Slayt 1
advertisement

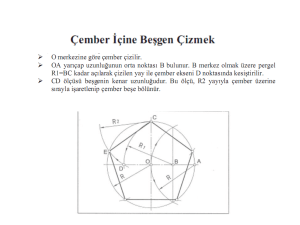
TEKNİK RESİM Endüstride çalışan elemanlar, çalıştıkları yere göre yeterli resim bilgisine sahip olmalıdır. Bir teknisyen, konstrüktör resmi hem iyi bilmeli hem de iyi ve doğru çizmelidir. Tezgah başında çalışan işçi ise iyi resim çizmesi gerekmez. Ancak resmi doğru okuyup anlaması gerekir. Bunun için de Teknik resmin temel kurallarını bilmelidir. Ancak Teknik resim diğer bilgi alanlarına göre farklılık gösterir. Yani sadece dinleyip, okumakla öğrenilmez. Öğrendiklerini uygulayıp bol pratik yapmadıkça kavrayamaz. Yani güzel çizmese de doğru çizecek bir seviyede olmalıdır. Özellikle kroki resim son derece önemlidir. Dolayısıyla, sadece resim okuma yeterli ve kalıcı olmaz. Bir miktar çizim çalışmaları yaparken, farkında olmadan yavaş yavaş okuma pratiği gelişecektir. Teknik resim, teknik elemanlar tarafından bir inşaatın veya herhangi bir mekanizmanın biçim ve ölçülerini tasvir etmek için kullanılan grafik (çizgi) lisanıdır. TEKNİK RESMİN AMACI ve ÖNEMİ Bakış yönü (Dik izdüşüm) Ölçülendirme Görünüş Kalınlık 4 Malzeme İşlenmiş yüzeyler Markalama (Çizme) (Noktalama) Çürütme ya da kesme Ölçüsünde işleme Delme (Ürün) TEKNİK RESMİN MESLEK DALLARI İLE İLGİSİ Meydana getirilecek iş parçaları iş sırasına göre model, döküm, tesviye, montaj ve boya atölyesinde bir çok işçinin elinden geçeceği için, her işçinin o parça hakkında genel bilgiye sahip olduğu kadar teknik resmide çok iyi okuyabilmesi lazımdır. Teknik bürolarda mühendisler tarafından tasarlanan iş konularında, parçanın yapım resmi dediğimiz, ölçülerini, yapılacağı malzemeyi, kaç adet yapılacağını ve işleme özelliklerini belirten resimleri çizerek yapıma geçilmek üzere atölyelere gönderilir. Resimler hazırlanırken çeşitli bölümlerde işleneceği düşünülerek, her işçinin anlayabileceği veya parçayı gözünde canlandırabileceği nitelikte ve eksiksiz olmasına önem verilir. ÇEŞİTLİ MESLEK DALLARI İLE İLGİLİ RESİMLER Lütfen korkmayınız. Göreceğiniz resimler tipik meslek resimleridir. Şu aşamada doğal olarak anlayamayabilirsiniz. Kursun sonunda kendi branşınızla ilgili olan resimleri okuyup ve anlayabileceksiniz. a0 1.0 1.1 4(A) 2(B) 14(Z) 12(Y) 5(R) 3(S) 3(S) 3(R) 2(A) 3(R) 2(A) 3(R) 1(P) 4(A) b1 2(A) 1(P) 1(P) 2.1 12(Y) 5(R) b0 2.0 2(B) 14(Z) a0 a1 b0 2(A) 1(P) 3(R) a1 2(A) 1(P) 3(R) b1 2(A) 1(P) 3(R) TEKNİK RESİM ALETLERİ Resimin temiz ve iyi çizilebilmesi için resim takımlarının kaliteleri iyi olmalı ve bunlar daima temiz tutulmalıdır. Alet işler el övünür. İş yapan alet ne kadar iyi olursa ortaya çıkan iş de o kadar iyi olur. • Resim masası: Üzerine kağıt bağlanarak çizim yapılan düzgün yüzeyli aletlerdir. • T cetveli: Üzerinde milimetrik ölçü bölüntülü, başlık kısmı sabit veya hareketli çok yönlü çalışma kabiliyetine sahiptir. • Düz cetvel: Kağıt üzerine ölçü aktarmaya, bir yerden bir yere ölçü taşımaya yararlar. • Eğri cetvel ( Pistole ): Pergel ve cetvel ile çizilemeyen düzgün olmayan eğrilerin çiziminde kullanılır. • Gönyeler ( 30º ve 45º ): T cetveli üzerinde kaydırarak çizgiler çizmeye, ölçü taşımaya yararlar. • Açı ölçer (İletki): 0-180 ve 180-360 derece arasındaki açıların ölçülmesinde kullanılır. • Şablonlar: Çember, yay ve yazı şablonları belli başlı çeşitlerindendir. • Pergel: Çember ve yay çizilmesinde kullanılır. HB • • Kalemler:Teknik resim çiziminde kullanılır. H serisi sert uçlu, B serisi yumuşak uçlu, HB serisi orta yumuşak uçlu kalemlerdir. Silgi: Çizimde yapılan hataları silmek için kullanılır B 2B RESİM KAĞITLARI 1189 841 A2 A1 A4 A3 A6 A5 A6 A0 Forma A0 A1 A2 Ölçüler mm 841 x 1189 594 x 841 420 x 594 A3 A4 A5 A6 297 x 420 210 x 297 148 x 210 105 x 148 Genellikle A3 ve A4 kağıtlarını kullanırız. En çok bunların ölçülerini bilmemiz gerekir. Dikey A4 = 210 x 297 Yatay A4 = 297 x 210 Dikey A3 = 297 x 420 Yatay A3 = 420 x 297 DİKEY YATAY TEKNİK RESİMDE KULLANILAN ÇİZGİLER Teknik resimde çizgi kalınlıkları, çizilecek resmin büyüklüğüne ve göze güzel görünecek şekilde ayarlanır. Aynı ölçek ile çizilen bir parçanın, bütün görünüşlerinde kullanılan aynı tip çizgiler, aynı kalınlığı muhafaza etmelidir. Çeşitli büyüklükteki resimlerde kullanılmak üzere çeşitli çizgi gruplar halinde standardize edilmiştir. Bunlar 1,4 – 1 – 0,7 – 0,5 – 0,35 – 0,25’dir. Biz A3 ve A4 kağıdına çizim yapacağımız için 0,5 mm çizgi grubunu kullanacağız. 0,5 Çizgi Grubu Kalınlık Çizgi Adı 0,5 mm Sürekli kalın çizgi 0,25 mm Sürekli ince çizgi 0,25 mm Sürekli ince çizgi (Serbest) 0,25 mm Kesik ince çizgi 0,25 mm Noktalı kesik ince çizgi 0,25 mm Noktalı kesik ince çizgi, uçları kalın 0,5 mm Noktalı kesik kalın TEKNİK RESİMDE KULLANILAN ÇİZGİLER Kağıt büyüklüğüne göre çizgi kalınlığı kullanılması tavsiye edilir. A0 formatındaki büyük kağıtlara çok ince ile çizim yapılırsa, kimi okuyucular okumakta güçlük çekebilir. Bunun yerine kalın, okunması kolay, çizgi grubundan seçmek gerekir. Biz A3 ve A4 kağıdına çizim yapacağımız için 0,5mm çizgi grubunu kullanacağız. 0,5 Çizgi Grubu Kullanıldığı yerler Şekillerde görünen kenarlar ve çevreler. Ölçü ve ölçü bağlama çizgileri, taramalar Kısmi kesit veya görünüşleri sınırlayan çizgiler Görünmeyen kenarlar ve çevreler Simetrik cisimlerin eksenleri, delik daireleri Kesit düzlemlerinin izleri Özel işlem yapılacak yüzeylerin belirtilmesinde Bir sonraki sayfada gördüğünüz parçanın çizgi kalınlıklarına göre çizimini göreceksiniz. Sürekli kalın Sürekli ince Kesik ince Noktalı kesik ince, uçları kalın Noktalı kesik ince NİÇİN FARKLI ÇİZGİ KALINLIKLARI KULLANMAMIZ GEREKİR ? DOĞRU YANLIŞ GEOMETRİK ÇİZİMLER Doğruyu iki ve ikinin katı sayıda bölmek: Pergel A B uzunluğunun yarısından daha büyük açılarak A ve B uçlarından çapraz yaylar çizilir ve kesiştirilir C ve D noktaları bulunur. C D arasından çizilen çizgi A B doğrusunu iki eşit parçaya böler ve E noktası bulunur. Aynı işlem A E doğru parçası için yapılırsa ¼ bölmeler elde edilir. İnce çizgi C Kalın çizgi F A 1/4 H 1/4 E G D 1/2 B GEOMETRİK ÇİZİMLER Daire içine üçgen çizmek: Pergel dairenin yarıçapı R kadar açılarak A noktasından bir yay çizilir. Yayın daireyi kestiği noktalar C ve D, tepe noktası B ile birleştirilir. B Kalın çizgi İnce çizgi C D A GEOMETRİK ÇİZİMLER Daire içine altıgen çizmek: Pergel dairenin yarıçapı R kadar açılarak A ve B noktasından birer yay çizilir, C D ve E F noktaları bulunur. Yaylar ile daire çevresinin kesiştiği noktalar A, B, C, D, E, F birleştirilir. B Kalın çizgi E F İnce çizgi C D A İZDÜŞÜM Bir cismin bir düzlem üzerine düşürülen görüntüsüne, o cismin izdüşümü; bu görüntüyü elde edebilme metoduna da izdüşüm metodu denir. İzdüşümün olması için; bakış noktası, ışınlar, cisim ve düzlem olması gerekir. İZDÜŞÜM METOTLARI 1- Konik izdüşüm 2- Eğik izdüşüm 3- Dik izdüşüm (Kullanacağımız izdüşüm) 1- Konik izdüşüm: Bir noktadan çıkan ışınlar cismin çevre ve kenarlarından geçerek düzlem üzerinde büyüyerek görüntüyü meydana getirir. Bu izdüşüm tam büyüklüğü ve biçimi açıklamadığından işçilik resimlerinde kullanılmaz, daha ziyade afiş, dekorasyon ve mimari çizimlerde kullanılır. Bakış noktası Cisim İzdüşüm İzdüşüm düzlemi 2- Eğik izdüşüm: Bu metotta birbirine paralel olan ışınlar, izdüşüm düzlemine eğik olarak gelirler. Cismin bir yüzü düzleme paralel olmakla beraber, ışınlar düzleme 90º ‘den farklı bir açıda geldiğinden, izdüşüm düzlemi ile yaptığı açıya bağlı olarak farklı görünüşler meydana getirirler. Bakış noktaları Cisim İzdüşüm İzdüşüm düzlemi * 3- Dik izdüşüm: Bu metotta izdüşüm ışınları birbirine paralel ve izdüşüm düzlemine ise dik durumdadır.ışınlar birbirine paralel ve düzleme dik geldiklerinden, cismin duruşu değişmedikçe, düzlemle arasındaki mesafe ne kadar değişse, izdüşümde bir değişiklik meydana gelmez. Bu nedenle düzlem üzerindeki izdüşüm de cismin ön yüzü ile aynı biçim ve büyüklükte olur. Bakış noktaları Cisim İzdüşüm İzdüşüm düzlemi ISO-E ve ISO-A İZDÜŞÜM METODU Ülkemizde ve Avrupa ülkelerinde ISO-E izdüşüm metodu kullanılmaktadır. Ancak ülkeler arasındaki teknolojik ilişkiler içerisinde ISO-A izdüşüm metodunu da bilmek gerekir. ISO-E ( Iso- Europa):Avrupa ve bizimde bağlı olduğumuz ülkeler tarafından kullanılmaktadır. ISO-E ISO-A ( Iso- America):Amerika ve İngiltere'nin bağlı olduğu ülkeler tarafından kullanılmaktadır. ISO-A ISO-E METODUNA GÖRE DÜZLEMLER Temel izdüşüm düzlemleri uzayda birbirine dik kabul edilir. 3 düzlem vardır. Yatay düzlem (üstten görünüş): Yere paralel olan düzleme denir. Alın düzlem (önden görünüş): Yatay düzleme dik olan düzleme denir. Profil düzlem (yandan görünüş): Alın ve yatay düzleme dik olan düzleme denir. Alın düzlem Profil düzlem Yatay düzlem ISO-E TOP SIDE FONT ISO-E Üstten bakış Önden görünüş Yandan bakış Üstten görünüş Önden bakış ISO-E TOP SIDE FRONT Diedr FRONT VIEW TOP VIEW L/R VIEW FRONT TOP FRONT VIEW O SIDE VIEW N D M L TOP VIEW C B A E F K J İ G H SIDE ISO-E FRONT D C A T N LM AB B FRONT O C SIDE J FE İJ İ N H D M L C L G NM O B A TOP E F K J G İ AJ İ H L/R F CB DE F K H T M L O SIDE F N J İ D M K L K H C A E K İ H F TOP F J DE O B F N AB LM L/R O C N G NM L C B A J İ ISO-A TOP TOP VIEW O N D M L SIDE C B FRONT VIEW SIDE VIEW A E F K J İ G H FRONT ISO-A ISO-A L NM O T TOP DE O AJ N CB F İ D M L S C B A A D C B E F K J İ G İJ H H F SIDE FRONT FE G C A E D B D E B A S F F T C D G C C E F F G A B I B I H A D F F E T S H C A B D H A F B C F T S D E D F E G A D B I J H S F J C B I C F G A H F T D G E F C B D A S F C B T A F E F G J H G K F A A C B I D B C D F T E K F J G F E S I H Kalınlık 5 Kalınlık 4 34 29 29 Ø35 Ø9 Ø25 35 23 9 34 29 29 PERPECTIVE FRONT VIEW SIDE VIEW TOP VIEW 1 A E I 2 B F J 3 C G K 4 D H L P 1 F S T P 2 F S T P 3 F S T P 4 F S T Perspektif 1 A D G B E H C F I 2 3 P 1 F S T P 2 F S T P 3 F S T FRONT 2 3 4 5 6 A B C D E F SIDE 1 1 2 3 4 5 6 FRONT SIDE TOP 1 A E 1 2 B F 2 3 C G 3 4 D H 4 PERSPEKTİFLER Perspektif: Bir cismin bir bakışta, genel olarak üç yüzünün birden görünecek şekilde çizilen resimlerine denir. PERSPEKTİF Paralel perspektif Konik perspektif •Bir kaçış noktalı •İki kaçış noktalı Eğik perspektif Aksonometrik perspektif Kavaliyer •Üç kaçış noktalı Kabinet Militer Dimetrik 1:1 Trimetrik 1:1 İzometrik 1:1 1:1 1:1 1:1 1:1 1:1 PERSPEKTİF UYGULAMALARI Aşağıda görünüşleri verilmiş olan parçanın izometrik perspektifini çiziniz. PERSPEKTİF UYGULAMALARI Aşağıda görünüşleri verilmiş olan parçanın izometrik perspektifini çiziniz. PERSPEKTİF UYGULAMALARI Aşağıda görünüşleri verilmiş olan parçanın izometrik perspektifini çiziniz. PERSPEKTİF UYGULAMALARI Aşağıda görünüşleri verilmiş olan parçanın kavaliyer perspektifini çiziniz. PERSPEKTİF UYGULAMALARI Aşağıda görünüşleri verilmiş olan parçanın kavaliyer perspektifini çiziniz. PERSPEKTİF UYGULAMALARI Aşağıda görünüşleri verilmiş olan parçanın kavaliyer perspektifini çiziniz. PERSPEKTİF UYGULAMALARI Aşağıda görünüşleri verilmiş olan parçanın dimetrik perspektifini çiziniz. 1:2 PERSPEKTİF UYGULAMALARI Aşağıda görünüşleri verilmiş olan parçanın dimetrik perspektifini çiziniz. 1:2 PERSPEKTİF UYGULAMALARI Aşağıda görünüşleri verilmiş olan parçanın dimetrik perspektifini çiziniz. 1:2 GÖRÜNÜŞ ÇIKARMA UYGULAMALARI Perspektifte görülen ve ince malzemeden yapılmış iş parçasının açınımı verilen açınımlardan hangisidir. A B C D ÖLÇÜLENDİRME Ölçülendirme: Çizilen resimlerin ölçülerle ifade edilmesi ve tanımlanmasına denir. Teknik resimde, çizilen resimlerin mutlak şekilde ölçülerde ifade edilmesi gerekir. Resimlerde ölçülendirme yapılmadan ürünlerin üretiminde tam ve noksansız yapılması mümkün değildir. Ölçü rakamı 75º eğik (Norm) yazı Ölçü çizgisi Ölçü oku Ölçü sınır çizgisi ~ 4 – 5 mm ~ 8 – 10 mm ~ 2 - 3 mm ~ 1 mm 15° ~ 3 mm Kalınlık 1,5 BÜKME BOYLARI HESAPLARI Bükülmüş sac parçalarının büküm yerlerindeki iç yüzey kısalma, dış yüzeyinde uzama meydana gelir. Uzama ve kısalmanın olmadığı bir eksen vardır. Bu eksene natural (Tarafsız) eksen denir. Açınımlar bu eksene göre yapılmaktadır. K - KATSAYISI R < 2 x T ise K=0,33 alınır. K=0,4 alınır. R = 2 x T ile 2 x T ise R > 2 x T ise K=0,5 alınır. R = Bükme yarıçapı T = Sac kalınlığı K = K katsayısı BÜKME BOYU FORMÜLÜ BB = . X ( R + K X T) X ( A / 180) BB = Bükme boyu A = Büküm açısı BÜKME BOYLARI HESAPLARI K - KATSAYISI R=3 R?2xT T=3 3?2x3 3<6 ise K=0,33 alınır. BÜKME BOYU FORMÜLÜ BB = . X ( R + K X T) X ( A / 180) BB = 3,14. X ( 3 + 0,33 X 3) X ( 90 / 180) BB = 3,14. X ( 3 + 0,99) X 0,5 BB = 3,14. X 3,99 X 0,5 BB = 6,264 mm TAM BOY TB = 6,264 + 9 + 21 TB = 36,264 mm BÜKME BOYLARI HESAPLARI K - KATSAYISI R = 1,5 R?2xT T = 1,5 1,5 ? 2 x 1,5 1,5 < 3 ise K=0,33 alınır. BÜKME BOYU FORMÜLÜ BB = . X ( R + K X T) X ( A / 180) BB = 3,14. X ( 1,5 + 0,33 X 1,5) X ( 90 / 180) BB = 3,14. X ( 1,5 + 0, 495) X 0,5 BB = 3,14. X 1,995 X 0,5 BB = 3,13 mm TAM BOY TB = 14 + 3,13 + 9 + 3,13 + 38 + 3,13 + 14 TB = 84,39 mm BÜKME BOYLARI HESAPLARI K - KATSAYISI R = 1,5 R?2xT T = 1,5 1,5 ? 2 x 1,5 1,5 < 3 ise K=0,33 alınır. BÜKME BOYU FORMÜLÜ BB = . x ( R + K x T) x ( A / 180) BB = 3,14. x ( 1,5 + 0,33 x 1,5) x ( 90 / 180) BB = 3,14. x ( 1,5 + 0, 495) x 0,5 BB = 3,14. x 1,995 x 0,5 BB = 3,13 mm TAM BOY 29 TB = 32+3,13+343+3,13+382+3,13+285,5+3,13+29 TB = 1084,02 mm BÜKME BOYLARI HESAPLARI K - KATSAYISI R=3 R?2xT T=3 3?2x3 3<6 ise K=0,33 alınır. BÜKME BOYU FORMÜLÜ BB = 3,14 x ( R + 0,33 x T) x 0,5 BB = 3,14. x ( 3+ 0,33 x 3) x 0,5 BB = 3,14. x 3,99 x 0,5 BB = 6,27 mm TAM BOY TB = 324 + 6,27 + 448 + 6,27 + 324 TB = 1108,54 mm BÜKME BOYLARI HESAPLARI K - KATSAYISI R=3 R?2xT T=3 3?2x3 3<6 ise K=0,33 alınır. BÜKME BOYU FORMÜLÜ BB = 3,14 x ( R + 0,33 x T) x 0,5 BB = 3,14. x ( 3+ 0,33 x 3) x 0,5 BB = 3,14. x 3,99 x 0,5 BB = 6,27 mm TAM BOY TB = 384 + 6,27 + 21 + 6,27 + 5 TB = 422,54 mm KAYNAKLI BİRLEŞTİRMELER Kaynak: Kristalleri aynı veya birbirine yakın özellikteki metal veya plastik iş parçalarında, ek yerlerinin ergitilmesi veya yaklaşık ergime sıcaklıklarında basınç yapmak suretiyle iki parçaya ait kristallerin birleştirilmesine denir. Kaynak yeri: Parçaların kaynakla birleştirildiği kısmıdır. Kaynak yeri uzatma, mukavemet arttırma vb. amaca göre çeşitli şekillerde olabilir. Kaynak dikişi: Kaynak yerinde parçalar kaynak dikişiyle birleştirilir. Kaynak yerinin durumu ve kaynak dikişinin şekli malzeme veya kaynak metoduna göre çeşitli şekillerde yapılır. KAYNAK METOTLARI Basınç Esaslı Kaynaklar Ergitme Esaslı Kaynaklar Özel Kaynaklar KAYNAKLI BİRLEŞTİRMELERDE ESAS SEMBOLLER I Kaynağı U Kaynağı V Kaynağı Yarım U Kaynağı Yarım V Kaynağı Y Kaynağı Yarım Y Kaynağı Sırt Kaynağı Eğik Kaynak İç köşe kaynağı YARDIMCI SEMBOL UYGULAMA ÖRNEKLERİ Düz V Kaynağı Dış bükey V Kaynağı İç bükey köşe kaynağı Yüzeyi temizlenmiş köşe kaynağı KAYNAK SEMBOLLERİ UYGULAMA ÖRNEKLERİ veya veya veya KAYNAKLI BİRLEŞTİRMELERDE ESAS SEMBOLLER veya veya veya veya KAYNAK ESAS ÖLÇÜLERİ s: İş parçasının üst yüzeyinden alt yüzeyine kadar kaynağın en küçük ölçüsü s6 a5 a: İkizkenar dik üçgenin en büyük yüksekliği z7 z : ikizkenar üçgenin en uzun dik kenarı n : Kaynak dikiş sayısı z4 n x I x (e) z4 3 x 15 x (10) l: Kaynak dikiş uzunluğu (e) : Kaynak aralığı o : Çepeçevre kaynak Bayrak yukarıda şantiyede kaynak yapılacak 1/2/3/4 Bayrak aşağıda yerinde kaynak yapılacak. 1 11 111 13 131 135 14 111 141 2 21 24 25 1- Kaynak işlemi (ISO 4063) 3 311 312 2- Değerlendirme grupları (ISO 5817 – 10042) 3- Kaynak pozisyonu (ISO 6917) 4- Ek malzemeler (ISO 544 – 2560 – 3581) 4 41 7 751 9 91 94 Elektrik ark kaynağı Metal ark kaynağı Yüzey kaynağı Metal - gaz altı kaynağı Metal inertgaz Metal aktivgaz Volfram gazaltı kaynağı Volfram intergaz kaynağı Direnç kaynağı Nokta kaynağı Noktasal oksijn kaynağı Basınç kaynağı Gaz kaynağı Oksi asetilen kaynağı Oksi proban kaynağı Sürtünme kaynağı Ultrason kaynağı Diğer kaynaklar Laser kaynağı Lehim Sert lehim Yumuşak lehim