastik elemanlarda eğilme meydana gelecek ve bu eğilme strain gage'ler tarafından
hissedilip sinyal üretilecektir. Bu sinyal bilgisayar tarafından değerlendirilip KSM'nın
manivelalı kısmındaki hareketli ayar tablasının aşağı yukarı hareket etmesi için servomotora
sinyal gönderilir. Elastik
elemanlardaki eğilme momentinin sıfır olduğu konumda,
servomotor durup manivelanın yatay pozisyona gelmesi sağlanmış olur. Oluşan kuvvetin
daima yere dik olması ve bileşen kuvvet oluşmaması için, manivelanın yere paralel olması
gereklidir. Bu sistemin buna imkan tanıması ve tamamen bilgisayarla kontrol edilebilmesi en
büyük özelliğidir ve bu sistemle çalışan ilk birincil seviye kuvvet standardı makinası UME
kuvvet laboratuvannda kurulmuştur.
178
Bu makina manivelalı tarafta dahi 1 • 10~4'lük ölçme belirsizliğine sahip olduğu için, Avrupa'da
kullanılan EN 10002-3 standardına göre en yüksek doğruluk sınıfına sahip (GOO) ve aynı
zamanda transfer standardı olarak ta kullanılan kuvvet dönüştürücülerinin, kalibrasyonuna
imkan sağlamaktadır.
Her iki KSM'da da yükleme gövdesinin ağırlığı (ölü ağırlıklı makinalarda) ilk kuvvet adımını
oluşturacak şekilde imal edilmiş ve kalibrasyonu yine PTB'de gerçekleştirilmiştir.
Bu makina yaklaşık 5 m yüksekliğinde, 160 x 270 cm
ağırlığındadır.
o
taban boyutlarında ve
22 ton
3. Uluslararası Karşılaştırmalı Ölçümlerde Kullanılan Yöntem
Her ülke ihtiyaç duyduğu çalışma aralığına ve belirsizliğine göre kuvvet skalasını oluşturur.
Skalalanndaki kuvvet değerleri çeşitli yöntemlerle gerçekleştirilir. Bu gerçekleştirilirken,
ihtiyaç duyulan doğruluk seviyesine göre karar verilir. En basit yöntem, referans kuvvet
dönüştürücü kullanarak, kuvvet uygulayabilecek bir makina aracılığı ile (hidrolik veya vidalı)
daha düşük sınıflı kuvvet dönüştürücülerini kalibre etmektir. Fakat bu sistemlerde ölçme
belirsizliği 1 • 10"3 mertebesindedir ve izlenebilirlik bir başka ülke üzerinden sağlanmak
zorundadır. Bu sistemler hiç bir zaman birincil seviyede bir kuvvet standardı olarak kabul
edilemezler. Fakat düşük doğruluk sınıflı kuvvet dönüştürücülerinin kalibrasyonunda
kullanıldıkları için kuvvet kalibrasyon makinası olarak kullanılabilirler.
Birincil seviyede bir kuvvet standardının oluşturulabilmesi için kuvvet biriminin tanımına göre
gerçekleştirebilmesi gerekir. Bunun için formül (l)'de de açıklandığı gibi ölü ağırlıkların
kullanılması gerekir. Her ülke tanımına göre oluşturduğu kuvvet değerlerinin, diğer ülkelerle
uyumlu olmasını sağlamak ve doğruluklarından emin olumak için, karşılaştırmalı ölçümlere
girmektedir. Bu konuda son 15 yıldır yoğun bir çalışma gerçekleştirilmektedir. Şu anda
Avrupa içinde en geniş kuvvet skalasına sahip ülke Almanya'dır ve ve bu skalanın 2 MN'
kadar olan kısmı ölü ağırlıklı KSM'lerle gerçekleştirilmektedir. ABD'de ise bu değer 4.5
MN'a kadar ölü ağırlıklarla gerçekleştirilmektedir.
UME'de kurulan kuvvet skalasının doğruluğunun ispatlanması, Almanya ve diğer ülkeler ile
kuvvet değerlerinin yakınlığının belirlenmesi amacıyla karşılaştırmalı ölçümlere girilecektir
(Ağustos 1995 - Bu bildirinin hazırlandığı tarihte henüz ölçümler gerçekleştirilmediği için
sonuçlar basılamamıştır, fakat bildiri sunuş tarihinde sonuçlar gösterilecektir). Karşılaştırmalı
ölçümler PTB-UME arasında gerçekleştirilmiştir.
179
Karşılaştırmalı ölçümlerde transfer standardı olarak kullanılan yüksek doğruluk ve kararlılığa
sahip kuvvet dönüştürücüleri her iki ülkenin kuvvet standardı makinasında bir seri ölçüme tabi
tutulur. Bulunan sonuçlar özel istatistik yöntemlerle değerlendirilerek makina karakteristikleri
hakkında karar verilir. [3]
Karşılaştırmalı ölçümlerde 1 kN, 2 kN, 5 kN, 10 kN, 20 kN, 50 kN, 100 kN, 200 kN, 500
kN, 1 MN'luk PTB'ye ait ve uzun yıllardır uluslararası karşılaştırmalı ölçümlerde
kullanıldıkları için kararlılığı ispatlanmış kuvvet dönüştürücüleri kullanılmıştır.
Gösterge cihazından gelebilecek belirsizliği en aza indirmek için çok yüksek kararlılık ve
çözünürlüklü gösterge cihazı kullanılmıştır.
Bu kuvvet dönüştürücüleri PTB 'de
100 kN ve 1 MN'luk ölü ağırlıklı
KSM'lerde ölçülmüş, sonra UME'de
anlatılan KSM'lerde ve son olarak
tekrar PTB'de aynı ölçümler gerçekleştirilmiştir.
Kullanılan ölçme
prosedürü, ölçme belirsizliğine katkısı
olduğu
bilinen
parametrelerin
etkilerini en aza indirmek için özel
olarak geliştirilmiştir. Aşağıdaki alt
başlıklar bu parametreleri kısaca
tanımlamakta ve etkilerini en aza
indirecek yolları göstermektedir.
Şekil 3. Karşılaştırmalı ölçümlerde kullanılan
hassas gösterge cihazı ve bir kaç kuvvet
dönüştürücünün resmi
3.1 Zaman Aralığı
Her kuvvet dönüştürücüsü farklı sürünme özelliği gösterdiği halde, genel olarak sürünme hızı,
yükleme veya boşaltmayı izleyen birkaç dakika içinde hızla düşer. Sürünme etkisini en aza
indirmek ve kararlı bir cevap alabilmek için her yükün uygulanma süresi olarak 3 dakikanın
yeterli olduğu belirlenmiştir.
3.2 Makina ile Kuvvet Dönüştürücüsü Arasındaki Etkileşim
Bu etkileşim ölçümün belirsizliğini büyük oranda etkilemektedir. Kuvvet dönüştürücüsünün
KSM'na yerleştirilmesindeki normal uyumsuzluklar ( makinanın yük ekseninden sapmalar,
vs.) kuvvet dönüştürücüsünde eğme,kayma, burma gibi bileşenler oluşturabilir ve bu durum
sonuçlan etkiler. Bu hataları en aza indirmek için dönüştürücünün çeşitli simetrik dönme
pozisyonlarında yüklenmesi istenir. Bu nedenle kuvvet dönüştürücüsü, makina ekseni etrafına
0°, 90°, 180°,270°, 360°'lik açılarda döndürülerek herbir açıda 2'şer
180
seri ölçüm yapılır. Her açısal dönümden önce 3 kez ön yükleme yapılarak kararlılık sağlanır.
Her bir seri ölçüm kuvvet dönüştürücüsü en yüksek ölçme değerinin (kapasitesinin) %
40'ndan başlamak üzere % 10 artımlarla gerçekleştirilir. Her bir açıdaki yükleme, artan
kuvvetler yönünde gerçekleştirilirken, 360° konumundaki 2. seri ölçüm, histeresiz hesabı için
azalan kuvvet yönünde de gerçekleştirilir.
3.3 Çevre Koşulları
Sıcaklıktan gelecek hataları en aza indirmek için, ortam koşullarının çok iyi kontrol
gerekir. Ayrıca PTB ve UME laboratuvar koşullarının aynı olması gerekir. Bu
ölçümlerden önce UME lab. koşullan PTB'nin koşullarına uyacak şekilde
ayarlanmıştır. Ölçümlerden önce kuvvet dönüştürücüleri ve gösterge cihazı,
kararlılığının sağlanması için 3 gün laboratuvarda bekletilmiştir.
edilmesi
nedenle
klimalar
sıcaklık
4. Ölçüm Sonuçları
Bildiri hazırlandığı esnada ölçümlerin henüz bitirilmemiş olması nedeniyle sonuçlar
verilememiştir. Fakat sunuş esnasında anlatılacaktır.
5. Kuvvet Biriminin Sanayiye Transferi
Ölü ağırlıklı kuvvet standardı makinalannda tanımına göre üretilen kuvvet değerleri, ya
doğrudan ya da büyütülerek (Hidrolik veya manivelalı sistemle) kuvvet dönüştürücülerinin
kalibrasyonunda kullanılır. Kalibre edilen kuvvet dönüştürücüleri sanayinin ihtiyaç duyduğu
tüm alanlarda kullanılabilir. Örnek olarak, malzeme test makinalannda çekme-basma
kuvvetlerinin kontrolü veya kalibrasyonu için, kalibre edilmiş yüksek doğruluk sınıfına sahip
kuvvet dönüştürücüleri kullanılır. Burada test makinasında, numune bağlanan kısma
yerleştirilen kuvvet dönüştürücüsüne, makina tarafından yük uygulanır. Kuvvet dönüştürücüsünün göstergesinden okunan kuvvet değeriyle test makinasının göstergesinden okunan
kuvvet değerleri karşılaştmlarak değerlendirme yapılmaktadır. Aynı şekilde bu konuda ihtiyaç
duyulan tüm alanlarda bu prensibe göre değerlendirme yapılmakta veya bu şekilde kuvvet
birimi sanayiye taransfer edilmektedir.
Şekil 4'te kuvvet skalasının oluşturulması ve sanayiye transferi ile ilgili akış şeması
gösterilmiştir.
181
Uzunluk Standardi
•m"
Kütle Standardı
Yoğunluk
d
hava
>d
Zaman Standardi
Yerel Standart
Yerçekun ivmesi
kütle
Standart Kuvvet Değeri
ölü Ağırlıklı Kuvvet
Standardı Makinası
Oransal Aitffimk
Kuvvet Standardi Makmasi
Manivela ile
Hidrolik
Kuvvet Dönüştürücüsü
Kalibrasyonu - Sınıf G00
Kuvvet Kalibrasyon
Makinalan
Tek Referans Kuvvet
Dönüştürücü ile
3 Adet Kuvvet
Dönüştürücü ile
( Biriktirme Yöntemi)
Kuvvet Dönüştürücüsü
Kalibrasyonu - Sınıf Ol
Sanayiye Transfer Test tn«irin»t«fiwin doğrulama ölçümleri,
proses kontrolü, end. uygulamalar, vs.
Şekil 4. Kuvvet Skalasımn Oluşumu ve Sanayiye Transferi Akış Şeması
182
Kaynaklar:
1.
" Mekanik Metroloji Laboratuvarlannın Mevcut Kalibrasyon İmkanları ve Kısa Dönem
Amaçlan", Mekanik Metroloji Grubu, TÜBİTAK-MAM/UME, Gebze-KOCAELİ, 1995.
2. "Realization of forces up to 1 MN on an international level", M. Peters, IMEKO TC-3
on Measurement of Force and Mass, Kobe, Japan, 1984.
3.
"Summary of the Intercompanson of the National Institute of Standards and Technology,
USA and Physikalisch-Technische Bundesanstalt, S.L. Yaniv, A. Sawla, M. Peters,
Germany", J. Res. Natl. Inst. Stand. Technol. 96, 529, (1991).
183
KUVVET DÖNÜŞTÜRÜCÜLERİ KALİBRASYON PROSEDÜRÜ
Sinan FANK, Hakan Özgür ÖZBAY, Şakir BAYTAROĞLU
TÜBİTAK, Ulusal Metroloji Enstitüsü (UME), P.K. 21, 41470 Gebze-KOCAELİ
Özet: Bu bildiride, UME Kuvvet Laboratuvannda kuvvet ölçme cihazlarının kalibrasyonunda
kullanılan prosedür anlatılmıştır. Ölçüm sonuçlarına göre gerekli parametrelerin hesaplanması
ve bu parametrelere göre kuvvet ölçme cihazlannın sınıflandırılması da ele alınmıştır.
Prosedür ve sınıflandırma EN 10002-3'e göre yapılmış ve tablosu bildiride verilmiştir. Ayrıca
kuvvet ölçme cihazlarının kalibrasyonunda kullanılan ve kuvvet birimini gerçekleştiren Ulusal
kuvvet standardı makinalan kısaca tanıtılmıştır.
1. Giriş
Dönüştürücünün (transdüser) ölçmedeki tanımı, özel bir büyüklüğe kullanılabilir bir çıkış
sağlayan cihaz, olarak yapılmaktadır. Bu açıdan bakıldığında kuvvet dönüştürücüleri, mekanik
bir büyüklük olan yük veya kuvvete karşılık, elektriksel çıkış verdikleri için bu adı
almaktadırlar. Kuvvetin elektriksel çıkışa dönüşü dirençli, indüktif, kapasitif ve piezoelektrik
prensiplere göre gerçekleştirilir. Bu dönüşümün sağlanması için, yükün uygulandığı elastik
bir elemanın bulunması ve kiriş, halka, kolon gibi konstrüksiyonlara sahip bu elastik
elemanların, yük ile elestik deformasyona uğraması gereklidir. Bu elastik deformasyon ile
elemanda meydana gelen çökme, uzama veya kısalma gibi değerler yukarıda belirtilen
elektriksel prensiplerden biriyle ( en çok kullanılanı dirençli tip strain gage'lerdir) elektrik
sinyallerine dönüştürülür. Elastik deformasyonun mekanik veya optik olarak okunabildiği
sistemler de mevcuttur. Bu durumda elektriksel çıkış yerine mekanik çıkış alınmaktadır.
Günümüzde proses kontrolü, bilgisayarlarla iletişim gibi nedenlerle, kuvvet ölçme cihazlannın
tamamına yakını, elektriksel prensiplerle, elastik elemandaki çökmeyi değerlendirmektedirler.
Bu sistemler daha çok yük ölçme sistemlerinde kullanıldıklan için yük hücresi olarakda
anılmaktadırlar. Yük hücreleri ile kuvvet dönüştürücüleri, konstrüksiyon ve çalışma prensibi
olarak tamamen biribirinin aynı olmalanna rağmen, birincisi yük ölçme sistemlerinde
(teraziler, kantarlar, vs.) diğeri ise, kuvvet biriminin transferinde kuvvet standardı olarak
kullanıldıklan için, kuvvet dönüştürücüleri daha farklı ve yüksek metrolojik özelliklere
sahiptirler.
Kuvvet dönüştürücüleri uygulamada, üretim aşamalanndaki kalite kontrolde (takım tezgahlan,
robot kollan vs.) ,emniyet mühendisliği ( otomobil çarpma testleri, belirli kuvvet değerine
göre tüm sistemi açma veya kapatma için, vs.), malzeme testlerinde kullanılan makinalannın
doğruluğunun belirlenmesine yönelik ölçümlerde, her türlü yük ölçme sistemlerinde, uzay ve
askeri çalışmalarda yaygın olarak kullanılmakta, doğru ve hassas olarak ölçüm yapabilmesi
büyük önem taşımaktadır.
184
/.
/
i
Bu nedenle kuvvet dönüştürücülerinin çıkış sonuçlarının belirli bir güvenlikte kullanılabilmesi
için belirli aralıklarda kalibre edilmeleri gerekir. Ne kadar sık kalibre edilecekleri ise
kullanma sıklığı ve şartlarına bağlıdır. Normal olarak yılda bir kalibre edilmeleri tavsiye
edilirken, ağır koşullar, kötü ve çok sık kullanım gibi durumlarda, kalibrasyon süresi
kısalabilmektedir. Kalibrasyon işlemi yalnızca bu konuda uzmanlaşmış laboratuvarlar
tarafından gerçekleştirilebilir. [ 1 ]
Genel olarak kalibrasyon, farklı sonuçlar ve yorumlar vermeyecek bir çalışmadır. Fakat yine
de kalibrasyonda farklı laboratuvarlar tarafından farklı prosedürler ve sAflandırma kriterleri
kullanıldığı için bazı zorluklar la karşılaşılmaktadır. Bu konuda bir birliğe varmak ve tüm
kalibrasyonlann aynı prosedürle gerçekleştirilmesini sağlamak amacıyla Avrupa'da EN 100023 standardı hazırlanmış ve tüm laboratuvarlar tarafından kullanılmaya başlanmıştır. UME'de
de bu amaçla, aynı standarda göre kalibrasyonlann gerçekleştirilmesi kararlaştırılmıştır.
Aşağıda EN 10002-3 standardına göre bir kuvvet ölçme cihazı kalibrasyonunun
gerçekleştirilmesi ve sınıflandırılması anlatılmıştır. Buradaki kuvvet ölçme cihazı terimi, yük
veya kuvvet uygulandığında elastik deformasyona uğrayan bir eleman ve bu deformasyonun
mekanik veya elektriksel olarak okunmasını sağlayan sistemler için kullanılır. [2]
2. Prosedürün Kullanıldığı Alan
Bu prosedür, tek eksenli test makinalannın (çekme-basma test makinalan) statik doğrulanması
ve kuvvet biriminin transferinde kullanılan elastik kuvvet ölçme cihazlarının (kuvvet
dönüştürücüsü-yük hücresi, ölçme halkası, dinamometre, vs. gösterge cihazı ile birlikte)
kalibrasyonunda kullanılır. [3]
Kalibrasyon elastik kuvvet elemanına bilinen kuvvetlerin uygulanması ve gösterge cihazından
okunan değerlerin kaydedilmesi prensibine dayanır.
3. Kuvvet Ölçme Cihazının Özellikleri
Kuvvet ölçme cihazı genel olarak iki parçadan oluşur. Bunlardan biri kuvvet dönüştürücüsü,
diğeri ise gösterge cihazıdır. Kuvvet dönüştürücüsü ve gösterge cihazı, günümüzde genellikle
elektriksel metodlan kullanarak ölçüm yapmalanna rağmen, yük uygulanan elemanın çökmesi
yeterli doğruluk ve kararlılığa sahip mekanik, optik veya diğer yöntemleri kullanarak ta
ölçülebilmektedir. Elektriksel ölçme metodlarını kullanan ölçme cihazlan, esas olarak kuvvet
dönüştürücüleri için voltaj veya akım kaynağı, sinyal yükseltici, köprü devresi ve gösterge
ünitesini içerir. Kuvvet ölçme cihazının parçalanna çekme ve basma için ayn ayn kullanılan
mekanik bağlantı elemanlan, kablolar ve buna benzer ara bağlantı elemanlannıda eklemek
mümkündür. Kuvvet dönüştürücüsü ve bağlantı elemanlan, çekme veya basma yönündeki
eksenel kuvvetlerin uygulanmasına uygun olacak şekilde tasarlanırlar.
185
4. Kuvvet Ölçme Cihazının Doğrulanması
Kalibrasyona başlamadan önce kuvvet ölçme cihazının kalibre edilebilirliğinden emin
olunması için bazı ön testlerin ve tespitlerin yapılması gereklidir. İlgili çalışmalar aşağıda
anlatılmıştır.
4.1 Aşrı Yükleme Testi
%
isteğe bağlı olarak yapılan bu testte, kuvvet ölçme cihazı 4 kez maksimum kuvvetin % 8 4% 12 fazlası bir kuvvetle yüklenir. Bu yükün uygulanma süresi 1 4- 1,5 dak. olarak alınır.
4.2 Uygulanan Kuvvetlerle İlgili Doğrulama
Kuvvet ölçme cihazının çekme testi için kullanılacağı bağlantı elemanlannın eksenel yük
uygulanmasına imkan tanımasından ve basma testlerinde kullanılacağı zaman, kuvvet makinası
ile kuvvet dönüştürücü arasında etkileşimin olmadığından emin olunmalıdır. Bunun için
yükleme elemanlannın ilgili standartta belirtilen özelliklerde olması sağlanır.
4.3 Değişken Voltaj Testi
Bu test kalibrasyon yapan kuruluşun insiyatifıne bırakılmıştır. Elektrik devresine bağlanan
kuvvet ölçme cihazının ± 10 % 'luk voltaj değişimlerine karşında önemli bir etkinin
görülmediği, kuvvet dönüştürücüsü simülatörü veya uygun olan diğer bir yöntemle belirlenir.
4.4 Gösterge Cihazının Çözünürlüğü
Eğer mekanik bir gösterge cihazı kullanılıyorsa ibrenin genişliği skala çizgisi genişliği ile
aynı olmalıdır. İbre genişliği ile iki skala arasındaki mesafe oranının ( r ) 1:10, 1:5, 1:2
olması tavsiye edilir.
Dijital göstergelerde ise, en son sayıdaki 1 artım çözünürlük olarak alınır. Fakat cihaz yüksüz
durumdayken 1 artımdan fazla dalgalanmamalıdır. Eğer dalgalanma fazlaysa çözünürlük
dalgalanmanın yarısına eşit alınır.
5. Uygulanacak En Küçük Kuvvet Değeri
Kuvvet ölçme cihazlannın kalibrasyonu veya test makinalannın doğrulanma ölçümlerindeki
kullanımı esnasındaki doğruluğu göz önüne alındığında uygulanacak en küçük kuvvet
aşağıdaki koşullan sağlamalıdır;
186
En küçük kuvvet aşağıdaki değerlere eşit veya büyük olmalıdır;
G 00
G 0.5
G 1
G2
-
sınıfı için
sınıfı için
sınıfı için
sınıfı için
4000 x r
2000 x r
1000 x r
500 x r
En küçük kuvvet 0.02 F f 'ye eşit veya büyük olmalıdır.
6. Kalibrasyon Prosedürü
#
6.1 Ön Yükleme
Kalibrasyon kuvvetleri uygulanmadan önce verilen kuvvet yönünde (çekme-basma), maximum
yük, cihaza 3 kez uygulanır. Her bir kuvvetin uygulanma süresi 1 -r 1,5 dakika olarak alınır.
Bu testin amacı kuvvet dönüştürücüsünün bağlantı parçalarıyla uyumunu sağlamak, yük
etkisiyle deformasyona uğrayan malzemede iç sürtünmelerden dolayı oluşan sıcaklık
yükselmesini kararlı hale getirmek ve histeresiz etkisini en aza indirmek için uygulanır.
6.2 Yüklerin Uygulanması
Kuvvet ölçme cihazına sadece artan yük yönünde, döndürme yapmadan iki seri kalibrasyon
kuvveti uygulanır. Sonra, azalan kuvvet yönlerini içeren en az 2 seri daha kalibrasyon kuvveti
uygulanır. Kuvvet ölçme cihazı, her bir seri arasında kendi ekseni etrafında döndürülür. Bu
döndürme kalibrasyon esnasında düzenli olarak dağıtılmış en az üç pozisyonda gerçekleştirilir.
Örneğin 0°,120°,240° 'lik bir döndürme sağlanır. Eğer bu mümkün değilse 0°,180°,360°
derecelik döndürmeye de izin verilebilmektedir. Her bir döndürmeden sonra 1 kez ön
yükleme ayrıca yapılmaktadır.
İnterpolasyon eğrisinin çıkarılabilmesi için, her bir seride uygulanan yük sayısı 8'den az
olmamalıdır ve mümkün olduğu kadar eşit dağıtılır. Eğer kuvvet ölçme cihazı hem çekme
hemde basma kuvvetlerini ayn ayn ölçebiliyorsa ve çekme-basma için ayn kalibrasyon
isteniyorsa, bu işlem sırayla gerçekleştirilir. Bir yönde kalibrasyon bittikten sonra diğer
yöndeki kalibrasyona başlanır. Fakat diğer yöndeki kalibrasyona başalmadan önce yine 3 kez
ön yükleme yapılır.
Yükler arasındaki sıfır yükte en az 30 sn. beklenip gösterge değeri not edilir. Aynca
kalibrasyona başlamadan önce sıfır sinyali not edilir.
187
i
6.3 Yükleme Koşulları
Peşpeşe uygulanan yükler arasındaki zaman aralığı mümkün olduğunca eşit uygulanır ve her
bir yükün uygulanma süresi 30 saniyeden daha az olmayacak şekilde seçilir.
Kalibrasyon 18 -4gerçekleştirilmelidir.
28
°C
sıcaklık
aralığında
±
1°C
sıcaklık
kararlılığında
Kalibrasyon esnamda sıcaklık elastik cihaza mümkün olduğu kadar yakın bir yerden
ölçülerek kaydedilmeli ve izlenmelidir. Elektriksel kuvvet ölçme cihazları sıcaklık
kompanzasyonuna sahip olmalanna rağmen mekanik kuvvet ölçme cihazlarında bu özellik
bulunmadığından, standartlarda verilen katsayılar veya tablolara göre, başka sıcaklıklarda
kullanılacaklarsa düzeltme yapılmalıdır.
Kalibrasyon esnasında cihazdan kararlı bir cevap alabilmek için, cihazın ortam sıcaklığına
ulaşması gerekir. Bu yüzden cihaz, kalibrasyona başlamadan önce ölçüm yapılacak ortamda
belirli bir süre bekletilmelidir. Ayrıca, strain gageli dönüştürücü kullanılması
durumunda,kararlılık için kalibrasyona başlamadan en az 30 dakika önce, dönüştürücü
devreye bağlanarak beslenmelidir.
.
/
/
x,.x 2
Şekil 1. Kuvvet ölçme cihazının döndürme konumlan
7. Ölçüm Sonuçlarının Değerlendirilmesi
7.1 Bağıl Tekrarlanabilirine Hatası
•
Her bir farklı "i" kuvveti için bağıl tekrarlanabilirlik hatası b^j, kuvvet ölçme cihazının
değişmeyen (döndürmenin olmadığı) konumu için 1 ve 2 serilerinden % olarak aşağıdaki
formül ile hesaplanır.
188
j
Her bir farklı "i" kuvveti için bağıl tekrarlanabilirlik hatası b^j kuvvet dönüştürücüsünün
döndürülerek değiştirilen konumlan için 1,3,4 serilerinden % olarak aşağıdaki formül ile
hesaplanır.
h _
°rvi
°rv,i
=
v,i
X
1
U
U
X
v,i
X
7.2 Bağıl İnterpolasyon Hatası
Bu hata kuvvet dönüştürücüsünün döndürülen konumlanndan alınan ölçümlerin ortalaması ve
kalibrasyon kuvvetlerinin bir fonksiyonu olarak sapmayı veren 1.,2.veya 3. dereceden bir
eğri denklemi ile hesaplanır, bu eğri denklemi kalibrasyon raporunda gösterilmelidir.
X
a,i
xa j : Bulunan denklem yardımıyla hesaplanan kuvvet değerleri
7.3 Bağıl Histeresiz Hatası
Her bir farklı kuvvet değeri için artan ve azalan yüklerde okunan değerler arasındaki fark
histerisiz hatasını, Uj , verir.
x/-x
.=-— t
X
i
Xj' : Göstergeden okunan azalan yöndeki kuvvet değeri
X; : Göstergeden okunan artan yöndeki aynı kuvvet değeri
189
7.4 Bağıl Sıfır Hatası
/
Sıfır değeri her bir ölçme serisinden sonra kaydedilmeli ve diğer seriye başlamadan önce
ayarlanmalıdır. Sıfır değeri kuvvet tamamen kaldınldıktan yaklaşık 30 saniye sonra
okunmalıdır. Bağıl sıfır hatası fo, aşağıdaki formüle göre hesaplanır;
xf-xn
X
N
xf : Yükler kaldınldıktan sonra göstergeden okunan değer
x0 : Yükler uygulanmadan önce göstergeden okunan değer
xN : Maksimum kapasitedeki çıkış değeri
8. Kuvvet Ölçme Cihazının Sınıflandırılması
Kuvvet ölçme cihazı tablo 1 'de belirlenen koşullan, kuvvet ölçme cihazının maksimum değeri
olan FE 'nin % 50'si ile % 100'ü arasında karşılanmalıdır.
9. UME Kuvvet Laboratuvarı Kalibrasyon İmkanları
UME kuvvet laboratuvannda kalibrasyonlan gerçekleştirebilmek için kullanılan
standardı makinalan hakkında kısa bilgiler aşağıda verilmiştir.
kuvvet
9.1 11 kN'luk Ölü Ağırlıklı Makina
1, 2, 5, 10 kN'luk kuvvet değerleri % 10 artımlarla 10 adımda gerçekleştirebilmektedir.
Aynca belirtilen kuvvet değerlerine % lO'luk bir ek yük uygulayabilmekte ve böylece aşın
yükleme testlerine olanak sağlamaktadır.
Ölçüm belirsizliği 2 x 10'5 mertebesindedir ve tüm sınıflardaki kuvvet dönüştürücülerini
kalibre edebilmektedir.
9.2 110 kN'luk Ölü Ağırlıklı Makina
20, 50, 100 kN'luk kuvvet değerleri % 10 artımlarla 10 adımda gerçekleştirebilmektedir.
Aynca belirtilen kuvvet değerlerine % lO'luk bir ek yük uygulayabilmekte ve böylece aşın
yükleme testlerine olanak sağlamaktadır.
190
i
TABLO 1-Kuvvet Ölçme Cihazlarının Sınıflandırma Tablosu
Cihazın
sınıfı
Kuvvet
makinasında
olması gereken
Gösterge
biriminin
minimum
sayısı
Bağıl
sıfır
hatası
özellik
Döndürme
yapılmayan
konumda
Döndürme
yapılan
konumda
Bağıl
tekrarlanabilirlik
hatası
Bağıl
tekrarlanabilirlik
hatası
Bağıl
interpolasyon
hatası
Bağıl
histeresiz
hatası
Hata
sının
%
(adım)
%
%
%
%
%
GOO
±0.01
4000
±0.012
0.025
0.05
±0.025
0.07
G0.5
±0.02
2000
±0.025
0.05
0.10
±0.05
0.15
Gl
±0.05
1000
±0.05
0.10
0.20
±0.10
0.30
G2
±0.10
500
±0.10
0.20
0.40
±0.20
0.50
Ölçüm belirsizliği 2 x 10~5 mertebesindedir ve tüm sınıflardaki kuvvet dönüştürücülerini
kalibre edebilmektedir.
j
9.3 1100 kN'Iuk (1.1 MN) Manivelah Makina
200, 500, 1000 kN'Iuk kuvvet değerleri % 10 artımlarla 10 adımda gerçekleştire-bilmektedir.
Ayrıca belirtilen kuvvet değerlerine % 10'luk bir ek yük uygulayabilmekte ve böylece aşın
yükleme testlerine olanak sağlamaktadır.
Bu makina ölü ağırlıklı makina ile birlikte çalışabilmekte ve ölü ağırlıklar ile üretilen kuvvet
değerlerini 1:10 büyütme oranı ile büyüterek uygulayabilmektedir.
Ölçüm belirsizliği 1 x 10"* mertebesindedir ve tüm sınıflardaki kuvvet dönüştürücülerini
kalibre edebilmektedir.
j
/
Kaynaklar
1. P J . Brandenburg, J.M. Appsis, J.M. Loemens and H.Wieringa, "Calibration and
classification of force transducers by using traceable set of high-performance facilities",
IMEKO Conference, Amsterdam, The Netherland, May 1986.
/
2. " Mekanik Metroloji Laboratuvarlannın Mevcut Kalibrasyon İmkanlan ve Kısa Dönem
amaçlan", Mekanik Metroloji Grubu, TÜBİTAK-MAM/UME, Gebze-KOCAELİ, 1995
3. EN 10002-3 , Metallic Materials,Tensile test-Part3: Calibration of force proving
instruments used for the verifıcation of uniaxial testing machines.
i
192
KÜTLE VE İZLENEBİLİRLİK
Tülay Tok, Sevda Kaçmaz, Ümit Yüksel Akçadağ
TÜBİTAK,Ulusal Metroloji Enstitüsü(UME), PK 21, 41470, Gebze- Kocaeli
Özet
Kütle ölçüm büyüklüğüne ait ölçüm birimi kg olup, Fransa'da Paris yakınlarındaki
Sevres'de muhafaza edilen uluslararası kilogram prototipinin kütlesi bir kg olarak kabul
edilmiştir. Kütle, bir cismin üzerine etki eden bir kuvvete karşı o cismin gösterdiği
eylemsizlik yada yerçekimi ivmesi nedeniyle cismin sahip olduğu ağırlık olarak ifade edilir.
Bir cismin kütlesi tartımla belirlenir. Kütlede izlenebilirlik yapılan ölçüm sonuçlarının Ulusal
Kilogram Prototipine, kesintisiz bir karşılaştırma zinciri boyunca bağlanabilmesidir.
1. Giriş
Bir fiziksel büyüklüğü ölçebilmek için referans bir büyüklüğe, bu büyüklüğü ifade
edebilecek birime ve ölçüm cihazına ihtiyaç vardır. 1960 yılında yapılan 11. Ölçüler ve
Ağırlıklar Genel Konferansında kısaca bütün dillerde SI olarak gösterilen uluslararası birim
sistemi kabul edilmiş olup, bunlar metre, kilogram, saniye, Amper, Kelvin, mol ve
kandeladır.
Kütle birimi kilogram, Fransa'da Paris yakınlarındaki Sevres'de BIPM'de (Bureau
International des Poids et Mesures) muhafaza edilen Uluslararası Kilogram Prototipinin
kütlesi olarak 1889 yılında yapılan birinci Ölçüler ve Ağırlıklar Konferansında kabul
edilmiştir. [1]
3
Kütle birimi kilogram, yoğunluğu 21.5 kg/m olan %90 platin ve %10 iridyum
alaşımından yapılmış, 39 mm yüksekliğinde ve 39 mm çapındaki silindir biçimindeki ağırlık
olarak kabul edilir.
Kütle birimi diğer temel birimler ile karşılaştınldığında temel farklılıklar ortaya çıkar,
en belirgin fark kilogram biriminin tanımlanması ve gerçekleştirilmesinde belirli bir nesneye
bağlı kalınmasıdır, yani temel birimler arasında sadece el yapımı olan nesneden bir kilogram
tanımlanmak zorunda kalınmıştır. Basınç, kuvvet, enerji gibi türetilmiş birimlerin, ayrıca
temel birim olan Amperin, molün ve kandelanın tanımlanması kütle birimine bağlıdır. Bu
temel birimler arasındaki bağlantıyı anlayabilmek için, bu birimlerle ilgili kabul edilmiş olan
tanımlar incelenirse;
193
Amper (A), elektriksel akım şiddetine ait temel ölçüm birimidir. Boşlukta birbirlerinden bir
metre uzaklıkta bulunan ihmal edilebilir dairesel kesitli sonsuz uzunluktaki paralel iki doğrusal
iletkenden geçirildiğinde, bu iletkenler arasında metre başına 2xlO"7 Nevvtonluk bir kuvvet
oluşturan, zamanla değişmeyen elektrik akım şiddetidir. Bu tanım kütleye ait ağırlık kuvveti
ile akım şiddetinin yarattığı elektrodinamik kuvveti dengeleyen bir akım terazisi ile
gerçekleştirilir.
Mol(n), 0.012 kilogram karbon 12 C elementinin içerdiği atomlann sayısı kadar madde yapısı
elemanlan bulunduran bir sistemin madde miktarına eşittir.
Kandela(cd), belirli bir doğrultuda 540xl0 12 Hz frekanslı monokromatik ışınım yayan ve o
doğrultudaki ışınımın şiddeti 1/683 W. sn'1 olan kaynağın şiddetidir. [2] Sonuçta birimlerin
kütle birimine bağlılığı açıkça görülmektedir.
2.Kütlenin Tanımı
Kütle, doğa olaylarını araştırmakta yardımcı olmak üzere bilim adamları tarafından
kabul edilmiş kavramlardan biridir. Bu kavram kendiliğinden doğanın gösterdiği şekliyle
bulunmayıp, insanlar tarafından ortaya çıkanlmıştır. Fiziksel bir büyüklük olan kütle, bir
cismin iç özelliğini gösteren bir büyüklüktür.
Kütle, bir cismin üzerine etki eden bir kuvvete karşı o cismin gösterdiği eylemsizlik,
ya da yerçekimi ivmesi nedeniyle cismin sahip olduğu ağırlık olarak ifade edilir.
Klasik mekanikte kütle kavramı, 1700'lü yıllarda Newton tarafından getirilmiştir. Kütlenin
modern soyut kavramını fiziğe getiren Euler olmuştur. Böylece bir cismin kütlesi, kuvvetin
ivmeye oranından hesaplanan bir nümerik değer olarak bulunmuştur. [F=ma]
Bir cismin madde miktarı olan kütleyi bulmak için tartı aletleri ve ağırlık parçalan kullanılır.
Yapılan tartım işleminin sonunda, bir takım düzeltmeler yapılarak özellikle "havanın kaldırma
kuvveti" düzeltmesi yapılarak elde edilen değer değer kütledir. Havanın kaldırma kuvveti
düzeltmesi yapılmaksızın elde edilen değer konvensiyonel kütle değeridir.
Konvansiyonel tartım değeri, 8000 kgm'3yoğunluğundaki bir referans ağırlık, 20°C'de
bir ağırlığı 1,2 kgm'3 hava yoğunluğunda dengede tutuyorsa, bu ağırlığa aynı birimin
kullanılması şartıyla referans ağırlığın kütlesinin sayısal değerine eşit bir sayısal değerdir
denir.
194
j
Bu tanım, kütle belirlemelerinde daha kolay bir tartım işlemini sağlamak için OIML
(Organisation Internationale de Metrologie Legale) tarafından tanımlanmıştır. [3]
Konvansıyonel tartım değeri kesin olarak tanımlanmış ve belirlenmiş yan şartları olan bir
değerdir. Yan şartlar; referans ağırlığın yoğunluğu, hava yoğunluğu ve ortam sıcaklığıdır.
Yeryüzünde duran bir cisim yerçekimi kuvvetinden başka dünyanın dönmesi sebebiyle
oluşan merkezkaç kuvvetinin etkisinde kalır. Bu iki kuvvetin vektörel toplamı ağırlık
kuvvetini verir. CIPM (International Commitee for Weights and MeasuresY'm 3.
konferansında alınan karara göre ağırlık, bir çeşit kuvvet olup yerel yerçekimi ivmesi ile
cismin kütlesinin çarpımı olarak kabul edilmiştir. [G = mg]
Klasik mekanikte kullanılan formüllere göre eylemsizlik kütlesi ve ağırlık kütlesinin
birbirleriyle orantılı olduğu açıkça görülmektedir. Bu orantılıhk kütlelerin karşılaştırılması için
terazilerin(komporatorların) kullanılmasının uygunluğunu gösterir.
3. Kütlede İzlenebilirlik
Metre Konvansiyonuna dahil olan ülkelere Uluslararası Kilogram Prototipinden
türetilmiş olan Ulusal Kilogram Prototipleri verilmiştir. Kilogram fizik sabitlerinden herhangi
birine bağlı olmayıp, kütlesi sabit kabul edilen bir cisme bağlanmıştır. Bunun neticesinde
birimin mümkün olan en büyük doğrulukla iletilebilmesi için kütle standartları hiyerarşik
yapısı kurulmuştur.Tablo 1' de görülüceği gibi kütle biriminin iletilmesinde hiyerarşik zincirin
en üstünde BIPM'deki Uluslararası Kilogram Prototipi bulunmaktadır. Ülkelere ait olan
Ulusal Kilogram Prototipleri BIPM'in primer standartları ile karşılaştırılırlar. Bu karşılaştırma
işlemleri uzun aralıklarla yapılır. Böylelikle Ulusal Kilogram Prototiplerin zarar görmesi
önlenmiş olur.
Türkiye 54 nolu Ulusal Kilogram Prototipine sahiptir. 1953 ve 1993 yıllarında BIPM' de
yapılan karşılaştırmalara katılmıştır. Karşılaştırma sonucunda Ulusal Kilogram Prototipinin
kütlesi:
t
m54 = 1 kg •+ 0.234 mg
Toplam belirsizliği:
uc = ± 0.0023 mg olduğu bulunmuştur.
Ulusal Metroloji Enstitülerinde izlenebilirlik, Ulusal Kilogram Prototiplerden gidilerek o
enstitüye ait olan primer standartlara aktarılır. Bu standart kütleler genellikle paslanmaz
çelikten yapıldığı gibi pirinçten de yapılabilir. Bu işlem çok önemli olup, titizlikle
3
3
yapılmalıdır. Çünkü 21,5 gem (Pt-Ir) yoğunluktan, yaklaşık 8,0 gem (Çelik, Pirinç) olan
195
Uluslararası Kilogram
Prototipi
Malzeme: Pt-lr
Yoğunluk: 21.5gr/cm
BIPM'de
İhtiyaç üzerine
BIPM'in Primer
Standartları
Malzeme: Pt-lr
BIPM'de
ihtiyaç üzerine
örnek: 12 yılda bir
Ulusal Kilogramprototipi
Burada Türkiye'nin 54
sira no'lu prototipi
Malzeme: Pt-lr
UME'de
ihtiyaç üzerine
örnek: 5 yılda bir
UME'nin Primer Standartlari
Malzeme: Çelik veya Pirinç
Yoğunluk: 8,0g/cm 8,4g/cm
<10 yılda bir
UME'de
Ölçü ve Ayarlar
Dairesi Referans
Stand. Malzeme
Çelik (Pirinç)
Firmalarin Ref.
Standartları
Malzeme: Çelik
(Pirinç)
UME'nin Çalışma
Standartlari
Malzeme: Çelik
(Pirinç)
<5 yıl'da bir
kullanıldığı yerde
Kontrol Standartları
< 1 yılda bir
kullanıldığı yerde
Kullanım Standartları
Tablo 1. Kütle Standartları Hiyerarşik Yapısı
196
yoğunluğa geçerken havanın kaldırma kuvveti etkisinin belirsizliği terazinin ve diğer etki eden
faktörlerin belirsizliğinden daha büyüktür.
Primer standart; kütle standartları içerisinde en yüksek metrolojiksel özelliğe sahip
olan standartdır. Bu primer standartla ülke içindeki Ölçü ve Ayar Dairelerinin, firmaların ve
enstitülerin referans standartları kalibre edilir.
Referans standart; genelde kütle standartları içerisinde en yüksek metrolojiksel vasfa
sahip olan ve bu kütle standartlarıyla yapılan ölçümlerin kendisinden elde edildiği standartdır.
Bu referans standartlar ile de kontrol ve kullanım standartları kalibre edilir.
Kontrol standardı; terazi veya ağırlık kalibrasyonlannda veya kontrollerinde rutin
olarak kullanılan ve genelde referans standardı ile kalibre edilmiş standartdır.
Bu hiyerarşik zincirle pazardan bir kilogramlık bir elma almak için kullanılan ağırlıkların
doğruluklan belirlenerek, ayrıca bir ilaç firmasının 100 mg'lıkbir ilacı üretebilmesi için, bu
amaçla kullandığı terazisinin doğruluğundan emin olmak zorunda olduğundan, bunun içinde
terazisini kalibre etmede kullandığı ağırlıkların doğruluklan belirlenerek kalitenin kontrol
altına aldığını, hem üreticiyi hemde tüketiciyi koruduğunu, halkın yaşam seviyesini yükseltiği
ve halkın sağlıklı bir şekilde yaşamasını sağladığı anlaşılır.
Kaynaklar
1.
2.
3.
The International Breau of Weights and Measures (1875-1975)
Uluslararası Birimler Sitemi(1994),(UME 94-007)
The Determination of Mass, Part 1, Dissemination of the Unit of Mass-Balances,
Weights and Testing Rooms, M. Kochsiek, PTB, December 1983.
197
MANYETİK ÖLÇÜMLER
j
Figen Gencer ve Paul John McGuiness
TÜBİTAK, Ulusal Metroloji Enstitüsü (UME), P.K.21, 41470, Gebze/Kocaeli
Özet
Manyetik malzemeler, elektrik üretimi ve dağıtımı ve daha birçok elektromekanik
cihazın çok önemli bir unsuru olduğundan stratejik öneme sahiptirler. Bu malzemelerin
doğru ve verimli kullanılmaları ise, özelliklerinin ayrıntılı olarak belirlenmesine bağlıdır.
Bu çalışmada manyetik ölçümlerin izlenebilirliklerinden bahsedilmekte ve UME de bu
ölçümlerin yapıldığı cihazlar anlatılmaktadır.
j
/
1. Giriş
Manyetizma ve elektrik birbiriyle sıkı bir şekilde ilişki iki bilim dalıdır.
Makroskopik bir boyutta, manyetik alanın, bir iletkende akan elektrik akımı tarafından
oluştuğu söylenebilir. Mikroskopik boyuta indirgenirse, elektron ve çekirdek hareketinin,
atoma manyetik özelliklerini kazandırması şeklinde açıklanabilir. Günümüzde "kalite
sistem" leri, yapılan ölçümlerin gittikçe artan bir şekilde, yazılı ve fiziksel standartlara
izlenebilir olmasını gerekli kılmaktadırlar. Manyetik ölçümler için de, ulusal ve
uluslararası yazılı standartlar mevcuttur. Örneğin IEC 404 serisi (Uluslararası
Elektroteknik Komite) standartlarının 7 bölümü, özel olarak manyetik ölçümlerden
bahseder. Manyetik büyüklükler için primer standartlar yoktur. Bu nedenle temel SI
birimlerine izlenebilirliği sağlamak amacıyla fiziksel standartlar geliştirilmiştir [1].
Pratikte SI birimleri için fiziksel standartlar, ulusal metroloji laboratuvarları tarafından
saklanır. İzlenebilirlik zinciri şekil 1 de verilmiş olup, izlenebilirlik ya doğrudan ulusal
laboratuvar veya ulusal standartlara doğrudan izlenebilir olan akredite edilmiş
laboratuvarlar üzerinden sağlanır.
Uluslararası Ölçü ve Ağırlıklar Bürosu
(BIPM)
j
/
j
/
Ulusal Laboratuvarlar
Örneğin, ETL, IEN, NIST
Akredite Olmuş Laboratuvarlar
(Bu laboratuvarlar ölçüm alanlarını kapsamak için,
birden fazla ulusal laboratuvara izlenebilir olabilirler.)
Kalibrasyon ve Test Laboratuvarları
(Bu laboratuvarlar doğrudan ulusal laboratuvarlara
izlenebilir olabilirler.)
Şekil 1.
Primer standartlara izlenebilirlik zinciri
198
j
2. Manyetik Rezonans
Manyetik büyüklükleri primer standart olarak elde etmek mümkün olmadığından,
bunları ilgili standarda doğrudan izlenebilir bir yöntemle türetmek gerekir. Manyetik alan
kuvveti ve manyetik akı yoğunluğu, en doğru şekilde frekans ve nükleer manyetik
rezonansdan, protonun gyromanyetik oran değeri olarak belirlenir [2]. Manyetik alanın
içindeki, y gyromanyetik oranına sahip çekirdeğin Larmor frekansı aşağıdaki formülle
ifade edilir.
2ıry0 =
H = manyetik alan kuvveti
Ho = manyetik sabit
Yo = rezonans frekansı
7T = protonun gyromanyetik oranı
gyromanyetik oran = 42.57608 ± 0.00012 MHz/Tesla
Pratikde manyetik alan homojenliği, rezonansın gerçekleşebilmesi için % 0.2'den
iyi olmalıdır. Frekans, zaman standardından yaklaşık 1012 belirsizlikle bulunur. Ancak,
üzerinde anlaşılmış sabit bir değer olan, protonun gyromanyetik oranı, yalnızca 3xlO7
doğrulukla bilinir. Bu yöntemle manyetik alan kuvvetini ölçmede, belirsizliği etkileyen
en önemli unsur, alanın kendi homojenliğidir [2,3].
3. UME İzlenebilirlik Zinciri ve Ölçüm Cihazları
UME Manyetik Laboratuvarı'nm izlenebilirlik zinciri şekil 2 de verilmiştir. Diğer
birçok ulusal manyetik ölçüm laboratuvarlarında olduğu gibi (NPL, PTB), UME
Manyetik Ölçümler Laboratuvarı da ulusal standart olarak NMR teslametre kullanır. Bu
cihazın izlenebilirliği, uluslararası üzerinde anlaşılmış bir değer olan gyromanyetik oran
ve zaman ve frekans laboratuvarmdan alınan frekans değeri ile belirlenir.
[
1 Kütle
Akım
Uzunluk
|
Frekans
Gyromanyetik oran
•UME
Dışı
t
NMR Teslanetre 1
I
Ni
Fluksmetre+coil
Gaussroetre
Permeametre
VSM
Şekil 2. UME Manyetik Ölçümler Laboratuvarı izlenebilirlik zinciri
199
3.1 NMR Teslametre
UME Manyetik Laboratuvarı'nda, manyetik alan kuvvetini çok yüksek doğrulukla
ölçen Nükleer Manyetik Rezonans (NMR) teslametre cihazı ulusal standartdır. Cihaz 4
proba sahip olup, 0.09 Tesla dan 2.1 Teslaya kadar olan manyetik alanları ölçer. Bu
7
3
standardın rezolüsyonü 10 Tesla (10 Gauss) olup, 5ppm den daha iyi bir doğruluğa
sahiptir. İzlenebilirlik, cihazın kendi içindeki frekans sayıcısının, UME Zaman ve Frekans
Laboratuvarı'nda kalibrasyonu ile sağlanır. Bu cihazı kullanarak aşağıda belirtilen 3 şartın
sağlanması koşuluyla, yüksek doğruluklarla manyetik alan ölçümleri yapılabilir.
j
/
1- Alan, 12.5 x 16.5 boyutundaki probun sığacağı bir aralıkta oluşturulmalıdır.
2- Alanın maksimum alan gradyanı lOOOppm/cm den fazla olmamalıdır.
3- Alan 0.09 - 2.1 Tesla (900-21000 Gauss) aralığında olmalıdır.
Yukarda belirtilen koşullardan tümünün gerçekleşmediği durumlarda, ölçümler Hail
efekt(etki) gaussmetre kullanılarak yapılır. Bu cihazın izlenebilirliği ise NMR teslametre
üzerinden sağlanır.
j
3.2 Hail Effekt Gaussmetre
Bu cihazlara gaussmetre denilmesine rağmen, genellikle manyetik alanları ölçmek
için kullanılırlar. Bir iletken veya yarı-iletken içinden geçen akıma, doğru açılarda bir
manyetik alan uygulandığı zaman, iletken kesiti boyunca, akıma ve uygulanan alana aynı
anda dik yönde olan bir emf oluşur. Bu etkiye Hail etkisi denir. Gaussmetre cihazı, akım
kaynağı ve Hail voltaj algılama bölümlerinin oluşturduğu bir cihazdır. Problar kablo
yardımıyla cihaza bağlanırlar. Hail etki gaussmetreleri düşük manyetik alan değerleri için
bir çift Helmholtz sarımı, yüksek alanlar için ise NMR teslametre kullanarak kalibre
edilirler. Manyetik alan veya akı yoğunluğu ölçümlerinde bu cihazın belirsizliği,
kullanılan diğer cihaz ve kalibrasyon yöntemine bağlı olarak 0.1 - 2% civarındadır.
•
/
3.3 Helmholtz Sarımı
UME Manyetik Ölçümler Laboratuvarı'ndaki bu cihaz, aynı iki dairesel telin,
iletken ve manyetik olmayan 75cm çapındaki malzemeler üzerine sarılması ile meydana
getirilmiştir. Helmholtz sarımı düşük manyetik alanları ölçmek için kullanılır. Yapılan
ölçümlerde %0.02 ye varan belirsizlikler mümkündür.
3.4 Permeametre
Sürekli mıknatısların özelliklerini belirlemek için, mıknatısı manyetize ve
demanyetize etmek ve bu işlem sırasında search coil (telden dairesel sarım) kullanarak
meydana gelen değişiklikleri saptamak gerekir. Bu ölçümleri yapmak için IEC tarafından
tavsiye edilen bir cihaz olan permeametre kullanılır. UME Manyetik Ölçümler
Laboratuvarı'nda bulunan permeametredeki kuvvetli bir elektromıknatıs sayesinde 2.8
Teslaya ulaşan alanlar elde edilir. Bu cihaz ile 180°C ye varan sıcaklıklarda ölçüm
yapmak mümkündür. Çapı 26mm'yi geçmeyen hemen her çeşit sürekli mıknatıs
karakterize edilebilir. Sonuçların belirsizlikleri ölçülen numuneye bağlı olmakla beraber,
tipik olarak %l-2 civarındadır. Mıknatısın içine yerleştirildiği tel sarım ve
elektromıknatısın 2 kutbu arasına bu mıknatıs tutucunun yerleştirilmiş hali, şekil 3'de
—Tn^tik olarak gösterilmektedir.
200
/
/
coil tulucu
icsl
numunesi
iluksmetreye gider
fluksmetreye gider
Şekil 3. Mıknatıs tutucu tel sarım ve bu sarımın elektromıknatısın iki kutbunun arasına
yerleşmiş hali
3.5 VSM Vibrating Sample Magnetometer (Titreşimli Numune Manyetometresi)
Çok küçük numunelerin ve tek kristallerin karakterize edilmesinde VSM
kullanılır. Bir VSM deki manyetik alan kuvveti, genellikle Hail etki probu ile kalibre
edilir. Manyetik akı yoğunluğu için ise, belirlenmiş bir noktada doymuş manyetik akı
yoğunluğu bilinen, saf nikel referans standart kullanılır. Böylece izlenebilirlik, Hail etki
sisteminin kalibrasyonu ve nikel referans standardın, elektromıknatıs veya permeametre
kullanarak, bir de ölçüm yöntemi ile kalibrasyonu yoluyla elde edilir. UME Manyetik
Ölçümler laboratuvarı'mn VSM cihazının elektromıknatısı 7 Teslaya çıkacak güçtedir.
Çalışma sıcaklığı 4.2 -1000 K arasında ayarlanabilir. Bu nedenle sıcaklığa bağlı ölçümler
yapmak mümkündür. Yapılan ölçümlerde %1 belirsizlikle sonuç alınır.
4. Sonuç
Primer manyetik standartlar mevcut olmamasına rağmen manyetik ölçümler ve
kalibrasyonların, kütle,uzunluk, zaman ve frekansın primer standartlarına, doğruluğu
ispat edilmiş kalibrasyon yöntemleri ile izlenebilir olması mümkündür. Bu tür
izlenebilirlik, yapılan ölçümleri güvenli kılmakla beraber, izlenebilirlik zincirindeki her
adımda ölçüme eklenen belirsizlik de hesaba katılmalıdır. Genel bir ilke olarak, en kısa
izlenebilirlik zincirine sahip basit ölçüm sistemleri en düşük belirsizliği verirler.
Kaynaklar
[1] Private Communication with A. Drake, NPL, Teddington, England.
[2] A. E. Drake, J. Mag. and Mag.Materials 133 (1994), 371-376
[3] Testing and Measurement of Permanent Magnets, Magnetic Materials Producers
Assc.,July 1977-4
201
Uluslararası Ölçü ve Ağırlıklar Bürosu
(BIPM)
Ulusal Laboratuvarlar
Örneğin, ETL, IEN, NIST
Akredite Olmuş Laboratuvarlar
(Bu laboratuvarlar ölçüm alanlarını kapsamak için,
birden fazla ulusal laboratuvara izlenebilir olabilirler.)
Kalibrasyon ve Test Laboratuvarları
(Bu laboratuvarlar doğrudan ulusal laboratuvarlara
izlenebilir olabilirler.)
Şekil 1.
Primer standartlara izlenebilirlik zinciri
Kütle
Akım
Uzunluk
Frekans
Gyromanyetik oran
•UME
I DİŞİ
I
NMR Teslantetre
Fluksroetre+coil
Permeametre
Ni
1I
Gaussmetre
VSM
Şekil 2. UME Manyetik Ölçümler Laboratuvarı izlenebilirlik zinciri
202

![Teknik Katalog [Kalibrasyon Cihazı]](http://s1.studylibtr.com/store/data/004705465_1-a05245714881ae00f0fae99ae2ebe58e-300x300.png)

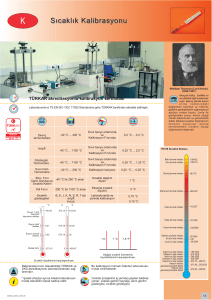
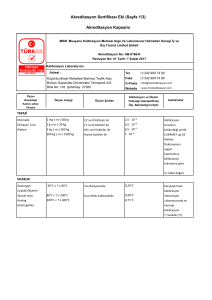
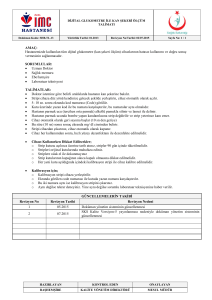
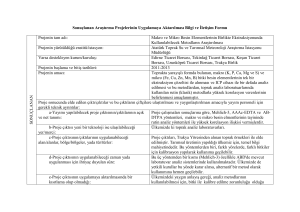
![Teknik Katalog [Kalibrasyon Cihazı]](http://s1.studylibtr.com/store/data/003251227_1-1d17cdd2ef3154de463d90d3aba194f3-300x300.png)