DENEYSEL GERĐLME ANALĐZĐ
Prof. Dr. Tuncer Toprak
Strain Gage Yöntemi ile
Isıl Genleşme Katsayısı Ölçümü
Hazırlayanlar
Süleyman Baştürk
Gürkan Erdoğan
1
GĐRĐŞ
Isıl Genleşme Katsayısı malzemelerin mekanik ve yapısal tasarımı için önemli olan
fiziksel bir büyüklüktür. Belli başlı metal malzemelerin ve standart alaşımların ısıl
genleşme katsayıları literatürde bulunuyor olmasına rağmen, literatürde bulunmayan özel
bir malzemenin belli bir sıcaklık aralığındaki ısıl genleşme katsayısındaki değişim merak
ediliyor olabilir.
Böyle bir ihtiyacı karşılamak üzere pratikte dilatometre ölçüm aleti yaygın bir şekilde
kullanılmaktadır. Bu tip bir ölçüm aletinde, test malzemesiden yapılmış bir çubuk ile aynı
boyda referans bir malzemeden (quartz, silica) yapılmış çubuk arasındaki genleşme farkı
elektriksel bir yerdeğiştirme transdüseri yardımıyla ölçülür. Gerektiğinde, referans
malzemenin genleşme özellikleri, saf platin veya bakır ile kalibre edilir. Uygun sıcaklığı
sağlamak için ölçüm aleti tüp şeklinde bir ocağa veya sıvı banyoya sokulur. Dilatometre
ile ölçüm yapmak, hassas ve zahmetli bir iş olduğundan tipik bir deneysel gerilme
analizinden çok, malzeme bilimi laboratuvarlarında kullanılan bir yöntemdir.
Bu raporda malzemelerin ısıl genleşme katsayısılarını bulmaya yarayan daha kolay ve
oldukça doğru sonuç veren alternatif bir yöntem, Strain Gage Yöntemi, tanıtılacaktır. Bu
yöntemde biri referans malzemeye diğeri test malzemesine bağlı olan, birbirine eş iki
strain gage kullanılmaktadır. Referans ve test malzemeleri, ısıtma ve soğutma
ekipmanları da göz önüne alınmak suretiyle istenilen boyutta seçilebilirler fakat sıcaklık
gradyeni nedeniyle doğabilecek problemlerin en aza indirilmesi için kesit alanlarının eşit
seçilmesinde yarar vardır. Ön gerilmesiz durumda ve belli bir sıcaklıkta strain gage‘lerin
çıkışları arasındaki fark birim uzama farkına eşit olacaktır. Ölçüm kolaylığının yanısıra,
normal bir gerilme analizi laboratuvarında kullanılan ekipmanların dışında özel bir
ekipman gerektirmemesi bu yöntemin önemli bir avantajıdır.
ÖLÇÜM YÖNTEMĐNĐN PRENSĐPLERĐ
Ön gerilmesiz bir test malzemesinin üzerine direnç tipi bir strain gage bağlandıktan sonra
test malzemesinin sıcaklığı değiştirilirse strain gage’in boyu da buna bağlı olarak değişir.
Direnç tipi strain gage’lerde değişikliğe neden olan bu etki sıcaklıkla indüklenmiş
görünür birim uzama veya kısaca görünür birim uzama adını alır.
2
Strain gage’in yapıldığı alaşımın direnci;
1. Çoğu iletkende de görüldüğü gibi sıcaklığa bağlı olarak,
2. Kendi ısıl genleşme katsayısı ile üzerine bağlandığı test malzemesinin ısıl
genleşme katsayısı farkından dolayı oluşan mekanik uzama nedeniyle
değişir. Net direnç değişimi (1) eşitliğinde verilmiştir.
∆R
= [β G + (α S − α G ) GF ] ∆T
R
(1)
∆R
R
Birim direnç değişimi
βG
Strain gage malzemesinin Isıl Direnç Katsayısı
α S −α G
Strain gage’in (Grid) ısıl genleşme katsayısı ile üzerine bağlandığı
test malzemesinin (Specimen) ısıl genleşme katsayısının farkı
GF
Gage Faktörü
∆T
Sıcaklık değişimi
∆R
= GF × ε app (G / S ) olduğu için (1) denkleminde GF parantezin
R
dışına alınarak görünür uzama,
Birim direnç değişimi
β
ε app (G / S ) = G + (α S − α G ) ∆T
GF
(2)
olarak hesaplanır.
(2) eşitliğine bakılarak görününür birim uzamanın sıcaklıkla doğrusal olarak değiştiği
düşünülmemelidir, çünkü parantez içindeki tüm katsayıların kendileri zaten sıcaklığın bir
fonksiyonudurlar.
3
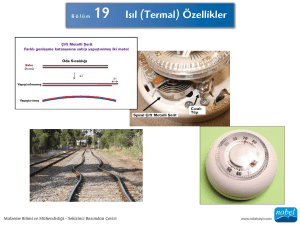
Şekil 1. Farklı ısıl genleşme katsayılarına sahip malzemeler üzerine yapıştırılmış strain gage’in
görünür uzamasının sıcaklıkla değişim eğrileri
Tipik bir görünür birim uzama karakteristiği olarak çelik bir malzeme üzerine bağlanmış,
konstantan (constantan) alaşımından yapılmış bir strain gage’in görünür birim uzama
grafiği şekil (1)’de düz çizgi olarak verilmiştir. Grafiğin sağ üst köşesinde lot numarası
verilen folyo -45 / +150 oC sıcaklık aralığında görünür uzamayı enazlamak üzere özel
işlenir. Bu tip bir folyodan yapılmış strain gage’ler, sadece genleşme katsayısıları 11x10-6
/ oC civarı olan çelik malzemelerin üzerine bağlanabilir. Eğer strain gage’ler genleşme
katsayıları daha farklı bir malzeme üzerine yapıştırılırsa eğri, 24 oC de bulunan referans
bir nokta etrafında dönecektir. Bu dönüş, genleşme katsayısı büyüdükçe saat yönünün
tersi yönde, küçüldükçe saat yönünde olacaktır. Grafikte kesikli çizgi ile gösterilen A
eğrisi 16x10-6/oC genleşme katsayısına sahip berilyum alaşımına aittir. Eğer titanyum
alaşımlı çelik malzeme kullanılırsa B eğirisi elde edilir.
Isıl genleşme katsayısının strain gage ile ölçülme prensibini şekil (1)’den açıklamak
gerekirse, bir görünür birim uzama eğrisinden diğerine doğru olan dönüşün sadece
malzemelerin ısıl genleşme katsayıları arasındaki farka bağlı olduğu söylenebilir.
Presibin cebrik ifadesi, (2) denkleminin hem referans hem de test malzemesi için ayrı ayrı
yazılmasıyla elde edilebilir. Şöyle ki;
4
Test malzemesi için
β
ε app (G / S ) = G + (α S − α G ) ∆T
GF
(3a)
ve referans malzeme için
β
ε app (G / R ) = G + (α R − α G ) ∆T
GF
(3b)
elde edilen bu denklemler taraf tarafa çıkarıldığı zaman
α S − α R = (ε app (G / S ) − ε app (G / R ) ) ∆T
(4)
ifadesi elde edilmiş olur. (4) eşitliğinden, birim sıcaklık değişimi için ısıl genleşme
katsayıları arasındaki farkın, görünür birim uzamalar arasındaki farka eşit olacağı
görülmektedir.
ÖLÇÜM PROSEDÜRÜ
Referans Malzeme :
Yöntemin doğruluğu için referans olarak kullanılacak malzemenin seçimi önemli bir
faktördür. Teoride, ilgilenilen sıcaklık aralığında ısıl genleşme katsayısı doğru olarak
bilinen herhangi bir malzeme referans olarak seçilebilir. Pratikte ise, genleşme katsayısı
sıfıra olabildiğince yakın bir malzemenin seçilmesi büyük avantaj sağlar. Böyle
yapmakla çıkış sinyali büyük oranda test malzemesinin ısıl genleşme katsayısına karşılık
gelecektir ve böylece daha sade bir ölçüm prosedürü elde edilecektir. Belli bir sıcaklıkta
referans malzemenin ısıl genleşme katsayısının tekrar edilebilirliği ve kararlılığı da
yüksek olmalıdır. Ayrıca strain gage’teki uzamanın referans malzemeye olan etkisinin
ihmal edilebilecek mertebelerde olması için referans malzemenin elastizite modülü
yüksek olmalıdır.
5
Şekil 2. Titanyum silikat referans malzemesinin ısıl genleşme karakteristik eğrisi
Bu özelliklere en uygun referans malzemelerden biri de titanyum silikat malzemesidir.
Şekil (2)‘de görüldüğü gibi bu özel cam malzeme -45 / +175 oC sıcaklık aralığında çok
düşük ısıl genleşme katsayılarına sahiptir.
Strain Gage Seçimi :
Genleşme katsayısı ölçümünde kullanılacak strain gage’lerin seçimi de önemlidir. Belli
bir işe uygun gage seçiminde bir çok faktör göz önünde bulundurulmalıdır.
6
Maksimum doğruluk gerektiğinde , geniş sıcaklık aralığında en yüksek kararlılığa ve
kesinliğe sahip strain gage’ler kullanılmalıdır. Genel olarak 350-ohm’luk bir strain gage
tercih edilmelidir çünkü böylece strain gage’in kendi kendisini ısıtma problemi en aza
indirilecektir. 350-ohm’luk bir direncin seçilmesi strain gage çiftinin sıcaklıktan
kaynaklanan direnç dengesizliğini de en aza indirmesi bakımından da faydalıdır. Ayrıca
strain gage boyunun 3 mm civarında olması daha kararlı ölçüm sonuçları verecektir.
Belirlenmesi gereken diğer bir gage faktörü ise kendi sıcaklığını kompanse (selftemperature-compensation STC) sayısıdır.Teoride, (4) eşitliğinden STC sayısının sonucu
etkilemediği görülmektedir. Genleşme hesabında sadece farklı iki malzeme üzerine
yerleştirilmiş eş strain gage’lerin görünür birim uzunlukları arasındaki farkın bilinmesi
yeterli olmaktadır. Buna karşın pratikte, strain gage seçimini etkilemesi beklenen iki şey
düşünülmelidir. Bunlardan biri istenilen seride, tipte ve dirençte strain gage’in mevcut
olup olmadığıdır. Kural olarak STC sayısı 6 – 13 arasında olan strain gage’ler yaygın
olarak kullanılmaktadır. STC sayısı için yukarıdakilerden birini belirlemek yerinde
olacaktır.
Geniş sıcaklık aralıklarında genleşme ölçümleri yapılacaksa STC sayısının seçimi
dikkatli bir şekilde yapılmalıdır. Şekil (1) ‘de strain gage’in STC sayısı ile malzemenin
genleşme katsayısı arasında aşırı bir uyumsuzluk olduğunda uç sıcaklıklarda eğrinin
eğimi çok artar. Böyle bir durumda referans ve test malzemeleri arasındaki çok küçük bir
sıcaklık farkı görünür birim uzunlukta çok büyük bir hataya yol açabilir. STC
uyumsuzluğunun uygun seçimi test ve referans malzemelerinin eğrilerinin ilgilenilen
sıcaklık aralığında kontrol edilebilir bir aralıkta çıkmasını sağlayacaktır.
Şekil 3. Micro – Measurements Tip 125MG dual – grid strain gage
7
Genleşme katsayısını ölçmek için tekli doğrusal gridler kullanılabilir. Fakat daha önce de
belirtildiği üzere referans ve test malzemesi üzerindeki strain gage’ler birbirinin tıpa tıp
aynı olmalıdır. Ölçüm sonuçlarının daha doğru olması için Şekil (3) ‘te gösterilmiş olan
ikili – grid strain gage’ler kullanılmalıdır.Bu strain gage’ler ikizdirler ve mümkün olan en
benzer görünür birim uzama karakteristiğini sağlarlar.
Strain Gage’in Kurulması :
Daha önce belirtildiği gibi bu yöntemin avantajlarından biri de parça boyutlarının önemli
olmamasıdır. Isıtma ve soğutma cihazının boyutları göz önünde bulundurularak referans
ve test malzemesinin boyutları istenilen büyüklükte seçilebilir. Hatta örneklerin her ikisi
de farklı boyutlarda olabilir. Genelde ısıtma ve soğutma sırasında oluşan sıcaklık
farklarını enazlamak için kesitlerin eşit olmasında yarar vardır. Yassı örneklerin
kullanılması strain gage ve sıcaklık sensörlerinin yerleştirilmesini kolaylaştıracaktır.
Ayrıca örneklerin kesit alanı strain gage’lerin rijitliğinin örneklerin rijitliğinin yanında
ihmal edilecek mertebelerde kalması için büyük seçilmelidir. Örneklerin boyutları termal
ataletleri eşit olacak şekilde seçilirse, aynı sıcaklığa en kısa sürede ulaşacaklardır.
Örnek yüzeyleri olabildiğince temizlenmeli ve strain gage bağlamaya hazır hale
getirilmelidir. Sonuçların doğruluğunun arttırılmasında kablo seçimi ve bağlantısı da
büyük dikkat gerektirir. Kablolardaki sıcaklık değişiminden kaynaklanan direnç değişimi
gage çıkışında ayırt edilemeyen bir etki yaratacaktır. Eğer bu etki referans ve test
malzemesi için farklı olursa ölçülen görünür birim uzamada hata olacaktır. Bu nedenle
kablo dirençleri mümkün olduğu kadar düşük seçilmeli ve kablo boyları mümkün olduğu
kadar kısa tutulmalıdır. Ayrıca her iki strain gage’in kablo bağlantısı birbirinin aynı
olmalıdır.
Gage’in terminal bağlantıları olabildiğince pürüzsüz ve parlak olmalıdır. Ayrıca bağlantı
noktaları da birbirine benzer olmalıdır.
Yapılması gereken son şey ise test ortamına uygun bir kaplama yapılması işlemidir.
Kaplama yapılmasının amacı neme ve aşırı sıcaklıklara karşı belli bir koruma
sağlamaktır.Tablo (1)’de örneği fazla etkilemeyecek kaplama tipleri verilmiştir.
8
PROTECTIVE COATING
Operating Temperature Range
Coating
+60 to +250 deg F (+15 to +120 deg C)
M-Coat A or C
0 to +150 deg F (-20 to +65 deg C)
W-1 Wax
-100 to +500 deg F (-75 to +260 deg C)
3140 or 3145 RTV
-452 to +400 deg F (-269 to +200 deg C)
Two coats M-Bond 43B
Tablo 1. Koruyucu kaplama
Uzama ve Sıcaklık Düzeneği
Uzama ve sıcaklık ölçümünde kullanılan aletlerin kararlı ve hassas olmasının yanısıra
kendi kendine ısınma etkisinin de minimum olması gereklidir. Instruments Division of
Group tarafından üretilen Model P 3500 ve 3800 de kendi kendini ısıtma problemi
yoktur. Eğer ölçümler yüksek yayınma voltajına veya düşük ısı iletimine sahip gereçlerle
yapılırsa kendi kendine ısınma oluşacağından gage’lere verilen gerilim düşürülmelidir.
Isıl genleşme katsayısını ölçmek için iki çeşit devre tipi kullanılmaktadır. Şekil 4.a da test
ve referans örneklerindeki gagelere ayrı ayrı üç telli çeyrek köprü devresi uygulanmıştır.
Bu şekildeki ölçümde gage çıkışları ayrı ayrı okunur ve birbirinden çıkarılarak 4
eşitliğinde kullanılan uzama farkı elde edilir. Bu yöntemin dezavantajı ise switch ve
balans ünitesi veya iki kanallı cihaz gerektirmesidir. Đkinci ölçüm yönteminde ise (şekil
4.b) yarım köprü devresi kullanılmaktadır. Birbirine komşu iki gage köprü devresi olarak
birleştirildiğinde cihaz çıkışı ayrı ayrı uzamaların farkı olmaktadır. Bu devre hem daha
basittir hem de sonuç direkt olarak okunmaktadır. Bu yöntemin temel dezavantajı gage
lerin izole edilmesindeki zorluklardır.
Her iki yöntemde de gagelere bağlı olan tellerin mümkün olduğu kadar kısa, aynı çapta
ve boyda olması gereklidir. 1 ve 3 nolu bağlantı telleri köprü devresinde komşu oldukları
için özel olarak özen gösterilmeli ve boyları eşit olmalıdır. Aksi halde cihaz çıkışında
direnç değişiminden dolayı farklar oluşabilmektedir. 2 nolu bağlantı teli de gageler
arasındaki bağlantı telinin tam orta noktasına bağlanmalıdır. Örnek olarak 1 ve 3 nolu
9
teldeki veya 2 nolu bağlantı telindeki 150 mm lik asimetri 0.25 mm lik tel boyunda 55oC
de 17 µε luk bir hataya yol açmaktadır.
(a)
(b)
Şekil 4. Isıl genleşme katsayısını bulmak için strain gage devreleri
(a) ayrık çeyrek köprü (b) yarım köprü
Doğru uzama değerleri elde etmek için sıcaklık ölçümü hassasiyet ve dikkat
gerektirmektedir. Bir adet sıcaklık sensörü numune ve gage’in sıcaklığını ölçmek için
numune ve gage’in birleşim noktasına yerleştirilir. Bu arada test odasında uniform ısı
dağılımı olduğu kabul edilmekte ve bu test numunesinde birden fazla noktada ölçüm
yapılarak doğrulanmaktadır. Test ve referans malzemelerinin ısıl iletkenlikleri ve özgül
ısıları farklı olacağından her iki malzemenin de sıcaklıkları ölçülmelidir.
Sıcaklıklar imkanlar ölçüsünde ve isteğe bağlı olarak thermocouples veya sıcaklık direnç
sensörleriyle ölçülebilmektedir. Eğer thermocouples seçilirse test sıcaklığına uygun tip J
(demir-Constantan) tercih edilmelidir. Sensör bağlantıları mümkün olduğu kadar kısa,
(AWG 30-0.25 mm ile AWG 26-0.4 mm arası) ve iyi kalitede olmalıdır.
10
Şekil 5. Micro – Measurements TG Serisi bağlanabilir sıcaklık sensörü
Bir diğer alternatif metod ise Micro-Measurements TG serisinde olduğu gibi sıcaklık
direnç sensörleridir (Şekil 5). Sıcaklık sensörü yüksek saflıktaki nikel-foil malzemeden
yapılmış olup bunun haricinde strain-gage ile aynı özelliklere sahiptir. Montajı straingage montajı ile aynı adımlardan oluşmakta ve numune üzerinde strain-gage ile yanyana
monte edilmektedir. Sıcaklık sensörü strain-gage ile tamamen aynı özelliklere sahip
olduğundan dolayı ısı transferi karakteristiği ve ısıl zaman sabiti de strain-gage ile
aynıdır. Doğrusallaştırma ve sinyal ölçeklendirilmesi için özel olarak dizayn edilmiş pasif
direnç network’ü ile birlikte kullanıldığında (Micro-Measurement Type LST) herhangi
bir uzama göstergesi ile sıcaklık direkt olarak ölçülebilmektedir. TG serisi sıcaklık
sensörlerinin küçük boyutu ve düşük rijitliği ısıl uzama ve büzüşmelerde mekanik
sınırlamaları minimum yapmaktadır.
Genleşme Ölçümlerinin Yapılışı
Uzama katsayısının ölçümünde doğru ölçüm yapabilmek için referans ve test
malzemelerine en az iki farklı sıcaklık uygulanmalıdır. Bu sıcaklıklar eldeki imkanlara
göre belirlenmelidir. Isıtma ortamı olarak fırınlar, sıvı banyoları veya diğer ortamlar
kullanılabilir. Starin-gaeg ile ölçüm metodunda herhangi bir özel ortam gerekliliği
yoktur. Tabi burada numune boyutları eldeki mevcut imkanlara uygun şekilde
belirlenmelidir. Uzama katsayısının ölçümünde kullanılan ısıtma odasının en önemli
özelliklerinden iki tanesi sıcaklığın uniform olması ve kararlılığıdır (stabilitesi).
Numunedeki ısıl gerilmelerin oluşturacağı hatalardan kaçınmak için ölçme anında
numunedeki ısıl dağılım uniform olmalıdır. Bu da ancak ısıtma odasındaki sıcaklık
dağılımının uniform olmasıyla sağlanabilir.
11
Numunedeki sıcaklık dağılımını eşitlemek için ısıtma odası zorlanmış taşınım sistemiyle
donatılmalıdır. Numunenin yüzeyine dik olan sıcaklık dağılımını minimize etmek için
ısıtma ve soğutma oranlarının da düşük tutulması gereklidir. Numune sıcaklığının
uniform olup olmadığını belirlemek için kullanılan etkin yöntemlerden biri de ısıtma ve
soğutma yönlerinde ve çalışma sıcaklığı aralığında sıcaklık-stran gage çıkışı grafiğinin
çizilmesidir. Bu işlemde, sıcaklık eklemeli olarak arttırılmakta ve herbir test sıcaklığında
numune ısıl dengeye geldikten sonra sıcaklık ve uzama değerleri kaydedilerek bunların
grafiği çizilmektedir. Eğer uniform sıcaklık dağılımı elde edilirse ısıtma ve soğutma
eğrileri birbirine çok yakın çıkacaktır. Eğer ısıtma ve soğutma eğrileri histerisis loop
oluşturacak şekilde birbirinden farklı ise numune kalınlığı boyunca sıcaklık dağılımının
uniform olmadığı anlaşılmaktadır. Bu durumda ısıtma ve soğutma oranları düşürülmeli
veya ısıl denge için gerekli zaman arttırılmalıdır.
Testte kullanılan gereçlerin oluşturduğu sürtünmenin genişlemeyi veya büzülmeyi
engellemeyecek şekilde olması gereklidir. Bazı durumlarda bunu sağlamak için
numuneler bir tarafından tespit edilir. Bu durumda numune kendi ağırlığı etkisiyle bir
miktar uzama yağabilmesine rağmen uzama sabit kalmakta ve sıcaklıkla meydana gelen
uzamayı etkilememektedir. Eğer numunenin elastisite modülü çalışma sıcaklığı
aralığında değişme gösterirse bu durumdan dolayı oluşan hata uygun metod kullanılarak
ortadan kaldırılabilir. Bir diğer çözüm de numuneyi ısıtma odasının fiber-glass veya
sürtünmesi düşük başka bir malzeme ile desteklenmiş zeminine koymak olabilir. Bu
yöntem kullanıldığında yöntemin uygunluğunu belirlemek için numune belirli bir sıcaklık
aralığında ısıtılır-soğutulur ve buna karşılık gelen uzama eğrileri incelenir. Histerisis loop
şeklindeki grafikler yüksek sürtünme oluşumunu göstermektedir. Isıl genleşme
katsayısını belirlemek için gerçek ölçümlere geçmeden önce numuneler, gageler ve tüm
ölçüm sistemi birkaç defa maksimum sıcaklığın 5oC üstüne ve minimum sıcaklığın 5oC
altına inilerek kararlı hale getirilmelidir.Bu işlemi yapmanın bir sebebi de sistemde
kullanılan tüm malzemelerde oluşabilecek olan artık gerilmeleri yok etmektir. Bu
işlemdeki sıcaklık değişimi numunede oluşacak ısı gradyeninden kaynaklanan ısıl
gerilmeleri minimum seviyede tutacak hızda olmalıdır. Aksi halde ısıl gerilmeler artık
gerilmelerle birlikte akmaya sebep olur ve bu işlem amacından çıkmış olur.
12
Sistem kararlılığı sağlandıktan sonra malzemenin ısıl genleşme katsayısını hesaplamak
için son ölçümler yapılmaya hazırdır. Numuneleri ısıtmak için fırın veya başka bir oda
kullanıldığında ve bu ortam sadece bir numune alabiliyorsa iki numune şekil 4.a daki
devre kullanılarak her biri bir kerede test edilebilir. Buradan elde edilen iki set uzama
değeri birbirinden çıkarılır (şekil 4) ve sıcaklık farkına bölünerek ısıl genleşme katsayısı
hesaplanır. Đsteğe ve koşullara bağlı olarak ölçümler şekil 4.a da görüldüğü gibi ya ayrı
ayrı yapılır veya şekil 4.b deki gibi uzamalar direkt olarak okunabilir.
Doğruluğu arttırmak için özel önlem ve iyileştirmeler
Strain-gage metodunda yüksek hassasiyet elde edebilmek için hata oluşturabilecek küçük
etkiler değerlendirilmelidir. Bazı durumlarda bu ikinci dereceden hatalar iyi bir şekilde
tanımlanır ve düzeltici işlemler uygulanabilir.
Düzeltilebilecek hatalardan birine örnek olarak geçiş duyarlılığı verilebilir. Bu hata
numune ve gage gridinin ısıl uzama katsayısının farklı olmasından kaynaklanan gage
gridindeki uzamanın gage faktör kalibrasyonundan genellikle farklı olmasından dolayı
ortaya çıkmaktadır. Referans ve test malzemeleri ısıl uzama özellikleri bakımından
izotropik olduğu zaman oldukça küçük olan bu hata düzeltilebilir. Düzeltme,
uzamalardaki farkın (1-0.285 Kt)/(1+Kt) ile çarpılmasıyla yapılabilir. Buradaki Kt gage’in
geçiş duyarlılığı değeridir.
Diğer bir küçük hata kaynağı ise gage faktörünün sıcaklıkla değişmesidir. Constantan
gage ile gage faktörü sıcaklık ile direkt olarak değişmektedir. Bu oran 100oC de % 0.9
dur. Bunun tersine K-alaşımından (Karma) yapılan gage’lerin gage faktörü sıcaklıkla ters
olarak değişmektedir. Değişme oranı gage’in S-T-C numarasına bağlıdır. Fakat bu değer
100oC de %-0.9 ile %-1.8 arasında değişmektedir. Her iki tip gage için gage faktörünün
sıcaklıla değişimi grafiği şekil 6 da verilmiştir. Gage faktörünün değişiminden
kaynaklanan küçük hataların tamamen ortadan kaldırılması her zaman için uygun
olmayabilir. Fakat hatanın büyük kısmını ortadan kaldırmak için birinci derece düzeltme
işlemi kolaylıkla yapılabilir. Uzama ölçümleri sıcaklık aralığında eklemeli olarak
ölçüldüğü zaman uzamadaki her bir ekleme ayrı ayrı düzeltilebilir. Bu, uzamadaki
belirtilen eklemenin 1/(1+∆GF) ile çarpımıyla yapılabilir.
13
Şekil 6. A ve K alaşımlı strain gage ‘ler için GF’nin sıcaklıkla değişimi
Buradaki ∆GF, her bir eklemeli ölçümdeki ortalama sıcaklıktaki gage faktör değişimidir.
Bu değer gage teknik broşüründeki grafiklerden yeterli hassasiyette direkt olarak
okunabilir. Bazen ortalama uzama katsayısı farkı tüm sıcaklık aralığında sadece iki set
ölçüm yapılarak belirlenebilir. Ortalama sıcaklıkta bir öncekiyle aynı düzeltme işlemi
yapılabilir fakat bu daha az etkili olur çünkü uzama değeri sıcaklığın bir lineer
fonksiyonu değildir.
Bağlantı teli direnci ihmal edilebilecek kadar küçük tutulamazsa yani bu direnç gage
direncinden %1 den daha büyükse bir düzeltme işlemi yapmak gereklidir. Bunun için
uzama değeri (RG+RL)/RG ile çarpılmalıdır. Burada RG gage direnci, RL de bağlantı teli
(köprü devresindeki aynı kol üzerindeki gage’in) direncidir. Düzeltilmiş uzama değerinin
direkt okumanın bir başka yöntemi de cihazın gage faktörü kontrol değerini
GFxRG/(RG+RL) değerine ayarlamaktır.
Eğer iki gage ve gage devresi aynı şekilde davranıyorsa bunların çıkışındaki herhangi bir
fark sadece referans ve test malzemesinin genleşme özelliklerindeki farktan
kaynaklanmaktadır.
Buradan
açıkça
görülüyor
14
ki
maksimum
hassasiyet
gage
davranışındaki farklılıkların minimize edilmesiyle elde edilebilmektedir. Bu sebeple
gage’lerin uzama karakteristikleri mümkün olduğunca birbirine yakın olmalıdır.
Şekil 7 de gösterildiği gibi uzamada bir tolerans (fark) vardır. Bu farkın hemen hemen
tamamı bir dual-element gage’in bölünmesi ve ikiz bir gage çifti elde edilmesiyle ortadan
kaldırılabilir (125 MG patterni gibi). Yüksek hassasiyet istendiği durumda bu işlem
daima tercih edilmelidir.
Bunların haricinde yüksek hassasiyet için yapılabilecek iyileştirmeler ölçme yöntemleri
ile ilgilidir. Doğru ölçüm için aşağıda verilen önlemler dikkatlice alınmalıdır:
Şekil 7. Aynı üretimden rastgele alınmış A alaşımlı strain gage’in görünür uzama tolerans bandı
a. Uzama ve sıcaklık ölçümü için doğru ve kararlı cihaz seçimi
b. Çalışma sıcaklığı bölgesinde ihmal edilebilir hata veren yüksek kaliteli ve
kararlı gage kullanımı
c. Kendi kendine ısıtma etkisinden kaçınmak için yeterli seviyede düşük gage
yayınımı
d. Genleşme ölçümlerini yapmadan numunelerin, gagelerin ve tellerin ısıl
stabilizasyonunun sağlanması
15
e. Ölçümler yapılırken numunelerdeki ısıl dengenin garanti edilmesi
f. Isıtma ve soğutma esnasında ısıl gerilmelerden kaçınılması
g. Serbest genleşme ve büzülmeyi engelleyen sürtünme etkisinin elimine
edilmesi
Genleşme katsayısı ölçümlerinin genel amacı belirli bir malzemeyi temsil eden bir
ortalama değerin elde edilmesidir. Fakat herhangi bir malzemenin ısıl ve fiziksel
özellikleri, aynı kütükteki numuneden numuneye değişmekte ve farklı kütüklerde ise bu
değişim daha da artmaktadır. Bu değişim kullanıcının kontrolünde olmadığı için standart
ve
ortalama
sapmaların
tespit
edilebileceği
istatistik
metodların
kullanılması
gerekmektedir. Isıl özelliklerdeki değişim plastik ve kompozit gibi malzemelerde
özellikle büyüktür. Bazı malzemelerin (grafit, titanyum 6 A 14 V, fiber katkılı kompozit
gibi) mekanik ve ısıl özellikleri genellikle doğrultuya bağlıdır. Bu durumda genleşme
katsayısı ölçülüyorsa starin-gage’in numune üzerindeki
yerleşimi (malzemenin
haddeleme yönüne veya fiber yerleşimine göre) önemlidir. Haddeleme veya fiber yönünü
belirlemek mümkün olmadığı zamanlarda geniş bir açı alanında ölçümler yapılabilir.
Böylece genleşme katsayısının dağılımı veya kaba, ortalama genleşme katsayısı elde
edilebilmektedir.
KISITLAR
Genleşme katsayısının strain gaeg ile ölçümü çok az özel sınırlamalara sahiptir.
Bunlardan bir tanesi kullanılabilir sıcaklık aralığıdır. Constantan gage’leri yüksek
hassasiyet için sadece –45oC ile +65oC aralığında kullanılmalıdır. Daha yüksek
sıcaklıklarda K-alaşımı gage’ler –45oC ile 205oC aralığında kullanılmalıdır. Özel
tekniklerle bu sıcaklık aralığı ortama bağlı olarak arttırılabilir.
Bazı durumlarda numunenin strain-gage tarafından mekanik olarak zorlanması da bir
sınırlama olabilir. Eğer numune olarak elastisite modülü çok düşük olan plastik
kullanılırsa, gage’in rijitliği malzemede lokal bir gerilme oluşturabilir ve dikkate alınması
gerekli olan bir hata ortaya çıkar. Metal malzemelerde bu etki ancak strain-gage etkisinin
ortaya çıkabileceği ince ve adr malzemelerde olmakta, bunun haricinde ihmal
edilebilmektedir.
16
ÖZET
Bu ödevde bir test malzemesinin uzama katsayısının uzama katsayısı bilinen bir referans
malzemesine göre ölçülmesini anlatmaktadır. Bu metod gerilme analizi yapılabilen
laboratuvarlara çok uygundur. Çünkü ek olarak herhangi bir cihaza veya malzemeye
ihtiyaç yoktur. Ölçmede yüksek hassasiyet elde etmek için yapılması gerekler de
anlatılmıştır.
17