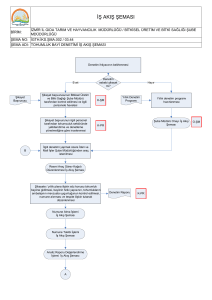
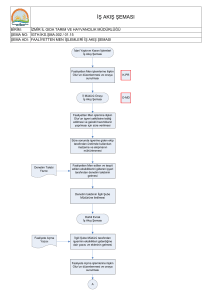
SÜREÇ STRATEJ*S*
advertisement

KALİTE VE PERFORMANS -KALİTE MALİYETLERİ -TOPLAM KALİTE YÖNETİMİ -ALTI SİGMA -KABUL ÖRNEKLEMESİ -İSTATİSTİKSEL SÜREÇ KONTROLÜ -İSTATİSTİKSEL SÜREÇ KONTROL YÖNTEMLERİ -SÜREÇ YETERLİLİĞİ -ULUSLARARASI KALİTE DOKÜMANTASYON STANDARTLARI -MALCOM BALDRIGE ULUSAL KALİTE ÖDÜLÜ KALİTE MALİYETLERİ Kusur: Bir sürecin, müşterilerini tatmin etmede başarısızlığa uğradığı zamanki durumu. • Önleme Maliyetleri Kusurun oluşmadan önce önlenmesi ile ilgili ilişkilendirilmiş maliyetler. • Değerlendirme Maliyetleri İşletmenin süreçlerinin performans düzeylerini değerlendirdiğinde oluşan maliyetler. • İçsel Başarısızlık Maliyetleri Bir ürünün veya hizmetin üretilmesi sürecinde belirlenen kusurlar sonucu oluşan maliyetler. • Dışsal Başarısızlık Maliyetleri Dışsal başarısızlık maliyetleri: Hizmet veya ürünün müşteriye ulaştırılmasından sonra belirlenen kusurlar sonucu oluşan maliyetler. Garanti: Üreticinin kusurlu parçaları değiştireceğine ve tamir edeceğine ilişkin veya hizmeti müşterinin memnuniyetine göre gerçekleştireceğine ilişkin yazılı teminat. • Etik ve Kalite TOPLAM KALİTE YÖNETİMİ Toplam kalite yönetimi (TQM): Süreç performansının ve kalitesinin yüksek seviyelerinin başarılmasında müşteri tatmini, çalışan katılımı ve performansta sürekli gelişme olan üç ilkeye odaklanan felsefe. • Müşteri Tatmini Kalite: Müşteriler tarafından bir hizmete veya ürüne ilişkin genel memnuniyetini tanımlamada kullanılan terim. -Spesifikasyonlara Uyum -Değer -Kullanıma Uygunluk -Destek -Psikolojik Etkiler • Çalışan Katılımı Çalışan katılımı: İşi yapan çalışan düzeyine kadar organizasyon şemasında karar verme sorumluluğunun aşağıya doğru hareketini sağlayan takım çalışması yaklaşımı. -Kültürel Değişim Kaynağında kalite: Kusurların oluştuğu yerde belirlendiği ve düzeltildiği felsefe. Takımlar: Ortak amaçları olan insanlardan oluşan küçük gruplar kendi performans amaçlarını ve yaklaşımlarını belirlerler ve başarı için sorumluluk alırlar. Kalite çemberleri: Süreç ve kalite problemlerini çözmek tanımlamak, analiz etmek ve çözmek amacıyla yöneticiler ve çalışanlardan oluşan küçük grup, problem çözme takımlarının diğer ismi. Özel amaçlı takımlar: Yönetim, iş gücü veya her ikisine yüksek düzeyde ilginin konularını belirleyen gruplar. Kendi kendini yöneten takım: Bir hizmet veya ürünün önemli bir bölümünü veya bazen tümünü üretmek amacıyla birlikte çalışanların oluşturduğu küçük grup. • Sürekli Gelişme -Kaizen Sürekli gelişme: Kaizen olarak ifade edilen Japon kavramına dayalı olarak süreçleri geliştirme yollarını sürekli araştırma felsefesi. -Planla-uygula-kontrol et-önlem al çevrimi 1.Planla 2.Uygula 3.Kontrol Et 4.Önlem Al Planla-uygula-kontrol etönlem al çevrimi: Takımlarını problem çözme konusunda eğitmede sürekli gelişme ile aktif olarak ilgilenen işletmeler tarafından kullanılan Deming döngüsü olarak da belirtilen çevrim. ALTI SİGMA Altı Sigma: Süreçlerdeki değişkenliği ve kusurları azaltarak işletme başarısını arttırılması, sürdürülmesi ve maksimize edilmesi için kapsamlı ve esnek bir sistem. • Altı Sigma Geliştirme Modeli Yeşil Kuşak: Altı Sigma programında ilk düzey eğitimi başaran ve projelerinde takımını eğitmeye veya yardımcı olmaya zamanın belirli bir bölümünü ayıran çalışanlar. Siyah Kuşak: Altı Sigma programında en yüksek eğitim düzeyine ulaşan ve Altı Sigma projelerinde zamanının tümünü takımını eğitmeye ve liderlik yapmaya ayıran çalışanlar. Uzman Siyah Kuşak: Bir çok siyah kuşağa tam zamanlı olarak eğiticilik ve yol göstericilik. KABUL ÖRNEKLEMESİ Kabul örneklemesi: Bir örneğin testine veya muayenesine göre malzemelerin, kabul veya reddedileceğinin belirlenmesinde istatistiksel tekniklerin uygulanması. İSTATİSTİKSEL SÜREÇ KONTROLÜ İstatistiksel süreç kontrol (SPC): Bir sürecin müşterilerin istediklerini sunup sunamadığının belirlenmesinde istatistiksel tekniklerin uygulanmasıdır. • Çıktılarda Varyasyon -Performans Ölçümleri Değişkenler: Ağırlık, uzunluk, hacim veya süre gibi ölçülebilir hizmet veya ürün karakteristikleri. Nitelikler: Kabul edilebilir performans için hızlı bir biçimde sayılabilen hizmet veya ürün karakteristikleri. -Örnekleme Örneklem planı: Birbirini izleyen örnekler arasındaki süreyi, örnek büyüklüğünü ve faaliyetin ne zaman uygulanması gerektiğini belirten karar kuralını ifade eden plan. Örnek büyüklüğü: Süreç çıktılarından rassal olarak seçilen gözlemlerin miktarı. -Örnekleme Dağılımları 1. Örnek ortalaması, gözlem değerlerinin toplamının gözlem sayısına bölünmesidir. 2. Aralık, örnekteki en büyük değer ile en küçük değer arasındaki farktır. Bir örneğe dayalı olarak standart sapma, dağılımın varyasyonunun kareköküdür. Süreç standart sapmasının tahmini şu şekildedir; -Genel Nedenler Varyasyonun genel nedenleri: Mevcut süreçte önlenemez olan varyasyonun tamamıyla rassal ve tanımlanamayan kaynakları. -Açıklanabilir Nedenler Varyasyonun özel nedenleri: Varyasyona neden olan tanımlanabilen ve ortadan kaldırılabilen faktörler. • Kontrol Şemaları Kontrol şeması: Gözlemlenen varyasyonun normal dışı olup olmadığının belirlenmesinde kullanılan zamana bağlı şema. üst kontrol limitini (ÜKL) ve alt kontrol limitini (AKL) temsil etmektedir. I. tip hata: Tamamıyla rassallığa bağlı olmasına rağmen, kontrol limitlerinin dışına düşen bir örnek sonucuna bağlı olarak bu sürecin kontrol dışı olmasına karar verilmesinde oluşan hata. II. tip hata: Süreç istatistiksel olarak kontrol dışında olmasına rağmen, sürecin kontrol altında ve sadece rassallığın söz konusu olduğuna karar verilmesinde oluşan hata. İSTATİSTİKSEL SÜREÇ KONTROL YÖNTEMLERİ • Değişkenler İçin Kontrol Şemaları R şeması (Aralık şeması): Süreç değişkenliğini izlemek amacıyla kullanılan şema. = Geçmiş R değerlerinin ortalaması ve kontrol şemasının merkez çizgisi = Belirli bir örnek büyüklüğü için üç standart sapma (üç sigma) limitlerini sağlayan sabit değerler Şeması Şeması: Süreç için yönetim tarafından belirlenen hedef değer kümesi ile uygun olacak biçimde ortalamada çıktı üretip üretmediğinin belirlenmesinde veya performans ölçümünün ortalamasına göre mevcut performansının geçmiş performansı ile uyumlu olup olmadığının belirlenmesinde kullanılan şema. = Geçmiş örnek ortalamalarının ortalaması veya süreç için hedef değer kümesi olan şemanın merkez çizgisi. = Örnek ortalaması için üç sigma limitlerini sağlayan sabit değer. ÖRNEK: Süreci İzlemek İçin ve R Şemalarının Kullanılması West Allis endüstrilerinin yönetimi özel metal bir vidanın üretimi ile ilgilenmektedir. Vidanın çapı müşteriler açısından önemlidir. İzleyen tabloda alınan beş örnek için veriler gösterilmiştir. Örnek büyüklüğü 4 birim olup, süreç istatistiksel olarak kontrol altında mıdır? ÇÖZÜM: 1. Aşama: Örneği basitleştirmek için 5 örnek kullanılmıştır. Uygulamada 20 örnekten daha fazlasının alınması tercih edilmektedir. Veri izleyen tabloda gösterilmiştir. 2. Aşama: En düşük değeri en yüksek değerden çıkartmak suretiyle her bir örnek için aralığı hesaplayınız. Örneğin, birinci örnek için 0.5027 - 0.5009 = 0.0018 inç. Benzer şekilde 2., 3., 4. ve 5. örnekler için aralık değerleri; 0.0021, 0.0017, 0.0026 ve 0.0022 inç. olmaktadır. Tabloda görüldüğü üzere = 0.0021’dir. 3. Aşama: R şemasını oluşturmak için Tablo 5.1’den örnek büyüklüğü 4 için uygun değerleri seçiniz. Kontrol limitleri; 4. Aşama: Aralık değerlerini R şeması üzerinde Şekil 5.10’da gösterildiği üzere işaretleyiniz. Kontrol limitlerinin dışına düşen örnek aralık değerleri mevcut değildir. Süreç değişkenliği kontrol altındadır. Eğer örnek aralık değerlerinden birisi limitlerin dışında olsaydı normal dışı bir durum oluşacak (bakınız Şekil 5.9) ve aşırı değişkenliğin nedenlerini araştırmak ve düzeltmek isteyecek ve 1. Aşamaya geri dönecektik. 5. Aşama: Her bir örnek için ortalamayı hesaplayınız. Örneğin birinci örnek için ortalama, Benzer biçimde 2., 3., 4. ve 5. örnekler için ortalama değerleri 0.5027, 0.5026, 0.5020 ve 0.5045 inç’tir. Tabloda gösterildiği üzere =0.5027 olmaktadır. 7. Aşama: Şekilde gösterildiği üzere örnek ortalamalarını kontrol şeması üzerine işaretleyiniz. 5. örneğin ortalaması ÜKL’nin dışına düşmektedir. Bu durum süreç ortalamasının istatistiksel olarak kontrol altında olmadığını göstermektedir. Açıklanabilir nedenler saptanmalıdır. Neden-sonuç diyagramının kullanılması tercih edilebilir. KARAR NOKTASI: ÖRNEK: Süreç Standart Sapması Kullanılarak Şemasının Tasarlanması Sunny Dale Bank, şehirdeki diğer bankalarla rekabette önemli bir kalite karakteristiği olan arabaya hizmet veren banka gişesinde müşterilere hizmet sunmak için geçen süreyi ölçmektedir. Kapsamlı bir çalışma ile toplanan veriler sonucunda, yönetim talebin zirve olduğunda bir müşteriye ortalama hizmet verme süresinin, standart sapması 1.5 olmak üzere 5 dakika olduğunu belirlemiştir. Yönetim, örnek büyüklüğü 6 müşteri olmak üzere periyodik olarak bir müşteriye ortalama hizmet verme süresini izlemek istemektedir. Süreç değişkenliğinin istatistiksel olarak kontrol altında olduğunu kabul ediniz. % 5 I. tip hata ile şemasını oluşturunuz. Buna göre, bir örnek sonucunun ÜKL’nin üstünde olma olasılığının % 2.5 ve AKL’nin altında olma olasılığının % 2.5 olacağı biçimde kontrol limitlerini belirleyiniz. Birkaç hafta örnek alınarak, birbirini izleyen iki örnek 3.70 ve 3.68 olarak gerçekleşmiştir. Hizmet süreci istatistiksel olarak kontrol altında mıdır? ÇÖZÜM: • Nitelikler İçin Kontrol Şemaları p şeması: Süreç tarafından oluşturulan kusurlu hizmet ve ürünlerin oranını kontrol etmek için kullanılan şema. ÖRNEK: Süreci İzlemek Amacıyla p Şemasının Kullanılması Hometown Bankası rezervasyon hizmetleri bölümünün işlemler yöneticisi, Hometown personeli tarafından kaydedilen yanlış müşteri hesap sayısı ile ilgilenmektedir. Her hafta 2,500 rassal örnek alınmakta ve yanlış hesap sayısı kaydedilmektedir. Geçen 12 haftanın sonuçları aşağıdaki tabloda gösterilmiştir. Rezervasyon süreci istatistiksel olarak kontrol altında mıdır? I. tip hatanın % 0.26 olacağı 3 sigma kontrol limitlerini oluşturunuz. ÇÖZÜM: 1. Aşama: Bu örnek verileri ile p şeması için kontrol limitlerini belirleyiniz. 2. Aşama: Kusurlu örnek oranını hesaplayınız. Birinci örnek için kusurlu oranı 15/2,500 = 0.0060 3. Aşama: Aşağıdaki şekilde görüldüğü üzere her bir örnek için kusurlu oranını şema üzerinde işaretleyiniz. KARAR NOKTASI: c Şemaları c şeması: Bir hizmet veya üründe bir kusurdan daha fazlası söz konusu olduğunda kusur sayısını kontrol etmek için kullanılan şema. ÖRNEK: Birim Başına Kusurları İzlemek Amacıyla c Şemasının Kullanılması Woodland Kâğıt İşletmesi gazeteler için kâğıt üretmektedir. Süreçte son aşama olarak kâğıt; çeşitli ürün kalite karakteristiklerini ölçen bir makineden geçmektedir. Süreç kontrol altında iken top kâğıt başına ortalama kusur sayısı 20’dir. a. Top kâğıt başına kusur sayısı için kontrol şemasını oluşturunuz. Bu örnek için iki sigma kontrol limitlerini belirleyiniz. b. Alınan beş top kağıtta kusurlu sayısı 16, 21, 17, 22 ve 24 olarak gerçekleşmiştir. Kâğıt hamuru farklı bir tedarikçiden alınan altıncı top kağıtta kusur sayısı 5’tir. Kâğıt üretim süreci kontrol altında mıdır? ÇÖZÜM: a. Kağıt top başına ortalama kusur sayısı 20’dir. Bu nedenle, b. İlk beş kâğıt top için kusurlu sayısı kontrol limitlerinin içersinde olduğundan süreç kontrol altındadır. Top kâğıt başına 5 kusurlu sayısı ise AKL’nin altındadır. Süreç teknik olarak kontrol dışıdır. Kontrol şeması iyi bir durumun oluştuğunu göstermektedir. SÜREÇ YETERLİLİĞİ Süreç yeterliliği: Bir sürecin bir hizmet veya ürün için tasarım spesifikasyonlarını karşılama yeteneği. Nominal değer: Tasarım spesifikasyonları için hedef değer. Tolerans: Nominal değerden izin verilen üst ve alt değer. • Süreç Yeterliliğinin Tanımlanması -Süreç Yeterlilik İndeksi Süreç yeterlilik indeksi, Cpk: Bir sürecin, üst ve alt spesifikasyonlara göre kusurlu çıktı üretme potansiyelini ölçen indeks. -Süreç Yeterlilik Oranı Süreç yeterlilik oranı, Cp: 6 standart sapmaya bölünen tolerans genişliği. • Süreç Yeterliliğini Belirlemek İçin Sürekli Gelişim Uygulanması ÖRNEK:Yoğun Bakım Servis Laboratuvarında Süreç Yeterliliğinin Değerlendirilmesi Yoğun bakım servis laboratuvar süreci, 1.35 dakika standart sapma ile 26.2 ortalama geri dönüş süresine sahiptir. Hizmet, 30 dakika üst spesifikasyon limiti ve 20 dakika alt spesifikasyon limiti ile 25 dakika nominal değere sahiptir. Laboratuvardaki yönetici, laboratuvarı için dört sigma performans düzeyini istemektedir. Laboratuvar bu performans düzeyi için yeterli midir? ÇÖZÜM: Yönetim, sürecin yeterli olup olmadığını belirlemede süreç yeterlilik indeksini kullanarak hızlı bir kontrole başlamıştır, Dört sigma düzeyi için hedef değer 1.33’tür. Süreç değişkenliği dört sigma hedef değeri için 1.33’ü karşılamamaktadır. Yeni veri toplandığında ortalama geri dönüş süresi 26.1 dakika ve standart sapması da 1.20 dakika olarak belirlenmiştir. • Kalite Mühendisliği Kalite mühendisliği: Genichi Taguchi tarafından ileri sürülen ürün tasarımını ve üretim süreçlerini optimize ederek maliyetlerin düşürülmesi ve kalitenin yükseltilmesi için mühendislik ve istatistiksel yöntemlerin birleştirilmesini içeren yaklaşım. Kalite kayıp fonksiyonu: Spesifikasyonları çok zor olarak karşılayan bir ürünün veya hizmetin, mükemmel olana göre çok daha büyük olasılıkla kusurlu hizmet veya ürün olma ifadesi. ULUSLARARASI KALİTE DOKÜMANTASYON STANDARTLARI • ISO 9000:2000 Dokümantasyon Standartları ISO 9000:2000: Kalite programının dokümantasyonuna ilişkin yol gösterici standartlar kümesi. • ISO 14000:2004 Çevre Yönetim Sistemi ISO 14000:2004: İşletmelerin, ham madde kullanımlarını ve zararlı atık oluşumunu, arıtımını ve bertarafını izlemelerini gerektiren dokümantasyon standartları Çevre Yönetim Sistemi Çevre Performans Değerlendirme Çevre Etiketlendirme Hayat Boyu Değerlendirme • ISO Belgelendirmenin Yararları MALCOM BALDRIGE ULUSAL KALİTE ÖDÜLÜ Malcom Baldrige Ulusal Kalite Ödülü: İsmini ticaret açığını azaltmak için kalitenin yükseltilmesinin önemli bir destekçisi olan ticaret bakanından alan ödül, kalite stratejilerini ve başarımlarını özendirmekte, belirlemekte ve ilan etmektedir. -Ödül için yedi ana kriter şunlardır: Liderlik Stratejik Planlama Müşteri ve Pazar Odaklılık Ölçüm, Analiz ve Bilgi Yönetimi İş gücü Odaklılık Süreç Yönetimi Sonuçlar ÇÖZÜMLÜ PROBLEM: Minnow Country Highway Güvenlik Birimi’nin monitörleri, 123 ile 14. caddelerin kesiştiği köşedeki kazaları izlemektedir. Bu köşede meydana gelen kazaların ortalaması ayda 3’tür. a. Hangi kontrol şeması kullanılmalıdır? Üç sigma kontrol limitlerinde kontrol şemasını kurunuz. b. Geçen ay, bu noktada yedi kaza meydana gelmiştir. Bu durum, bu köşede bir şeyin değiştiğinin iddia edilmesi için yeterli midir? ÇÖZÜM: a. Güvenlik bölümü meydana gelmeyen kazaların sayısını belirleyemez, bu nedenle köşede kusurlu oranını hesaplamak için bir yol mevcut değildir. Bu nedenle de yönetim, c şemasını kullanmayı tercih etmelidir. Kazalar için negatif bir değer söz konusu olamaz. Bu nedenle de AKL sıfır olarak belirtilmiştir. b. Geçen ay meydana gelen kazaların sayısı AKL ile ÜKL arasına düşmektedir. Buna göre açıklanabilir nedenlerin olduğu iddia edilemez ve artış şansa bağlı olarak ortaya çıkmıştır.